
Enhancing Strength and Ductility of a Ni-26.6Co-18.4Cr-4.1Mo-2.3Al-0.3Ti-5.4Nb Alloy via Nanosized Precipitations, Stacking Faults, and Nanotwins



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results
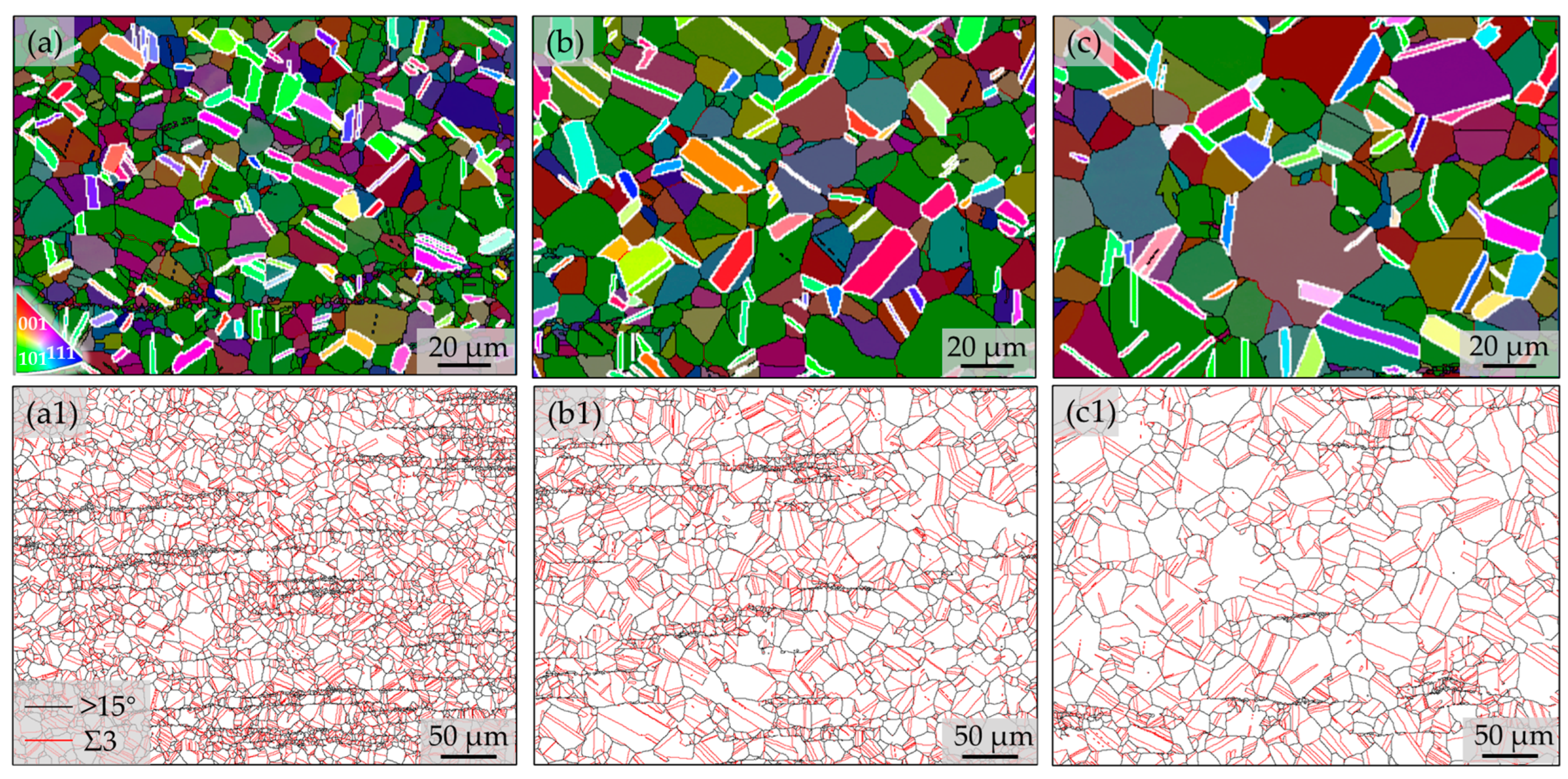
3.1. Microstructures
3.2. Mechanical Properties
4. Discussion
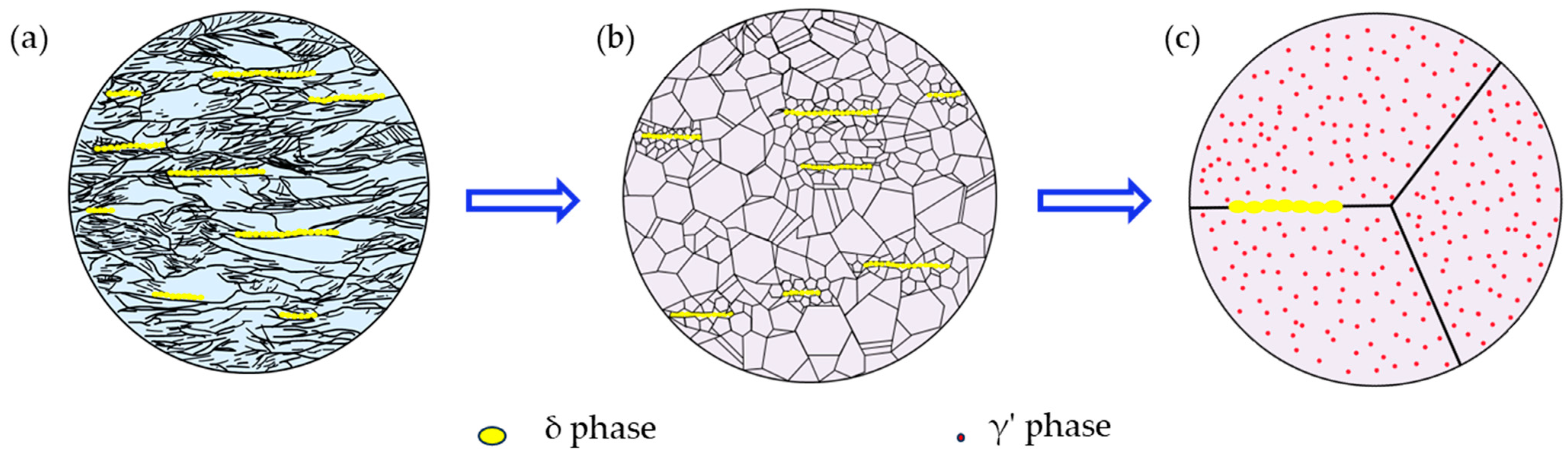
4.1. Microstructural Evolution
