
Production of Hybrid Nanocomposites Based on Iron Waste Reinforced with Niobium Carbide/Granite Nanoparticles with Outstanding Strength and Wear Resistance for Use in Industrial Applications
 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Experimental Set Up
2.1. Samples Preparation
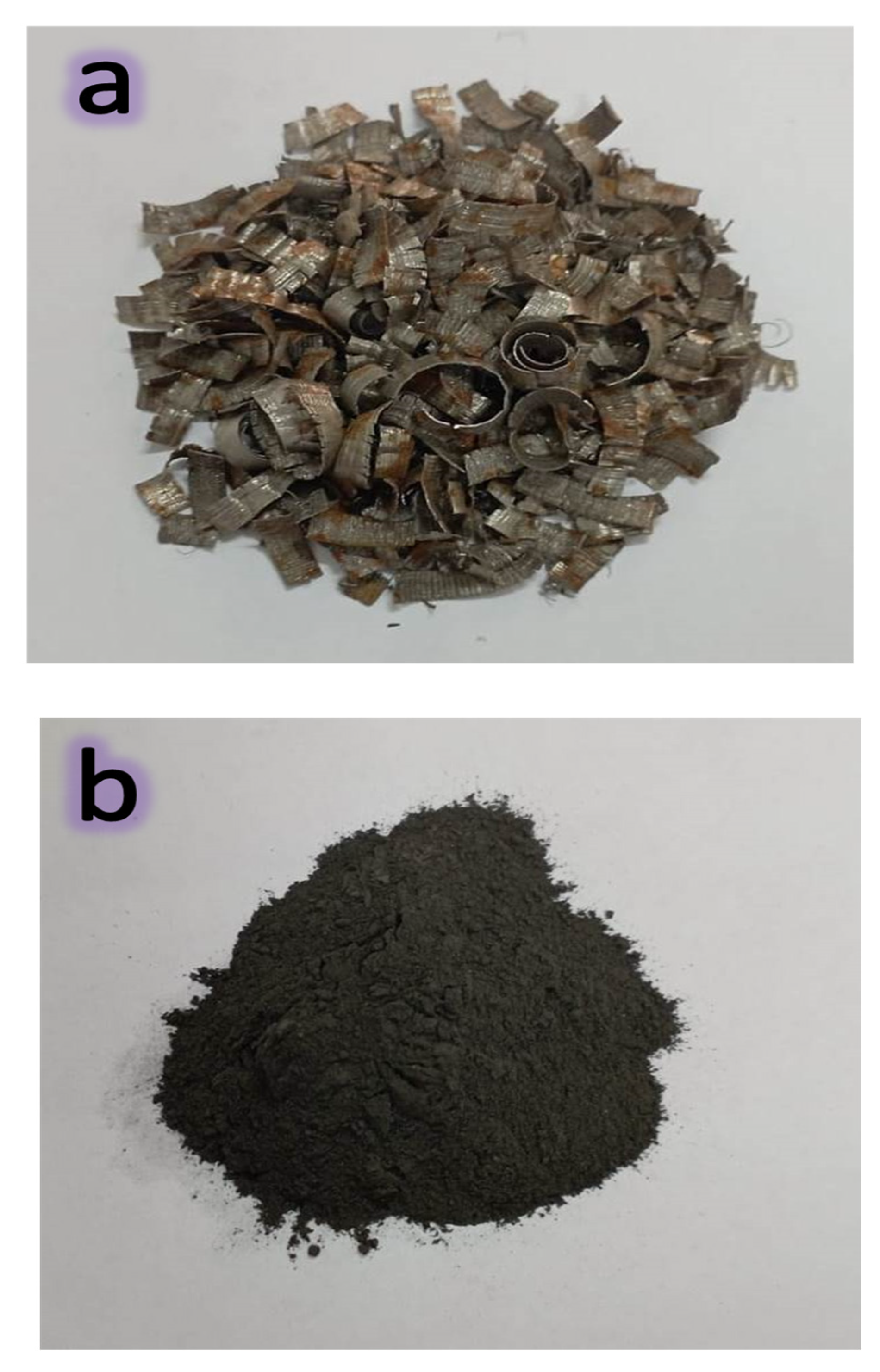
2.2. Description of Starting Materials and Milled Nanocomposites Powders
2.3. Properties of the Sintered Nanocomposites
2.3.1. Physical Properties
2.3.2. Thermal Analysis
2.3.3. Mechanical Properties
2.3.4. Tribology Test
3. Results and Discussions
3.1. XRD Analyses
3.2. TEM Observations
