
Effect of Nanoscale W Coating on Corrosion Behavior of Diamond/Aluminum Composites

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Corrosion Test
2.3. Characterization
3. Results and Discussion
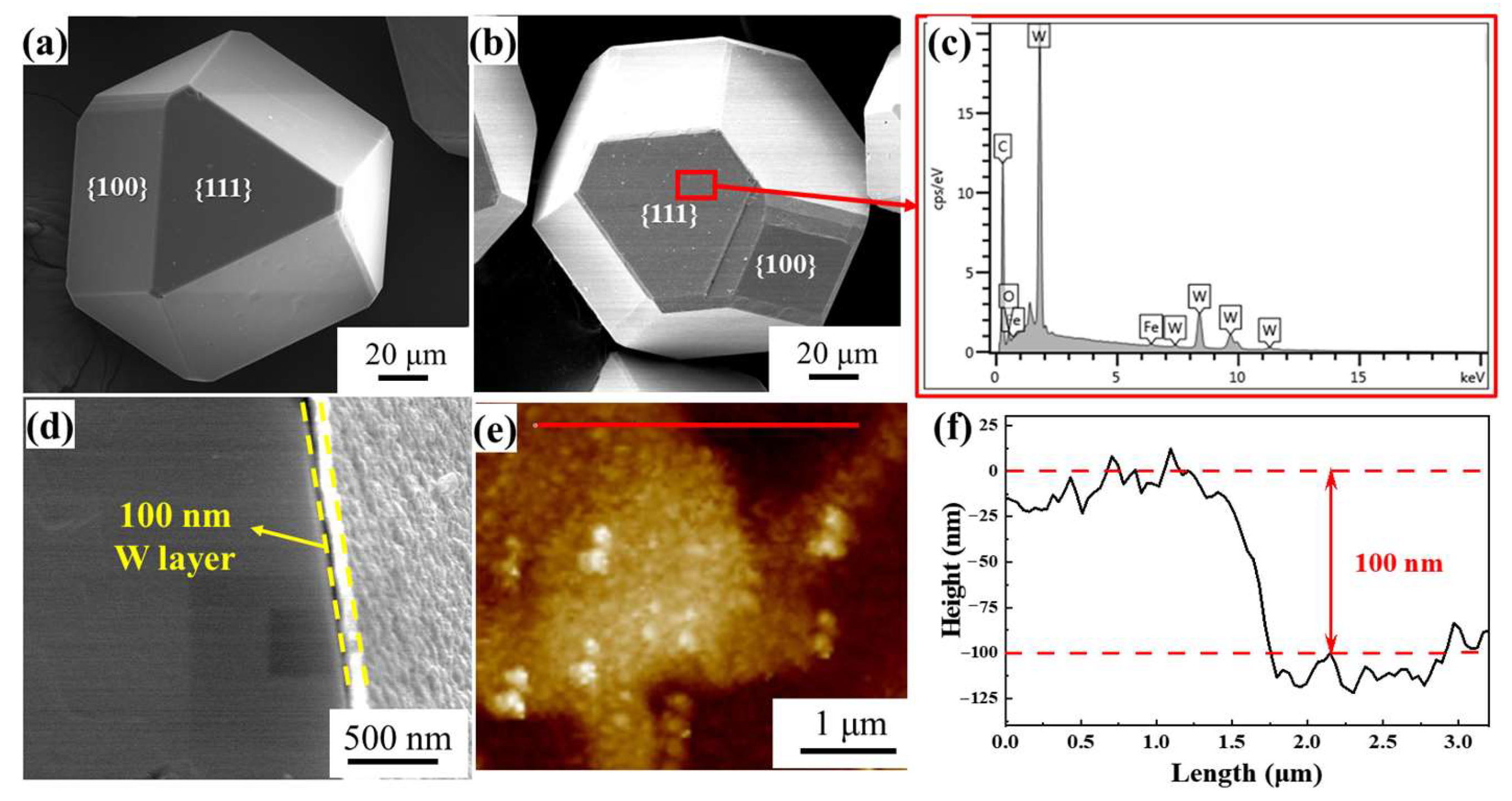
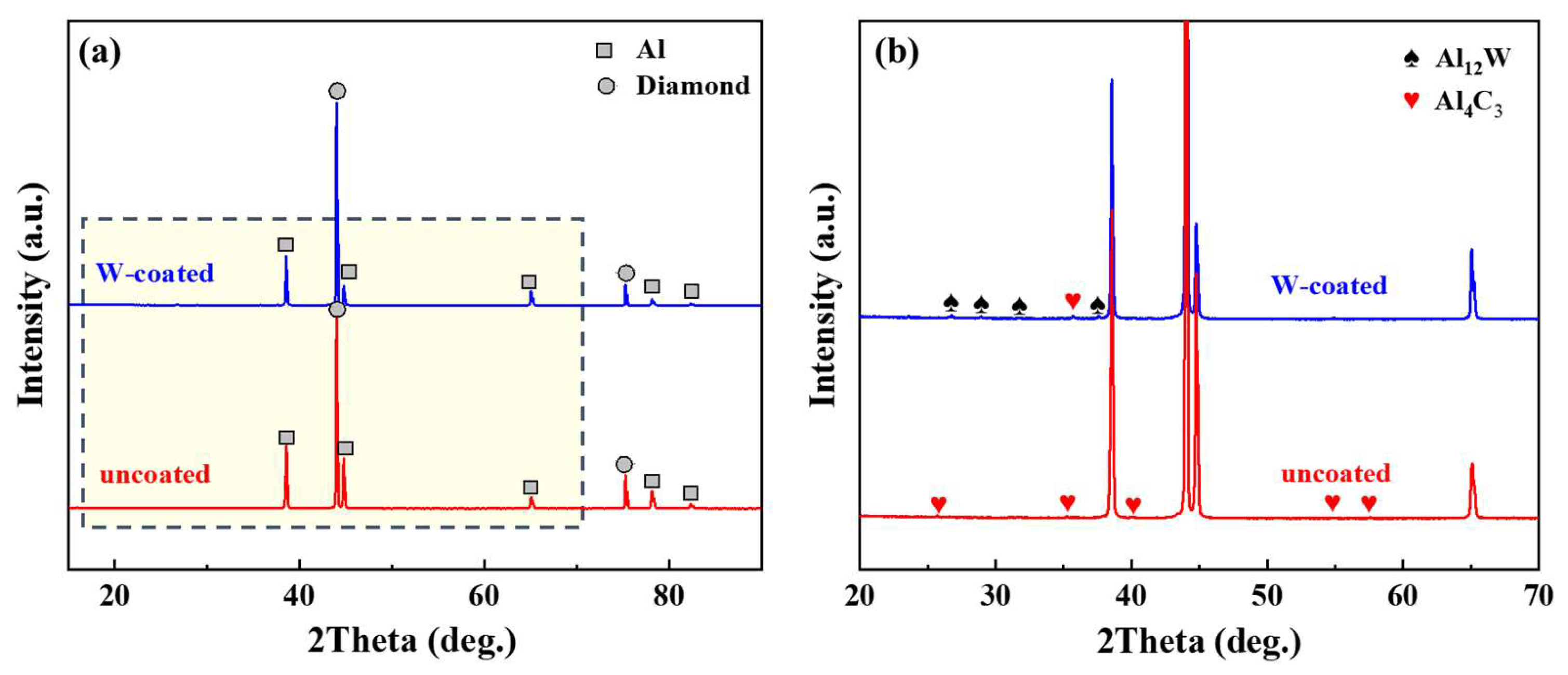
3.1. Interface Phase and Morphology of Nanoscale Coated Diamond/Aluminum Composites
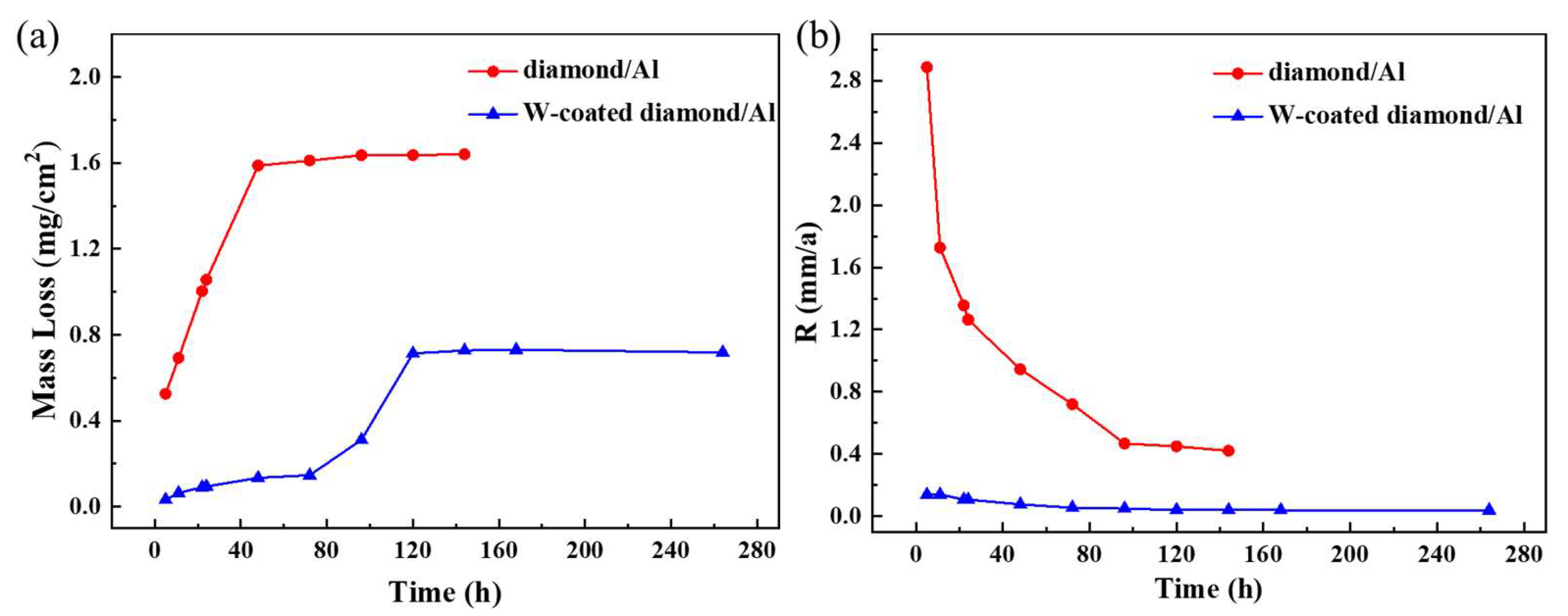
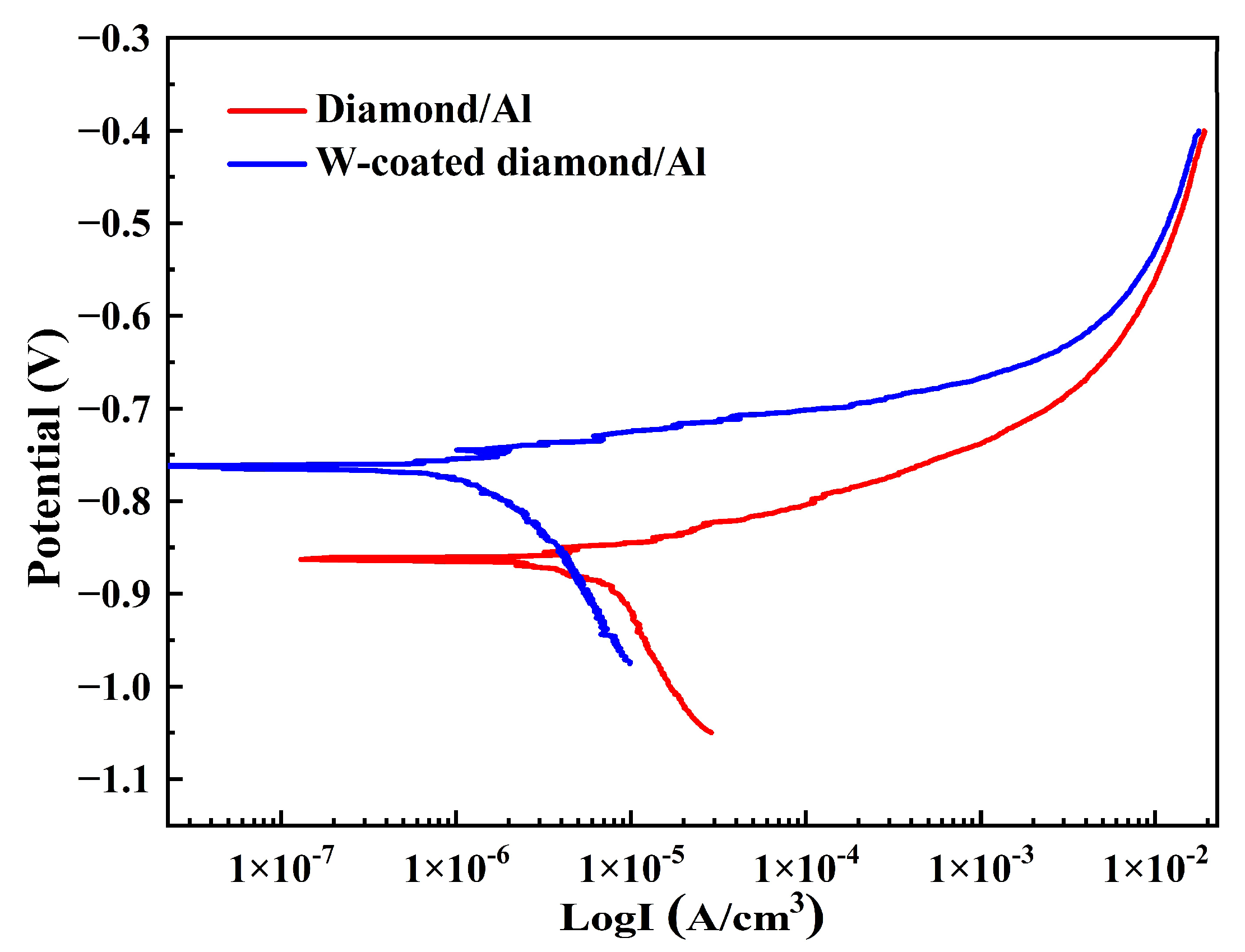
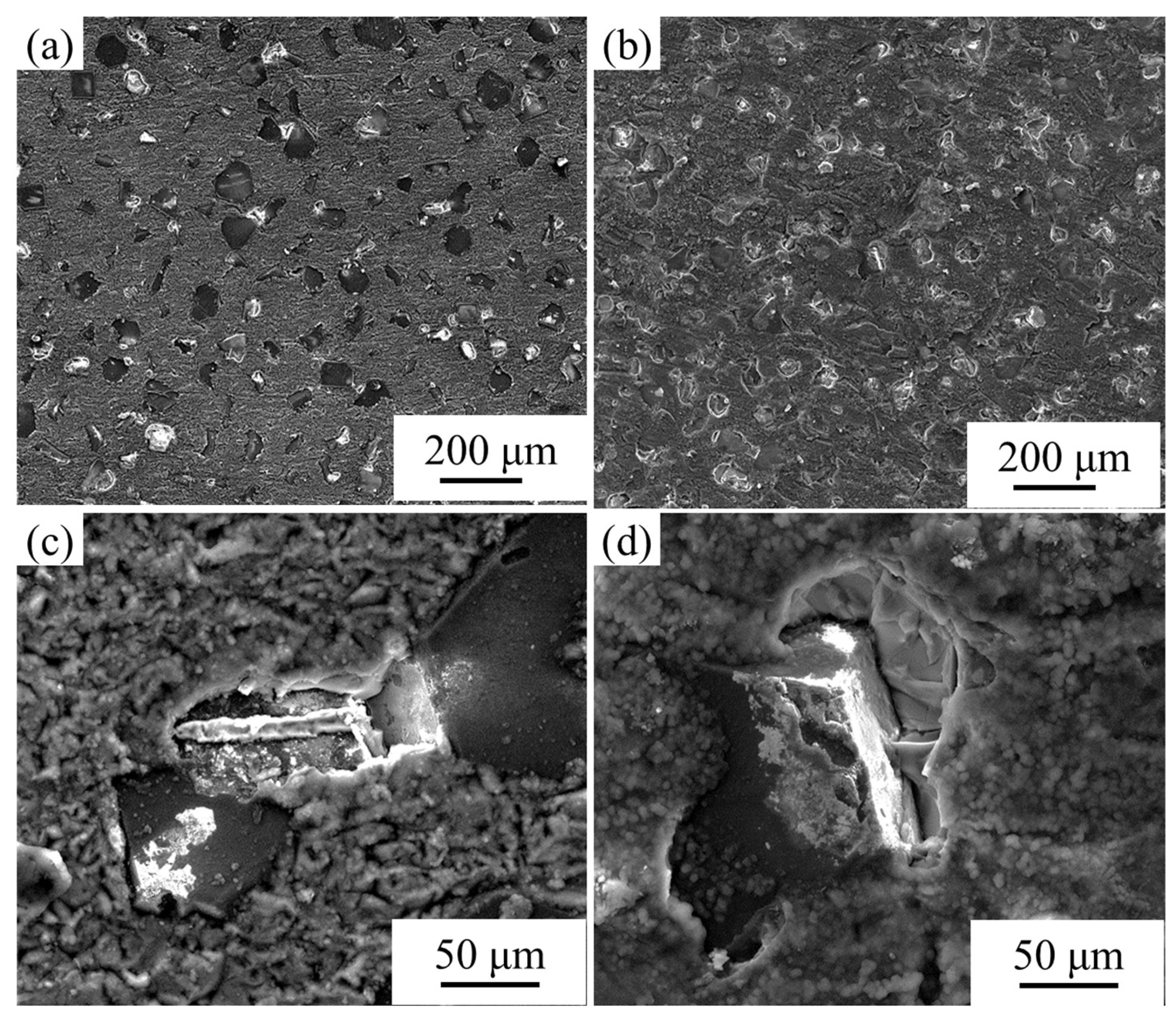
3.2. Corrosion Behavior of Diamond/Aluminum Composites
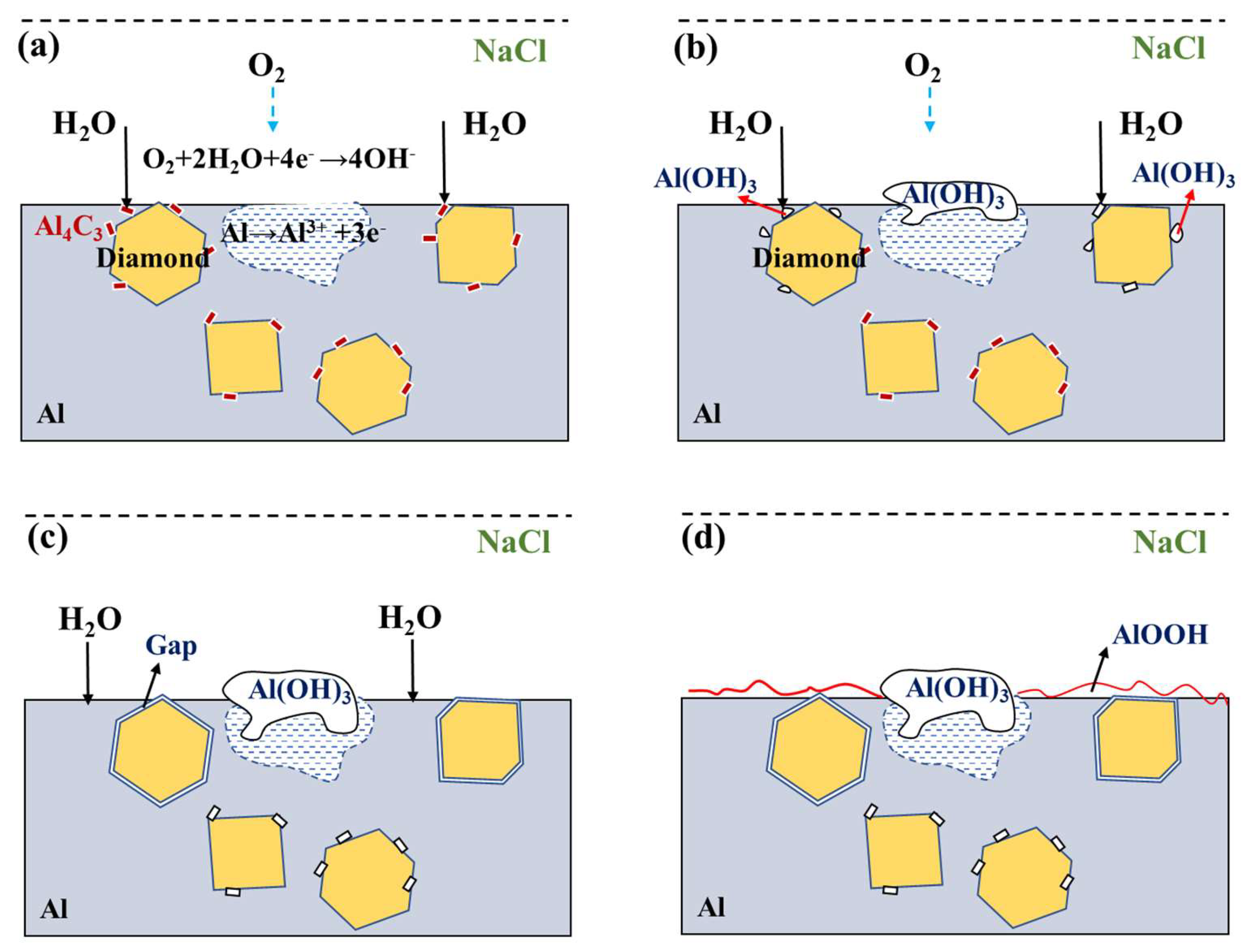
3.3. Analysis of Corrosion Products
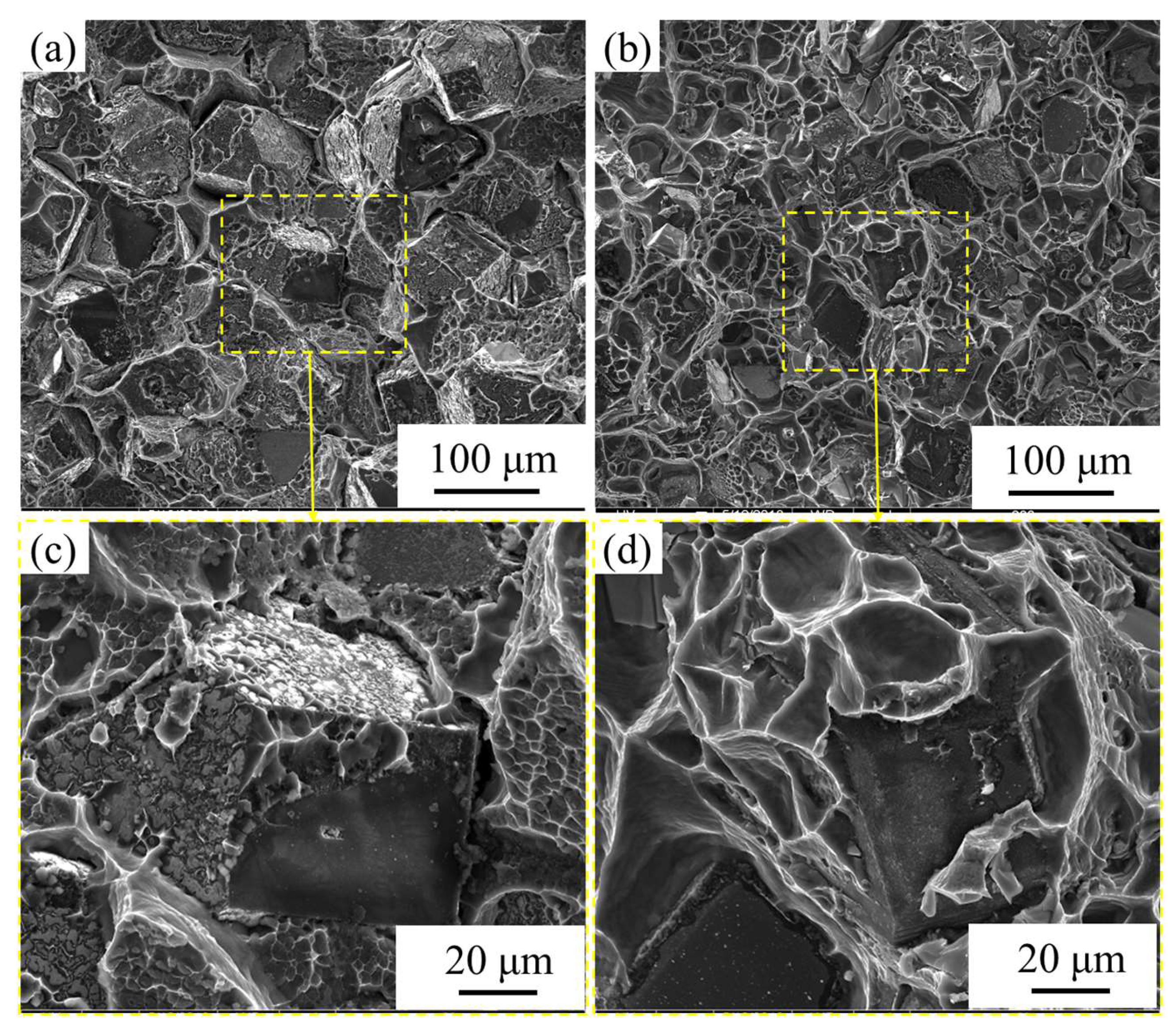
3.4. Effect of Corrosion on Bending Strength and Thermal Conductivity of Diamond/Aluminum Composite
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, Y.R.; Su, C.C.; Chang, S.H. Applying Aluminum-Vertically-Aligned Carbon Nanotube Forests Composites for Heat Dissipation. Nanomaterials 2019, 9, 758. [Google Scholar] [CrossRef] [Green Version]
- Wang, N.; Chen, S.; Nkansah, A.; Wang, Q.; Liu, J. Vertically Aligned Graphene-Based Thermal Interface Material with High Thermal Conductivity. In Proceedings of the 2018 24rd International Workshop on Thermal Investigations of ICs and Systems (THERMINIC), Stockholm, Sweden, 26–28 September 2018; IEEE: Piscataway, NJ, USA, 2018. [Google Scholar]