4.2. Strengthening Mechanisms
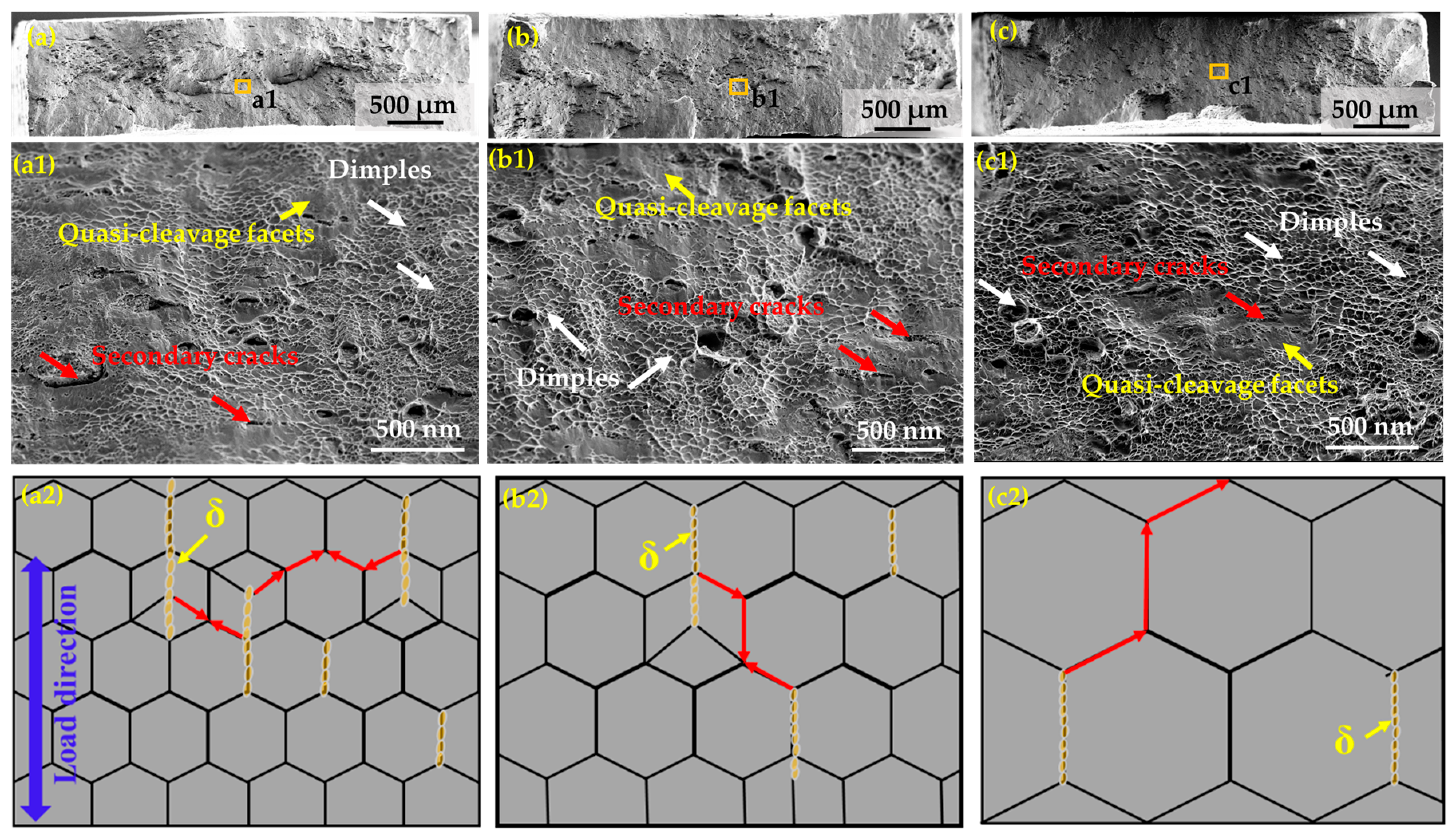
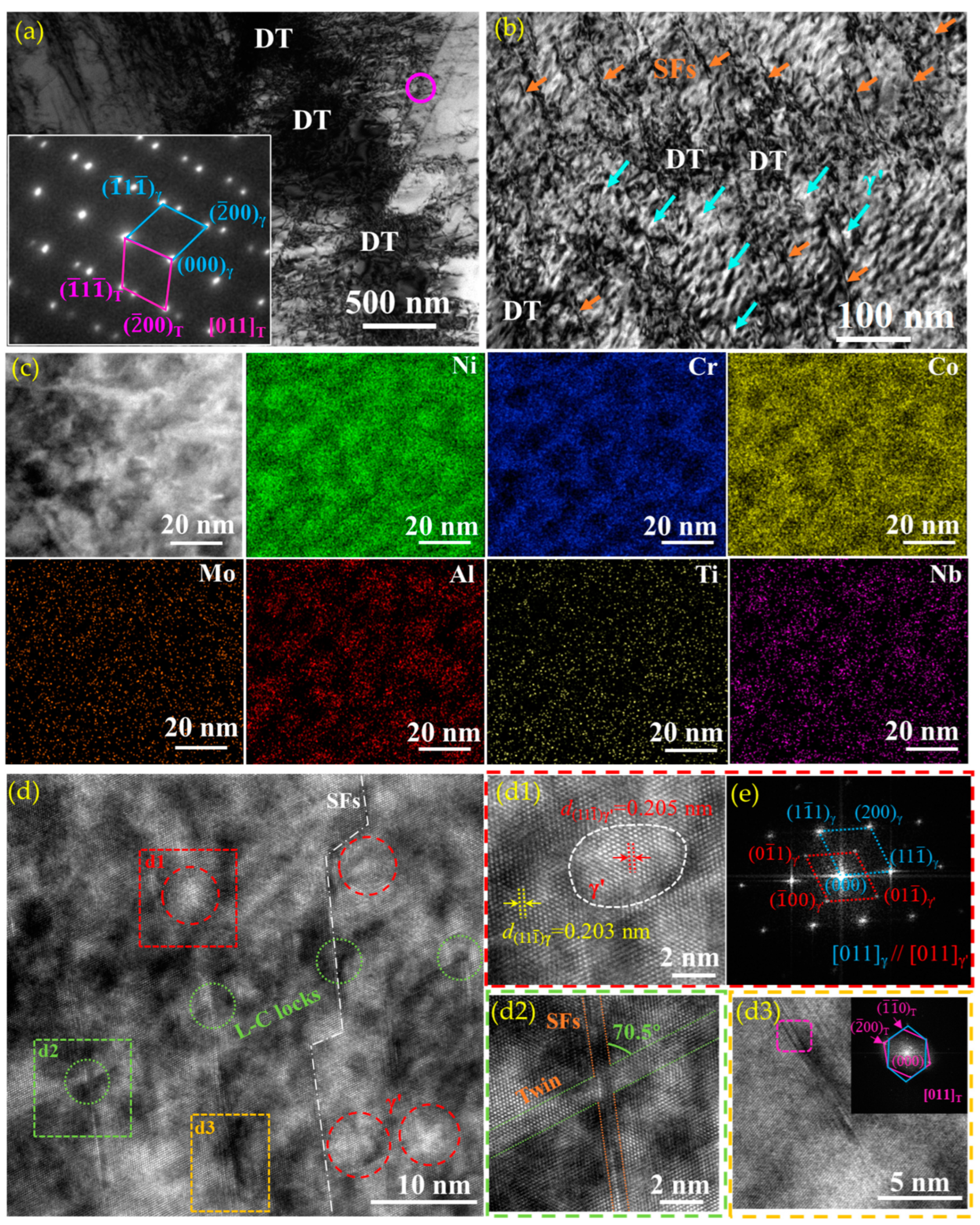
4.3. Deformation Mechanisms
5. Conclusions
- (1)
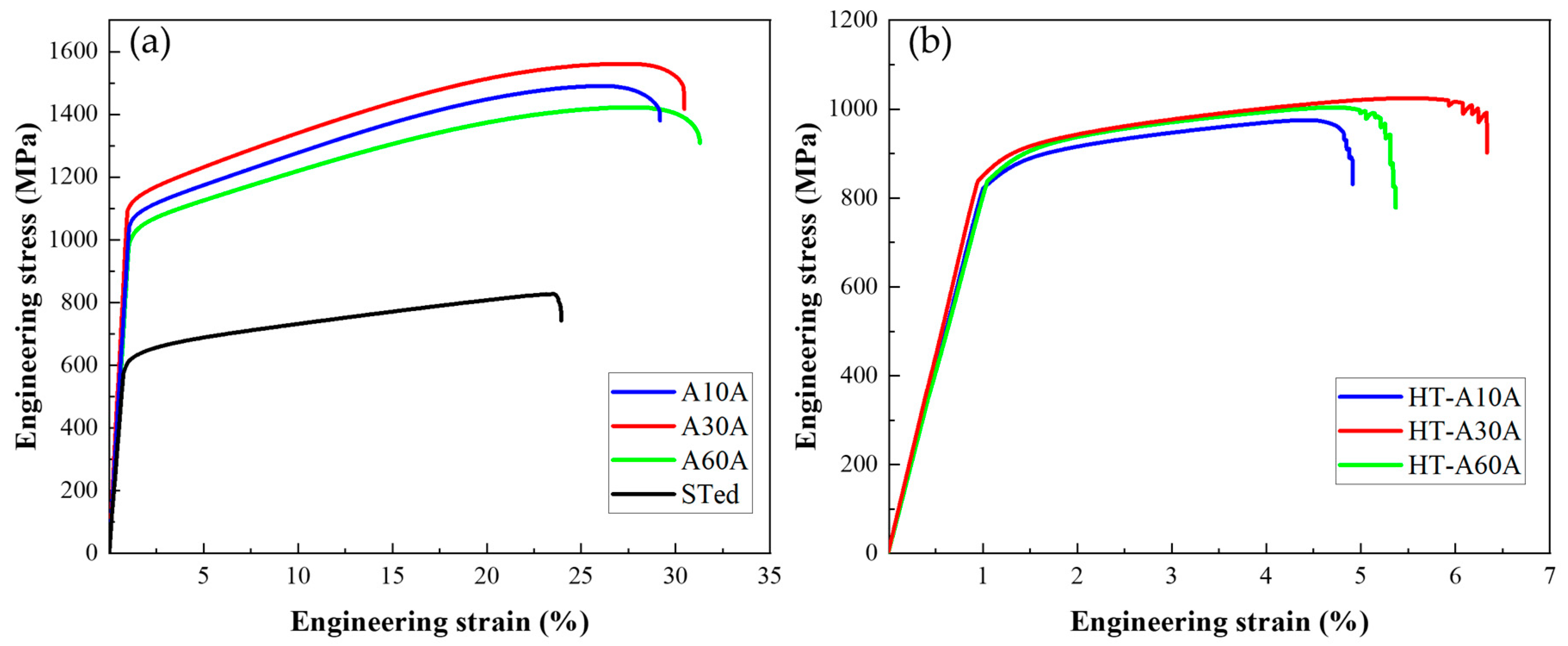
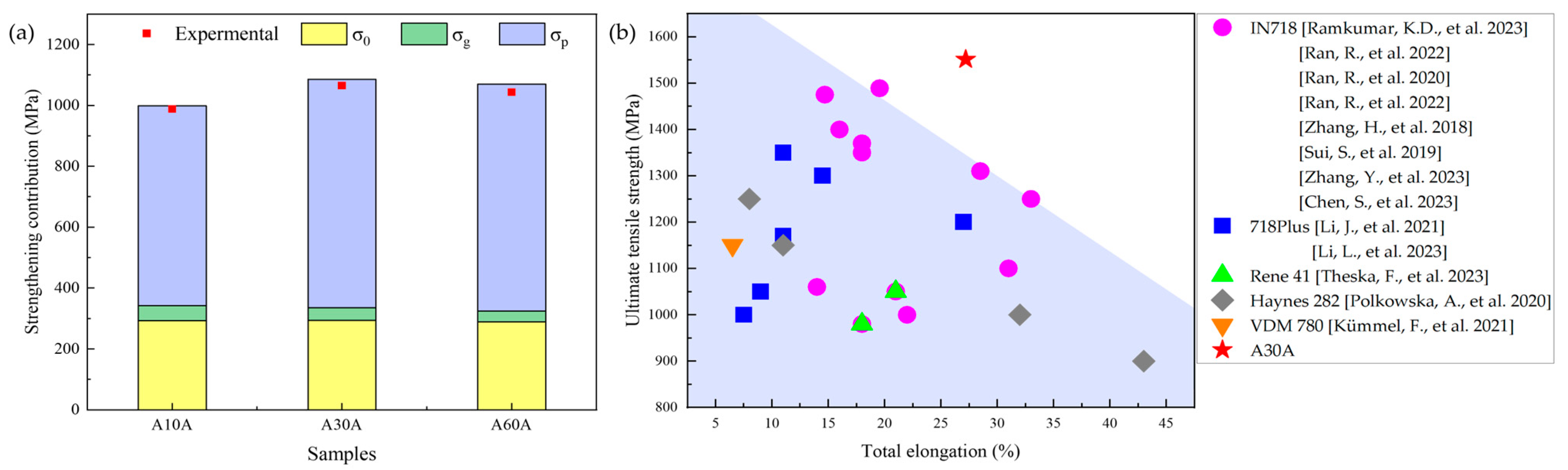
- At room temperature, the as-prepared A30A alloy shows an ultrahigh yield strength of 1093 MPa, ultimate tensile