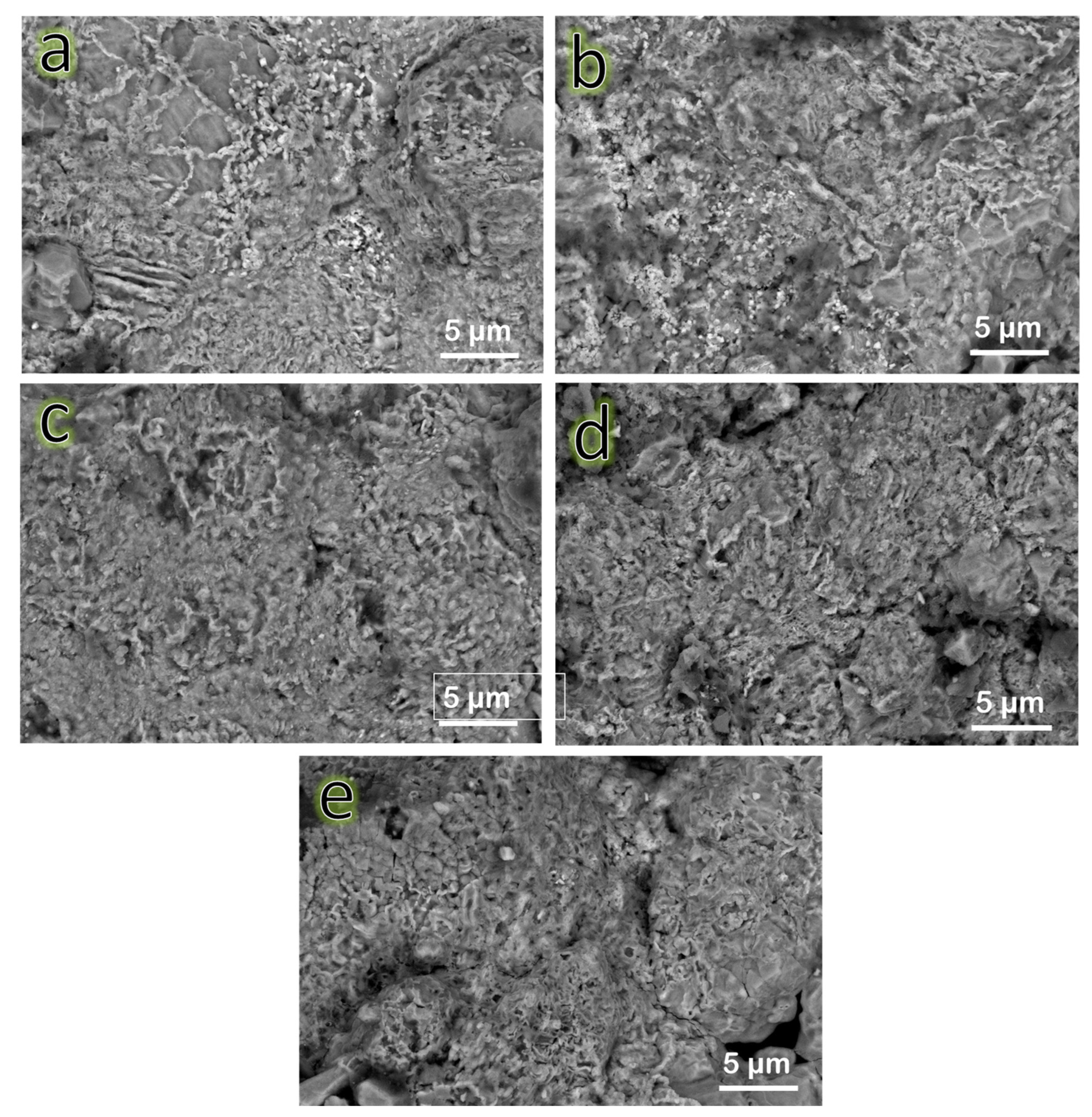
3.3. Characterization of the Sintered Samples by SEM
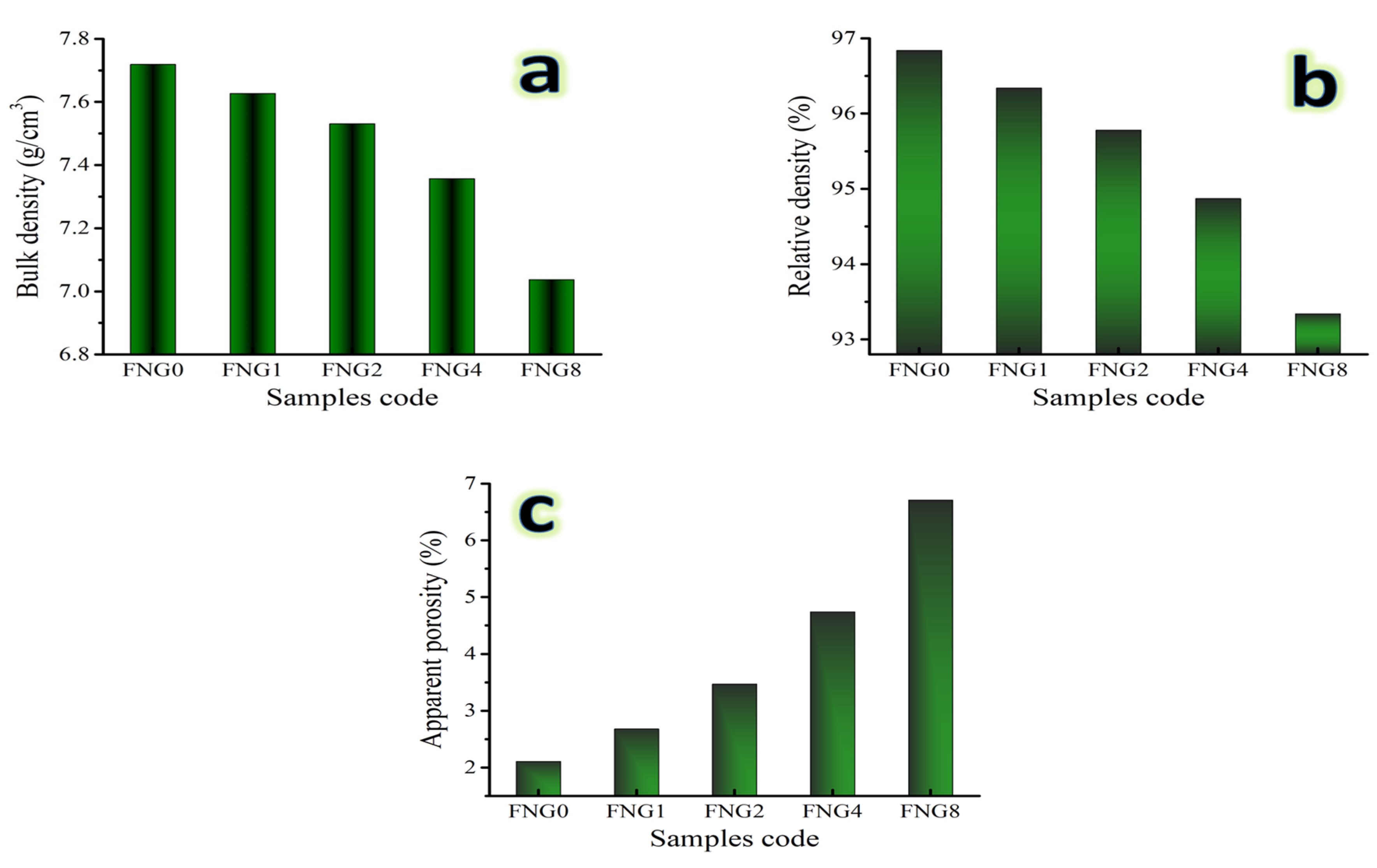
3.4. Physical Parameters
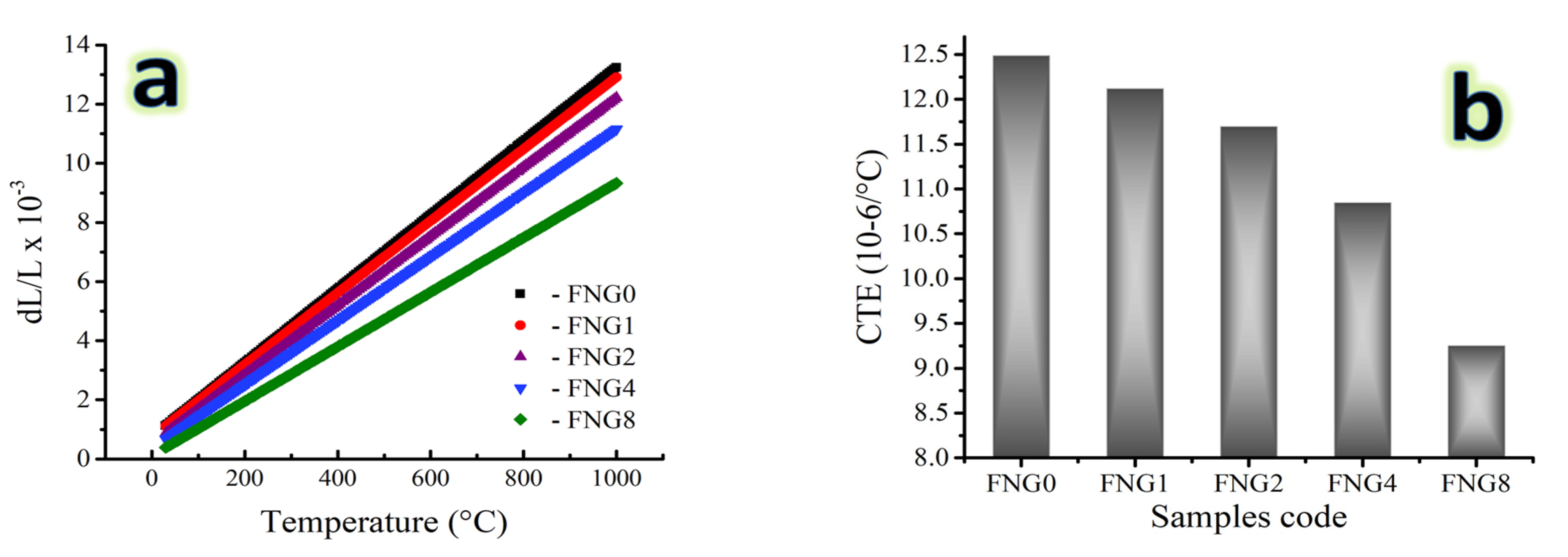
3.5. Thermal Expansion
3.6. Mechanical Properties
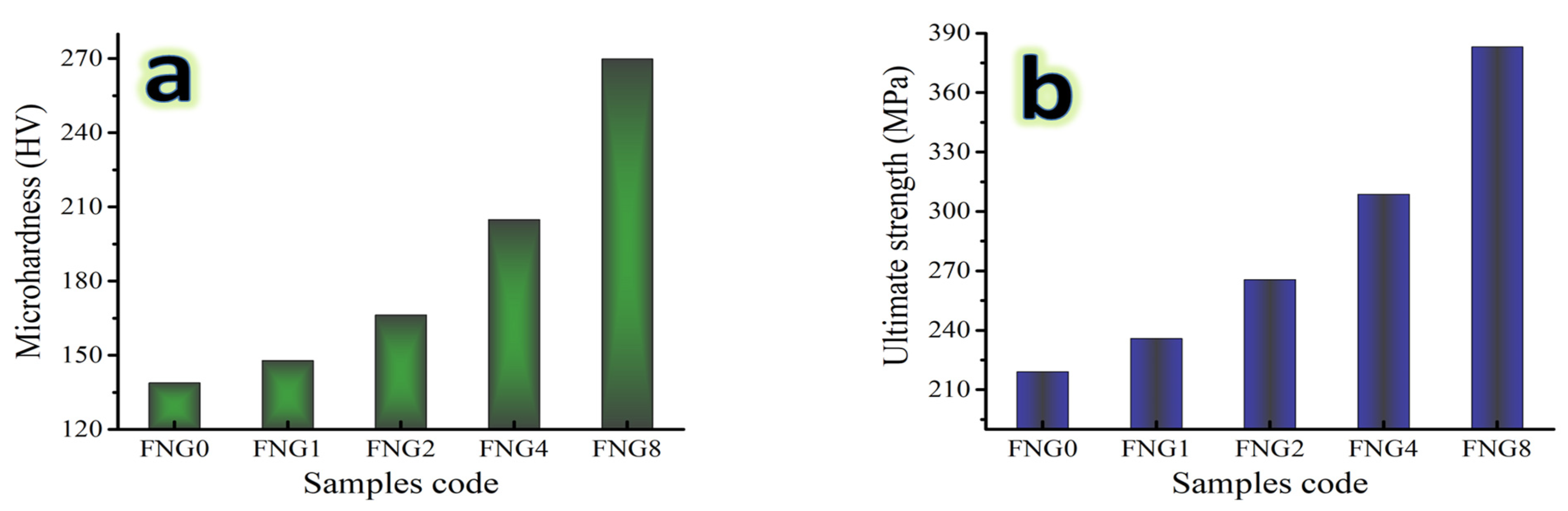
- According to Equation (5), the inclusion of uniformly distributed NbC and granite reinforcements can increase the microhardness of nanocomposites [42].
- It is known that the microhardness (H) and the rest of the mechanical properties have a strong relationship with the grain size (d) based on the Hall–Petch effect, as shown in Equation (15) [43]. The addition of ceramics increases the dislocation density as well as grain refinement, which leads to an increase in the grain boundaries. Thus, the dislocation movement is hindered, which leads to an improvement in strength and other mechanical properties [44].
- The Orowan mechanism states that the strength of composite materials results from the interaction between reinforcing particles and dislocations. After dislocations travel through them, the remaining dislocation loops are positioned around each particle. In fact, these particles increase the material’s strength by preventing the movement of dislocations [45].
