
Manufacturing Scalable Carbon Nanotube–Silicone/Kevlar Fabrics

 , , and
, , and
Abstract
:1. Introduction
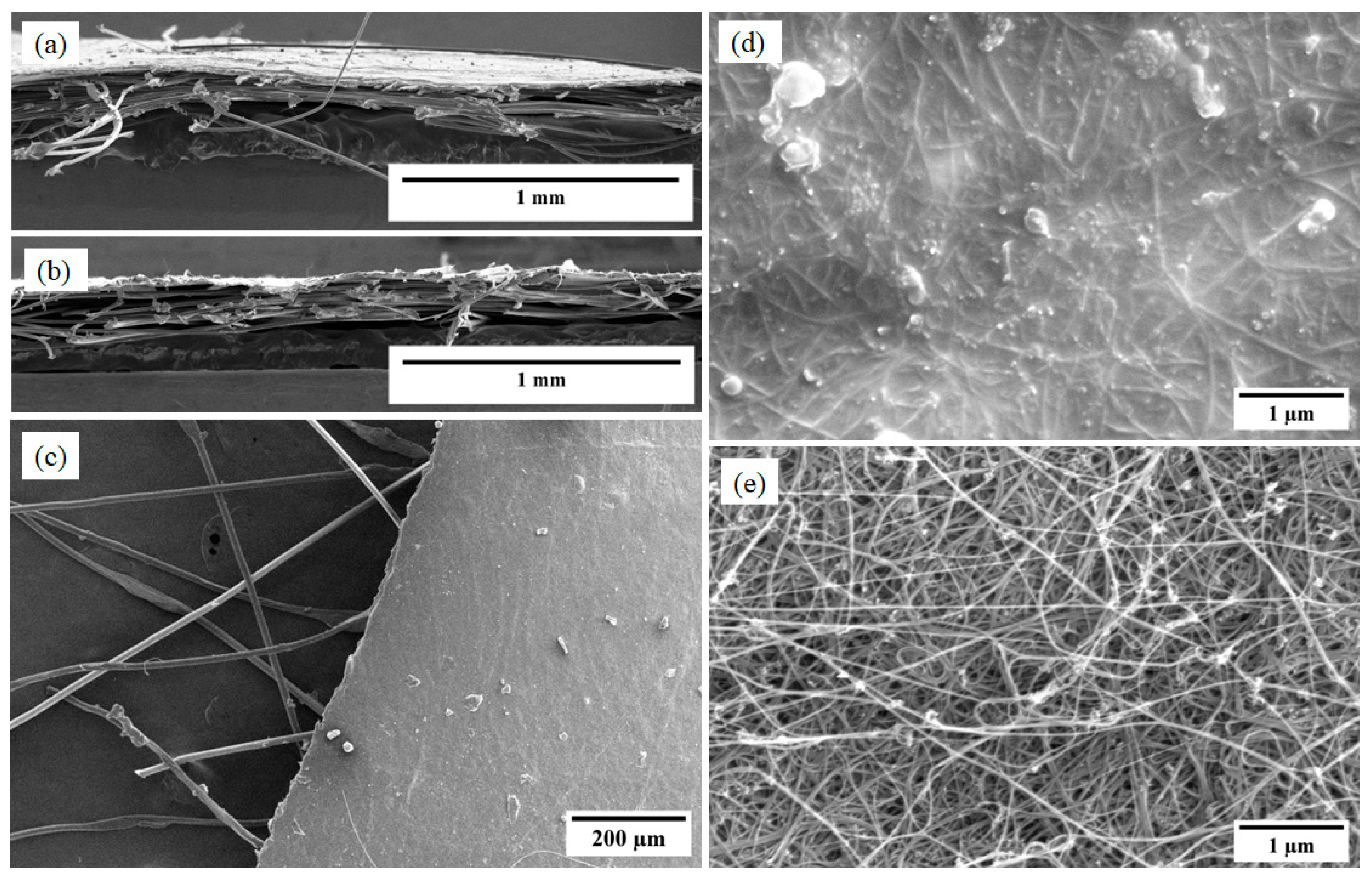
2. Synthesis of Macroscale CNT Sheet
3. Synthesis of CNT-Silicone Composite Sheets
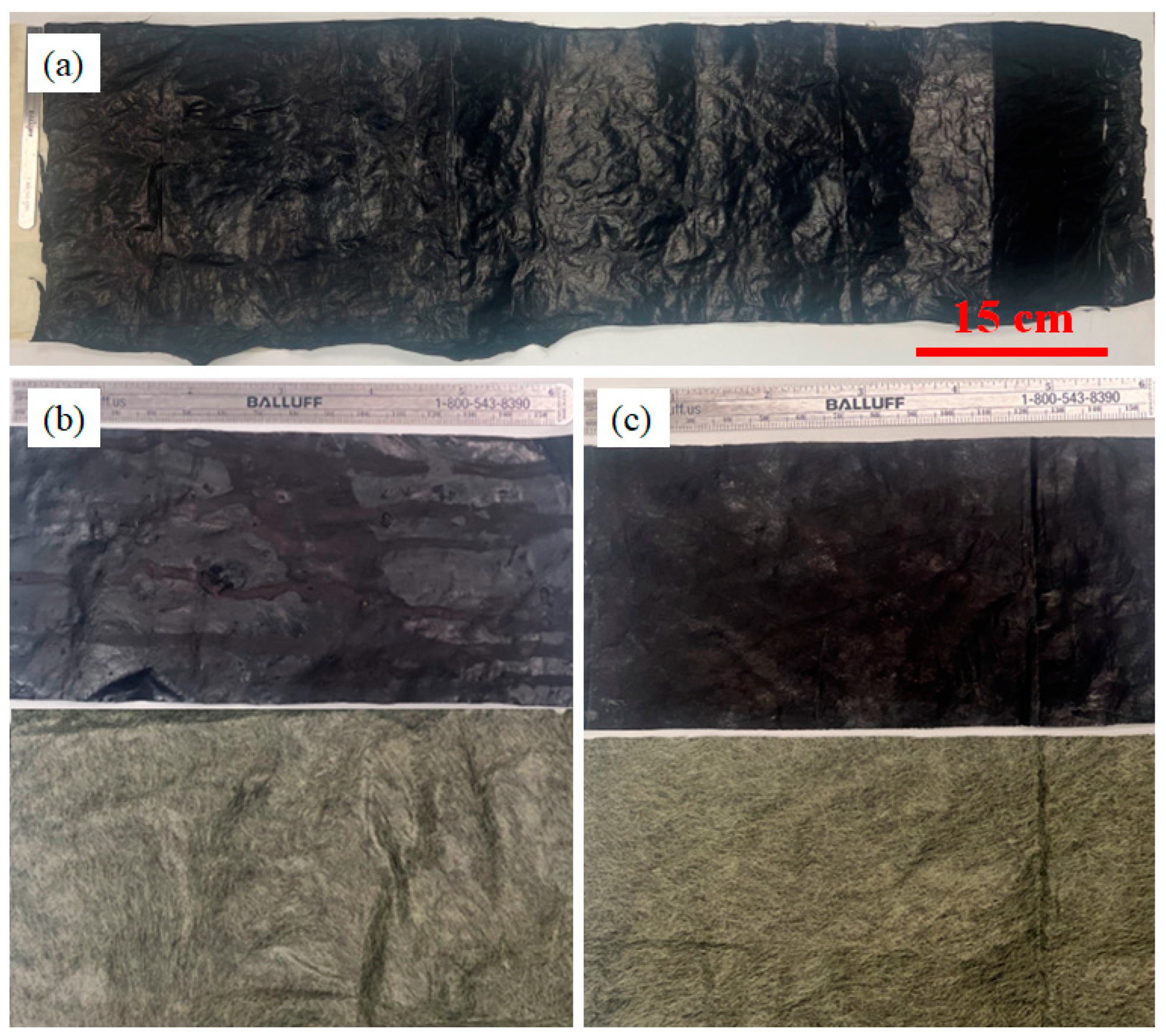
4. Synthesis of CNT-Silicone/Kevlar Composites
4.1. CNT-Silicone/Kevlar Yarn Composite
4.2. CNT-Silicone/Kevlar Fabric Composite
4.3. CNT-Silicone/Kevlar Veil Composite
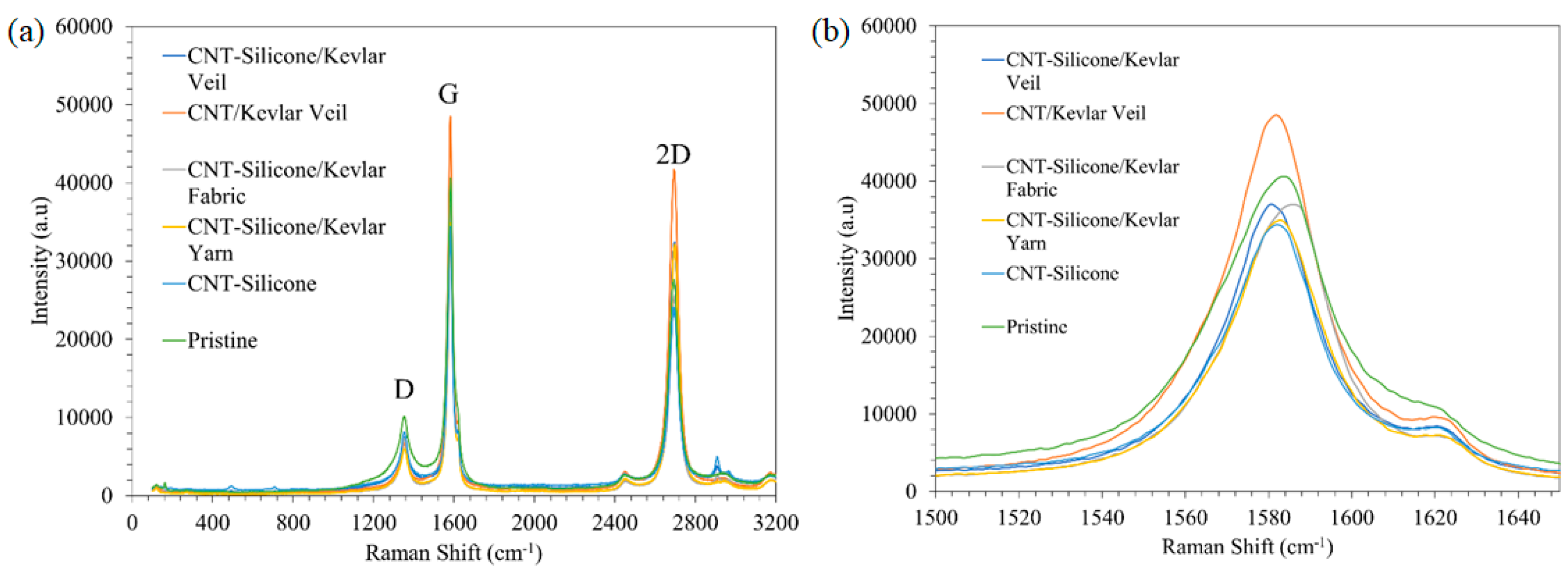
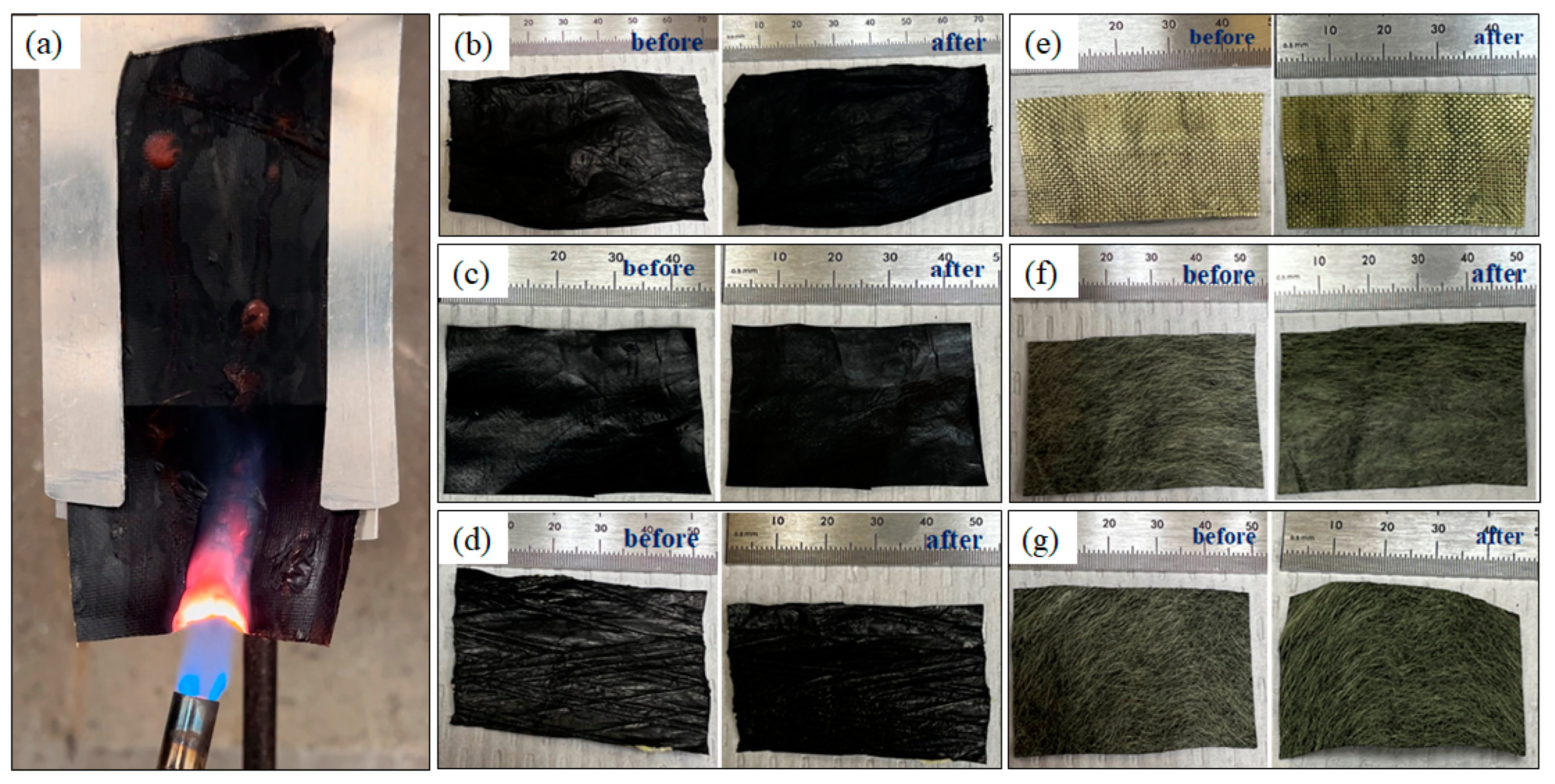
5. Results and Discussions
6. Safety Concerns
7. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kang, I.; Heung, Y.Y.; Kim, J.H.; Lee, J.W.; Gollapudi, R.; Subramaniam, S.; Narasimhadevara, S.; Hurd, D.; Kirikera, G.R.; Shanov, V.; et al. Introduction to carbon nanotube and nanofiber smart materials. Compos. Part B Eng. 2006, 37, 382–394. [Google Scholar] [CrossRef]
- Soni, S.K.; Thomas, B.; Kar, V.R. A comprehensive review on CNTs and CNT-reinforced composites: Syntheses, characteristics and applications. Mater. Today Commun. 2020, 25, 101546. [Google Scholar] [CrossRef]
- Xie, S.; Li, W.; Pan, Z.; Chang, B.; Sun, L. Mechanical and physical properties on carbon nanotube. J. Phys. Chem. Solids 2000, 61, 1153–1158. [Google Scholar] [CrossRef]
- Radhamani, A.V.; Lau, H.C.; Ramakrishna, S. CNT-reinforced metal and steel nanocomposites: A comprehensive assessment of progress and future directions. Compos. Part A Appl. Sci. Manuf. 2018, 114, 170–187. [Google Scholar] [CrossRef]
