
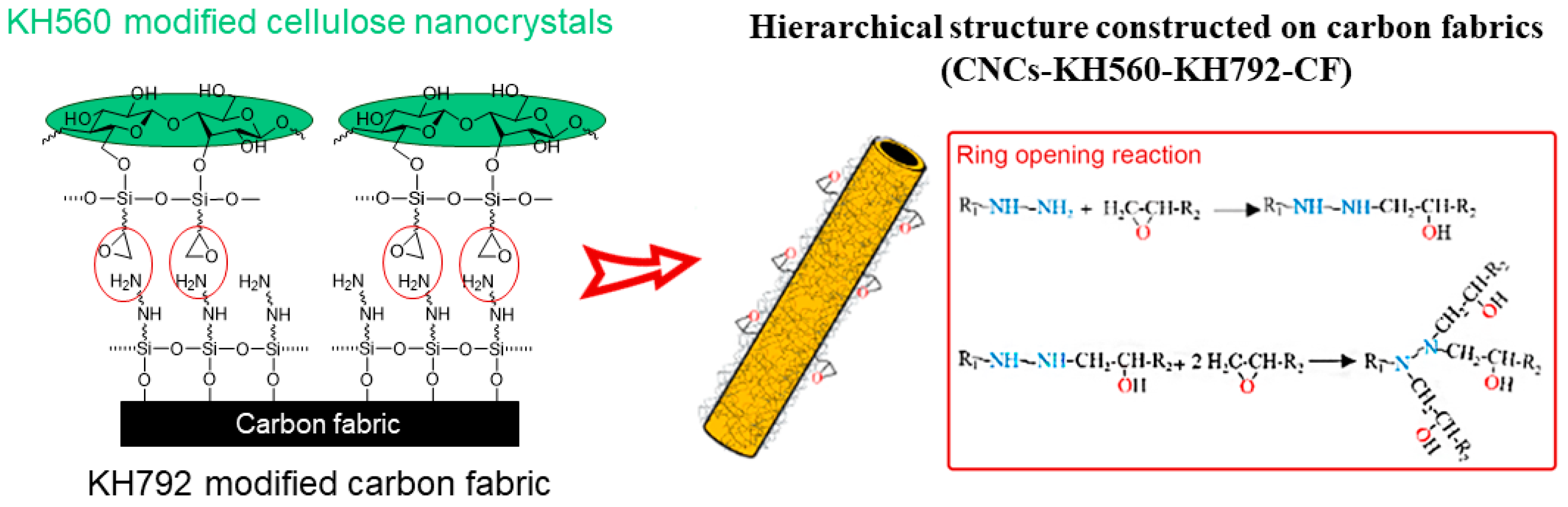
Hierarchical Interfacial Construction by Grafting Cellulose Nanocrystals onto Carbon Fiber for Improving the Mechanical Performance of Epoxy Composites

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
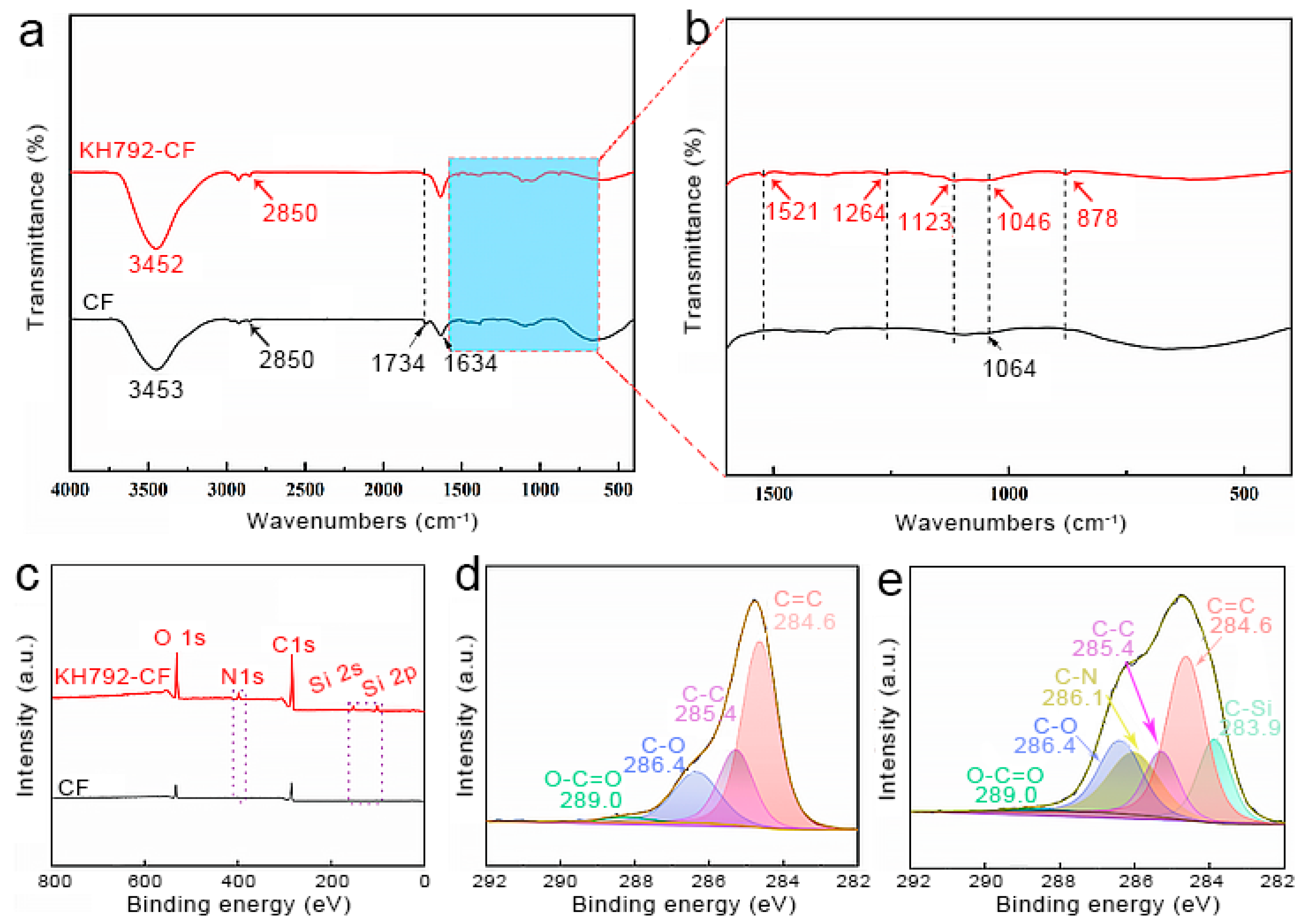
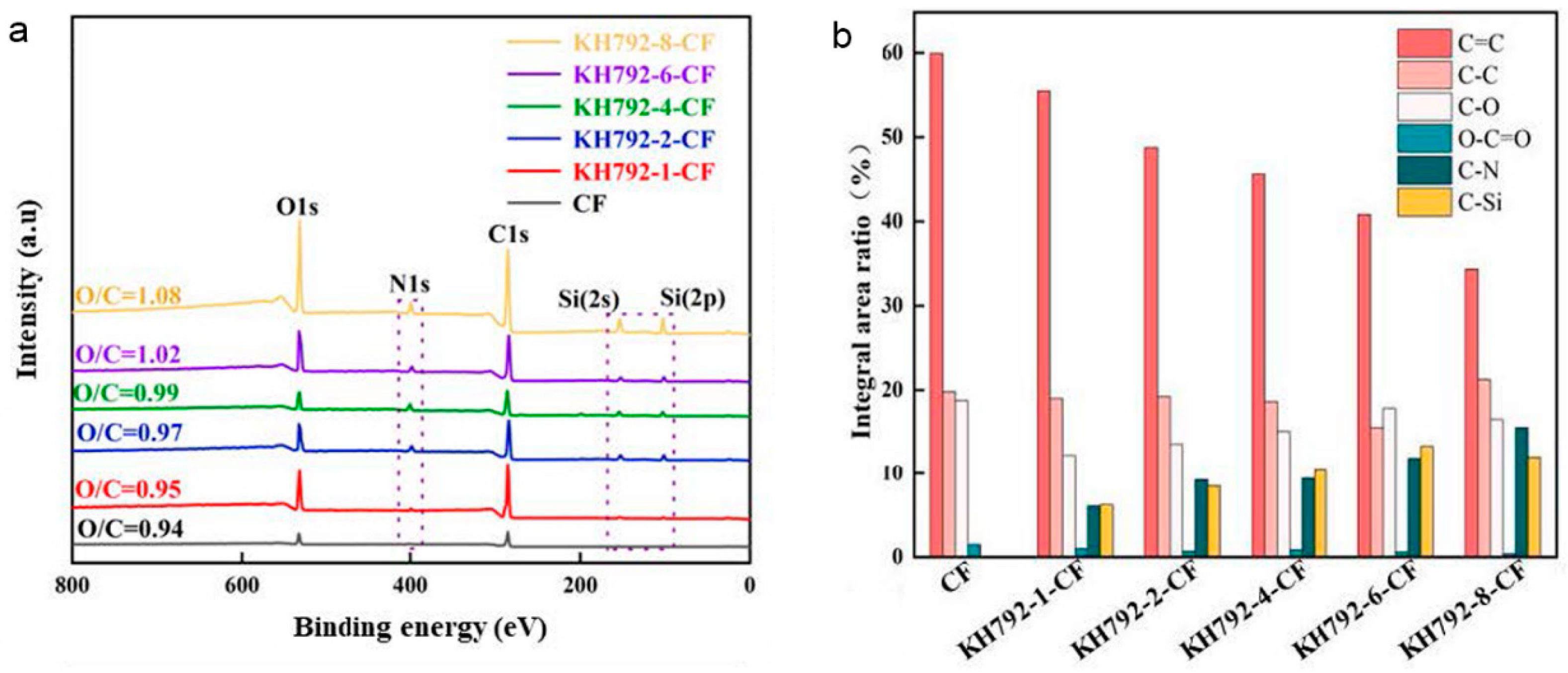
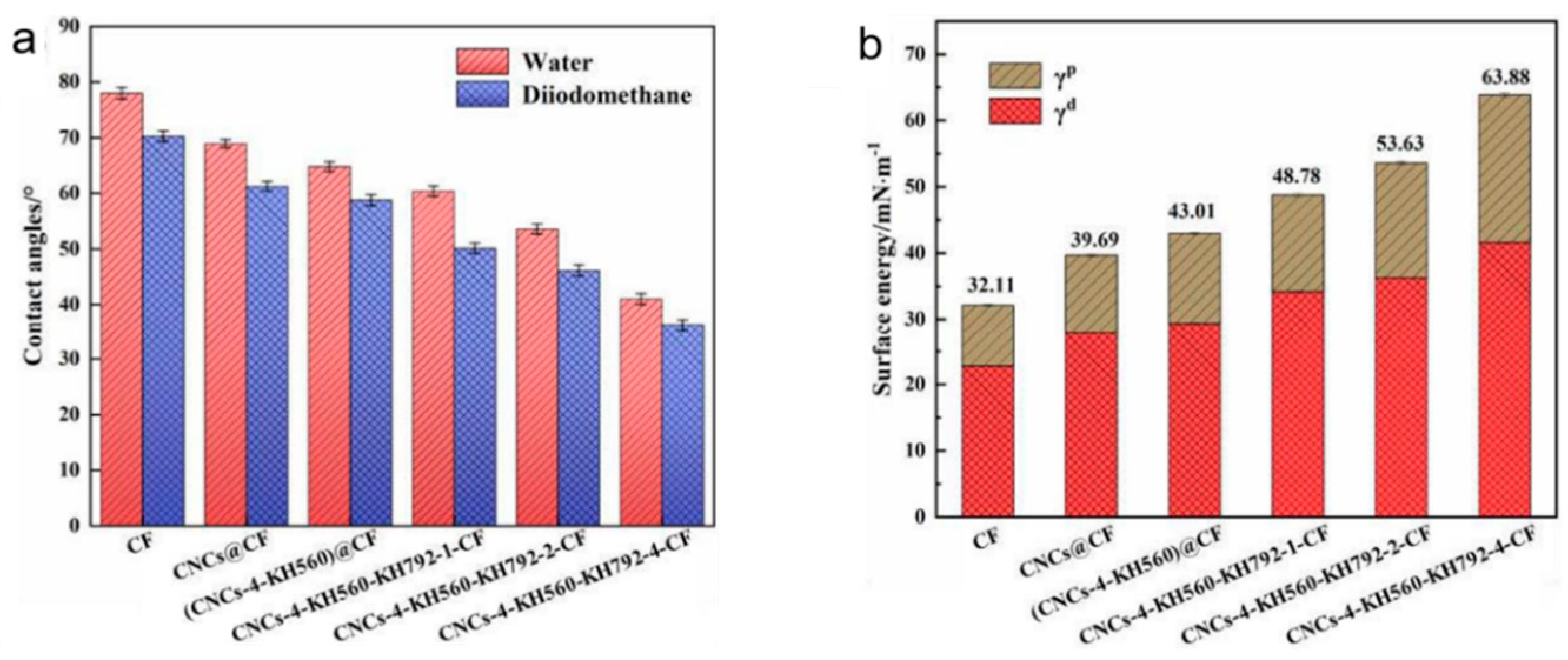
3. Results
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, H.; Tan, S.; Zheng, X.; Zhao, Z.; Wang, M.; Ma, Q.; Wu, J.; Li, D. Fabrication of carbon fiber/cement composites with controllable precise patterned structures via facile computerized embroidery. Mater. Des. 2024, 242, 113017. [Google Scholar] [CrossRef]
- Ateeq, M.; Shafique, M.; Azam, A.; Rafiq, M. A review of 3D printing of the recycled carbon fiber reinforced polymer composites: Processing, potential, and perspectives. J. Mater. Res. Technol. 2023, 26, 2291–2309. [Google Scholar] [CrossRef]
- Chen, X.; Yu, G.; Wang, Z.; Feng, L.; Wu, L. Enhancing out-of-plane compressive performance of carbon fiber composite hon-eycombs. Compos. Struct. 2021, 255, 112984. [Google Scholar] [CrossRef]
- Mengjin, W.; Lixia, J.; Suling, L.; Zhigang, Q.; Sainan, W.; Ruosi, Y. Interfacial performance of high-performance fiber-reinforced composites improved by cold plasma treatment: A review. Surf. Interfaces 2021, 24, 101077. [Google Scholar] [CrossRef]
- Marieta, C.; Schulz, E.; Irusta, L.; Gabilondo, N.; Tercjak, A.; Mondragon, I. Evaluation of fiber surface treatment and toughening of thermoset matrix on the interfacial behaviour of carbon fiber-reinforced cyanate matrix composites. Compos. Sci. Technol. 2005, 65, 2189–2197. [Google Scholar] [CrossRef]
- Pearson, A.; Liao, W.; Kazemi, Y.; Duncan, M.; Slingerland, E.; Kakroodi, A.; Heydrich, M.; Hammami, A.; Naguib, H.E. Fiber-matrix adhesion between high-density polyethylene and carbon fiber. Polym. Test. 2021, 105, 107423. [Google Scholar] [CrossRef]
- Fernández, A.; Santangelo-Muro, M.; Fernández-Blázquez, J.P.; Lopes, C.S.; Molina-Aldareguia, J.M. Processing and properties of long recycled-carbon-fibre reinforced polypropylene. Compos. Part B Eng. 2021, 211, 108653. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, Z.; Pang, J.; Su, L. Preparation of carbon fibre-reinforced composite panels from epoxy resin matrix of nano lignin polyol particles. J. Clean. Prod. 2023, 428, 139170. [Google Scholar] [CrossRef]