- The interfacial contact between the Fe alloy and the ceramics particles is sufficient, as evidenced by the effective load transfer (σefficient) from the Fe alloy matrix to the NbC and granite reinforcement during compressive testing, which helps to strengthen the nanocomposites.
3.7. Wear Analysis
4. Conclusions
- It was discovered that the PM approach, in addition to having a high capacity to evenly distribute the hybrid reinforcement in the Fe alloy matrix and minimize the particle size of the milled powders, is ideal for obtaining Fe waste in powder form.
- The particle and crystallite sizes decreased with the increase of the ceramics content, reaching 38.25 and 17.82 nm for the sample that contained 4 vol.% NbC and 8 vol.% granite fume (FBG8).
- The bulk density and relative density of the Fe–Cu alloy matrix decreased gradually with the increase of the contents of hybrid reinforcements, while the apparent porosity increased.
- The coefficient of thermal expansion (CTE) of the Fe alloy was reduced with an increase in the percentage of the reinforcement particle size up to 9.25 × 10−6/°C for sample FNG8. In other words, the CTE of this sample decreased by about 26% compared to the non-hardened alloy (FNG0), which indicated high dimensional stability.
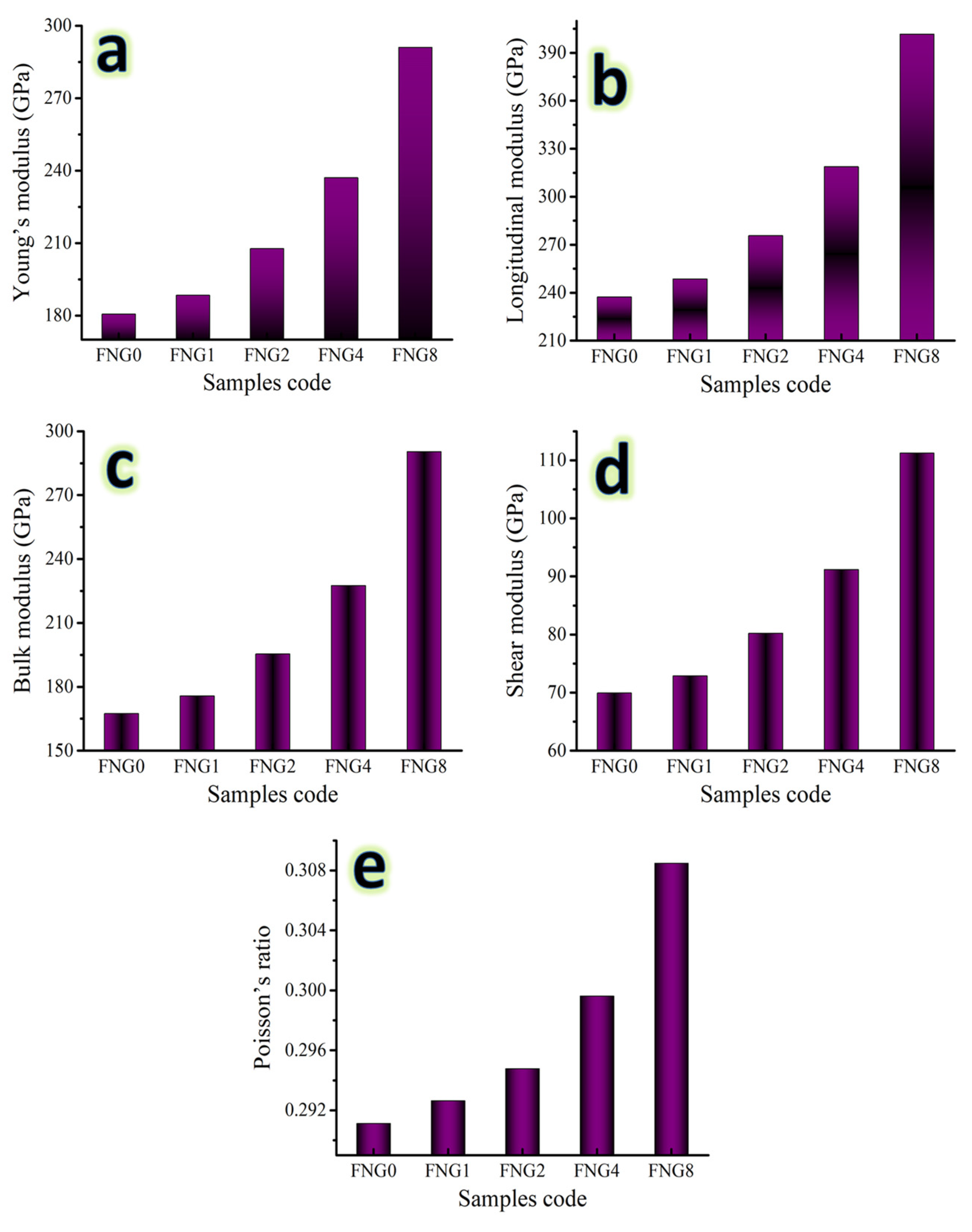
- The remarkable improvement in microhardness, ultimate strength and longitudinal modulus reached 269.9, 383.1 and 401.62 GPa for the sample, which improved about 93.7, 74.8 and 68.8% compared to the FNG0 sample.