- Wang, R.; Xie, L.; Hameed, S.; Wang, C.; Ying, Y. Mechanisms and applications of carbon nanotubes in terahertz devices: A review. Carbon 2018, 132, 42–58. [Google Scholar] [CrossRef]
- Prasek, J.; Drbohlavova, J.; Chomoucka, J.; Hubalek, J.; Jasek, O.; Adam, V.; Kizek, R. Methods for carbon nanotubes synthesis. J. Mater. Chem. 2011, 21, 15872–15884. [Google Scholar] [CrossRef]
- Aqel, A.; Abou El-Nour, K.M.; Ammar, R.A.; Al-Warthan, A. Carbon nanotubes, science and technology part (I) structure, synthesis and characterisation. Arab. J. Chem. 2012, 5, 1–23. [Google Scholar] [CrossRef]
- Steiner, S.A., III; Baumann, T.F.; Bayer, B.C.; Blume, R.; Worsley, M.A.; MoberlyChan, W.J.; Shaw, E.L.; Schlögl, R.; Hart, A.J.; Hofmann, S.; et al. Nanoscale zirconia as a nonmetallic catalyst for graphitization of carbon and growth of single-and multiwall carbon nanotubes. J. Am. Chem. Soc. 2009, 131, 12144–12154. [Google Scholar] [CrossRef]
- Patole, S.P.; Alegaonkar, P.S.; Lee, H.C.; Yoo, J.B. Optimization of water assisted chemical vapor deposition parameters for super growth of carbon nanotubes. Carbon 2008, 46, 1987–1993. [Google Scholar] [CrossRef]
- Li, X.Q.; Jiang, S.; Zhang, L.; Zou, M.K.; Jian, Y.; Sun, D.M.; Hou, P.X.; Chen, H.M.; Liu, C. Preparation of isolated semiconducting single-wall carbon nanotubes by oxygen-assisted floating catalyst chemical vapor deposition. Chem. Eng. J. 2022, 450, 137861. [Google Scholar] [CrossRef]
- Wang, W.L.; Bai, X.D.; Liu, K.H.; Xu, Z.; Golberg, D.; Bando, Y.; Wang, E.G. Direct synthesis of B−C−N single-walled nanotubes by bias-assisted hot filament chemical vapor deposition. J. Am. Chem. Soc. 2006, 128, 6530–6531. [Google Scholar] [CrossRef]