- Tian, Z.-S.; Wang, Y.-Q.; Hou, X.-L. Review of chemical recycling and reuse of carbon fiber reinforced epoxy resin composites. New Carbon Mater. 2022, 37, 1021–1041. [Google Scholar] [CrossRef]
- Xiao, C.; Tan, Y.; Wang, X.; Gao, L.; Wang, L.; Qi, Z. Study on interfacial and mechanical improvement of carbon fiber/epoxy com-posites by depositing multi-walled carbon nanotubes on fibers. Chem. Phys. 2018, 703, 8–16. [Google Scholar]
- Zhou, L.; Fu, Y.; Yin, T.; Tian, X.; Qi, L. Building the silicon carbide nanowire network on the surface of carbon fibers: Enhanced interfacial adhesion and high-performance wear resistance. Ceram. Int. 2019, 45, 22571–22577. [Google Scholar] [CrossRef]
- Dai, M.; Guo, Y.; Yan, J.; Que, L.; Han, R.; Zhou, Z. Architecture of conductive fibers in pigtails for high-sensitivity monitoring of structural health in fiber-reinforced composites. Polym. Compos. 2024, 45, 12147–12158. [Google Scholar] [CrossRef]
- Girimurugan, R.; Pugazhenthi, R.; Maheskumar, P.; Suresh, T.; Vairavel, M. Impact and hardness behaviour of epoxy resin matrix composites reinforced with banana fiber/camellia sinensis particles. Mater. Today Proc. 2020, 39, 373–377. [Google Scholar] [CrossRef]
- Chen, S.; Cao, Y.; Feng, J. Polydopamine as an Efficient and Robust Platform to Functionalize Carbon Fiber for High-Performance Polymer Composites. ACS Appl. Mater. Interfaces 2013, 6, 349–356. [Google Scholar] [CrossRef]
- Clancy, G.; Peeters, D.; Oliveri, V.; Jones, D.; O’HIggins, R.M.; Weaver, P.M. A study of the influence of processing parameters on steering of carbon Fibre/PEEK tapes using laser-assisted tape placement. Compos. Part B Eng. 2018, 163, 243–251. [Google Scholar] [CrossRef]
- Ruiz, M.P.; Mijnders, J.; Tweehuysen, R.; Warnet, L.; van Drongelen, M.; Kersten, S.R.A.; Lange, J. Fully Recyclable Bio-Based Thermoplastic Materials from Liquefied Wood. ChemSusChem 2019, 12, 4395–4399. [Google Scholar] [CrossRef]
