
Atomically Thin Amorphous Indium–Oxide Semiconductor Film Developed Using a Solution Process for High-Performance Oxide Transistors



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Oxide Precursor Solutions
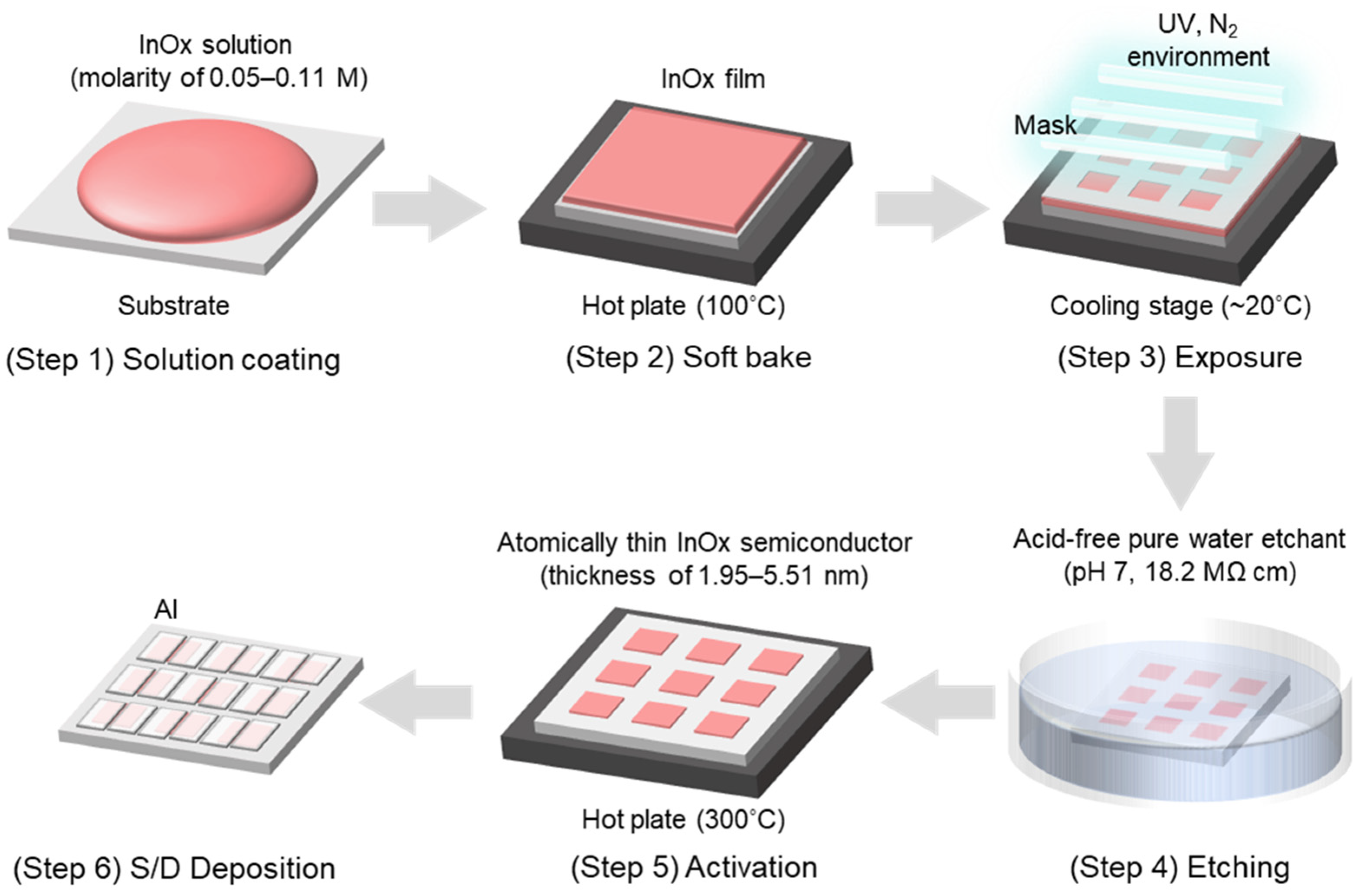
2.2. Fabrication of TFTs
2.3. Analysis of Thin Films and Devices
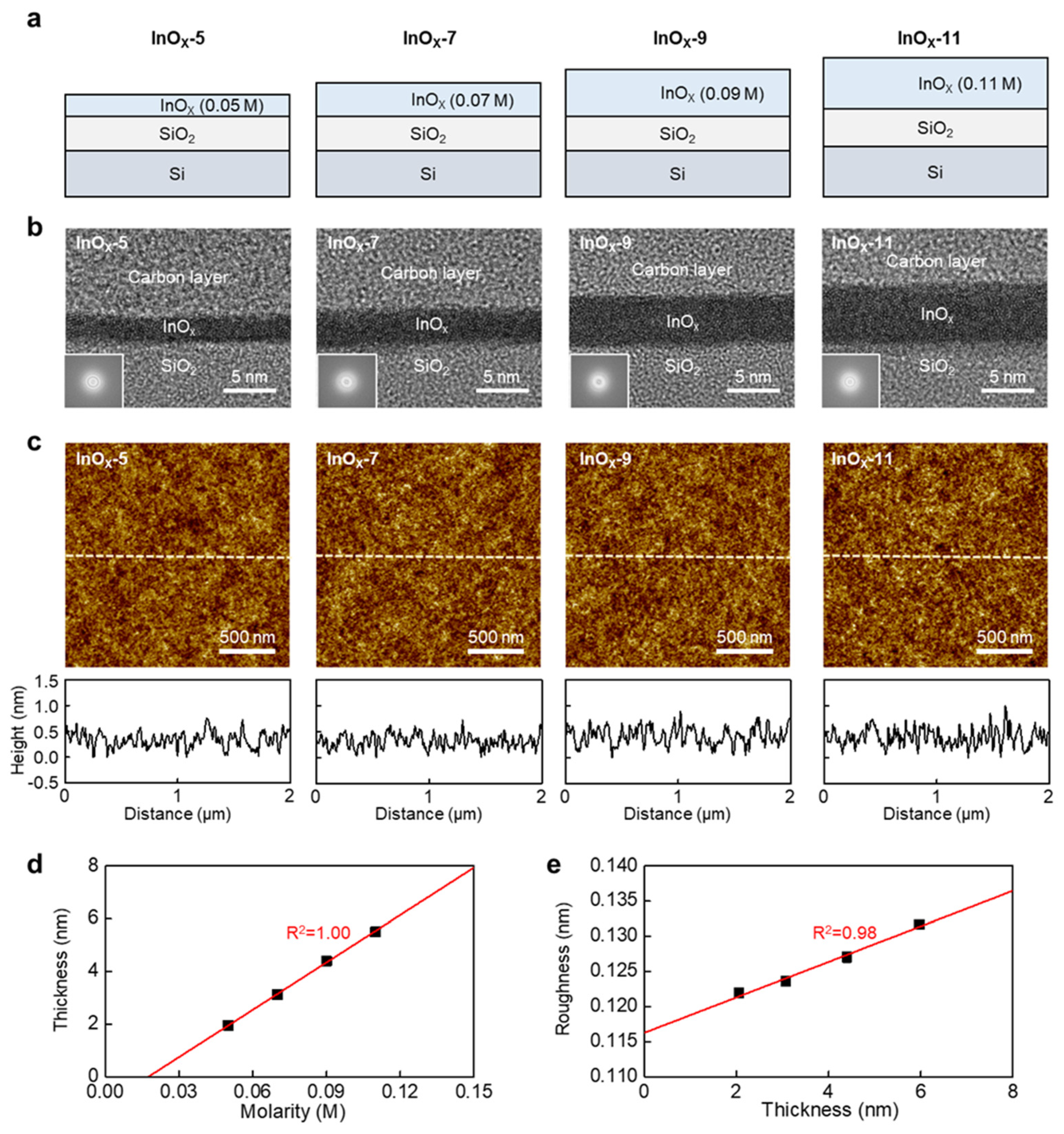
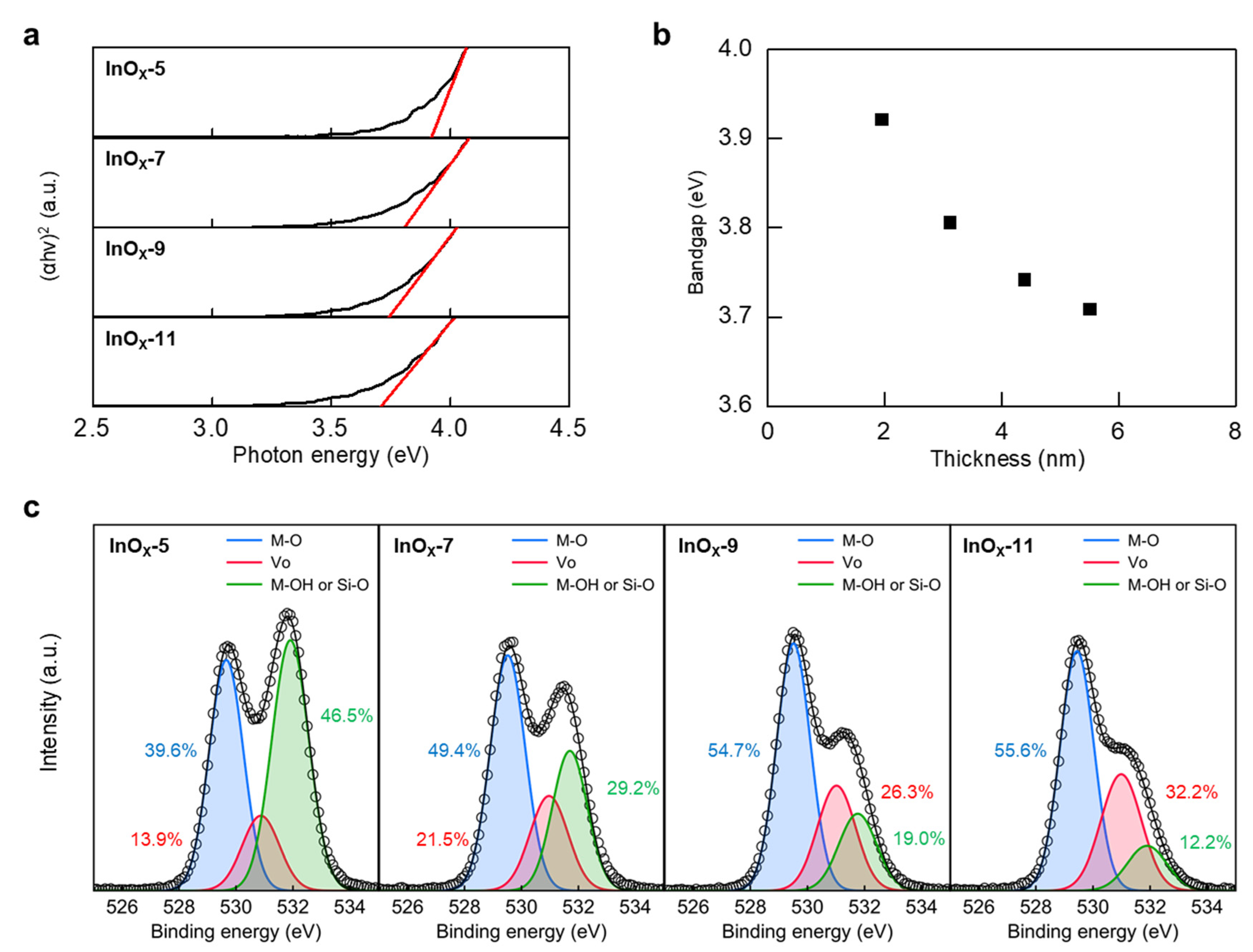
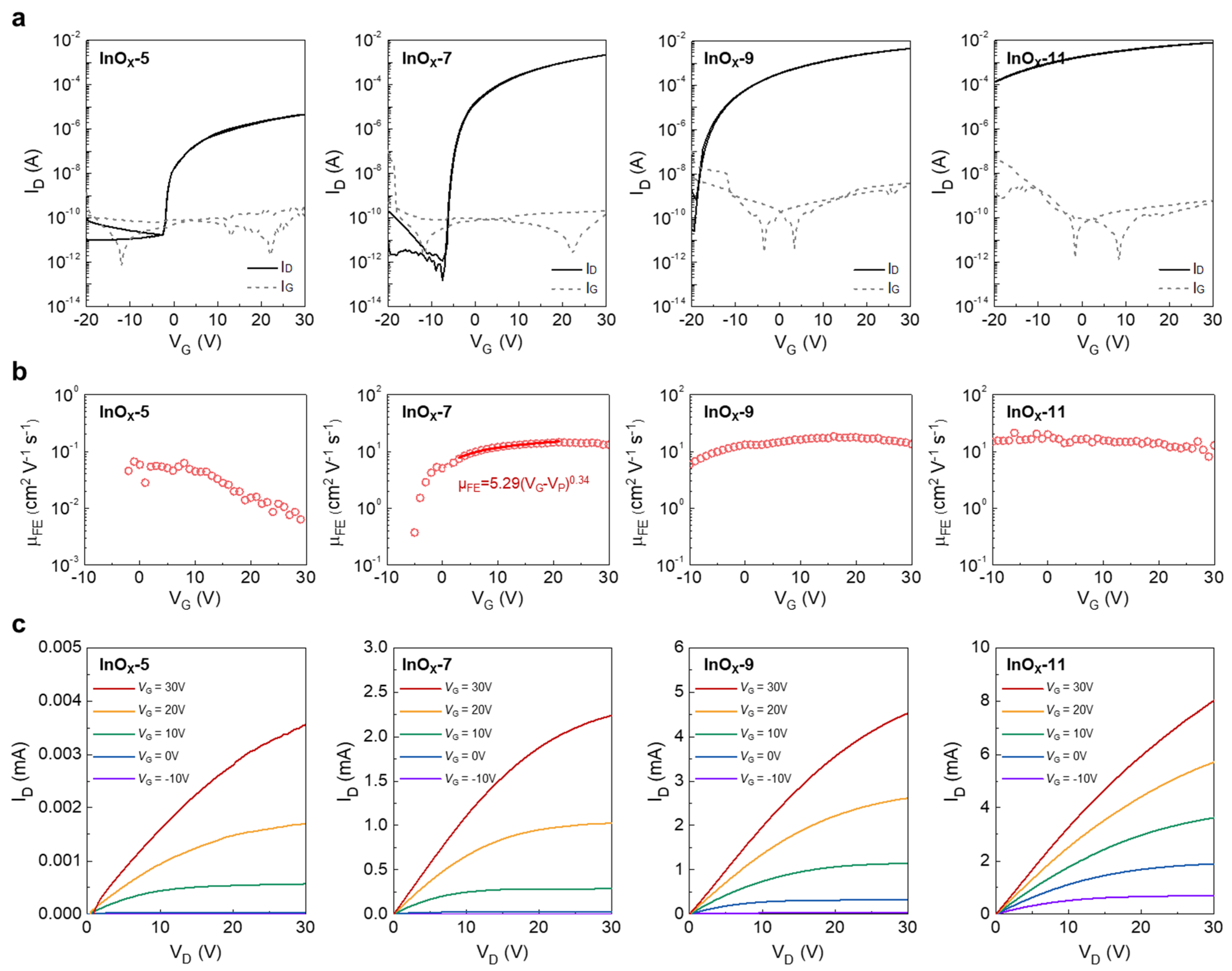
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Fortunato, E.; Barquinha, P.; Martins, R. Oxide Semiconductor Thin-Film Transistors: A Review of Recent Advances. Adv. Mater. 2012, 24, 2945–2986. [Google Scholar] [PubMed]
- Rim, Y.S. Review of metal oxide semiconductors-based thin-film transistors for point-of-care sensor applications. J. Inf. Disp. 2020, 21, 203–210. [Google Scholar] [CrossRef]
- Si, M.; Lin, Z.; Chen, Z.; Sun, X.; Wang, H.; Ye, P.D. Scaled indium oxide transistors fabricated using atomic layer deposition. Nat. Electron. 2022, 5, 164–170. [Google Scholar] [CrossRef]
- Fukuda, K. Recent Progress in the Development of Printed Thin-Film Transistors and Circuits with High-Resolution Printing Technology. Adv. Mater. 2017, 29, 1602736. [Google Scholar] [CrossRef] [PubMed]
- Park, J.W.; Byung, H.K.; Kim, H.J. A Review of Low-Temperature Solution-Processed Metal Oxide Thin-Film Transistors for Flexible Electronics. Adv. Funct. Mater. 2020, 30, 1904632. [Google Scholar] [CrossRef]