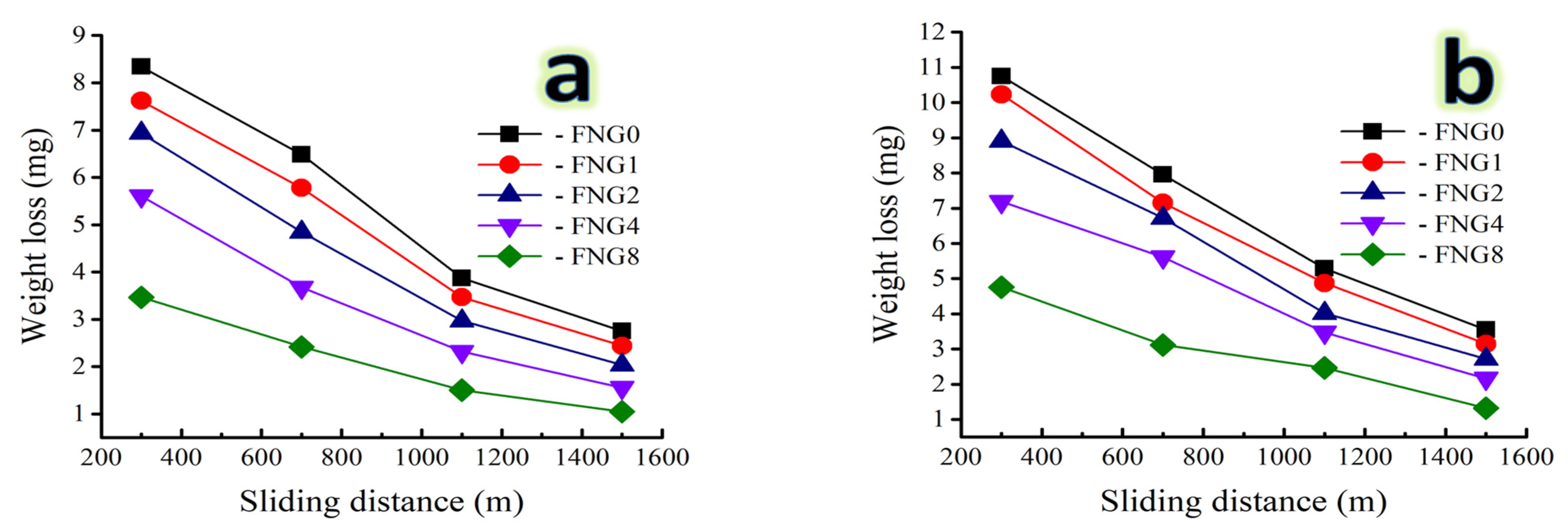
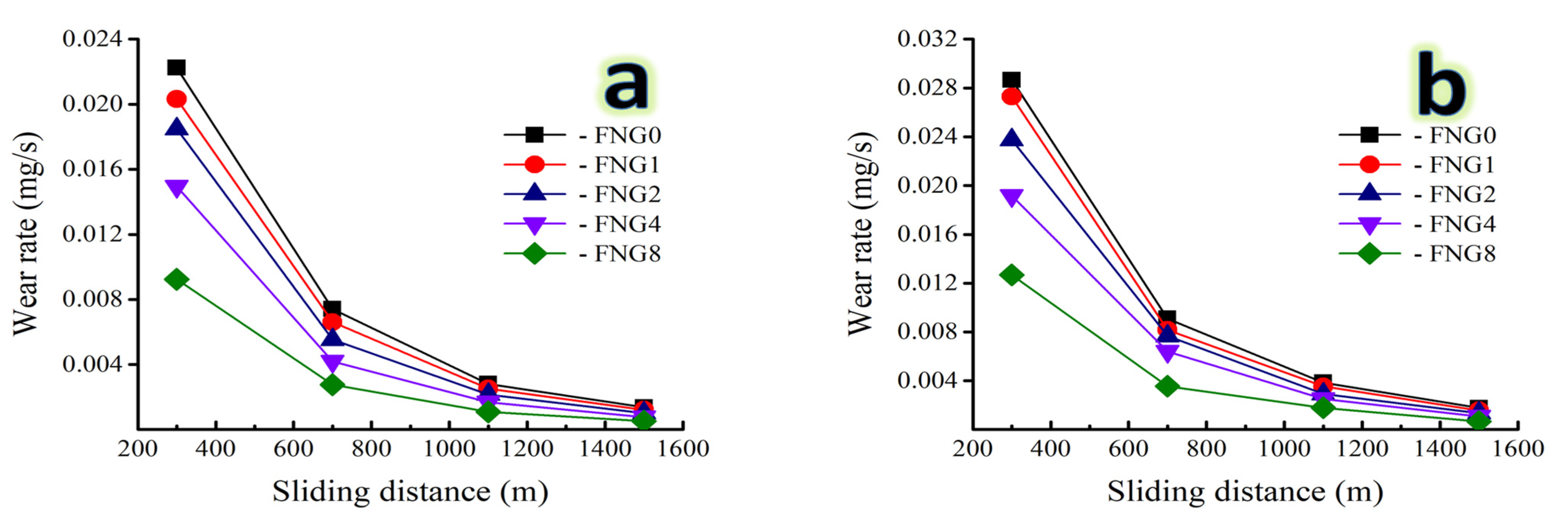
- The Fe alloy’s wear resistance was considerably enhanced by introducing hybrid reinforcement and increased sliding slip, which decreased with increasing applied stresses. The wear rates for the FNG0 and FNG8 samples were 0.0222 and 0.0092 mg/s, respectively, after a sliding distance of 300 m and an applied force of 10 N, while the wear rates were 0.00138 and 0.00052 mg/s, respectively, after a sliding distance of 1500 m at the same applied load.