- Mu, R.; Diao, C.; Liu, H.; Wu, H.; Qing, L.; Zhao, S.; Li, L. Design, preparation and mechanical properties of full-field aligned steel fiber reinforced cementitious composite. Constr. Build. Mater. 2020, 272, 121631. [Google Scholar] [CrossRef]
- Wang, M.; Yong, J.; Cai, L.; Li, Z.; Ou, Y.; Zhu, Z.; Yi, X.; Mao, D. Significantly improved interfacial and overall mechanical prop-erties of aramid fiber/phenolic resin matrix composite reinforced with short CNT. J. Mater. Res. Technol. 2023, 26, 5225–5235. [Google Scholar] [CrossRef]
- Xu, L.; Tang, Q.; Liu, B.; Zhang, M. Control of the composition of matrix resin for the design of MABS resin with good trans-parency and toughness. Colloids Surf. A Physicochem. Eng. Asp. 2023, 658, 130608. [Google Scholar] [CrossRef]
- Chen, Y.; Wu, W.; Cao, X.; Li, B. Induction of polymer-grafted cellulose nanocrystals in hydrogel nanocomposites to increase anti-swelling, mechanical properties and conductive self-recovery for underwater strain sensing. Int. J. Biol. Macromol. 2024, 274, 133410. [Google Scholar] [CrossRef]
- Han, P.; Ma, L.; Song, G.; Shi, L.; Gu, Z.; Li, X.; Yang, C.; Wang, G. Strengthening and Modulating Interphases in Carbon Fi-ber/Epoxy Composites by Grafting Dendritic Polyetheramine with Different Molecular Weights Onto Carbon Fiber. Polym. Compos. 2019, 40, E1525–E1536. [Google Scholar] [CrossRef]
- Fu, J.; Zhang, M.; Liu, L.; Xiao, L.; Li, M.; Ao, Y. Layer-by-Layer electrostatic self-assembly silica/graphene oxide onto carbon fiber surface for enhance interfacial strength of epoxy composites. Mater. Lett. 2018, 236, 69–72. [Google Scholar] [CrossRef]
- Hsieh, T.-H.; Huang, Y.-S.; Wang, F.-X.; Shen, M.-Y. Impact and after-impact properties of nanocarbon aerogels reinforced epoxy/carbon fiber composite laminates. Compos. Struct. 2018, 206, 828–838. [Google Scholar] [CrossRef]
- Gao, B.; Zhang, R.; He, M.; Sun, L.; Wang, C.; Liu, L.; Zhao, L.; Cui, H.; Cao, A. Effect of a multiscale reinforcement by carbon fiber surface treatment with graphene oxide/carbon nanotubes on the mechanical properties of reinforced carbon/carbon compo-sites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 433–440. [Google Scholar] [CrossRef]
