
A Method for Prediction of Ultrasonic Detectability of Interface Gap Defects on TC4 Diffusion-Bonded Joints


Abstract
:1. Introduction
2. Experimental Setup
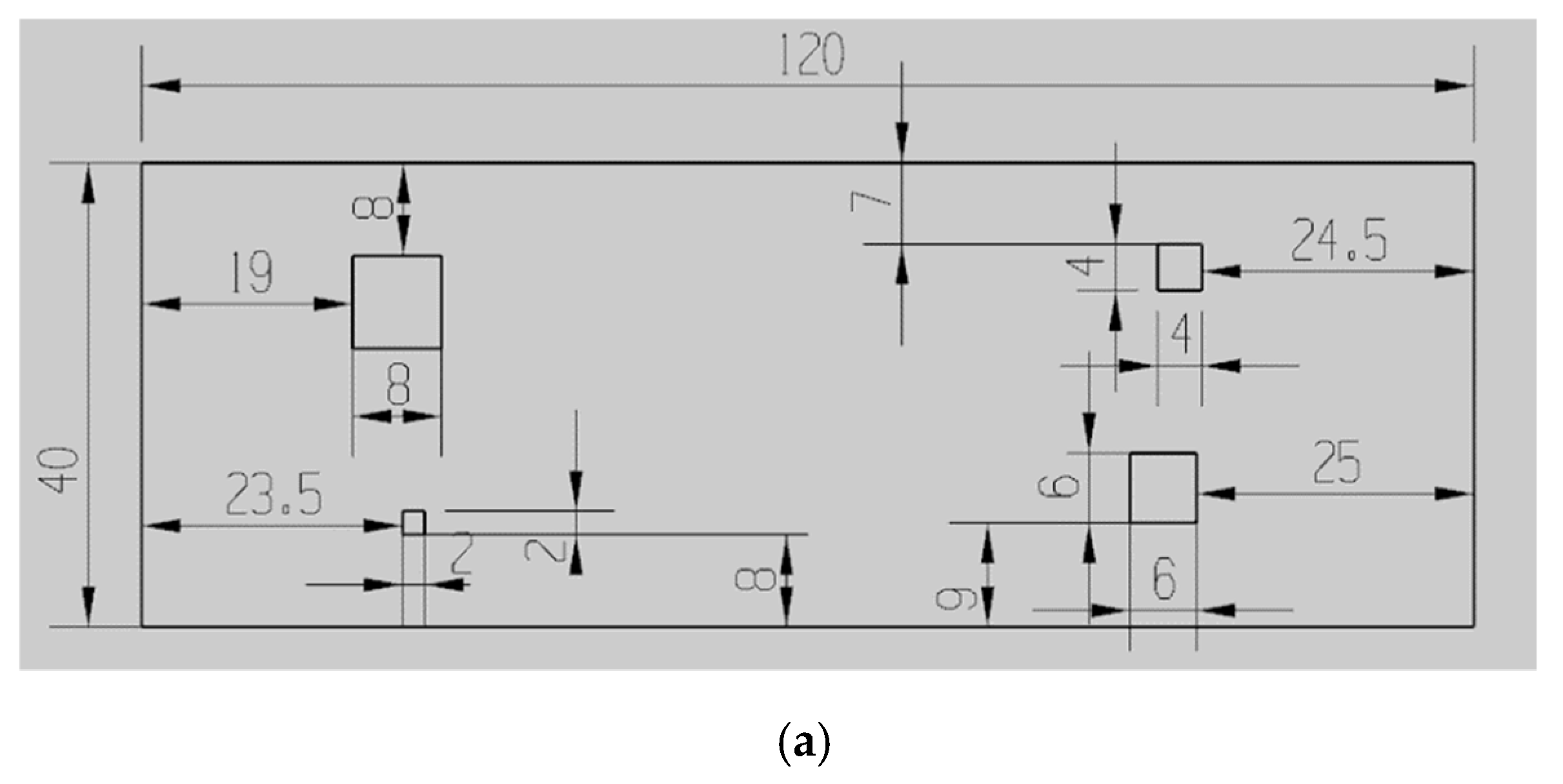
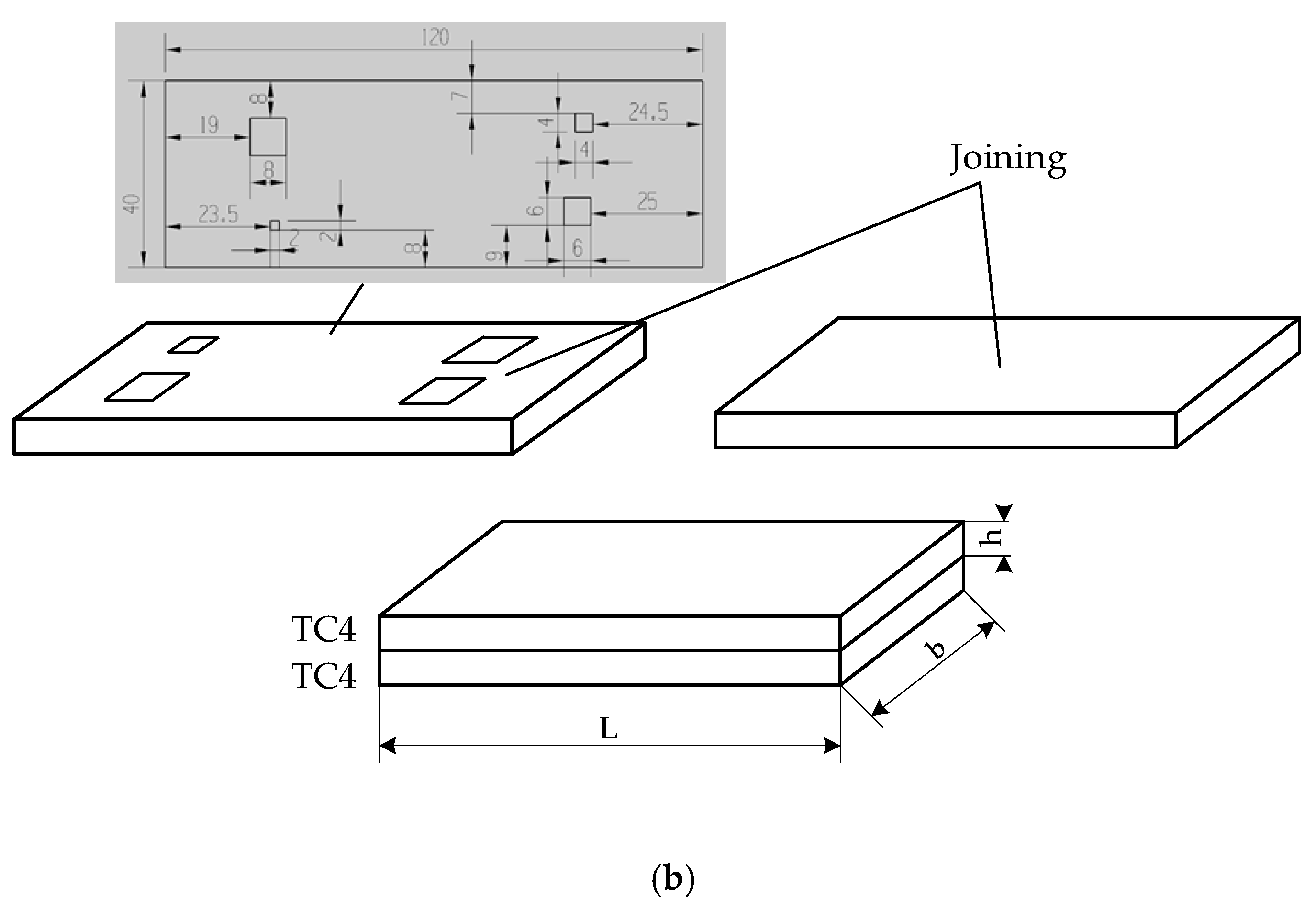
2.1. Manufacture of Diffusion-Bonded Samples