- Choi, Y.C.; Shin, Y.M.; Lee, Y.H.; Lee, B.S.; Park, G.S.; Choi, W.B.; Lee, N.S.; Kim, J.M. Controlling the diameter, growth rate, and density of vertically aligned carbon nanotubes synthesized by microwave plasma-enhanced chemical vapor deposition. Appl. Phys. Lett. 2000, 76, 2367–2369. [Google Scholar] [CrossRef]
- Zhu, M.; Wang, J.; Outlaw, R.A.; Hou, K.; Manos, D.M.; Holloway, B.C. Synthesis of carbon nanosheets and carbon nanotubes by radio frequency plasma enhanced chemical vapor deposition. Diam. Relat. Mater. 2007, 16, 196–201. [Google Scholar] [CrossRef]
- De Volder, M.F.; Tawfick, S.H.; Baughman, R.H.; Hart, A.J. Carbon nanotubes: Present and future commercial applications. Science 2013, 339, 535–539. [Google Scholar] [CrossRef]
- Liu, C.; Cheng, H.M. Carbon nanotubes: Controlled growth and application. Mater. Today 2013, 16, 19–28. [Google Scholar] [CrossRef]
- Dai, H. Carbon nanotubes: Opportunities and challenges. Surf. Sci. 2002, 500, 218–241. [Google Scholar] [CrossRef]
- Wang, H.; Yuan, Y.; Wei, L.; Goh, K.; Yu, D.; Chen, Y. Catalysts for chirality selective synthesis of single-walled carbon nanotubes. Carbon 2015, 81, 1–19. [Google Scholar] [CrossRef]
- Golshadi, M.; Maita, J.; Lanza, D.; Zeiger, M.; Presser, V.; Schrlau, M.G. Effects of synthesis parameters on carbon nanotubes manufactured by template-based chemical vapor deposition. Carbon 2014, 80, 28–39. [Google Scholar] [CrossRef]
