
Synthesis of cBN-hBN-SiCw Nanocomposite with Superior Hardness, Strength, and Toughness

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ji, H.; Li, Z.; Sun, K.; Zhu, Y. Assessment of the performance of TiB2 nanoparticles doped cBN-TiN-Al-Co composites by high temperature high pressure sintering. Mater. Chem. Phys. 2019, 233, 46–51. [Google Scholar] [CrossRef]
- Ji, H.; Li, Z.; Sun, K.; Zhu, Y. Effect of Y2O3 additive on properties of cBN composites with Si3N4-Al2O3-Al as binder by high temperature and high pressure sintering. Ceram. Int. 2019, 45, 20478–20483. [Google Scholar] [CrossRef]
- Ji, H.; Sun, K.; Liang, Y.; Li, Z.; Zhu, Y. Effect of Si/Ti additive on the preparation and properties of cBN-diamond composite sintered by high-temperature and high-pressure. Diam. Relat. Mater. 2019, 99, 107513. [Google Scholar] [CrossRef]
- Li, J.; Shao, G.; Ma, Y.; Zhao, X.T.; Wang, H.L.; Zhang, R. Processing and properties of polycrystalline cubic boron nitride reinforced by SiC whisker. Int. J. Appl. Ceram. Technol. 2019, 16, 32–38. [Google Scholar] [CrossRef] [Green Version]
- Sumiya, H.; Uesaka, S.; Satoh, S. Mechanical properties of high purity polycrystalline cBN synthesized by direct conversion sintering method. J. Mater. Sci. 2000, 35, 1181–1186. [Google Scholar] [CrossRef]
- Solozhenko, V.L.; Kurakevych, O.O.; Le Godec, Y. Creation of Nanostuctures by Extreme Conditions: High-Pressure Synthesis of Ultrahard Nanocrystalline Cubic Boron Nitride. Adv. Mater. 2012, 24, 1540–1544. [Google Scholar] [CrossRef]
- Tian, Y.J.; Xu, B.; Yu, D.L.; Ma, Y.M.; Wang, Y.B.; Jiang, Y.B.; Hu, W.T.; Tang, C.C.; Gao, Y.F.; Luo, K.; et al. Ultrahard nanotwinned cubic boron nitride. Nature 2013, 493, 385. [Google Scholar] [CrossRef]
- Liu, G.D.; Kou, Z.L.; Yan, X.Z.; Lei, L.; Peng, F.; Wang, Q.M.; Wang, K.X.; Wang, P.; Li, L.; Li, Y.; et al. Submicron cubic boron nitride as hard as diamond. Appl. Phys. Lett. 2015, 106, 121901. [Google Scholar] [CrossRef] [Green Version]
- Yang, M.; Kou, Z.L.; Liu, T.; Lu, J.R.; Liu, F.M.; Liu, Y.J.; Qi, L.; Ding, W.; Gong, H.X.; Ni, X.L.; et al. Polycrystalline cubic boron nitride prepared with cubic-hexagonal boron nitride under high pressure and high temperature. Chin. Phys. B 2018, 2, 056105. [Google Scholar] [CrossRef]
- Xie, H.; Deng, F.M.; Yang, X.F.; Han, S.L. Study of fragmentation in cBN powders under ultra-high pressure. Ceram. Int. 2020, 46, 1631–1639. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Skury, A.L.D.; de Azevedo, M.G.; Bobrovnitchii, G.S. Cubic boron nitride competing with diamond as a superhard engineering material-an overview. J. Mater. Res. Technol. 2013, 2, 68–74. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.F.; Tu, R.; Goto, T. Densification of SiO2-cBN composites by using Ni nanoparticle and SiO2 nanolayer coated cBN powder. Ceram. Int. 2012, 38, 4961–4966. [Google Scholar] [CrossRef]