- Based on the promising results obtained, it can be concluded that the prepared nanocomposites can be useful for application in automobile brakes, gear boxes, and wind turbines.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Popescu, I.; Ghiţă, C.; Bratu, V.; Navarro, G.P. Tribological behaviour and statistical experimental design of sintered iron–copper based composites. Appl. Surf. Sci. 2013, 285, 72–85. [Google Scholar] [CrossRef]
- Li, C.; Li, Y.; Wang, J.; Li, B.; Yi, D.; Shi, J.; Zheng, Q.; Gao, Y.; Zhao, S. Microstructure and mechanical properties of Fe matrix composites reinforced by nickel–chromium double-layer coated ZTAP ceramics. Ceram. Int. 2020, 46, 16993–17002. [Google Scholar] [CrossRef]
- Li, Y.; Li, C.; Tang, S.; Zheng, Q.; Wang, J.; Zhang, Z.; Wang, Z. Interfacial Bonding and Abrasive Wear Behavior of Iron Matrix Composite Reinforced by Ceramic Particles. Materials 2019, 12, 3646. [Google Scholar] [CrossRef] [Green Version]
- Stefanescu, M.; Stoia, M.; Dippong, T.; Stefanescu, O.; Barvinschi, P. Preparation of CoXFe3–XO4 Oxydic System Startingfrom Metal Nitrates and Propanediol. Acta Chim. Slov. 2009, 56, 379–385. [Google Scholar]
- Shi, H.; Duan, L.; Tan, S.; Fang, X. Influence of pre-alloying on Fe-Cu based metal matrix composite. J. Alloys Compd. 2021, 868, 159134. [Google Scholar] [CrossRef]
- Raghav, G.; Suraj, R.; Chandran, V.; Sujith, R.; Dev, A.; Vishnu, H. Characterization and analysis of Fe-Co based hybrid composites. Mater. Today Proc. 2021, 47, 5194–5198. [Google Scholar] [CrossRef]
- Barvinschi, P.; Stefanescu, O.; Dippong, T.; Sorescu, S.; Stefanescu, M. CoFe2O4/SiO2 nanocomposites by thermal decomposition of some complex combinations embedded in hybrid silica gels. J. Therm. Anal. Calorim. 2012, 112, 447–453. [Google Scholar] [CrossRef]
- Wang, X.; Li, D.; Li, N.; Wang, R. Growth behavior of intermetallic compounds in Fe/Sn diffusion couples. J. Mater. Sci. Mater. Electron. 2019, 30, 12639–12646. [Google Scholar] [CrossRef]
- Jin, H.; Ji, R.; Dong, T.; Liu, S.; Zhang, F.; Zhao, L.; Ma, C.; Cai, B.; Liu, Y. Efficient fabrication and characterization of Ni-Fe-WC composite coatings with high corrosion resistance. J. Mater. Res. Technol. 2022, 16, 152–167. [Google Scholar] [CrossRef]
- de Paula Barbosa, A.; Bobrovnitchii, G.; Skury, A.; de Silva Guimarães, R.; Filgueira, M. Structure, microstructure and mechanical properties of PM Fe–Cu–Co alloys. Mater. Des. 2010, 31, 522–526. [Google Scholar] [CrossRef]
- Crozet, C.; Verdier, M.; Lay, S.; Antoni-Zdziobek, A. Effect of Cooling Rates on γ → α Transformation and Metastable States in Fe–Cu Alloys with Addition of Ni. Met. Mater. Int. 2018, 24, 681–692. [Google Scholar] [CrossRef]
- Lachowski, J.; Borowiecka-Jamrozek, J. Microstructure and Mechanical Properties of Fe-Cu-Ni Sinters Prepared by Ball Milling and Hot Pressing. Defect Diffus. Forum 2020, 405, 379–384. [Google Scholar]
- Xu, Y.; Jiang, J.; Yang, Z.; Zhao, Q.; Chen, Y.; Zhao, Y. The Effect of Copper Content on the Mechanical and Tribological Properties of Hypo-, Hyper- and Eutectoid Ti-Cu Alloys. Materials 2020, 13, 3411. [Google Scholar] [CrossRef]
- Mutlu, I.; Yeniyol, S.; Oktay, E. Characterisation of corrosion properties of Ti–Nb–Cu alloy foam by electrochemical impedance spectroscopy method. Corros. Eng. Sci. Technol. 2016, 51, 110–117. [Google Scholar] [CrossRef]
- Şap, S.; Uzun, M.; Usca, Ü.; Pimenov, D.; Giasin, K. Wojciechowski. Investigation on microstructure, mechanical, and tribological performance of Cu base hybrid composite materials. J. Mater. Res. Technol. 2021, 15, 6990–7003. [Google Scholar] [CrossRef]
- Pizzatto, A.; Teixeira, M.; Rabelo, A.; Falcade, T.; Scheid, A. Microstructure and Wear Behavior of NbC-Reinforced Ni-Based Alloy Composite Coatings by Laser Cladding. Mater. Res. 2021, 24, e20200447. [Google Scholar] [CrossRef]
- Wu, L.; Wang, Y.; Yan, Z.; Zhang, J.; Xiao, F.; Liao, B. The phase stability and mechanical properties of Nb–C system: Using first-principles calculations and nano-indentation. J. Alloy Compd. 2013, 561, 220–227. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Elsheikh, A.H.; Taha, M.A. The effect of TaC and NbC hybrid and mono-nanoparticles on AA2024 nanocomposites: Microstructure, strengthening, and artificial aging. Nanotechnol. Rev. 2022, 11, 2513–2525. [Google Scholar] [CrossRef]
- Pai, A.; Sharma, S.S.; D’Silva, R.E.; Nikhil, R.G. Effect of graphite and granite dust particulates as micro-fillers on tribological performance of Al 6061-T6 hybrid composites. Tribol. Int. 2015, 92, 462–471. [Google Scholar] [CrossRef]
- Saminathan, S.; Lakshmipathy, J. Experimental Investigation and Prediction Analysis on Granite/SiC Reinforced Al7050 and Al7075 Using Hybrid Deep Neural Network Based Salp Swarm Optimization. Silicon 2021, 14, 5887–5903. [Google Scholar] [CrossRef]
- Shu, G.J.; Huang, C.J.; Chien, W.X.; Wang, P.; Wu, M.W. The Microstructure of Fe-Based Laminated Metal Composite Produced by Powder Metallurgy. Materials 2021, 14, 6533. [Google Scholar] [CrossRef] [PubMed]
- Alsoruji, G.; Moustafa, E.B.; Alzahrani, M.B.; Taha, M.A. Preparation of Silicon Bronze-Based Hybrid Nanocomposites with Excellent Mechanical, Electrical, and Wear Properties by Adding the Ti3AlC2 MAX Phase and Granite Via Powder Metallurgy. Silicon 2022. [Google Scholar] [CrossRef]