- Mani, N.; Rifai, A.; Houshyar, S.; Booth, M.A.; Fox, K. Diamond in medical devices and sensors: An overview of diamond surfaces. Med. Devices Sens. 2020, 3, e10127. [Google Scholar] [CrossRef]
- Inyushkin, A.V.; Taldenkov, A.N.; Ralchenko, V.G.; Bolshakov, A.P.; Koliadin, A.V.; Katrusha, A.N. Thermal conductivity of high purity synthetic single crystal diamonds. Phys. Rev. B 2018, 97, 144305. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, J.; Zhao, L.; Wang, X. Optimisation of high thermal conductivity Al/diamond composites produced by gas pressure infiltration by controlling infiltration temperature and pressure. J. Mater. Sci. 2014, 50, 688–696. [Google Scholar] [CrossRef]
- Zhou, H.; Ran, M.; Li, Y.; Yin, Z.; Tang, Y.; Zhang, W.; Zheng, W.; Liu, J. Improvement of thermal conductivity of diamond/Al composites by optimization of liquid-solid separation process. J. Mater. Process. Tech. 2021, 297, 117267. [Google Scholar] [CrossRef]
- Tan, Z.; Xiong, D.; Fan, G.; Chen, Z.; Guo, Q.; Guo, C.; Ji, G.; Li, Z.; Zhang, D. Enhanced thermal conductivity of diamond/aluminum composites through tuning diamond particle dispersion. J. Mater. Sci. 2018, 53, 6602–6612. [Google Scholar] [CrossRef]
- Edtmaier, C.; Segl, J.; Koos, R.; Schöbel, M.; Feldbaumer, C. Characterization of interfacial bonding strength at Al(Si)/diamond interfaces by neutron diffraction: Effect of diamond surface termination and processing conditions. Diam. Relat. Mater. 2020, 106, 107842. [Google Scholar] [CrossRef]