- Xu, W.; Li, H.; Xu, J.-B.; Wang, L. Recent Advances of Solution-Processed Metal Oxide Thin-Film Transistors. ACS Appl. Mater. Interfaces 2018, 10, 25878–25901. [Google Scholar] [CrossRef]
- Ahn, B.D.; Jeon, H.-J.; Sheng, J.; Park, J.; Park, J.-S. A review on the recent developments of solution processes for oxide thin film transistors. Semicond. Sci. Technol. 2015, 30, 064001. [Google Scholar] [CrossRef]
- Hwang, S.; Lee, J.H.; Woo, C.H.; Lee, J.Y.; Cho, H.K. Effect of annealing temperature on the electrical performances of solution-processed InGaZnO thin film transistors. Thin Solid Films. 2011, 519, 5146–5149. [Google Scholar] [CrossRef]
- Kim, M.-G.; Kanatzidis, M.G.; Facchetti, A.; Marks, T.J. Low-temperature fabrication of high-performance metal oxide thin-film electronics via combustion processing. Nat. Mater. 2011, 10, 382–388. [Google Scholar] [CrossRef]
- Kim, Y.-H.; Heo, J.-S.; Kim, T.-H.; Park, S.; Yoon, M.-H.; Kim, J.; Oh, M.S.; Yi, G.-R.; Noh, Y.-Y.; Park, S.K. Flexible metal-oxide devices made by room-temperature photochemical activation of sol–gel films. Nature 2012, 489, 128–132. [Google Scholar] [CrossRef]
- Lee, M.; Jo, J.-W.; Kim, Y.-J.; Choi, S.; Kwon, S.M.; Jeon, S.P.; Facchetti, A.; Kim, Y.-H.; Park, S.K. Corrugated Heterojunction Metal-Oxide Thin-Film Transistors with High Electron Mobility via Vertical Interface Manipulation. Adv. Mater. 2018, 30, 1804120. [Google Scholar] [CrossRef] [PubMed]