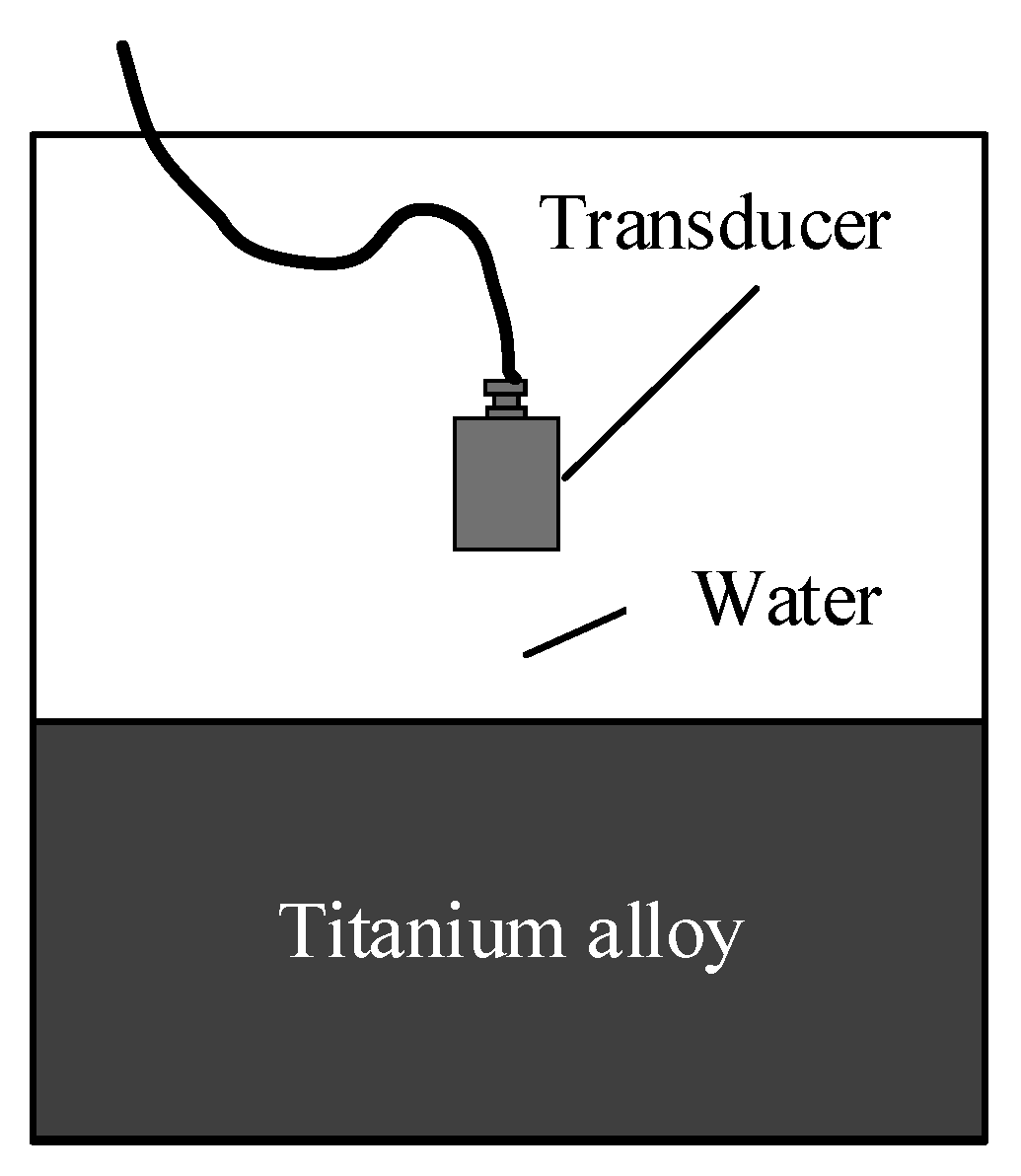
2.2. Ultrasonic Inspection and Cut-Up
3. Results and Discussion
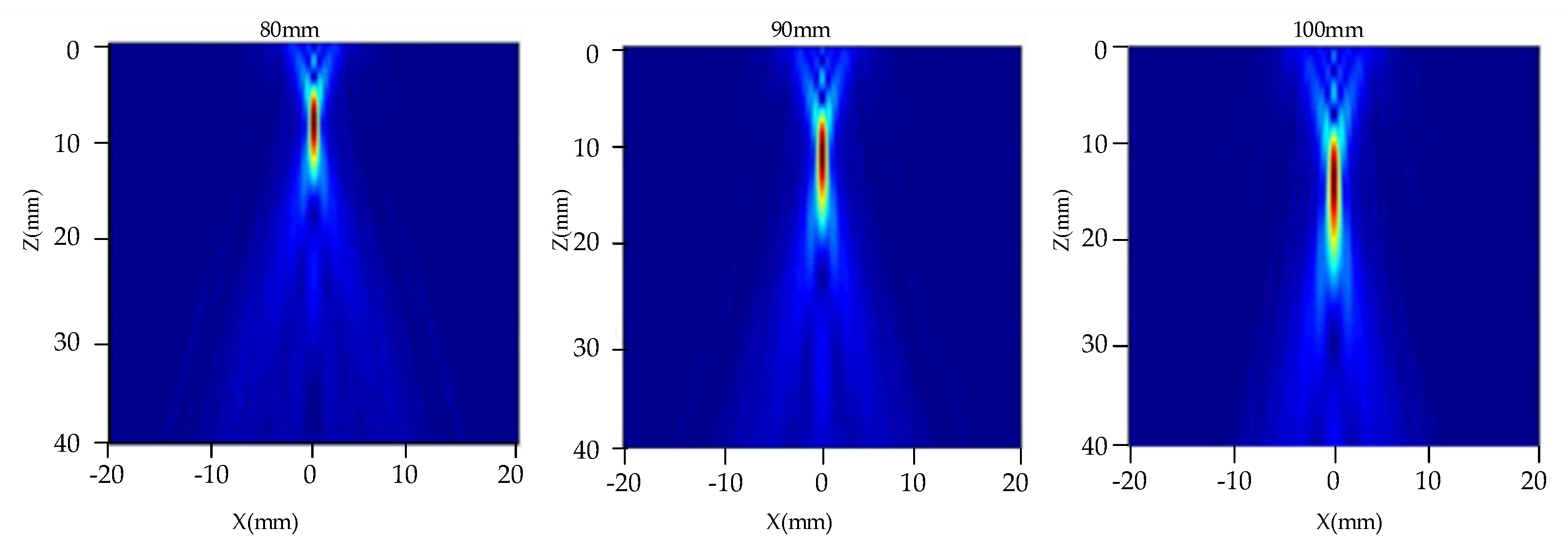
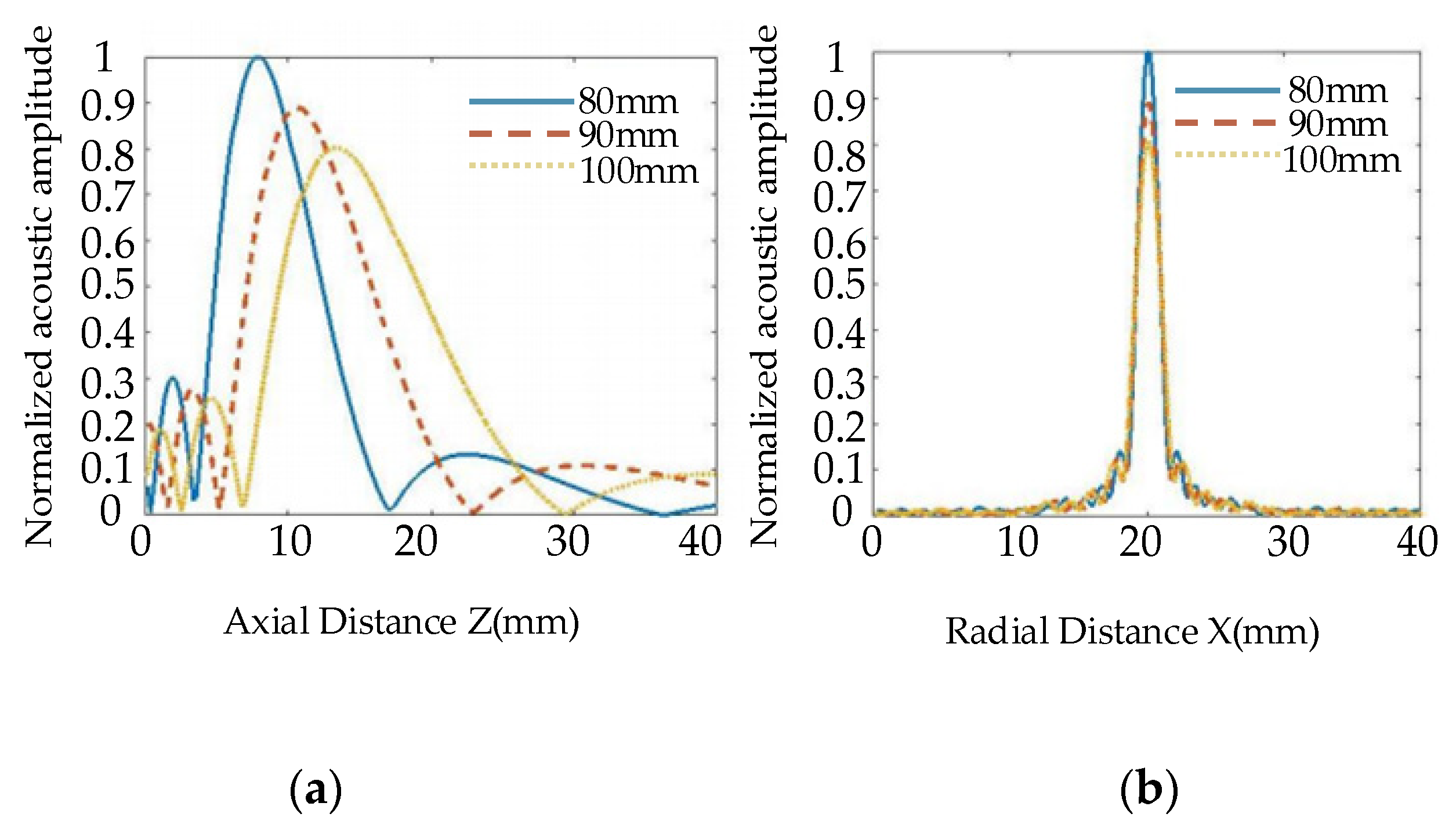
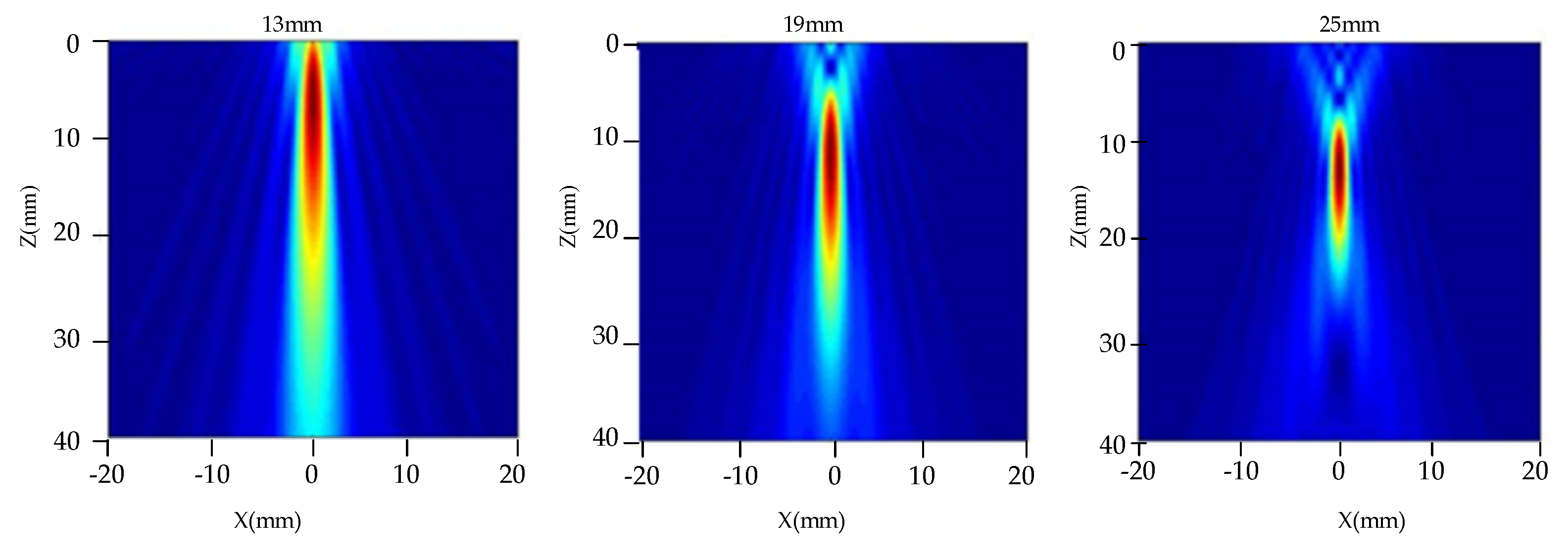
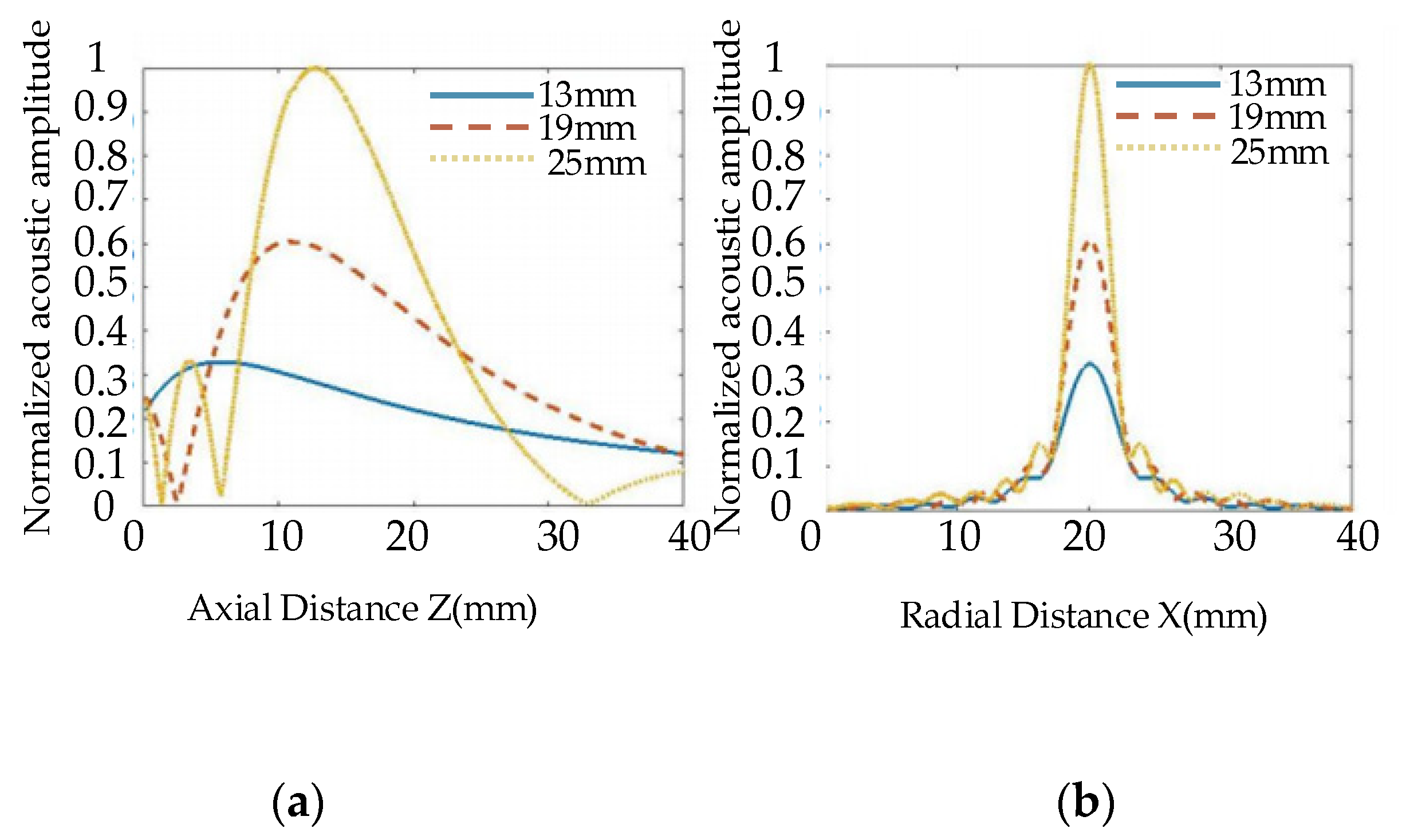
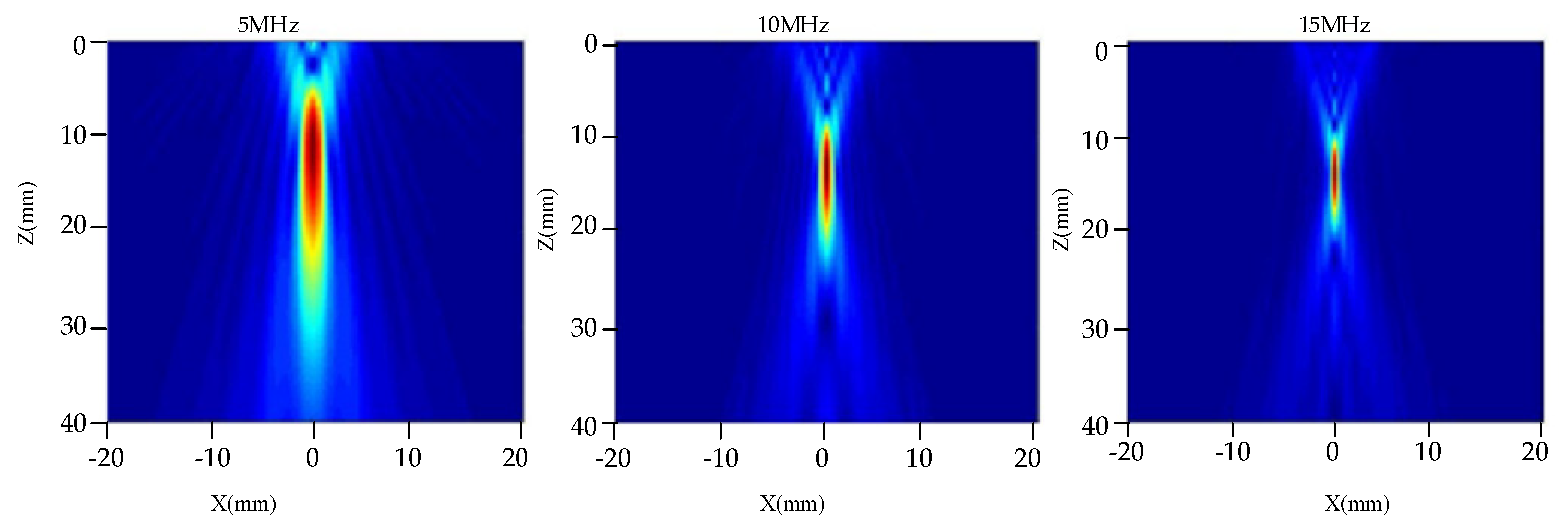