- Guo, C.; He, X.; Ren, S.; Qu, X. Effect of (0–40) wt. % Si addition to Al on the thermal conductivity and thermal expansion of diamond/Al composites by pressure infiltration. J. Alloys Compd. 2016, 664, 777–783. [Google Scholar] [CrossRef]
- Jiao, Z.; Kang, H.; Zhou, B.; Kang, A.; Wang, X.; Li, H.; Yu, Z.; Ma, L.; Zhou, K.; Wei, Q. Research progress of diamond/aluminum composite interface design. Funct. Diam. 2022, 2, 25–39. [Google Scholar] [CrossRef]
- Che, Z.; Li, J.; Wang, Q.; Wang, L.; Zhang, H.; Zhang, Y.; Wang, X.; Wang, J.; Kim, M.J. The formation of atomic-level interfacial layer and its effect on thermal conductivity of W-coated diamond particles reinforced Al matrix composites. Compos. Pt. A-Appl. S. 2018, 107, 164–170. [Google Scholar] [CrossRef]
- Che, Z.; Wang, Q.; Wang, L.; Li, J.; Zhang, H.; Zhang, Y.; Wang, X.; Wang, J.; Kim, M.J. Interfacial structure evolution of Ti-coated diamond particle reinforced Al matrix composite produced by gas pressure infiltration. Compos. Part B-Eng. 2017, 113, 285–290. [Google Scholar] [CrossRef]
- Guo, C.; He, X.; Ren, S.; Qu, X. Thermal properties of diamond/Al composites by pressure infiltration: Comparison between methods of coating Ti onto diamond surfaces and adding Si into Al matrix. Rare Met. 2016, 35, 249–255. [Google Scholar] [CrossRef]