- Mao, C.; Ren, Y.H.; Gan, H.Y.; Zhang, M.J.; Zhang, J.; Tang, K. Microstructure and mechanical properties of cBN-WC-Co composites used for cutting tools. Int. J. Adv. Manuf. Technol. 2015, 76, 2043–2049. [Google Scholar] [CrossRef]
- Chen, S.N.; Fan, H.Z.; Su, Y.F.; Li, W.S.; Li, J.C.; Yan, B.; Song, J.J.; Hu, L.T.; Zhang, Y.S. Influence of binder systems on sintering characteristics, microstructures, and mechanical properties of PcBN composites fabricated by SPS. J. Adv. Ceram. 2022, 11, 321–330. [Google Scholar] [CrossRef]
- Klimczyk, P.; Cura, M.E.; Vlaicu, A.M.; Mercioniu, I.; Wyzga, P.; Jaworska, L.; Hannula, S.P. Al2O3-cBN composites sintered by SPS and HPHT methods. J. Eur. Ceram. Soc. 2016, 36, 1783–1789. [Google Scholar] [CrossRef]
- Mikinori, H.; Takashi, G. Effect of time on microstructure and hardness of βSiAlON-cubic boron nitride composites during spark plasma sintering. Ceram. Int. 2011, 37, 521–524. [Google Scholar]
- Wang, X.Z.; Ma, Z.L.; Sun, X.; Yu, T.B.; Wang, W.S. Effects of ZrO2 and Y2O3 on physical and mechanical properties of ceramic bond and ceramic CBN composites. Int. J. Refract. Met. Hard. Mater. 2018, 75, 18–24. [Google Scholar] [CrossRef]
- Yue, Z.M.; Yang, L.M.; Gong, J.H.; Gao, J. Experimental Investigation on Microstructure and Mechanical Properties of cBN-Ti3SiC2 Composites. Adv. Eng. Mater. 2016, 18, 1568–1573. [Google Scholar] [CrossRef]
- Li, M.L.; Liang, L.X.; Wang, H.L.; Zhao, P.B.; Zhao, X.T.; Shao, G.; Zhang, R. Processing and properties of PcBN composites fabricated by HPHT using PSN and Al as sintering additive. Rare Met. 2020, 39, 570–576. [Google Scholar] [CrossRef]
- Silvestroni, L.; Sciti, D.; Melandri, C.; Guicciardi, S. Toughened ZrB2-based ceramics through SiC whisker or SiC chopped fiber additions. J. Eur. Ceram. Soc. 2010, 30, 2155–2164. [Google Scholar] [CrossRef]
- Ye, F.; Liu, L.M.; Wang, Y.J.; Zhou, Y.; Peng, B.; Meng, Q.C. Preparation and mechanical properties of carbon nanotube reinforced barium aluminosilicate glass-ceramic composites. Scripta Mater. 2006, 55, 911–914. [Google Scholar] [CrossRef]
- Yamamoto, G.; Omori, M.; Hashida, T.; Kimura, H. A novel structure for carbon nanotube reinforced alumina composites with improved mechanical properties. Nanotechnology 2008, 19, 315708. [Google Scholar] [CrossRef] [PubMed]
- Takahashi, K.; Yokouchi, M.; Lee, S.-K.; Ando, K. Crack-healing behavior of Al2O3 toughened by SiC whiskers. J. Am. Ceram. Soc. 2003, 86, 2143–2147. [Google Scholar] [CrossRef]