strength of 1561 MPa, and good ductility of 29%. Compared with the STed alloy, the yield strength and ultimate tensile strength of the A30A alloy increase by approximately 82% and 85%, respectively. In particular, the ductility significantly increases from 23% to 29%.
- (2)
- At 700 °C, the strengths of the specimens significantly decrease by about 200 MPa in comparison with the values tested at room temperature. The A30A alloy exhibits the highest yield and ultimate tensile strengths of 833 MPa and 1024 MPa, while retaining a good ductility of 6.3%. The main reason for these results can be related to the fact that the local deformation is enhanced, and the homogenous deformation is retarded accordingly at elevated temperature.
- (3)
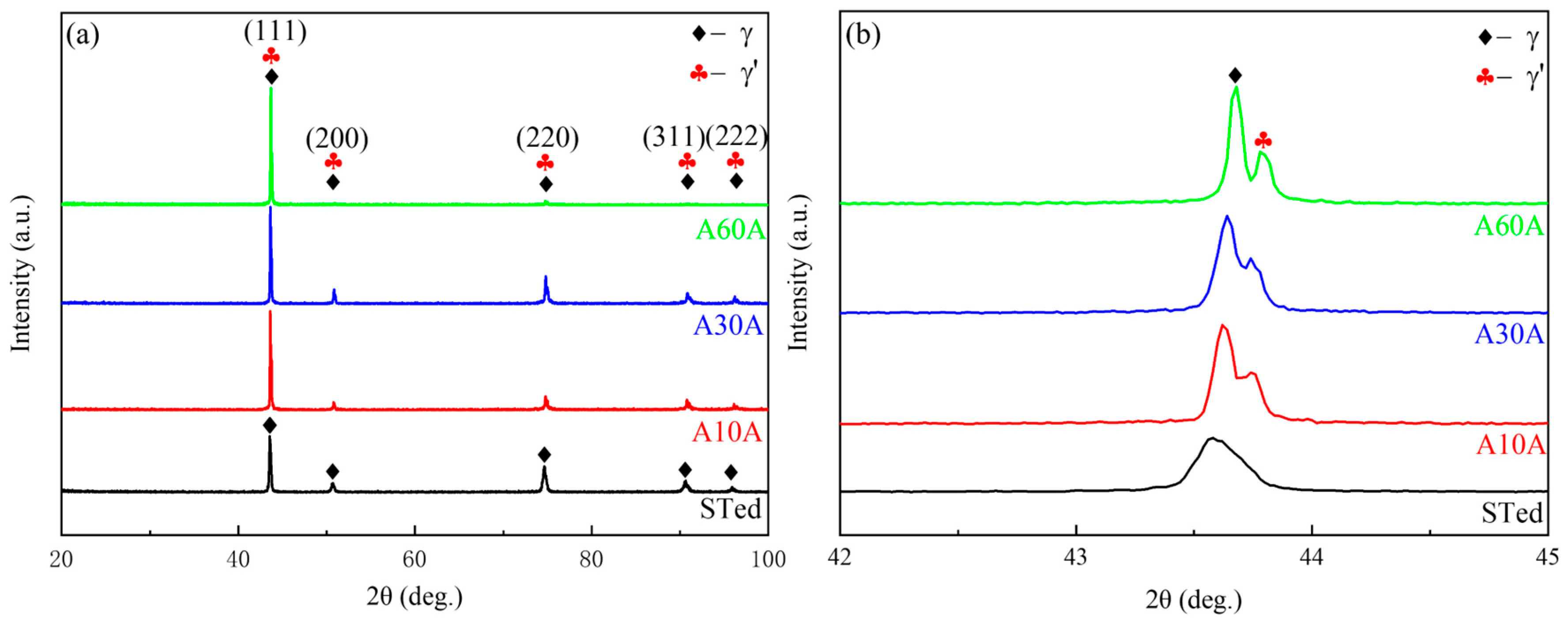
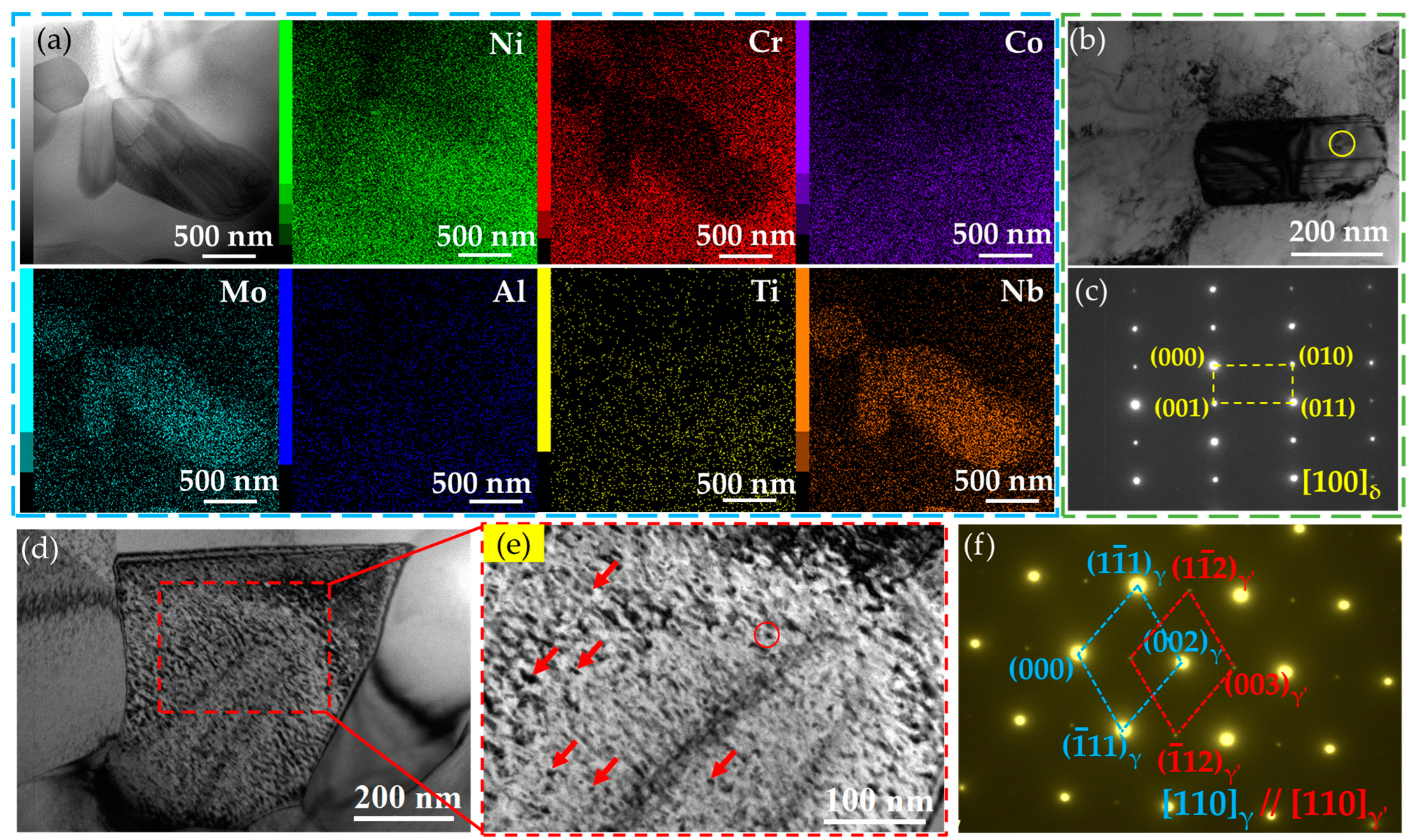
- The main reinforcing phase of the as-prepared Ni-based superalloy is the γ’ precipitates, which have coherent interfaces with the fcc matrix. The enhanced precipitation of the nanosized γ′ particles by heat treatment can reduce the damage to ductility caused by the bulky δ precipitates.