- Khim, D.; Lin, Y.-H.; Nam, S.; Faber, H.; Tetzner, K.; Li, R.; Zhang, Q.; Li, J.; Zhang, X.; Anthopoulos, T.D. Modulation-Doped In2O3/ZnO Heterojunction Transistors Processed from Solution. Adv. Mater. 2017, 29, 1605837. [Google Scholar] [CrossRef] [PubMed]
- Han, S.-Y.; Herman, G.S.; Chang, C.-H. Low-Temperature, High-Performance, Solution-Processed Indium Oxide Thin-Film Transistors. J. Am. Chem. Soc. 2011, 133, 5166–5169. [Google Scholar] [CrossRef] [PubMed]
- Hwang, Y.H.; Seo, J.-S.; Yun, J.M.; Park, H.; Yang, S.; Ko Park, S.-H.; Bae, B.-S. An ‘aqueous route’ for the fabrication of low-temperature-processable oxide flexible transparent thin-film transistors on plastic substrates. NPG Asia Mater. 2013, 5, e45. [Google Scholar] [CrossRef]
- Si, M.; Hu, Y.; Lin, Z.; Sun, X.; Charnas, A.; Zheng, D.; Lyu, X.; Wang, H.; Cho, K.; Ye, P.D. Why In2O3 Can Make 0.7 nm Atomic Layer Thin Transistors. Nano Lett. 2021, 21, 500–506. [Google Scholar] [CrossRef]
- Charnas, A.; Lin, Z.; Zhang, Z.; Ye, P.D. Atomically thin In2O3 field-effect transistors with 1017 current on/off ratio. Appl. Phys. Lett. 2021, 119, 263503. [Google Scholar] [CrossRef]
- Kim, D.-K.; Seo, K.-H.; Kwon, D.-H.; Jeon, S.-H.; Hwang, Y.-J.; Wang, Z.; Park, J.; Lee, S.-H.; Jang, J.; Kang, I.M.; et al. Viable strategy to minimize trap states of patterned oxide thin films for both exceptional electrical performance and uniformity in sol–gel processed transistors. Chem. Eng. J. 2022, 441, 135833. [Google Scholar] [CrossRef]