- Rumiantseva, Y.; Melnichuk, I.; Garashchenko, V.; Zaporozhets, O.; Turkevich, V.; Bushlya, V. Influence of cBN content, Al2O3 and Si3N4 additives and their morphology on microstructure, properties, and wear of PCBN with NbN binder. Ceram. Int. 2020, 46, 22230–22238. [Google Scholar] [CrossRef]
- Xu, C.; He, D.W.; Liu, C.M.; Wang, H.K.; Wang, P.; Wang, Q.M.; Wang, W.D. Preparation of ZrO2 whiskers through high pressure and high temperature method. Solid State Sci. 2015, 41, 52–55. [Google Scholar] [CrossRef]
- Yin, X.W.; Cheng, L.F.; Zhang, L.T.; Travitzky, N.; Greil, P. Fiber-reinforced multifunctional SiC matrix composite materials. Int. Mater. Rev. 2017, 62, 117–172. [Google Scholar] [CrossRef]
- Fei, J.; Zhang, C.; Luo, D.; Cui, Y.L.; Li, H.J.; Lu, Z.Q.; Huang, J.F. Vertically aligned TiO2 nanorods-woven carbon fiber for reinforcement of both mechanical and anti-wear properties in resin composite. Appl. Surf. Sci. 2018, 435, 156–162. [Google Scholar] [CrossRef]
- Tian, W.B.; Kan, Y.M.; Zhang, G.J.; Wang, P.L. Effect of carbon nanotubes on the properties of ZrB2-SiC ceramics. Mater. Sci. Eng. A Struct. 2008, 487, 568–573. [Google Scholar] [CrossRef]
- Rumiantseva, Y.Y.; Bushlya, V.N.; Turkevich, V.Z. The Influence of SiC and Al2O3 Whiskers on the Properties of Whisker-Reinforced cBN-Based Composites. J. Superhard Mater. 2019, 41, 377–387. [Google Scholar] [CrossRef]
- Asl, M.S.; Ahmadi, Z.; Namini, A.S.; Babapoor, A.; Motallebzadeh, A. Spark plasma sintering of TiC-SiCw ceramics. Ceram. Int. 2019, 45, 19808–19821. [Google Scholar]
- Shchegoleva, N.E.; Evdokimov, S.A.; Osin, I.V.; Chainikova, A.S.; Shavnev, A.A. High-Temperature Ceramic Composites (SiC/SiCw). Glass Ceram. 2020, 77, 47–50. [Google Scholar] [CrossRef]
- Wu, W.W.; Gui, J.Y.; Wei, S.; Xue, W.J.; Xie, Z.P. Si3N4-SiCw composites as structural materials for cryogenic application. J. Eur. Ceram. Soc. 2016, 36, 2667–2672. [Google Scholar] [CrossRef]
- Deng, J.; Ai, X. Microstructure and Mechanical Properties of Hot-Pressed TiB2-SiCw Composites. Mater. Res. Bull. 1998, 33, 575–582. [Google Scholar] [CrossRef]
- Xiong, Z.; Zhong, L.; Wang, H.; Li, X. Structural Defects, Mechanical Behaviors, and Properties of Two-Dimensional Materials. Materials 2021, 14, 1192. [Google Scholar] [CrossRef]
- Walker, L.S.; Marotto, V.R.; Rafiee, M.A.; Koratkar, N.; Corral, E.L. Toughening in Graphene Ceramic Composites. ACS Nano 2011, 5, 3182–3190. [Google Scholar] [CrossRef]
- Liu, L.X.; Wang, Y.; Li, X.H.; Xu, L.; Cao, X.X.; Wang, Y.H.; Wang, Z.G.; Meng, C.M.; Zhu, W.J.; Ouyang, X.P. Enhancing Toughness in Boron Carbide with Reduced Graphene Oxide. J. Am. Ceram. Soc. 2016, 99, 257–264. [Google Scholar] [CrossRef]