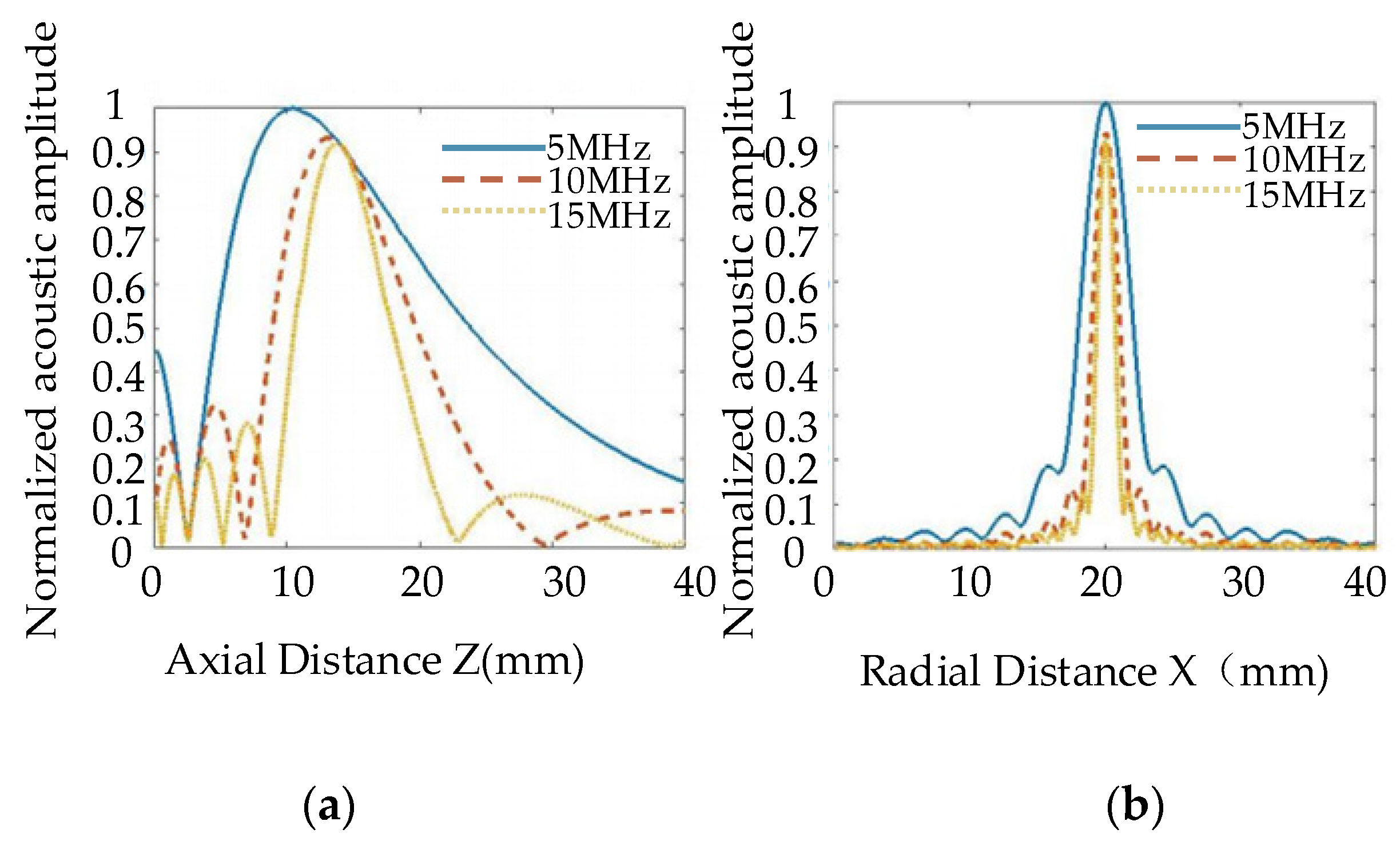
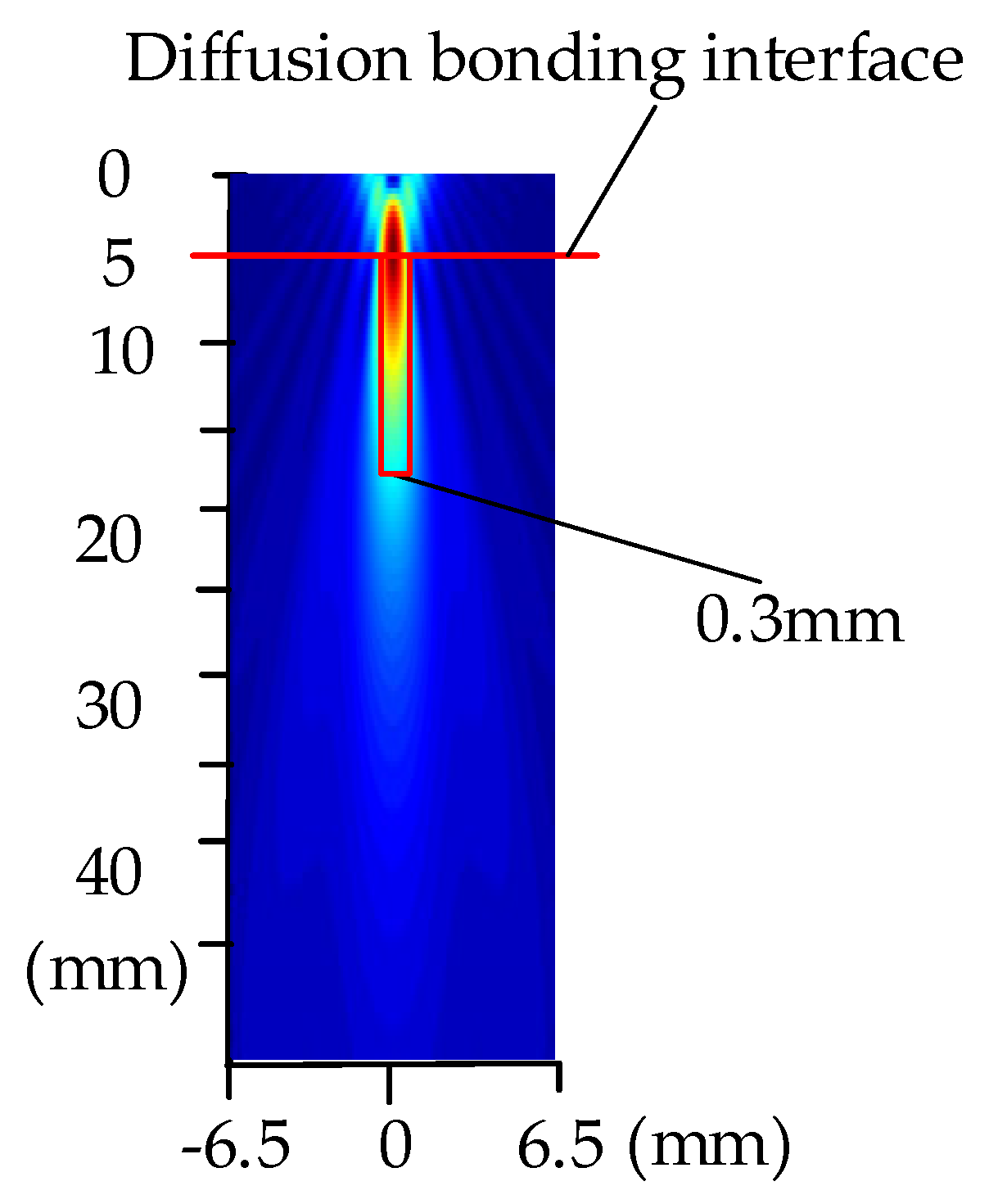
3.1. Analysis of Characteristics of the Acoustic Field Radiated by Focusing Transducer
3.2. Transducer Parameter Selection Method
3.3. Analysis of Acoustic Response of Diffusion Bonding Interface Defect
- (1)