- Kamiya, T.; Hosono, H. Material characteristics and applications of transparent amorphous oxide semiconductors. NPG Asia Mater. 2010, 2, 15–22. [Google Scholar] [CrossRef]
- Babu, S.H.; Kaleemulla, S.; Rao, N.M.; Krishnamoorthi, C. Indium oxide: A transparent, conducting ferromagnetic semiconductor for spintronic applications. J. Magn. Magn. Mater. 2016, 416, 66–74. [Google Scholar] [CrossRef]
- Wang, M.H.; Onai, Y.; Hoshi, Y.; Lei, H.; Kondo, T.; Uchida, T.; Singkarat, S.; Kamwanna, T.; Dangtip, S.; Aukkaravittayapun, S.; et al. Thermal change of amorphous indium tin oxide films sputter-deposited in water vapor atmosphere. Thin Solid Films 2008, 516, 5809–5813. [Google Scholar] [CrossRef]
- Isakov, I.; Faber, H.; Mottram, A.D.; Das, S.; Grell, M.; Regoutz, A.; Kilmurray, R.; McLachlan, M.A.; Payne, D.J.; Anthopoulos, T.D. Quantum Confinement and Thickness-Dependent Electron Transport in Solution-Processed In2O3 Transistors. Adv. Electron. Mater. 2020, 6, 2000682. [Google Scholar] [CrossRef]
- Kim, D.W.; Kim, H.J.; Lee, C.; Kim, K.; Bae, J.-H.; Kang, I.-M.; Jang, J. Influence of Active Channel Layer Thickness on SnO2 Thin-Film Transistor Performance. Electronics 2021, 10, 200. [Google Scholar] [CrossRef]
- Chang, T.-H.; Chang, S.-J.; Chiu, C.J.; Wei, C.-Y.; Juan, Y.-M.; Weng, W.-Y. Bandgap-Engineered in Indium–Gallium–Oxide Ultraviolet Phototransistors. IEEE Photon. Technol. Lett. 2015, 27, 915–918. [Google Scholar] [CrossRef]