- Ward, J.W.; Nichols, J.; Stachowiak, T.B.; Ngo, Q.; Egerton, E.J. Reduction of CNT interconnect resistance for the replacement of Cu for future technology nodes. IEEE Trans. Nanotechnol. 2011, 11, 56–62. [Google Scholar] [CrossRef]
- Bellucci, S.; Balasubramanian, C.; Micciulla, F.; Rinaldi, G. CNT composites for aerospace applications. J. Exp. Nanosci. 2007, 2, 193–206. [Google Scholar] [CrossRef]
- White, A.A.; Best, S.M.; Kinloch, I.A. Hydroxyapatite–Carbon nanotube composites for biomedical applications: A review. Int. J. Appl. Ceram. Technol. 2007, 4, 1–13. [Google Scholar] [CrossRef]
- Harris, P. Carbon nanotube composites. In Carbon Nanotube Science: Synthesis, Properties and Applications; Cambridge University Press: Cambridge, UK, 2009; pp. 227–246. [Google Scholar] [CrossRef]
- Al-Saleh, M.H.; Sundararaj, U. Electromagnetic interference shielding mechanisms of CNT/polymer composites. Carbon 2009, 47, 1738–1746. [Google Scholar] [CrossRef]
- Peng, C.; Zhang, S.; Jewell, D.; Chen, G.Z. Carbon nanotube and conducting polymer composites for supercapacitors. Prog. Nat. Sci. 2008, 18, 777–788. [Google Scholar] [CrossRef]
- Chou, T.W.; Gao, L.; Thostenson, E.T.; Zhang, Z.; Byun, J.H. An assessment of the science and technology of carbon nanotube-based fibers and composites. Compos. Sci. Technol. 2010, 70, 1–19. [Google Scholar] [CrossRef]
- Kausar, A.; Rafique, I.; Muhammad, B. Review of applications of polymer/carbon nanotubes and epoxy/CNT composites. Polym. Plast. Technol. Eng. 2016, 55, 1167–1191. [Google Scholar] [CrossRef]