- Tan, Z.; Li, Z.; Xiong, D.-B.; Fan, G.; Ji, G.; Zhang, D. A predictive model for interfacial thermal conductance in surface metallized diamond aluminum matrix composites. Mater. Des. 2014, 55, 257–262. [Google Scholar] [CrossRef]
- Zhang, C.; Cai, Z.; Wang, R.; Peng, C.; Qiu, K.; Wang, N. Microstructure and thermal properties of Al/W-coated diamond composites prepared by powder metallurgy. Mater. Des. 2016, 95, 39–47. [Google Scholar] [CrossRef]
- Tan, Z.; Li, Z.; Fan, G.; Guo, Q.; Kai, X.; Ji, G.; Zhang, L.; Zhang, D. Enhanced thermal conductivity in diamond/aluminum composites with a tungsten interface nanolayer. Mater. Des. 2013, 47, 160–166. [Google Scholar] [CrossRef]
- Yang, W.; Chen, G.; Wang, P.; Qiao, J.; Hu, F.; Liu, S.; Zhang, Q.; Hussain, M.; Dong, R.; Wu, G. Enhanced thermal conductivity in Diamond/Aluminum composites with tungsten coatings on diamond particles prepared by magnetron sputtering method. J. Alloys Compd. 2017, 726, 623–631. [Google Scholar] [CrossRef]
- Chen, G.; Yang, W.; Xin, L.; Wang, P.; Liu, S.; Qiao, J.; Hu, F.; Zhang, Q.; Wu, G. Mechanical properties of Al matrix composite reinforced with diamond particles with W coatings prepared by the magnetron sputtering method. J. Alloys Compd. 2018, 735, 777–786. [Google Scholar] [CrossRef]