- Lim, K.-H.; Lee, J.; Huh, J.-E.; Park, J.; Lee, J.-H.; Lee, S.-E.; Kim, Y.S. A systematic study on effects of precursors and solvents for optimization of solution-processed oxide semiconductor thin-film transistors. J. Mater. Chem. C. 2017, 5, 7768–7776. [Google Scholar] [CrossRef]
- Choi, J.Y.; Heo, K.; Cho, K.-S.; Hwang, S.W.; Kim, S.; Lee, S.Y. Engineering of band gap states of amorphous SiZnSnO semiconductor as a function of Si doping concentration. Sci. Rep. 2016, 6, 36504. [Google Scholar] [CrossRef]
- Huang, G.; Duan, L.; Dong, G.; Zhang, D.; Qiu, Y. High-Mobility Solution-Processed Tin Oxide Thin-Film Transistors with High-κ Alumina Dielectric Working in Enhancement Mode. ACS Appl. Mater. Interfaces 2014, 6, 20786–20794. [Google Scholar] [CrossRef]
- Zatsepin, D.A.; Mack, P.; Wright, A.E.; Schmidt, B.; Fitting, H.-J. XPS analysis and valence band structure of a low-dimensional SiO2/Si system after Si+ ion implantation. Phys. Status Solidi A 2011, 208, 1658–1661. [Google Scholar] [CrossRef]
- Kim, C.H.; Rim, Y.S.; Kim, H.J. The effect of a zinc–tin-oxide layer used as an etch-stopper layer on the bias stress stability of solution-processed indium–gallium–zinc-oxide thin-film transistors. J. Phys. D Appl. Phys. 2014, 47, 385104. [Google Scholar] [CrossRef]
- Sohn, Y.; Moon, G.; Choi, K.; Kim, Y.; Park, K. Effects of TFT mobility variation in the threshold voltage compensation circuit of the OLED display. J. Inf. Disp. 2017, 18, 25–30. [Google Scholar] [CrossRef]