- Bastwros, M.M.; Esawi, A.M.; Wifi, A. Friction and wear behavior of Al–CNT composites. Wear 2013, 307, 164–173. [Google Scholar] [CrossRef]
- Akbarpour, M.R.; Alipour, S.; Safarzadeh, A.; Kim, H.S. Wear and friction behavior of self-lubricating hybrid Cu-(SiC+ xCNT) composites. Compos. Part B Eng. 2019, 158, 92–101. [Google Scholar] [CrossRef]
- Dong, Y.R.; Sun, W.C.; Liu, X.J.; Jia, Z.W.; Guo, F.; Ma, M.; Ruan, Y.Y. Effect of CNTs concentration on the microstructure and friction behavior of Ni-GO-CNTs composite coatings. Surf. Coat. Technol. 2019, 359, 141–149. [Google Scholar] [CrossRef]
- Cai, G.; Yang, M.; Pan, J.; Cheng, D.; Xia, Z.; Wang, X.; Tang, B. Large-scale production of highly stretchable CNT/cotton/spandex composite yarn for wearable applications. ACS Appl. Mater. Interfaces 2018, 10, 32726–32735. [Google Scholar] [CrossRef]
- Ren, F.; Li, Z.; Xu, L.; Sun, Z.; Ren, P.; Yan, D.; Li, Z. Large-scale preparation of segregated PLA/carbon nanotube composite with high efficient electromagnetic interference shielding and favourable mechanical properties. Compos. Part B Eng. 2018, 155, 405–413. [Google Scholar] [CrossRef]
- Xu, C.; Sun, J.; Gao, L. Large scale synthesis of nickel oxide/multiwalled carbon nanotube composites by direct thermal decomposition and their lithium storage properties. J. Power Sources 2011, 196, 5138–5142. [Google Scholar] [CrossRef]
- Salunkhe, R.R.; Lin, J.; Malgras, V.; Dou, S.X.; Kim, J.H.; Yamauchi, Y. Large-scale synthesis of coaxial carbon nanotube/Ni(OH)2 composites for asymmetric supercapacitor application. Nano Energy 2015, 11, 211–218. [Google Scholar] [CrossRef]