- Xin, L.; Tian, X.; Yang, W.; Chen, G.; Qiao, J.; Hu, F.; Zhang, Q.; Wu, G. Enhanced stability of the Diamond/Al composites by W coatings prepared by the magnetron sputtering method. J. Alloys Compd. 2018, 763, 305–313. [Google Scholar] [CrossRef]
- Yang, W.; Peng, K.; Zhu, J.; Li, D.; Zhou, L. Enhanced thermal conductivity and stability of diamond/aluminum composite by introduction of carbide interface layer. Diam. Relat. Mater. 2014, 46, 35–41. [Google Scholar] [CrossRef]
- Zhu, P.; Zhang, Q.; Qu, S.; Wang, Z.; Gou, H.; Shil’ko, S.V.; Kobayashi, E.; Wu, G. Effect of interface structure on thermal conductivity and stability of diamond/aluminum composites. Compos. Pt. A-Appl. S. 2022, 162, 107161. [Google Scholar] [CrossRef]
- Wang, P.; Chen, G.; Li, W.; Li, H.; Ju, B.; Hussain, M.; Yang, W.; Wu, G. Microstructural evolution and thermal conductivity of diamond/Al composites during thermal cycling. Int. J. Min. Met. Mater. 2021, 28, 1821–1827. [Google Scholar] [CrossRef]
- Li, N.; Hao, J.P.; Zhang, Y.J.; Wang, W.; Zhao, J.; Wu, H.J.; Wang, X.T.; Zhang, H.L. Thermal Conductivity Stability of Interfacial in Situ Al4C3 Engineered Diamond/Al Composites Subjected to Thermal Cycling. Materials 2022, 15, 6640. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.; Wang, X.; Zhang, Y.; Wang, J.; Kim, M.J.; Zhang, H. Aluminum carbide hydrolysis induced degradation of thermal conductivity and tensile strength in diamond/aluminum composite. J. Compos. Mater. 2018, 52, 2709–2717. [Google Scholar] [CrossRef]