- Choi, S.; Park, J.; Hwang, S.-H.; Kim, C.; Kim, Y.-S.; Oh, S.; Baeck, J.H.; Bae, J.U.; Noh, J.; Lee, S.-W.; et al. Excessive Oxygen Peroxide Model-Based Analysis of Positive-Bias-Stress and Negative-Bias-Illumination-Stress Instabilities in Self-Aligned Top-Gate Coplanar In–Ga–Zn–O Thin-Film Transistors. Adv. Electron. Mater. 2022, 8, 2101062. [Google Scholar] [CrossRef]
- Lee, S.; Ghaffarzadeh, K.; Nathan, A.; Robertson, J.; Jeon, S.; Kim, C.; Song, I.-H.; Chung, U.-I. Trap-limited and percolation conduction mechanisms in amorphous oxide semiconductor thin film transistors. Appl. Phys. Lett. 2011, 98, 203508. [Google Scholar] [CrossRef]
- Lee, S.; Nathan, A. Localized tail state distribution in amorphous oxide transistors deduced from low temperature measurements. Appl. Phys. Lett. 2012, 101, 113502. [Google Scholar] [CrossRef]
- Lin, Y.-H.; Faber, H.; Zhao, K.; Wang, Q.; Amassian, A.; McLachlan, M.; Anthopoulos, T.D. High-Performance ZnO Transistors Processed Via an Aqueous Carbon-Free Metal Oxide Precursor Route at Temperatures between 80–180 °C. Adv. Mater. 2013, 25, 4340–4346. [Google Scholar] [CrossRef] [PubMed]
- Liang, K.; Wang, Y.; Shao, S.; Luo, M.; Pecunia, V.; Shao, L.; Zhao, J.; Chen, Z.; Mo, L.; Cui, Z. High-performance metal-oxide thin-film transistors based on inkjet-printed self-confined bilayer heterojunction channels. J. Mater. Chem. C. 2019, 7, 6169–6177. [Google Scholar] [CrossRef]
- Tiwale, N.; Senanayak, S.P.; Rubio-Lara, J.; Alaverdyan, Y.; Welland, M.E. Optimization of Transistor Characteristics and Charge Transport in Solution Processed ZnO Thin Films Grown from Zinc Neodecanoate. Electron. Mater. Lett. 2019, 15, 702–711. [Google Scholar] [CrossRef]