- Liu, T.; Tian, X.; Zhang, Y.; Cao, Y.; Li, D. High-pressure interfacial impregnation by micro-screw in-situ extrusion for 3D printed continuous carbon fiber reinforced nylon composites. Compos. Part A Appl. Sci. Manuf. 2020, 130, 105770. [Google Scholar] [CrossRef]
- Wu, Q.; Wan, Q.; Yang, X.; Wang, F.; Bai, H.; Zhu, J. Remarkably improved interfacial adhesion of pitch-based carbon fiber composites by constructing a synergistic hybrid network at interphase. Compos. Sci. Technol. 2021, 205, 108648. [Google Scholar] [CrossRef]
- Li, J.; Yang, Z.; Huang, X.; Zhao, Y.; Li, X.; Wei, W.; Li, H.; Wu, G. Interfacial reinforcement of composites by the electrostatic self-assembly of graphene oxide and NH3 plasma-treated carbon fiber. Appl. Surf. Sci. 2022, 585, 152717. [Google Scholar] [CrossRef]
- Yuan, J.; Zhang, Z.; Yang, M.; Li, P.; Zhao, X.; Wang, W. Adopting bio-inspired interfacial modification and reinforcements sim-ultaneously for optimizing the tribological performance of fabric composites. Tribol. Int. 2022, 169, 107495. [Google Scholar] [CrossRef]
- Zheng, H.; Zhang, W.; Li, B.; Zhu, J.; Wang, C.; Song, G.; Wu, G.; Yang, X.; Huang, Y.; Ma, L. Recent advances of interphases in carbon fiber-reinforced polymer composites: A review. Compos. Part B Eng. 2022, 233, 109639. [Google Scholar] [CrossRef]
- He, J.; Xian, W.; Tao, L.; Corrigan, P.; Li, Y. Interfacial modification to anomalously facilitate thermal transport through cath-ode-separator composite in lithium-ion batteries. Appl. Surf. Sci. 2022, 606, 155010. [Google Scholar] [CrossRef]
- Li, K.; Ni, X.; Wu, Q.; Yuan, C.; Li, C.; Li, D.; Chen, H.; Lv, Y.; Ju, A. Carbon-Based Fibers: Fabrication, Characterization and Ap-plication. Adv. Fiber Mater. 2022, 4, 631–682. [Google Scholar] [CrossRef]
- Badi, N.S.A.; Makmud, M.Z.H.; Mun, C.S.; Jamain, Z.; Asik, J.; Amin, K.N.M. Synthesis and characterization of cellulose nanocrystal derived from paper as nanofiller for polymer insulation materials. Mater. Today Proc. 2024, 97, 69–74. [Google Scholar] [CrossRef]
- Zhu, P.; Feng, L.; Liu, J.; Wang, M.; Ma, N.; Tsai, F.-C.; Tang, Y. Influence of concentration, dispersibility, compatibility and ori-entation of rod-like cellulose nanocrystals in epoxy resin on the mechanical performance of their composite films. Prog. Org. Coat. 2024, 194, 108588. [Google Scholar] [CrossRef]