- Hakam, R.A.; Taha, M.A.A. Youness Review on Using Powder Metallurgy Method for Production of Metal-Based Nanocomposites. Egypt. J. Chem. 2021, 64, 7215–7222. [Google Scholar]
- Youness, R.A.; Ibrahim, M.A.; Taha, M.A. Evaluation of the electrical and dielectric behavior of the apatite layer formed on the surface of hydroxyapatite/hardystonite/copper oxide hybrid nanocomposites for bone repair applications. Ceram. Int. 2022, 48, 19837–19850. [Google Scholar] [CrossRef]
- Cipolloni, G.; Pellizzari, M. Spark plasma sintering of copper matrix composites reinforced with TiB2 particles. Materials 2020, 13, 2602. [Google Scholar]
- AbuShanab, W.S.; Moustafa, E.B.; Ghandourah, E.; Taha, M.A. The Effect of Different Fly Ash and Vanadium Carbide Contents on the Various Properties of Hypereutectic Al-Si Alloys-Based Hybrid Nanocomposites. Silicon 2022, 14, 5367–5377. [Google Scholar] [CrossRef]
- Youness, R.A.; Amer, M.S.; Taha, M.A. Tribo-mechanical measurements and in vivo performance of zirconia-containing biphasic calcium phosphate material implanted in a rat model for bone replacement applications. Mater. Chem. Phys. 2022, 285, 126085. [Google Scholar] [CrossRef]
- Sadek, H.E.H.; Hessien, M.A.; El-Shakour, Z.A.; Taha, M.A.; Khattab, R.M. The effect of sintering on the properties of magnesia-granite sludge ceramics shaped by temperature-induced forming. J. Mater. Res. Technol. 2021, 11, 264–273. [Google Scholar] [CrossRef]
- Fayad, A.M.; Fathi, A.M.; El-Beih, A.A.; Taha, M.A.; Abdel-Hameed, S.A.M. Effect of ZnO addition on struc-ture, bioactivity, and corrosion protection of mica-fluorapatite glass/glass-ceramic. J. Aust. Ceram. Soc. 2021, 57, 1241–1253. [Google Scholar]
- Taha, M.A.; Youness, R.A.; Zawrah, M.F. Phase composition, sinterability and bioactivity of amorphous nano-CaO-SiO2-CuO powder synthesized by sol-gel technique. Ceram. Int. 2020, 46, 24462–24471. [Google Scholar] [CrossRef]
- Abulyazied, D.E.; Alturki, A.M.; Youness, R.A.; Abomostafa, H.M. Synthesis, Structural and Biomedical Characterization of Hydroxyapatite/Borosilicate Bioactive Glass Nanocomposites. J. Inorg. Organomet. Polym. Mater. 2021, 31, 4077–4092. [Google Scholar] [CrossRef]
- Bezzina, S.; Moustafa, E.B.; Taha, M.A. Effects of metastable θ′ precipitates on the strengthening, wear and electrical behaviors of Al 2519-SiC/fly ash hybrid nanocomposites synthesized by powder metallurgy technique. Silicon 2022, 14, 8381–8395. [Google Scholar] [CrossRef]
- Taha, M.A.; Zawrah, M.F.; Abomostafa, H.M. Fabrication of Al/Al2O3/SiC/graphene hybrid nanocomposites from Al-dross by powder metallurgy: Sinterability, mechanical and electrical properties. Ceram. Int. 2022, 48, 20923–20932. [Google Scholar] [CrossRef]
- Alazwari, M.A.; Moustafa, E.B.; Khoshaim, A.B.; Taha, M.A. Mechanical and wear evolution of in situ synthesized Ti–Cu alloy matrix hybrid composite reinforced by low-cost activated carbon and silica fume waste ceramic for industrial applications. J. Mater. Res. Technol. 2023, 22, 2284–2296. [Google Scholar] [CrossRef]
- Taha, M.A.; Zawrah, M.F. Effect of nano ZrO2 on strengthening and electrical properties of Cu-matrix nanocomposits prepared by mechanical alloying. Ceram. Int. 2017, 43, 12698–12704. [Google Scholar] [CrossRef]
- Hesabi, Z.R.; Simchi, A.; Reihani, S.S.M. Structural evolution during mechanical milling of Na- nometric and micrometric Al2O3 reinforced Al matrix composite. Mater. Sci. Eng. A 2006, 428, 159–168. [Google Scholar] [CrossRef]
- Essam, B.M.; Taha, M.A. Preparation of high strength graphene reinforced Cu-based nanocomposites via mechanical alloying method: Microstructural, mechanical and electrical properties. Appl. Phys. A 2020, 126, 220. [Google Scholar]
- Moustafa, E.B.; Alazwari, M.A.; Abushanab, W.S.; Ghandourah, E.I.; Mosleh, A.O.; Ahmed, H.M.; Taha, M.A. Influence of Friction Stir Process on the Physical, Microstructural, Corrosive, and Electrical Properties of an Al–Mg Alloy Modified with Ti–B Additives. Materials 2022, 15, 835. [Google Scholar] [CrossRef]
- Reddy, M.P.; Shakoor, R.A.; Parande, G.; Manakari, V.; Ubaid, F.; Mohamed, A.M.A.; Gupta, M. Enhanced performance of nano-sized SiC reinforced Al metal matrix nanocomposites synthesized through microwave sintering and hot extrusion techniques. Prog. Nat. Sci. Mater. Int. 2017, 27, 606–614. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Ghandourah, E.; Youness, R.A.; Melaibari, A.A.; Taha, M.A. Ultralight Functionally Graded Hybrid Nanocomposites Based on Yttrium and Silica-Reinforced Mg10Li5Al Alloy: Thermal and Tribomechanical Properties. Materials 2022, 15, 9052. [Google Scholar] [CrossRef]
- AbuShanab, W.S.; Moustafa, E.B.; Ghandourah, E.; Taha, M.A. Effect of graphene nanoparticles on the physical and mechanical properties of the Al2024-graphene nanocomposites fabricated by powder metallurgy. Results Phys. 2020, 19, 103343. [Google Scholar] [CrossRef]
- Roy, D.A.R.; Cheng, J.; Mathis, M. Microwave processing: Truimph of applications-driven science in WC-composites and ferroic titanate. Ceram. Trans. 1997, 80, 3–26. [Google Scholar]
- Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nano-Particles—A Review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef] [Green Version]