- Candan, S. An investigation on corrosion behaviour of pressure infiltrated Al-Mg alloy/SiCp composites. Corros. Sci. 2009, 51, 1392–1398. [Google Scholar] [CrossRef]
- Bai, Q.; Zhang, L.L.; Ke, L.; Zhu, P.; Ma, Y.T.; Xia, S.; Zhou, B.X. The effects of surface chemical treatment on the corrosion behavior of an Al-B4C metal matrix composite in boric acid solutions at different temperatures. Corros. Sci. 2020, 164, 108356. [Google Scholar] [CrossRef]
- Verma, A.S.; Suri, N.M. Corrosion Behavior of Aluminum Base Particulate Metal Matrix Composites: A Review. Mater. Today Proc. 2015, 2, 2840–2851. [Google Scholar] [CrossRef]
- Wu, G.H.; Wang, C.Y.; Zhang, Q.; Kang, P.C. Characterization of Ce conversion coating on Grf/6061Al composite surface for corrosion protection. J. Alloys Compd. 2008, 461, 389–394. [Google Scholar] [CrossRef]
- Wang, C.; Liang, S.; Cui, J.; Wang, X.; Wei, Y. First-principles study of the mechanical and thermodynamic properties of Al4W, Al5W and Al12W under pressure. Vacuum 2019, 169, 108844. [Google Scholar] [CrossRef]
- Ji, G.; Tan, Z.; Lu, Y.; Schryvers, D.; Li, Z.; Zhang, D. Heterogeneous interfacial chemical nature and bonds in a W-coated diamond/Al composite. Mater. Charact. 2016, 112, 129–133. [Google Scholar] [CrossRef]