- Zielinski, D.; Szpecht, A.; Maciejewski, H.; Smiglak, M. Cellulose dissolved in ionic liquids as in situ generated filler in epoxy bio-composites with simultaneous curing initiated by ionic liquids. Cellulose 2024, 31, 6747–6760. [Google Scholar] [CrossRef]
- Roszowska-Jarosz, M.; Masiewicz, J.; Kostrzewa, M.; Kucharczyk, W.; Żurowski, W.; Kucińska-Lipka, J.; Przybyłek, P. Mechanical Properties of Bio-Composites Based on Epoxy Resin and Nanocellulose Fibres. Materials 2021, 14, 3576. [Google Scholar] [CrossRef] [PubMed]
- Jagadeesh, H.; Banakar, P.; Sampathkumaran, P.; Sailaja, R.; Katiyar, J.K. Influence of nanographene filler on sliding and abrasive wear behaviour of Bi-directional carbon fiber reinforced epoxy composites. Tribol. Int. 2024, 192, 109196. [Google Scholar] [CrossRef]
- Thakur, R.K.; Singh, K.K.; Mahesh; Rawat, P. Evaluation of graphene nanoplatelets addition and machining methods on the hole quality and bearing strength of glass and carbon fibre reinforced epoxy laminates. J. Manuf. Process. 2024, 115, 137–155. [Google Scholar] [CrossRef]
- Zielinski, D.; Szpecht, A.; Kukawka, R.; Dzialkowska, J.; Pietrowski, M.; Zielinski, M.; Palacz, M.; Nadobna, P.; Smiglak, M. Supported Ionic Liquid-Phase Materials (SILP) as a Multifunctional Group of Highly Stable Modifiers and Hardeners for Carbon and Flax Epoxy Composites. Chempluschem 2024, 89, e202400193. [Google Scholar] [CrossRef]
- Rashmi; Renukappa, N.; Chikkakuntappa, R.; Kunigal, N.S. Montmorillonite nanoclay filler effects on electrical conductivity, thermal and mechanical properties of epoxy-based nanocomposites. Polym. Eng. Sci. 2011, 51, 1827–1836. [Google Scholar] [CrossRef]
- Su, C.; Wang, X.; Ding, L.; Wu, Z. Enhancement of mechanical behavior of FRP composites modified by silica nanoparticles. Constr. Build. Mater. 2020, 262, 120769. [Google Scholar] [CrossRef]
- Xu, S.; Girouard, N.; Schueneman, G.; Shofner, M.L.; Meredith, J.C. Mechanical and thermal properties of waterborne epoxy composites containing cellulose nanocrystals. Polymer 2013, 54, 6589–6598. [Google Scholar] [CrossRef]