- Moustafa, E.B.; Mikhaylovskaya, A.V.; Taha, M.A.; Mosleh, A.O. Improvement of the microstructure and mechanical properties by hybridizing the surface of AA7075 by hexagonal boron nitride with carbide particles using the FSP process. J. Mater. Res. Technol. 2022, 17, 1986–1999. [Google Scholar] [CrossRef]
- Guo, H.; Zhang, Z. Processing and strengthening mechanisms of boron-carbide-reinforced aluminum matrix composites. Met. Powder Rep. 2018, 73, 62–67. [Google Scholar] [CrossRef]
- Khazaal, S.M.; Nimer, N.S.M.; Szabolcs, S.; Al Ansari, S.; Abdulsamad, H.J. Study of manufacturing and material properties of the hybrid composites with metal matrix as tool materials. Results Eng. 2022, 16, 100647. [Google Scholar] [CrossRef]
- Kheradmand, A.B.; Fattahi, M.R.; Tayebi, M.; Hamawandi, B. Tribological Characterization of Reinforced Fe Matrix Composites with Hybrid Reinforcement of C, Cu, and SiC Particulates. Crystals 2022, 12, 598. [Google Scholar] [CrossRef]
- Rao, C.S.P.; Kumar, G.B.V.; Selvaraj, N. Mechanical and Tribological Behavior of Particulate Reinforced Aluminum Metal Matrix Composites—A review. J. Miner. Mater. Charact. Eng. 2011, 10, 59–91. [Google Scholar]
- Yigezu, B.S.; Jha, P.K.; Mahapatra, M.M. Effect of Sliding Distance, Applied Load, and Weight Percentage of Reinforcement on the Abrasive Wear Properties of In Situ Synthesized Al–12%Si/TiC Composites. Tribol. Trans. 2013, 56, 546–554. [Google Scholar] [CrossRef]
- Butola, R.; Tyagi, L.; Singari, R.M.; Murtaza, Q.; Kumar, H.; Nayak, D. Mechanical and wear performance of Al/SiC surface composite prepared through friction stir processing. Mater. Res. Express 2021, 8, 016520. [Google Scholar] [CrossRef]
- Aktaş, B.; Açıkgöz, A.; Demircan, G.; Amasyalı, F.; Akdemir, F. Wear Behaviour of B4C Reinforced Fe Based Composites Produced by Powder Metallurgy. In Proceedings of the Internatinonal Conference on Materials Science, Mechanical and Automotive Engineerings and Technology, Cappadocia, Turkey, 21–23 June 2019; pp. 492–496. [Google Scholar]
- Zhang, X.; Yang, J.; Ma, J.; Bi, Q.; Cheng, J.; Liang, Y.; Liu, W. Microstructures and mechanical properties of Fe–28Al–5Cr/TiC composites produced by hot-pressing sintering. Mater. Sci. Eng. A 2011, 528, 6819–6824. [Google Scholar] [CrossRef]
- Tang, Y.; Liu, H.; Zhao, H.; Liu, L.; Wu, Y. Friction and wear properties of copper matrix composites reinforced with short carbon fibers. Mater. Des. 2008, 29, 257–261. [Google Scholar] [CrossRef]
- Sarmadi, H.; Kokabi, A.H.; Reihani, S.M.S. Friction and wear performance of copper–graphite surface composites fabricated by friction stir processing (FSP). Wear 2013, 304, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Xian, Y.; Zou, Z.; Tu, C.; Ding, Y.; Liao, T.; Zhang, F.; Luo, Q.; Wu, G.; Gao, G. Identifying the effects of cobalt addition in copper-graphene nanoplatelet composites towards improved tribological performance. J. Alloys Compd. 2020, 835, 155444. [Google Scholar] [CrossRef]
- Zhu, C.; Li, R. The Wear Performance of Cu-Based Composites Reinforced with Boron Nitride Nanosheets. Materials 2022, 15, 5282. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Mn | Al | P | Others |
|---|---|---|---|---|---|---|
| wt.% | 99.78 | 0.06 | 0.04 | 0.03 | 0.02 | 0.07 |
| Element | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | TiO2 | Residue |
|---|---|---|---|---|---|---|---|---|
| wt.% | 62.89 | 18.19 | 6.19 | 4.97 | 2.64 | 3.42 | 1.58 | 0.12 |
| Sample Code | Composition (Vol.%) | |||
|---|---|---|---|---|
| Fe | Cu | NbC | Granite | |
| FNG0 | 93 | 10 | 0 | 0 |
| FNG1 | 91 | 10 | 0.5 | 1 |
| FNG2 | 89 | 10 | 1 | 2 |
| FNG4 | 85 | 10 | 2 | 4 |
| FNG8 | 77 | 10 | 4 | 8 |
| Sample | Crystal Size (nm) | Lattice Strain (%) | Dislocation Density (%) |
|---|---|---|---|
| FNG0 | 32.47 | 0.2882 | 9.49 × 10−4 |
| FNG1 | 30.26 | 0.3092 | 10.92 × 10−4 |
| FNG2 | 27.18 | 0.3443 | 13.54 × 10−4 |
| FNG4 | 22.77 | 0.4110 | 19.30 × 10−4 |
| FNG8 | 17.82 | 0.5251 | 31.49 × 10−4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Issa, S.A.M.; Almutairi, A.M.; Albalawi, K.; Dakhilallah, O.K.; Zakaly, H.M.H.; Ene, A.; Abulyazied, D.E.; Ahmed, S.M.; Youness, R.A.; Taha, M.A. Production of Hybrid Nanocomposites Based on Iron Waste Reinforced with Niobium Carbide/Granite Nanoparticles with Outstanding Strength and Wear Resistance for Use in Industrial Applications. Nanomaterials 2023, 13, 537. https://doi.org/10.3390/nano13030537
Issa SAM, Almutairi AM, Albalawi K, Dakhilallah OK, Zakaly HMH, Ene A, Abulyazied DE, Ahmed SM, Youness RA, Taha MA. Production of Hybrid Nanocomposites Based on Iron Waste Reinforced with Niobium Carbide/Granite Nanoparticles with Outstanding Strength and Wear Resistance for Use in Industrial Applications. Nanomaterials. 2023; 13(3):537. https://doi.org/10.3390/nano13030537
Chicago/Turabian StyleIssa, Shams A. M., Abeer M. Almutairi, Karma Albalawi, Ohoud K. Dakhilallah, Hesham M. H. Zakaly, Antoaneta Ene, Dalia E. Abulyazied, Sahar M. Ahmed, Rasha A. Youness, and Mohammed A. Taha. 2023. "Production of Hybrid Nanocomposites Based on Iron Waste Reinforced with Niobium Carbide/Granite Nanoparticles with Outstanding Strength and Wear Resistance for Use in Industrial Applications" Nanomaterials 13, no. 3: 537. https://doi.org/10.3390/nano13030537