- The surface of the focusing transducer was discretized into tiny cells, and the direction vector of the incident acoustic wave from each discrete point to the diffusion bonding interface defect was calculated. Then, Kirchhoff approximation scattering theory was used to obtain the scattering amplitude of each incident direction, and the echo scatter amplitude of the defect can be obtained.
- (2)
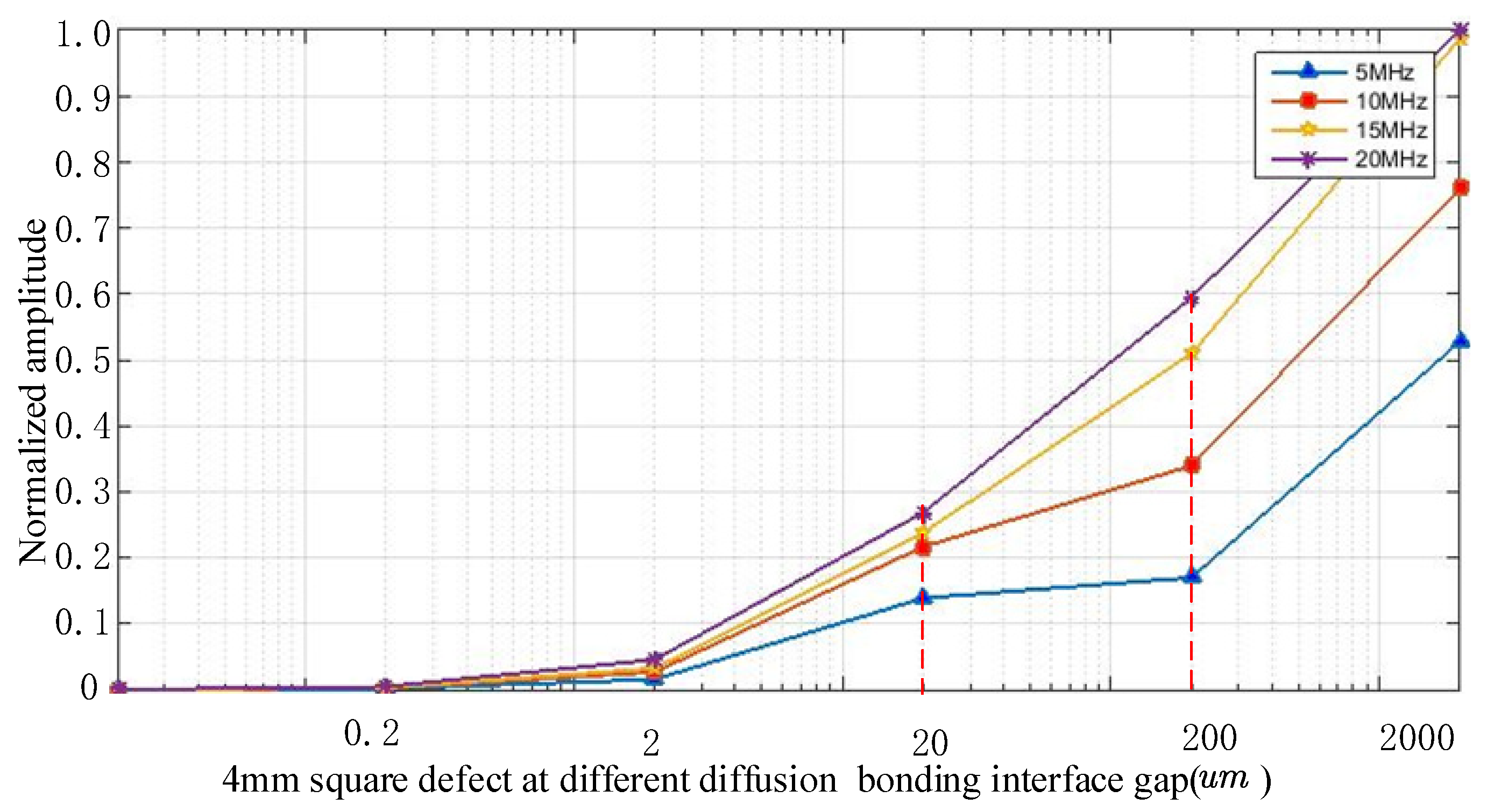
- The diffusion bonding interface gap increased from 0.02 μm to 200 μm in 10-fold increments. The other two transverse semiaxes of the defect were, respectively, set to be 4 mm. According to the transducer detection parameters obtained by the simulation, the correlation curve between a 4 mm square defect at different diffusion bonding gaps and different frequencies was calculated, as shown in Figure 12. The selected transducer detection parameters are shown in Table 3.