- Seok, H.; Kim, D.S. Preparation and mechanical properties of green epoxy nanocomposites with cellulose nanocrystals. Polym. Eng. Sci. 2019, 60, 439–445. [Google Scholar] [CrossRef]
- Aziz, T.; Fan, H.; Zhang, X.; Khan, F.U. Synergistic impact of cellulose nanocrystals and calcium sulfate fillers on adhesion be-havior of epoxy resin. Mater. Res. Express 2019, 6, 1150b7. [Google Scholar] [CrossRef]
- Zhang, W.; Dai, M.; Liang, X.; Wang, X.; Wei, W.; Zhou, Z. Interfacial Enhancement by CNTs Grafting towards High-Performance Mechanical Properties of Carbon Fiber-Reinforced Epoxy Composites. Materials 2023, 16, 3825. [Google Scholar] [CrossRef] [PubMed]
- Matykiewicz, D.; Barczewski, M.; Michałowski, S. Basalt powder as an eco-friendly filler for epoxy composites: Thermal and thermo-mechanical properties assessment. Compos. Part B Eng. 2018, 164, 272–279. [Google Scholar] [CrossRef]
- Pitsevich, G.A.; Malevich, A.E.; Kozlovskaya, E.N.; Doroshenko, I.Y.; Pogorelov, V.E.; Sablinskas, V.; Balevicius, V. Theoretical study of the C–H/O–H stretching vibrations in malonaldehyde. Spectrochim. Acta Part A Mol. Biomol. Spectros. 2015, 145, 384–393. [Google Scholar] [CrossRef] [PubMed]
- Wu, Z.; Jiang, Y.; Xie, G.; Cheng, X.; Li, D.; Wang, T. The effect of irradiation on IR peaks in corundum at about 2850, 2920 and 2955 cm−1. Sens. Actuators B Chem. 2000, 66, 293–295. [Google Scholar] [CrossRef]
- Hasegawa, T. Infrared Spectroscopy as a Vibrational Spectroscopy. In Quantitative Infrared Spectroscopy for Understanding of a Condensed Matter; Springer: Tokyo, Japan, 2017; pp. 1–36. [Google Scholar]
- Li, Y.; Li, Y.; Zhao, L.; Chen, S.; Guo, S.; Yang, X.; Wang, P.; Li, K.; Lei, F.; Feng, W.; et al. Recent progress in the an-tidegradation strategies of two-dimensional transition metal carbides (MXenes). J. Environ. Chem. Engi-Neering 2024, 12, 112762. [Google Scholar] [CrossRef]
- Tan, L.; Fan, Q.; Huang, F.; Tian, X.; Wei, W.; Bian, T.; Guo, Y.; Xu, X.; Zhou, Z. Excited-state geometry relaxation of pyrene-modified cellulose nanocrystals under UV-light excitation for detecting Fe3+. Nanotechnol. Rev. 2022, 11, 2526–2534. [Google Scholar] [CrossRef]