- Kitiwan, M.; Iton, A.; Goto, T. Spark plasma sintering of TiN-TiB2-hBN composites and their properties. Ceram. Int. 2015, 41, 4498–4503. [Google Scholar] [CrossRef]
- Lee, B.; Lee, D.; Lee, J.H.; Ryu, H.J.; Hong, S.H. Enhancement of toughness and wear resistance in boron nitride nanoplatelet (BNNP) reinforced Si3N4 nanocomposites. Sci. Rep. 2016, 6, 27609. [Google Scholar] [CrossRef] [Green Version]
- Kovalčíková, A.; Balko, J.; Balázsi, C.; Hvizdoš, P.; Dusza, J. Influence of hBN content on mechanical and tribological properties of Si3N4/BN ceramic composites. J. Eur. Ceram. Soc. 2014, 34, 3319–3328. [Google Scholar] [CrossRef]
- Yang, X.W.; Chen, J.; Xing, R.; Babapoor, A. Hot-pressing and characterization of TiB2-SiC composites with different amounts of BN additive. Ceram. Int. 2021, 47, 16652–16660. [Google Scholar] [CrossRef]
- Sun, J.C.; Niu, B.; Ren, L.; Zhang, J.Y.; Lei, L.W.; Zhang, F. Densification and mechanical properties of boron carbide prepared via spark plasma sintering with cubic boron nitride as an additive. J. Eur. Ceram. Soc. 2020, 40, 1103–1110. [Google Scholar] [CrossRef]
- Wang, W.L.; Sun, G.X.; Chen, Y.F.; Sun, X.N.; Bi, J.Q. Preparation and mechanical properties of boron nitride nanosheets/alumina composites. Ceram. Int. 2018, 44, 21993–21997. [Google Scholar] [CrossRef]
- Evans, A.G.; Charles, E.A. Fracture toughness determinations by indentation. J. Am. Ceram. Soc. 1976, 59, 371–372. [Google Scholar] [CrossRef]
- Sun, R.X.; Wei, X.D.; Hu, W.T.; Ying, P.; Wu, Y.J.; Wang, L.Y.; Chen, S.; Zhang, X.; Ma, M.D.; Yu, D.L.; et al. Nanocrystalline cubic silicon carbide: A route to superhardness. Small 2022, 18, 2201212. [Google Scholar] [CrossRef]
- Wu, J.K.; Wang, H.K.; Zhang, Z.C.; Hou, Z.Q.; Wu, D.Z.; Ouyang, X.P. Analysis of mechanical properties of Al2O3-cBN-hBN composites and identification of main influencing factors. Int. J. Appl. Ceram. Technol. 2022, 19, 3255–3266. [Google Scholar] [CrossRef]
- Yuan, Y.G.; Cheng, X.Z.; Chang, R.; Li, T.H.; Zang, J.B.; Wang, Y.H.; Yu, Y.Q.; Lu, J.; Xu, X.P. Reactive sintering cBN-Ti-Al composites by spark plasma sintering. Diam. Relat. Mater. 2016, 69, 138–143. [Google Scholar] [CrossRef]
- Yang, L.M.; Yue, Z.M.; Gong, J.H.; Zhao, X.D.; Chu, X.R. Compositions, mechanical properties and microstructures of cBN-based composites sintered with Al or TiC. Adv. Appl. Ceram. 2017, 116, 254–259. [Google Scholar] [CrossRef]
- Yang, L.M.; Gong, J.H.; Yue, Z.M.; Chu, X.R. Preparation and characterization of cBN-based composites from cBN-Ti3AlC2 mixtures. Diam. Relat. Mater. 2016, 66, 183–187. [Google Scholar] [CrossRef]