- Chitranshi, M.; Pujari, A.; Ng, V.; Chen, D.; Chauhan, D.; Hudepohl, R.; Saleminik, M.; Kim, S.Y.; Kubley, A.; Shanov, V.; et al. Carbon nanotube sheet-synthesis and applications. Nanomaterials 2020, 10, 2023. [Google Scholar] [CrossRef]
- Chitranshi, M.; Chauhan, D.; Kubley, A.; Pujari, A.; Xu, C.; Chen, D.; Chaudhary, S.; Hou, G.; Bell, G.; Brandewie, B.; et al. Pioneering carbon nanotube textile engineering & fashion technology. J. Text. Eng. Fash. Technol 2019, 5, 89–92. [Google Scholar]
- Zeng, Z.; Hao, B.; Li, D.; Cheng, D.; Cai, G.; Wang, X. Large-scale production of weavable, dyeable and durable spandex/CNT/cotton core-sheath yarn for wearable strain sensors. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106520. [Google Scholar] [CrossRef]
- Xie, C.; Wang, Y.; Yin, G.; Qu, Z.; Wang, W.; Yu, D. Carbon nanotubes chemical bonding with cotton/spandex blended fabric via thiol-epoxy click chemistry for durable electromagnetic interference shielding. Prog. Org. Coat. 2021, 161, 106473. [Google Scholar] [CrossRef]
- Cao, S.; Pang, H.; Zhao, C.; Xuan, S.; Gong, X. The CNT/PSt-EA/Kevlar composite with excellent ballistic performance. Compos. Part B Eng. 2020, 185, 107793. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, S.; Liu, S.; Cao, S.; Wang, S.; Bai, L.; Sang, M.; Xuan, S.; Jiang, W.; Gong, X. CNT/STF/Kevlar-based wearable electronic textile with excellent anti-impact and sensing performance. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105612. [Google Scholar] [CrossRef]