- Sawyer, R.; Nesbitt, H.; Secco, R. High resolution X-ray Photoelectron Spectroscopy (XPS) study of K2O–SiO2 glasses: Evidence for three types of O and at least two types of Si. J. Non Cryst. Solids 2012, 358, 290–302. [Google Scholar] [CrossRef]
- Liang, X.; Guo, Y.; Yan, J.; Bian, T.; Wang, C.; Zhang, H.; Zeng, R.; Zhou, Z. Pressure-mediated reconstruction of hydrogen bonding networks under ambient temperature towards high-strength cellulosic bulk materials. Cellulose 2024, 31, 5461–5477. [Google Scholar] [CrossRef]
- Li, Y.; Wu, K.; Li, Y.; Guo, S.; Zhao, L.; Guo, Y.; Feng, W.; Yang, X.; Wang, P.; Li, K.; et al. Recent progress in caron-based stimulus-responsive electromagnetic interference shielding materials. Nanocomposites 2023, 10, 41–58. [Google Scholar] [CrossRef]
- Xu, J.; Xu, S.; Hao, J.; Cao, H. Experimental and density functional theory study of the effect of polar groups on interaction at the polyolefin-aluminum laminated film interface. J. Mater. Res. Technol. 2023, 27, 5093–5108. [Google Scholar] [CrossRef]
- Rahmani, H.; Najafi, S.H.M.; Saffarzadeh-Matin, S.; Ashori, A. Mechanical properties of carbon fiber/epoxy composites: Effects of number of plies, fiber contents, and angle-ply layers. Polym. Eng. Sci. 2013, 54, 2676–2682. [Google Scholar] [CrossRef]
- Rahmani, H.; Najafi, S.H.M.; Ashori, A. Mechanical performance of epoxy/carbon fiber laminated composites. J. Re Inforced Plast. Compos. 2014, 33, 733–740. [Google Scholar] [CrossRef]
- Davis, D.C.; Wilkerson, J.W.; Zhu, J.; Ayewah, D.O. Improvements in mechanical properties of a carbon fiber epoxy composite using nanotube science and technology. Compos. Struct. 2010, 92, 2653–2662. [Google Scholar] [CrossRef]
- Burkov, M.V.; Eremin, A.V. Mechanical properties of carbon-fiber-reinforced epoxy composites modified by carbon micro- and nanofillers. Polym. Compos. 2021, 42, 4265–4276. [Google Scholar] [CrossRef]
- Topkaya, T.; Çelik, Y.H.; Kilickap, E. Mechanical properties of fiber/graphene epoxy hybrid composites. J. Mech. Sci. Technol. 2020, 34, 4589–4595. [Google Scholar] [CrossRef]
- Kumar, K.; Sharma, A.R. Dixit, Tensile, flexural and interlaminar shear strength of carbon fiber reinforced epoxy composites modified by graphene. Polym. Bull. 2023, 80, 7469–7490. [Google Scholar] [CrossRef]