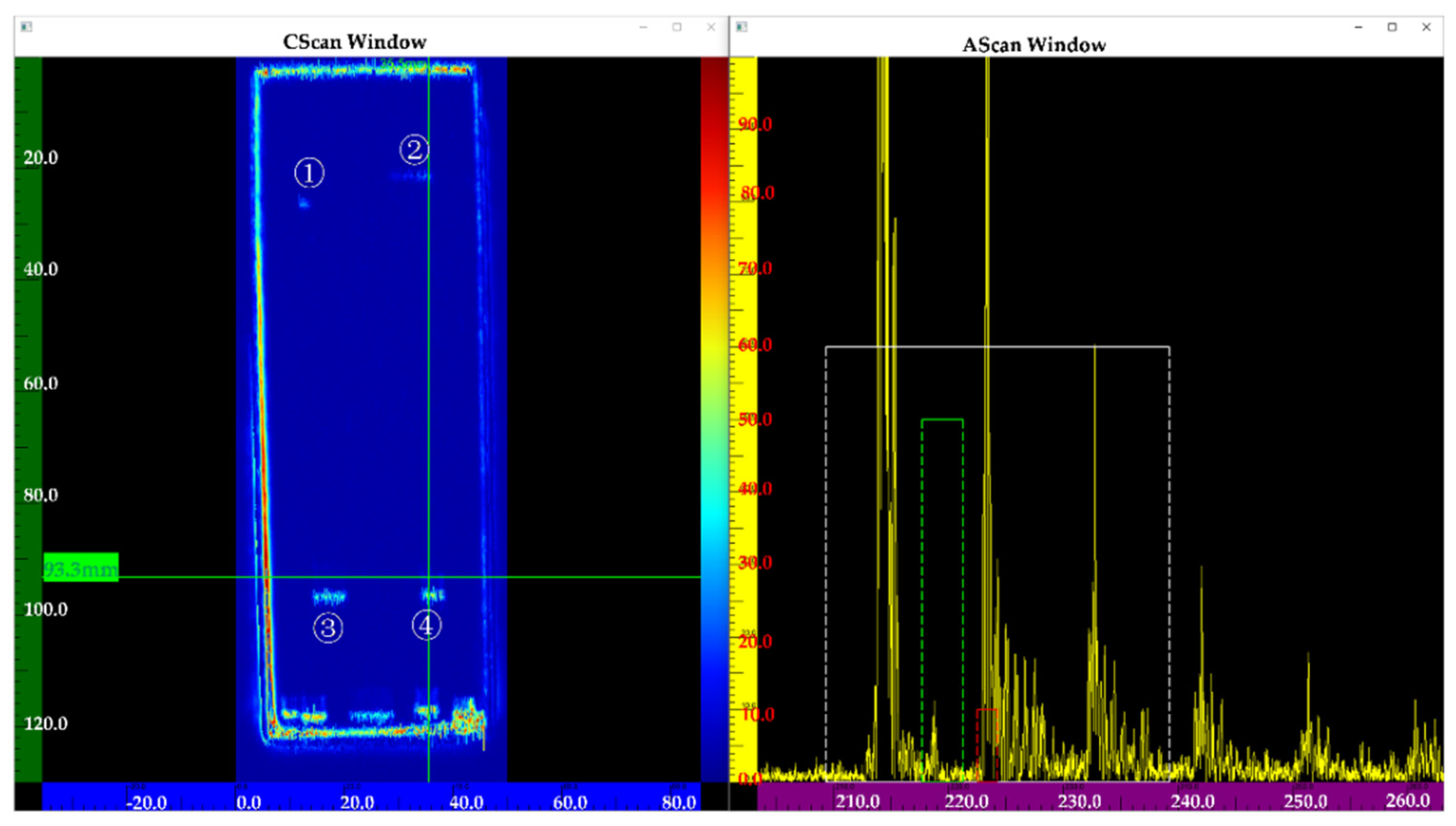
3.4. Experimental Results
4. Conclusions
- (1)
- A transducer parameter selection method was established by the simulation model. The simulation results suggest that diameter and frequency both affect focal spot sizes and focal positions. When the transducer diameter or frequency increases, focal size decreases, and the focal spot moves upward. The focal length of the transducer mainly affects the focal position, and the size of the focal spot has a small effect. According to the simulation results, we can choose suitable transducer parameters for the diffusion bonding sample.
- (2)
- The diffusion bonding interface gap can be quantitively predicted by the correlation curve of the diffusion bonding interface gap and the transducer frequency, and the curve was obtained by the response model for diffusion bonding interface defects.