- (4)
- During deformation, the progressive formation of SFs and twins on intersecting planes means that the obstacles to later glides also increase progressively, thus producing high strain-hardening. Consequently, the A30A alloy shows simultaneous increments in strength and ductility compared with the A10A and A60A alloys. The nanoscale twins, dense nanosized γ′ particles, SFs, dislocation networks, and L-C locks are responsible for the ultrahigh strength of the A30A alloy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, Z.; Lu, S.; Harte, A.; Morana, R.; Preuss, M. Strain localisation and failure at twin-boundary complexions in nickel-based superalloys. Nat. Commun. 2020, 11, 4890. [Google Scholar] [CrossRef]
- Zhou, W.; Chen, K.; Wang, Y.; Zhu, Y.; Qin, J.; Zhao, Y.; Wang, Z.; Chen, X.; Zuo, L. Microstructural evolution of grain refinement in superalloy Inconel 718 during low temperature and slow strain rate hot compression. J. Mater. Res. Technol. 2024, 30, 1751–1757. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Sriram, H.; Mukhopadhyay, S.; Kadirvel, K.; Shi, R.; Mills, M.J.; Wang, Y. Formation mechanisms of coprecipitates in Inconel 718 Superalloys. Acta Mater. 2023, 249, 118825. [Google Scholar] [CrossRef]
- Wu, Y.; Li, C.; Xia, X.; Liang, H.; Qi, Q.; Liu, Y. Precipitate coarsening and its effects on the hot deformation behavior of the recently developed γ’-strengthened superalloys. J. Mater. Sci. Technol. 2021, 67, 95–104. [Google Scholar] [CrossRef]
- Fan, L.; Yang, T.; Zhao, Y.L.; Luan, J.H.; Zhou, G.; Wang, H.; Jiao, Z.B.; Liu, C.T. Ultrahigh strength and ductility in newly de-veloped materials with coherent nanolamellar architectures. Nat. Commun. 2020, 11, 6240. [Google Scholar] [CrossRef]
- Kümmel, F.; Kirchmayer, A.; Solís, C.; Hofmann, M.; Neumeier, S.; Gilles, R. Deformation mechanisms in Ni-based superalloys at room and elevated temperatures studied by in situ neutron diffraction and electron microscopy. Metals 2021, 11, 719. [Google Scholar] [CrossRef]
- Sun, Y.; Fu, L.; Fu, Z.; Shan, A.; Lavernia, E.J. Enhanced thermal stability and ductility in a nanostructured Ni-based alloy. Scr. Mater. 2017, 141, 1–5. [Google Scholar] [CrossRef]
- Zhang, H.; Meng, H.; Meng, F.; Tong, Y.; Liaw, P.K.; Yang, X.; Zhao, L.; Wang, H.; Gao, Y.; Chen, S. Magnificent tensile strength and ductility synergy in a NiCoCrAlTi high-entropy alloy at elevated temperature. J. Mater. Res. Technol. 2024, 28, 522–532. [Google Scholar] [CrossRef]
- Shen, Y.F.; Li, X.X.; Sun, X.; Wang, Y.D.; Zuo, L. Twinning and martensite in a 304 austenitic stainless steel. Mater. Sci. Eng. A 2012, 552, 514–522. [Google Scholar] [CrossRef]
- Shen, Y.; Wang, Y.; Liu, X.; Sun, X.; Peng, R.L.; Zhang, S.; Zuo, L.; Liaw, P. Deformation mechanisms of a 20Mn TWIP steel investigated by in situ neutron diffraction and TEM. Acta Mater. 2013, 61, 6093–6106. [Google Scholar] [CrossRef]
- Yuan, Y.; Gu, Y.; Osada, T.; Zhong, Z.; Yokokawa, T.; Harada, H. A new method to strengthen turbine disc superalloys at service temperatures. Scr. Mater. 2012, 66, 884–889. [Google Scholar] [CrossRef]
- Yuan, Y.; Gu, Y.; Cui, C.; Osada, T.; Zhong, Z.; Tetsui, T.; Yokokawa, T.; Harada, H. Influence of Co content on stacking fault energy in Ni–Co base disk superalloys. J. Mater. Res. 2011, 26, 2833–2837. [Google Scholar] [CrossRef]
- Zenk, C.H.; Feng, L.; McAllister, D.; Wang, Y.; Mills, M.J. Shearing mechanisms of co-precipitates in IN718. Acta Mater. 2021, 220, 117305. [Google Scholar] [CrossRef]
- Yang, C.; Hu, R.; Wang, X.; Du, J.; Luo, X.; Bi, Z.; Gan, B. Effect of pre-tensile treatments on the mechanical properties and deformation mechanism of a novel Ni-based superalloy. Mater. Sci. Eng. A 2023, 874, 145063. [Google Scholar] [CrossRef]
- Wang, X.; Ding, Y.; Yu, H.; Bi, Z.; Gao, Y.; Gan, B. High strength and ductility in a novel Ni-based superalloy with γ′ and nanotwins / stacking faults architectures. Mater. Sci. Eng. A 2022, 847, 143293. [Google Scholar] [CrossRef]
- Lu, L.; Shen, Y.; Chen, X.; Qian, L.; Lu, K. Ultrahigh strength and high electrical conductivity in copper. Science 2004, 304, 422–426. [Google Scholar] [CrossRef]
- Shen, Y.F.; Jia, N.; Zuo, L.; Misra, R.D.K. Softening behavior by excessive twinning and adiabatic heating at high strain rate in a Fe-20Mn-0.6C TWIP steel. Acta Mater. 2016, 103, 229–242. [Google Scholar] [CrossRef]
- Christian, J.W.; Mahajan, S. Deformation twining. Prog. Mater. Sci. 1995, 39, 1–157. [Google Scholar] [CrossRef]
- Rae, C.M.F.; Matan, N.; Reed, R.C. The role of stacking fault shear in the primary creep of [001]-oriented single crystal super-alloys at 750 °C and 750 MPa. Mater. Sci. Eng. A 2001, 300, 125–134. [Google Scholar] [CrossRef]
- Kolbe, M. The high temperature decrease of the critical resolved shear stress in nickel-base superalloys. Mater. Sci. Eng. A 2001, 319–321, 383–387. [Google Scholar] [CrossRef]