- Bobi, B.; Mitrovi, S.; Babi, M.; Bobi, I.J.T.i.I. Corrosion of Metal-Matrix Composites with Aluminium Alloy Substrate. Tribol. Ind. 2010, 32, 3–11. [Google Scholar]
- Olukayode Akinwamide, S.; Mudinga Lemika, S.; Adams, F.; Jeremiah Akinribide, O.; Tolulope Abe, B.; Apata Olubambi, P. An investigation on the Corrosion Behavior of Al (Mg-TiFe-SiC) Matrix Composite in Acidic and Chloride Media. Mater. Today Proc. 2019, 18, 3827–3834. [Google Scholar] [CrossRef]
- Akinwamide, S.O.; Abe, B.T.; Akinribide, O.J.; Obadele, B.A.; Olubambi, P.A. Characterization of microstructure, mechanical properties and corrosion response of aluminium-based composites fabricated via casting—A review. Int. J. Adv. Manuf. Tech. 2020, 109, 975–991. [Google Scholar] [CrossRef]
- Zhang, C.; Cai, Z.; Wang, R.; Peng, C.; Feng, Y. Enhancing densification capacity and properties of Al/diamond composites by partial liquid hot pressing. Surf. Coat. Technol. 2017, 313, 347–354. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, J.; Zhang, Y.; Li, J.; Wang, X.; Sun, Y. Mechanical properties of diamond/Al composites with Ti-coated diamond particles produced by gas-assisted pressure infiltration. Mater. Sci. Eng. A 2015, 626, 362–368. [Google Scholar] [CrossRef]
- Chak, V.; Chattopadhyay, H.; Dora, T.L. A review on fabrication methods, reinforcements and mechanical properties of aluminum matrix composites. J. Manuf. Process. 2020, 56, 1059–1074. [Google Scholar] [CrossRef]