- Kitiwan, M.; Ito, A.; Zhang, J.F.; Goto, T. Densification and mechanical properties of cBN-TiN-TiB2 composites prepared by spark plasma sintering of SiO2-coated cBN powder. J. Eur. Ceram. Soc. 2014, 34, 3619–3626. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Raw Materials | Hardness (GPa) | Fracture Toughness (MPa·m1/2) | Flexural Strength (MPa) | Reference |
|---|---|---|---|---|---|
| cBN composites with metal additives | 95 wt.% cBN-5 wt.% Al | 30.23 | N/A | 455.39 | [47] |
| 45 vol.% cBN-35 vol.% Ti-20 vol.% Al | 14.1 | 7.6 a | 390.7 | [46] | |
| 45 wt.% cBN-40 wt.% Ti-15 wt.% Al | 14.14 | 3.95 b | 194.31 | [14] | |
| cBN composites with metals and ceramics as additives | 60 vol.% cBN-25 vol.% NbN-5 vol.% Al-10 vol.% Al2O4w | 27.5 | 5.5 c | N/A | [24] |
| 50 vol.% cBN-5 vol.% Al-15 vol.% SiCw-30 vol.% TaN | 33.01 | 6.57 c | [29] | ||
| 50 vol.% cBN-5 vol.% Al-10 vol.% Al2O3w-35 vol.% TaN | 33.09 | 2.59 c | |||
| cBN composites with ceramic additives | 50 wt.% cBN-5 wt.% ZrO2 (3Y)-45 wt.% Al2O3 | 14.83 | 3.52 b | 145 | [14] |
| 50 wt.% cBN-22 wt.% Si3N4-14 wt.% AlN-4 wt.% Y2O3-10 wt.% Al2O3 | 15.59 | 5.62 b | 465 | ||
| 90 wt.% cBN-10 wt.% TiC | 29.02 | N/A | 497.06 | [47] | |
| 80 wt.% cBN-20 wt.% Ti3AlC2 | 33.14 | N/A | 422.4 | [48] | |
| 50 vol.% cBN@SiO2-15 vol.% TiN-35 vol.% TiB2 | 17.9 | 7.3 d | N/A | [49] | |
| 40 vol.% cBN-10 vol.% hBN-50 vol.% Al2O3 | 21.43 | 5.83 c | N/A | [45] | |
| cBN composites with ceramics and whiskers as additives | 85 wt.% cBN-10 wt.% Al3BC3-5 wt.% SiCw | 35 | 5.75 b | 316 | [4] |
| 80 wt.% cBN-10 wt.% Al3BC3-10 wt.% SiCw | 38 | 5.91 b | 345 | ||
| 75 wt.% cBN-10 wt.% Al3BC3-15 wt.% SiCw | 38.2 | 6.31 b | 365 | ||
| 70 wt.% cBN-10 wt.% Al3BC3-20 wt.% SiCw | 42.7 | 6.52 b | 406 | ||
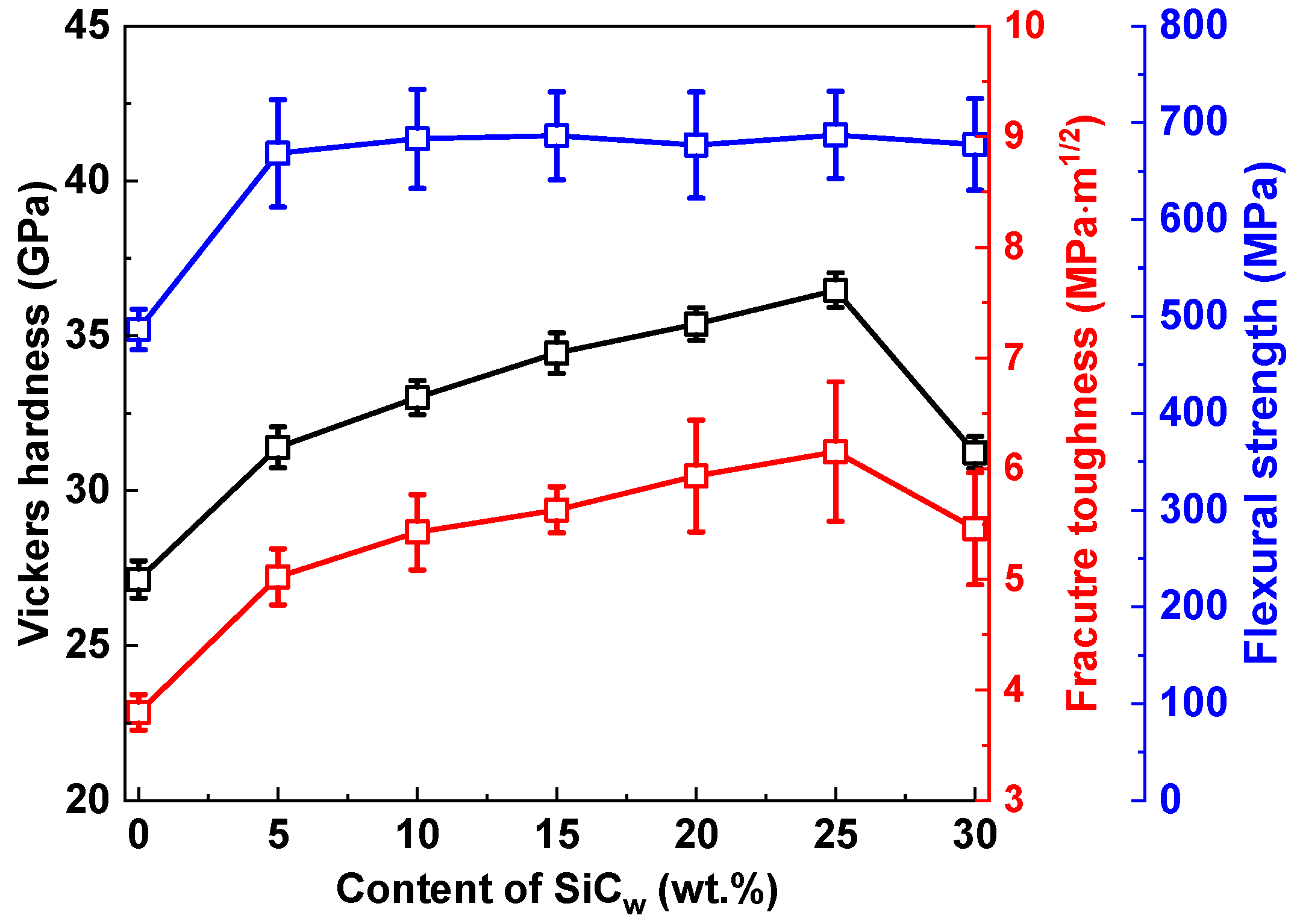
| cBN-hBN-SiCw nanocomposites | SiC25 | 36.5 | 6.2 e | 687.4 | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, L.; Zou, Y.; Ma, M.; Li, G.; Wang, X.; Zhang, X.; Zhuge, Z.; Liu, B.; Wu, Y.; Li, B.; et al. Synthesis of cBN-hBN-SiCw Nanocomposite with Superior Hardness, Strength, and Toughness. Nanomaterials 2023, 13, 37. https://doi.org/10.3390/nano13010037
Sun L, Zou Y, Ma M, Li G, Wang X, Zhang X, Zhuge Z, Liu B, Wu Y, Li B, et al. Synthesis of cBN-hBN-SiCw Nanocomposite with Superior Hardness, Strength, and Toughness. Nanomaterials. 2023; 13(1):37. https://doi.org/10.3390/nano13010037
Chicago/Turabian StyleSun, Lei, Yitong Zou, Mengdong Ma, Guangqian Li, Xiaoyu Wang, Xiang Zhang, Zewen Zhuge, Bing Liu, Yingju Wu, Baozhong Li, and et al. 2023. "Synthesis of cBN-hBN-SiCw Nanocomposite with Superior Hardness, Strength, and Toughness" Nanomaterials 13, no. 1: 37. https://doi.org/10.3390/nano13010037