- An, X.; Wu, S.; Wang, Z.; Zhang, Z. Significance of stacking fault energy in bulk nanostructured materials: Insights from Cu and its binary alloys as model systems. Prog. Mater. Sci. 2019, 101, 1–45. [Google Scholar] [CrossRef]
- Theska, F.; Stanojevic, A.; Oberwinkler, B.; Ringer, S.P.; Primig, S. On conventional versus direct ageing of Alloy 718. Acta Mater. 2018, 156, 116–124. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Arvind, A.V.; Aravinth, K.R.; Srivatson, E.; Ganguly, S. Effect of solutionizing and double ageing treatments on the microstructural characteristics and tensile properties of Inconel 718 welds. J. Mater. Res. Technol. 2023, 26, 6255–6265. [Google Scholar] [CrossRef]
- Ji, Y.; Suo, H.; Liu, J.; Ma, L.; Liu, M.; Shaheen, K.; Wang, Y.; Zhang, Z.; Wang, Q. Effect of stress-relief annealing on rolled texture of nickel-based alloys. J. Alloys Compd. 2022, 903, 163970. [Google Scholar] [CrossRef]
- Yang, X.; Wang, B.; Jiang, W.; Chen, S.-N.; Wang, J. The superplasticity improvement of Inconel 718 through grain refinement by large reduction cold rolling and two-stage annealing. Mater. Sci. Eng. A 2021, 823, 141713. [Google Scholar] [CrossRef]
- Ghica, C.; Solís, C.; Munke, J.; Stark, A.; Gehrmann, B.; Bergner, M.; Rösler, J.; Gilles, R. HRTEM analysis of the high-temperature phases of the newly developed high-temperature Ni-base superalloy VDM 780 Premium. J. Alloys Compd. 2020, 814, 152157. [Google Scholar] [CrossRef]
- Low, Z.K.; Chaise, T.; Bardel, D.; Cazottes, S.; Chaudet, P.; Perez, M.; Nelias, D. A novel approach to investigate delta phase pre-cipitation in cold-rolled 718 alloys. Acta Mater. 2018, 156, 31–42. [Google Scholar] [CrossRef]
- Du, B.; Hu, Z.; Sheng, L.; Cui, C.; Yang, J.; Zheng, Y.; Sun, X. Tensile, creep behavior and microstructure evolution of an as-cast Ni-based K417G polycrystalline superalloy. J. Mater. Sci. Technol. 2018, 34, 1805–1816. [Google Scholar] [CrossRef]
- Liu, W.C.; Yao, M.; Chen, Z.L. Effect of cold rolling on the precipitation behavior of δ phase in INCONEL 718. Met. Mater. Trans. A 1999, 30, 31–40. [Google Scholar] [CrossRef]
- Wang, Y.; Shao, W.; Zhen, L.; Yang, C.; Zhang, X. Tensile deformation behavior of superalloy 718 at elevated temperatures. J. Alloys Compd. 2009, 471, 331–335. [Google Scholar] [CrossRef]
- Xi, N.Y.; Ni, Z.Y.; Fang, X.W.; Zhou, Y.; Tang, K.X.; Zhang, H.K.; Huang, K. Role of δ-phase on Mechanical Behaviors of Addi-tive Manufactured Inconel 718: Detailed Microstructure Analysis and Crystal Plasticity Modelling. Int. J. Plast. 2023, 168, 103708. [Google Scholar] [CrossRef]
- Yang, Y.-F.; Hu, H.-Y.; Min, L.; Sun, Q.-T.; Song, M.; Zhu, M.-L.; Wen, J.-F.; Tu, S.-T. Failure mechanism and life correlation of Inconel 718 in high and very high cycle fatigue regimes. Int. J. Fatigue 2023, 175, 107764. [Google Scholar] [CrossRef]
- Hughes, D.; Hansen, N. Microstructure and strength of nickel at large strains. Acta Mater. 2000, 48, 2985–3004. [Google Scholar] [CrossRef]
- Pereloma, E.; Cortie, D.; Singh, N.; Casillas, G.; Niessen, F. Uncovering the mechanism of dislocation interaction with nanoscale (<4 nm) interphase precipitates in microalloyed ferritic steels. Mater. Res. Lett. 2020, 8, 341–347. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Ramakrishnan, N. An analytical study on strengthening of particulate reinforced metal matrix composites. Acta Mater. 1996, 44, 69–77. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Ran, R.; Wang, Y.; Zhang, Y.-X.; Fang, F.; Xia, Y.-K.; Zhang, W.-N.; Yuan, G.; Wang, G.-D. Alleviating segregation and enhancing tensile properties of Inconel 718 superalloy by twin-roll casting and two-stage cold rolling. J. Mater. Res. Technol. 2022, 20, 1216–1225. [Google Scholar] [CrossRef]
- Ran, R.; Wang, Y.; Zhang, Y.X.; Fang, F.; Wang, H.S.; Yuan, G.; Wang, G.D. Microstructure, precipitates and mechanical proper-ties of Inconel 718 alloy produced by two-stage cold rolling method. Mater. Sci. Eng. A 2020, 793, 139860. [Google Scholar] [CrossRef]
- Ran, R.; Wang, Y.; Zhang, Y.X.; Fang, F.; Xia, Y.K.; Zhang, W.N.; Yuan, G.; Wang, G.D. Two-stage annealing treatment to uni-formly refine the microstructure, tailor δ precipitates and improve tensile properties of Inconel 718 alloy. Mater. Sci. Eng. A 2022, 927, 166820. [Google Scholar]
- Zhang, H.; Li, C.; Guo, Q.; Ma, Z.; Huang, Y.; Li, H.; Liu, Y. Hot tensile behavior of cold-rolled Inconel 718 alloy at 650 °C: The role of δ phase. Mater. Sci. Eng. A 2018, 722, 136–146. [Google Scholar] [CrossRef]
- Sui, S.; Tan, H.; Chen, J.; Zhong, C.L.; Li, Z.; Fan, W.; Gasser, A.; Huang, W.D. The influence of Laves phases on the room tem-perature tensile properties of Inconel 718 fabricated by powder feeding laser additive manufacturing. Acta Mater. 2019, 164, 413–427. [Google Scholar] [CrossRef]
- Zhang, Y.; Lan, L.; Zhao, Y. Effect of precipitated phases on the mechanical properties and fracture mechanisms of Inconel 718 alloy. Mater. Sci. Eng. A 2023, 864, 144598. [Google Scholar] [CrossRef]