- Nosewicz, S.; Romelczyk-Baishya, B.; Lumelskyj, D.; Chmielewski, M.; Bazarnik, P.; Jarzabek, D.; Pietrzak, K.; Kaszyca, K.; Pakiela, Z. Experimental and numerical studies of micro- and macromechanical properties of modified copper-silicon carbide composites. Int. J. Solids Struct. 2019, 160, 187–200. [Google Scholar] [CrossRef]
- Li, X.; Yang, W.; Sang, J.; Zhu, J.; Fu, L.; Li, D.; Zhou, L. Low-temperature synthesizing SiC on diamond surface and its improving effects on thermal conductivity and stability of diamond/Al composites. J. Alloys Compd. 2020, 846, 156258. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, P.; Zhang, Q.; Xia, Y.; Sun, K.; Lin, X.; Gou, H.; Shil’ko, S.; Wu, G. Effect of Nanoscale W Coating on Corrosion Behavior of Diamond/Aluminum Composites. Nanomaterials 2023, 13, 307. https://doi.org/10.3390/nano13020307
Zhu P, Zhang Q, Xia Y, Sun K, Lin X, Gou H, Shil’ko S, Wu G. Effect of Nanoscale W Coating on Corrosion Behavior of Diamond/Aluminum Composites. Nanomaterials. 2023; 13(2):307. https://doi.org/10.3390/nano13020307
Chicago/Turabian StyleZhu, Ping, Qiang Zhang, Yixiao Xia, Kai Sun, Xiu Lin, Huasong Gou, Serge Shil’ko, and Gaohui Wu. 2023. "Effect of Nanoscale W Coating on Corrosion Behavior of Diamond/Aluminum Composites" Nanomaterials 13, no. 2: 307. https://doi.org/10.3390/nano13020307