- Altin, Y.; Yilmaz, H.; Unsal, O.F.; Bedeloglu, A.C. Graphene oxide modified carbon fiber reinforced epoxy composites. J. Polym. Eng. 2020, 40, 415–420. [Google Scholar] [CrossRef]
- Mohammed, Z.; Tcherbi-Narteh, A.; Jeelani, S. Effect of graphene nanoplatelets and montmorillonite nanoclay on mechanical and thermal properties of polymer nanocomposites and carbon fiber reinforced composites. SN Appl. Sci. 2020, 2, 1959. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Tensile Strength (MPa) |
|---|---|
| CF | 519 ± 20 |
| KH792-1-CF | 541 ± 24 |
| KH792-2-CF | 543 ± 8 |
| KH792-4-CF | 583 ± 10 |
| CNCs@CF | 551 ± 32 |
| (CNCs-4-KH560)@CF | 684 ± 21 |
| CNCs-4-KH560-KH792-1-CF | 734 ± 28 |
| CNCs-4-KH560-KH792-2-CF | 881 ± 22 |
| CNCs-4-KH560-KH792-4-CF | 736 ± 26 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Y.; Zhao, W.; Xiong, J.; Zhang, W.; Dai, M.; Guo, Y.; Li, Y.; Long, L.; Zhou, Z. Hierarchical Interfacial Construction by Grafting Cellulose Nanocrystals onto Carbon Fiber for Improving the Mechanical Performance of Epoxy Composites. Nanomaterials 2024, 14, 1537. https://doi.org/10.3390/nano14181537
Ma Y, Zhao W, Xiong J, Zhang W, Dai M, Guo Y, Li Y, Long L, Zhou Z. Hierarchical Interfacial Construction by Grafting Cellulose Nanocrystals onto Carbon Fiber for Improving the Mechanical Performance of Epoxy Composites. Nanomaterials. 2024; 14(18):1537. https://doi.org/10.3390/nano14181537
Chicago/Turabian StyleMa, Yanjiao, Wei Zhao, Jun Xiong, Wei Zhang, Mingfeng Dai, Yifan Guo, Ying Li, Ling Long, and Zuowan Zhou. 2024. "Hierarchical Interfacial Construction by Grafting Cellulose Nanocrystals onto Carbon Fiber for Improving the Mechanical Performance of Epoxy Composites" Nanomaterials 14, no. 18: 1537. https://doi.org/10.3390/nano14181537
APA StyleMa, Y., Zhao, W., Xiong, J., Zhang, W., Dai, M., Guo, Y., Li, Y., Long, L., & Zhou, Z. (2024). Hierarchical Interfacial Construction by Grafting Cellulose Nanocrystals onto Carbon Fiber for Improving the Mechanical Performance of Epoxy Composites. Nanomaterials, 14(18), 1537. https://doi.org/10.3390/nano14181537