- He, F.; Qin, Y.; Wan, L.; Su, J.; Lin, Z.; Zhang, J.; Chang, J.; Wu, J.; Hao, Y. Metal oxide heterojunctions for high performance solution grown oxide thin film transistors. Appl. Surf. Sci. 2020, 527, 146774. [Google Scholar] [CrossRef]
- Kim, D.-K.; Park, J.-I.; Jang, J.; Kang, I.M.; Park, J.; Bae, J.-H. Expeditious and eco-friendly solution-free self-patterning of sol–gel oxide semiconductor thin films. Mater. Des. 2020, 194, 108949. [Google Scholar] [CrossRef]
- Datta, S.; Dutta, S.; Grisafe, B.; Smith, J.; Srinivasa, S.; Ye, H. Back-End-of-Line Compatible Transistors for Monolithic 3-D Integration. IEEE Micro 2019, 39, 8–15. [Google Scholar] [CrossRef]
- Jeong, J.K. Photo-bias instability of metal oxide thin film transistors for advanced active matrix displays. J. Mater. Res. 2013, 28, 2071–2084. [Google Scholar] [CrossRef]
- Kim, D.H.; Choi, S.; Jang, J.; Kang, H.; Kim, D.M.; Choi, S.-J.; Kim, Y.-S.; Oh, S.; Baeck, J.H.; Bae, J.U.; et al. Experimental decomposition of the positive bias temperature stress-induced instability in self-aligned coplanar InGaZnO thin-film transistors and its modeling based on the multiple stretched-exponential functions. J. Soc. Inf. Disp. 2017, 25, 98–107. [Google Scholar] [CrossRef]