- (3)
- The diffusion bonding interface gap was verified by the metallographic experiment, and the method proposed was applied to different thicknesses of solid-state welds, including dissimilar materials, providing a very effective method for the prediction of the detectability of diffusion bonding interface defects.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hill, A.; Wallach, E.R. Modelling Solid-State Diffusion Bonding. Acta Metall. 1989, 37, 2425–2437. [Google Scholar] [CrossRef]
- Xiong, J.T.; Sun, J.R.; Wang, J.C.; Zhang, H.; Shi, J.M.; Li, J.L. Evaluation of the Bonded Ratio of TC4 Diffusion Bonded Joints Based on Ultrasonic C-Scan. J. Manuf. Processes 2019, 47, 238–243. [Google Scholar] [CrossRef]
- Venkateswarlu, V.; Tripathy, D.; Rajagopal, K.; Tharian, K.T.; Venkitakrishnan, P.V. Failure Analysis and Optimization of Thermo-Mechanical Process Parameters of Titanium Alloy (Ti–6Al–4V) Fasteners for Aerospace Applications. Case Stud. Eng. Fail. Anal. 2013, 1, 49–60. [Google Scholar] [CrossRef] [Green Version]
- Tao, J.; Hu, S.; Ji, L. Effect of Trace Solute Hydrogen on the Fatigue Life of Electron Beam Welded Ti-6Al-4V Alloy Joints. Mater. Sci. Eng. A 2017, 684, 542–551. [Google Scholar] [CrossRef]
- Mavromihales, M.; Mason, J.; Weston, W. A Case of Reverse Engineering for the Manufacture of Wide Chord Fan Blades (WCFB) Used in Rolls Royce Aero Engines. J. Mater. Process. Technol. 2003, 134, 279–286. [Google Scholar] [CrossRef]
- Kumar, S.S.; Krishnamoorthi, J.; Ravisankar, B.; Balusamy, V. Assessing Quality of Diffusion Bonded Joints with Interlayer Using Ultrasonic/Ultrasound. J. Mater. Process. Technol. 2017, 242, 139–146. [Google Scholar] [CrossRef]
- Milne, K.; Cawley, P.; Nagy, P.B.; Wright, D.C.; Dunhill, A. Ultrasonic Non-Destructive Evaluation of Titanium Diffusion Bonds. J. Nondestruct. Eval. 2011, 30, 225–236. [Google Scholar] [CrossRef]
- Kumar, S.S.; Krishnamoorthi, J.; Ravisankar, B.; Angelo, P.C. Methodology to Evaluate the Quality of Diffusion Bonded Joints by Ultrasonic Method. Indian J. Eng. Mater. Sci. 2009, 5, 331–334. [Google Scholar]
- Lavrentyev, A.I.; Beals, J.T. Ultrasonic Measurement of the Diffusion Bond Strength. Ultrasonics 2000, 38, 513–516. [Google Scholar] [CrossRef]
- Liu, S.P.; Guo, E.M.; Xie, K.W.; Hou, G.P. Evaluation of kiss defect in diffusion welding of Titanium alloy by ultrasonic pulse-echoes. Nondestruct. Test. 2004, 26, 62–65. [Google Scholar]
- Escobar-Ruiz, E.; Ruiz, A.; Hassan, W.; Wright, D.C.; Collison, I.J.; Cawley, P.; Nagy, P.B. Non-Linear Ultrasonic NDE of Titanium Diffusion Bonds. J. Nondestruct. Eval. 2014, 33, 187–195. [Google Scholar] [CrossRef]
- Luan, Y.; Sun, T.; Feng, J.; Gang, T. Ultrasonic evaluation of TiAl and 40Cr diffusion bonding quality based on time-scale charac-teristics extraction. NDT E Int. 2011, 44, 789–796. [Google Scholar] [CrossRef]
- Wu, G.H.; Lu, Y.F.; Huang, Y.X.; Wu, W. Attenuation Characteristics of Ultrasonic Velocity and Acoustic-Based TC4 Alloy Uniformity Nondestructive Evaluation. AMR 2014, 989–994, 638–643. [Google Scholar] [CrossRef]
- Yuan, L.; Xiong, J.; Peng, Y.; Li, Z.; Li, J. Modeling Void Closure in Solid-State Diffusion Bonding of TC4 Alloy. Vacuum 2020, 173, 109120. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Device | Parameters |
|---|---|
| Transducer | Diameter: 13 mm Frequency: 15 MHz Focus Length: 50 mm |
| ZEISS Axioscope upright light microscope | (Objective lens) 10 × 100 (Eyepiece lens) |
| PRC50 ultrasonic board | Frequency range: 0~50 MHz |
| AL12250 acquisition card | Maximum sampling frequency: 0~250 MHz Storage: 128 M |
| STAIBLI RX160 robot | Degrees of freedom: 6 Rated load: 20 kg Maximum load: 34 kg Working radius: 1710 mm Repeat positioning accuracy: ±0.05 mm Protection class: IP65 |
| MHz | dB/mm |
|---|---|
| 5 | 0.08 |
| 10 | 0.16 |
| 15 | 0.17 |
| Group Number | Frequency (MHz) | Diameter (mm) | Focus Length (mm) |
|---|---|---|---|
| 1 | 5 | 13 | 50 |
| 2 | 10 | 13 | 50 |
| 3 | 15 | 13 | 50 |
| 4 | 20 | 13 | 50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Teng, L.; Zhou, Z. A Method for Prediction of Ultrasonic Detectability of Interface Gap Defects on TC4 Diffusion-Bonded Joints. Nanomaterials 2022, 12, 911. https://doi.org/10.3390/nano12060911
Teng L, Zhou Z. A Method for Prediction of Ultrasonic Detectability of Interface Gap Defects on TC4 Diffusion-Bonded Joints. Nanomaterials. 2022; 12(6):911. https://doi.org/10.3390/nano12060911
Chicago/Turabian StyleTeng, Lichen, and Zhenggan Zhou. 2022. "A Method for Prediction of Ultrasonic Detectability of Interface Gap Defects on TC4 Diffusion-Bonded Joints" Nanomaterials 12, no. 6: 911. https://doi.org/10.3390/nano12060911
APA StyleTeng, L., & Zhou, Z. (2022). A Method for Prediction of Ultrasonic Detectability of Interface Gap Defects on TC4 Diffusion-Bonded Joints. Nanomaterials, 12(6), 911. https://doi.org/10.3390/nano12060911