- Yuan, F.; Liu, S.; Zhou, J.; Fan, X.; Wang, S.; Gong, X. A smart Kevlar-based triboelectric nanogenerator with enhanced anti-impact and self-powered sensing properties. Smart Mater. Struct. 2020, 29, 125007. [Google Scholar] [CrossRef]
- Cheng, M.; Chen, W.; Weerasooriya, T. Mechanical properties of Kevlar® KM2 single fiber. J. Eng. Mater. Technol. 2005, 127, 197–203. [Google Scholar] [CrossRef]
- Penn, L.; Larsen, F. Physicochemical properties of kevlar 49 fiber. J. Appl. Polym. Sci. 1979, 23, 59–73. [Google Scholar] [CrossRef]
- Yue, C.Y.; Sui, G.X.; Looi, H.C. Effects of heat treatment on the mechanical properties of Kevlar-29 fibre. Compos. Sci. Technol. 2000, 60, 421–427. [Google Scholar] [CrossRef]
- Singh, Y. Electrical resistivity measurements: A review. Int. J. Mod. Phys. Conf. Series. 2013, 22, 745–756. [Google Scholar] [CrossRef]
- Sehrawat, M.; Rani, M.; Singh, B.P. One step fabrication of aligned carbon nanotube sheet via FC-CVD technique. J. Nanomater. 2022, 2022, 8318217. [Google Scholar] [CrossRef]
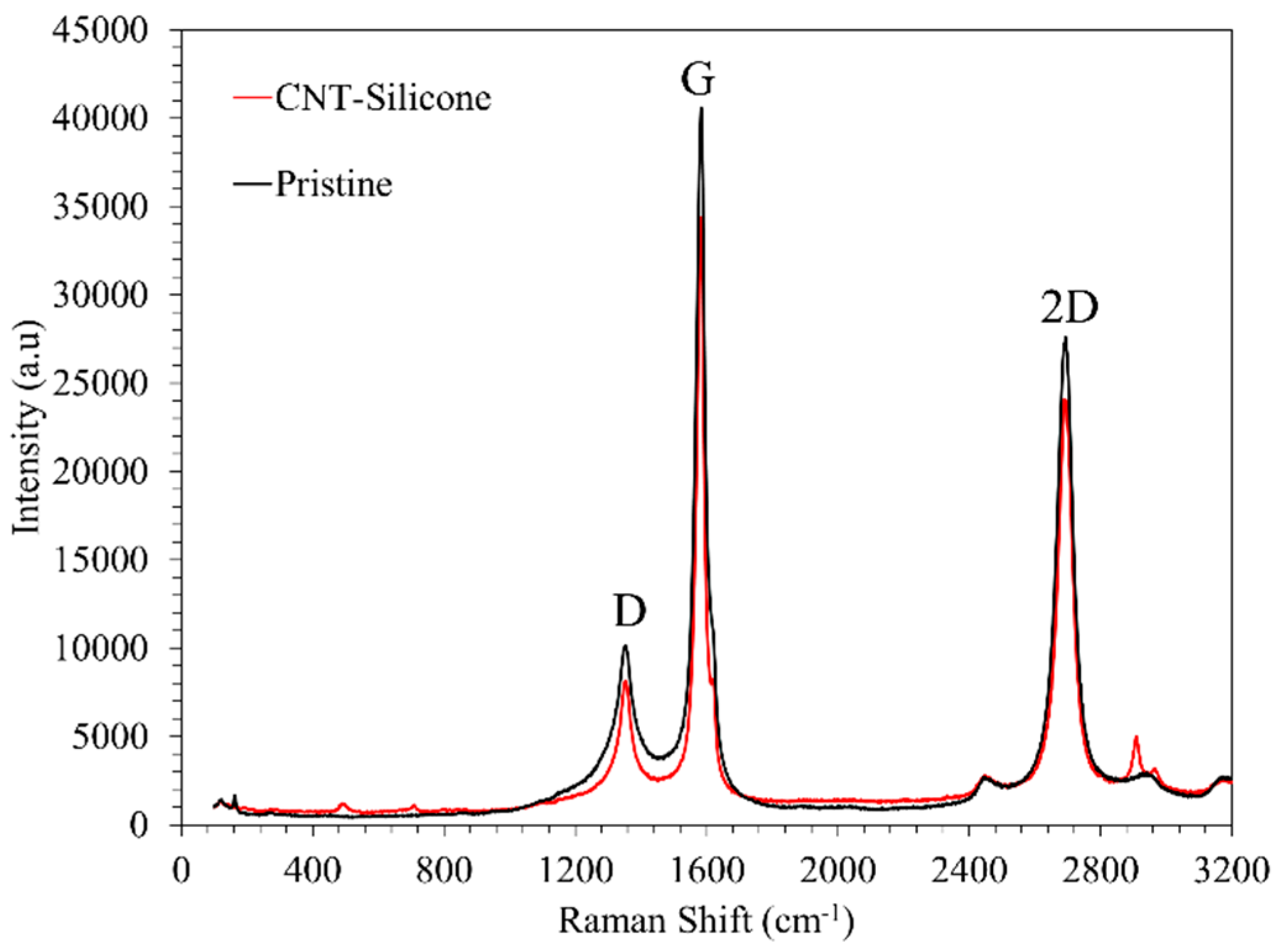
- Liu, Z.; Zhang, J.; Gao, B. Raman spectroscopy of strained single-walled carbon nanotubes. Chem. Commun. 2009, 45, 6902–6918. [Google Scholar] [CrossRef]
- American Society for Testing Materials. Standard Test Method for Flame Resistance of Textiles (Vertical Test); ASTM D6413/D6413M-15; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- NFPA 1971; Standard on Protective Ensembles for Structural Fire Fighting and Proximity Fire Fighting. National Fire Protection Association: Quincy, MA, USA, 2018.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CNT Sheet Type | Resistivity (Ω·cm) | Anisotropy Ratio k‖/k┴ | |