- Chen, S.; He, Z.; Xiao, J.; Gai, S.; Wang, Z.; Li, J. Modified heat treatment and related microstructure-mechanical property evolution of arc melting additively manufactured GH4169 Ni- based superalloy. J. Alloys Compd. 2023, 947, 169449. [Google Scholar] [CrossRef]
- Li, J.; Ding, R.; Guo, Q.Y.; Li, C.; Liu, Y.C.; Wang, Z.M.; Li, H.J.; Liu, C.X. Effect of solution cooling rate on microstructure evolu-tion and mechanical properties of Ni-based superalloy ATI 718Plus. Mater. Sci. Eng. A 2021, 812, 141113. [Google Scholar] [CrossRef]
- Li, L.; Ren, Y.; Chang, S.; Li, M.; Lin, S.; Wang, M. Evaluation of the ATI 718Plus repaired by laser metal deposition under heat treatment regimes: Microstructures, mechanical properties, and their heterogeneity. Mater. Sci. Eng. A 2023, 885, 145540. [Google Scholar] [CrossRef]
- Theska, F.; Street, S.; Lison-Pick, M.; Primig, S. Grain boundary microstructure-property relationships in the cast & wrought Ni-based superalloy René 41 with boron and carbon additions. Acta Mater. 2023, 258, 119235. [Google Scholar] [CrossRef]
- Polkowska, A.; Lech, S.; Polkowski, W. The effect of cold rolling degree on microstructure, crystallographic texture and me-chanical properties of Haynes® 282® wrought nickel superalloy. Mater. Sci. Eng. A. 2020, 787, 139478. [Google Scholar] [CrossRef]
- Kienl, C.; León-Cázares, F.D.; Rae, C.M. Deformation twinning during high temperature compression tests of the Ni-base superalloy ATI 718Plus®. Acta Mater. 2022, 225, 115743. [Google Scholar] [CrossRef]
- Xue, W.; Zhang, H.; Shen, Y.; Jia, N. Manganese controlled transformation and twinning of the nanoscale austenite in low-carbon-medium-Mn steel. Mater. Sci. Eng. A 2022, 829, 142162. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Z.; Liu, X.; Li, H.; Zhang, E.; Bai, G.; Xu, H.; Liu, X.; Zhang, X. Strength, plasticity and coercivity tradeoff in soft magnetic high-entropy alloys by multiple coherent interfaces. Acta Mater. 2023, 254, 118970. [Google Scholar] [CrossRef]
- Wu, X.L.; Zhu, Y.T.; Wei, Y.G.; Wei, Q. Strong Strain Hardening in Nanocrystalline Nickel. Phys. Rev. Lett. 2009, 103, 205504. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.H.; Holland, T.B.; Mukherjee, A.K.; Zhang, X.; Wang, H. Direct observation of Lomer-Cottrell Locks during strain hardening in nanocrystalline nickel by in situ TEM. Sci. Rep. 2012, 3, 1061. [Google Scholar] [CrossRef] [PubMed]
- Qi, D.Q.; Fu, B.D.; Du, K.; Yao, T.T.; Cui, C.Y.; Zhang, J.X.; Ye, H.Q. Temperature effects on the transition from Lomer-Cottrell locks to deformation twinning in a NiCo-based superalloy. Scr. Mater. 2016, 125, 24–28. [Google Scholar] [CrossRef]
- Zhang, L.; Hu, Z.H.; Zhang, L.; Wang, H.; Li, J.B.; Li, Z.; Yu, J.X.; Wu, B.L. Enhancing the strength-ductility trade-off in a NiCoCr-based medium-entropy alloy with the synergetic effect of ultra fine precipitates, stacking faults, dislocation locks and twins. Scr. Mater. 2022, 211, 114497. [Google Scholar] [CrossRef]
- Yamakov, V.; Wolf, D.; Phillpot, S.; Gleiter, H. Deformation twinning in nanocrystalline Al by molecular-dynamics simulation. Acta Mater. 2002, 50, 5005–5020. [Google Scholar] [CrossRef]
- Chen, S.; Oh, H.S.; Gludovatz, B.; Kim, S.J.; Park, E.S.; Zhang, Z.; Ritchie, R.O.; Yu, Q. Real-time observations of TRIP-induced ultrahigh strain hardening in a dual-phase CrMnFeCoNi high-entropy alloy. Nat. Commun. 2020, 11, 1–8. [Google Scholar] [CrossRef]
- Ma, Y.; Yuan, F.; Yang, M.; Jiang, P.; Ma, E.; Wu, X. Dynamic shear deformation of a CrCoNi medium-entropy alloy with heter-ogeneous grain structures. Acta Mater. 2018, 148, 407–418. [Google Scholar] [CrossRef]
- Ding, Q.; Bei, H.; Wei, X.; Gao, Y.; Zhang, Z. Nano-twin-induced exceptionally superior cryogenic mechanical properties of a Ni-based GH3536 (Hastelloy X) superalloy. Mater. Today Nano 2021, 14, 100110. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Shen, Y.; Xue, W.; Fan, Z. Enhancing Strength and Ductility of a Ni-26.6Co-18.4Cr-4.1Mo-2.3Al-0.3Ti-5.4Nb Alloy via Nanosized Precipitations, Stacking Faults, and Nanotwins. Nanomaterials 2024, 14, 1296. https://doi.org/10.3390/nano14151296
Zhang J, Shen Y, Xue W, Fan Z. Enhancing Strength and Ductility of a Ni-26.6Co-18.4Cr-4.1Mo-2.3Al-0.3Ti-5.4Nb Alloy via Nanosized Precipitations, Stacking Faults, and Nanotwins. Nanomaterials. 2024; 14(15):1296. https://doi.org/10.3390/nano14151296
Chicago/Turabian StyleZhang, Jingjing, Yongfeng Shen, Wenying Xue, and Zhijian Fan. 2024. "Enhancing Strength and Ductility of a Ni-26.6Co-18.4Cr-4.1Mo-2.3Al-0.3Ti-5.4Nb Alloy via Nanosized Precipitations, Stacking Faults, and Nanotwins" Nanomaterials 14, no. 15: 1296. https://doi.org/10.3390/nano14151296
APA StyleZhang, J., Shen, Y., Xue, W., & Fan, Z. (2024). Enhancing Strength and Ductility of a Ni-26.6Co-18.4Cr-4.1Mo-2.3Al-0.3Ti-5.4Nb Alloy via Nanosized Precipitations, Stacking Faults, and Nanotwins. Nanomaterials, 14(15), 1296. https://doi.org/10.3390/nano14151296