- Um, J.G.; Mativenga, M.; Jang, J. Mechanism of positive bias stress-assisted recovery in amorphous-indium-gallium-zinc-oxide thin-film transistors from negative bias under illumination stress. Appl. Phys. Lett. 2013, 103, 033501. [Google Scholar] [CrossRef]
- Janotti, A.; Van de Walle, C.G. Oxygen vacancies in ZnO. Appl. Phys. Lett. 2005, 87, 122102. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, J.-H.; Park, W.; Na, J.-H.; Lee, J.; Eun, J.-S.; Feng, J.; Kim, D.-K.; Bae, J.-H. Atomically Thin Amorphous Indium–Oxide Semiconductor Film Developed Using a Solution Process for High-Performance Oxide Transistors. Nanomaterials 2023, 13, 2568. https://doi.org/10.3390/nano13182568
Park J-H, Park W, Na J-H, Lee J, Eun J-S, Feng J, Kim D-K, Bae J-H. Atomically Thin Amorphous Indium–Oxide Semiconductor Film Developed Using a Solution Process for High-Performance Oxide Transistors. Nanomaterials. 2023; 13(18):2568. https://doi.org/10.3390/nano13182568
Chicago/Turabian StylePark, Jun-Hyeong, Won Park, Jeong-Hyeon Na, Jinuk Lee, Jun-Su Eun, Junhao Feng, Do-Kyung Kim, and Jin-Hyuk Bae. 2023. "Atomically Thin Amorphous Indium–Oxide Semiconductor Film Developed Using a Solution Process for High-Performance Oxide Transistors" Nanomaterials 13, no. 18: 2568. https://doi.org/10.3390/nano13182568
APA StylePark, J.-H., Park, W., Na, J.-H., Lee, J., Eun, J.-S., Feng, J., Kim, D.-K., & Bae, J.-H. (2023). Atomically Thin Amorphous Indium–Oxide Semiconductor Film Developed Using a Solution Process for High-Performance Oxide Transistors. Nanomaterials, 13(18), 2568. https://doi.org/10.3390/nano13182568