|---|---|---|---|
| Along Length | Along Width | ||
| Pristine CNT sheet | 0.0043 | 0.0091 | 2.12 |
| CNT-silicone composite sheet | 0.0059 | 0.0163 | 2.76 |
| CNT Sheet Type | Density (g/cc) | Resistivity (Ω·cm) | Anisotropy Ratio, k‖/k┴ | |
|---|---|---|---|---|
| Along Length | Along Width | |||
| CNT-silicone/Kevlar yarn | 0.20 | 0.06 | 0.11 | 1.83 |
| CNT-silicone/Kevlar fabric | 0.90 | 0.11 | 0.26 | 2.36 |
| CNT-silicone/Kevlar veil | 0.30 | 0.09 | 0.09 | 1.89 |
| CNT/Kevlar veil | 0.17 | 0.06 | 0.06 | 1.67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giri, P.; Kondapalli, V.K.R.; Joseph, K.M.; Shanov, V.; Schulz, M. Manufacturing Scalable Carbon Nanotube–Silicone/Kevlar Fabrics. Nanomaterials 2023, 13, 2728. https://doi.org/10.3390/nano13192728
Giri P, Kondapalli VKR, Joseph KM, Shanov V, Schulz M. Manufacturing Scalable Carbon Nanotube–Silicone/Kevlar Fabrics. Nanomaterials. 2023; 13(19):2728. https://doi.org/10.3390/nano13192728
Chicago/Turabian StyleGiri, Prakash, Vamsi Krishna Reddy Kondapalli, Kavitha Mulackampilly Joseph, Vesselin Shanov, and Mark Schulz. 2023. "Manufacturing Scalable Carbon Nanotube–Silicone/Kevlar Fabrics" Nanomaterials 13, no. 19: 2728. https://doi.org/10.3390/nano13192728
APA StyleGiri, P., Kondapalli, V. K. R., Joseph, K. M., Shanov, V., & Schulz, M. (2023). Manufacturing Scalable Carbon Nanotube–Silicone/Kevlar Fabrics. Nanomaterials, 13(19), 2728. https://doi.org/10.3390/nano13192728