
Three-Dimensional Printed Nanocomposites with Tunable Piezoresistive Response


 ,
,  ,
,  ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
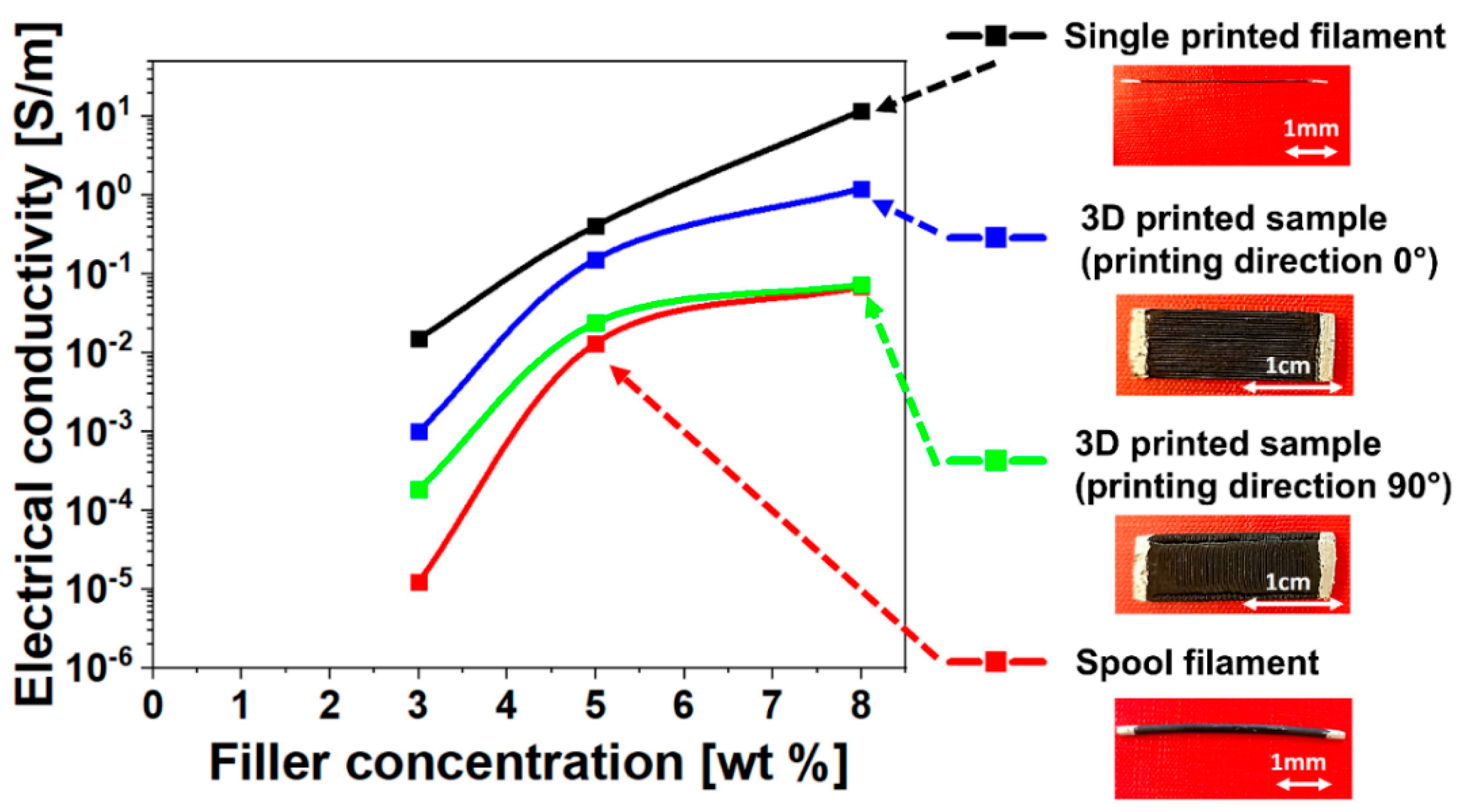
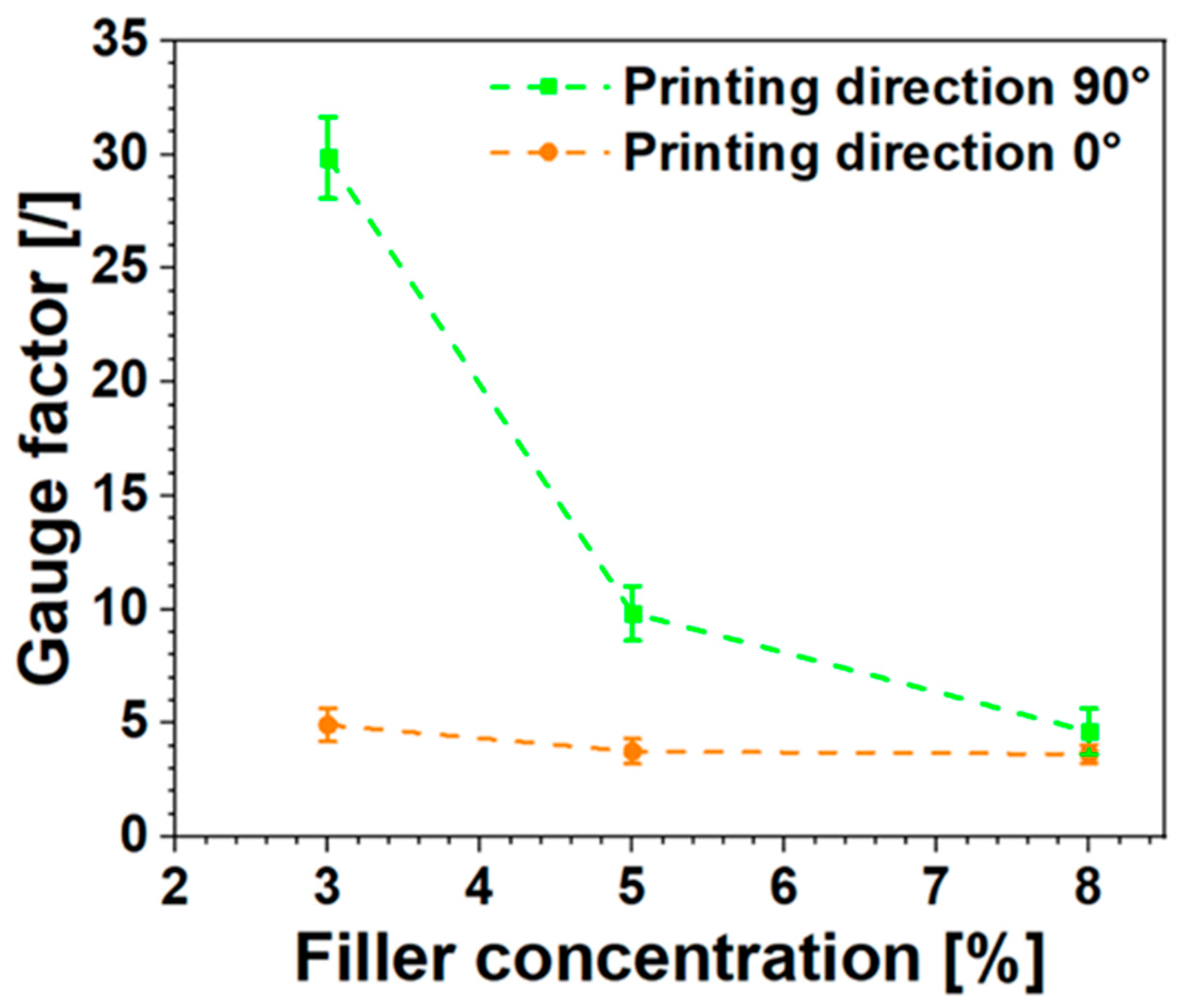
3.1. Electrical Properties
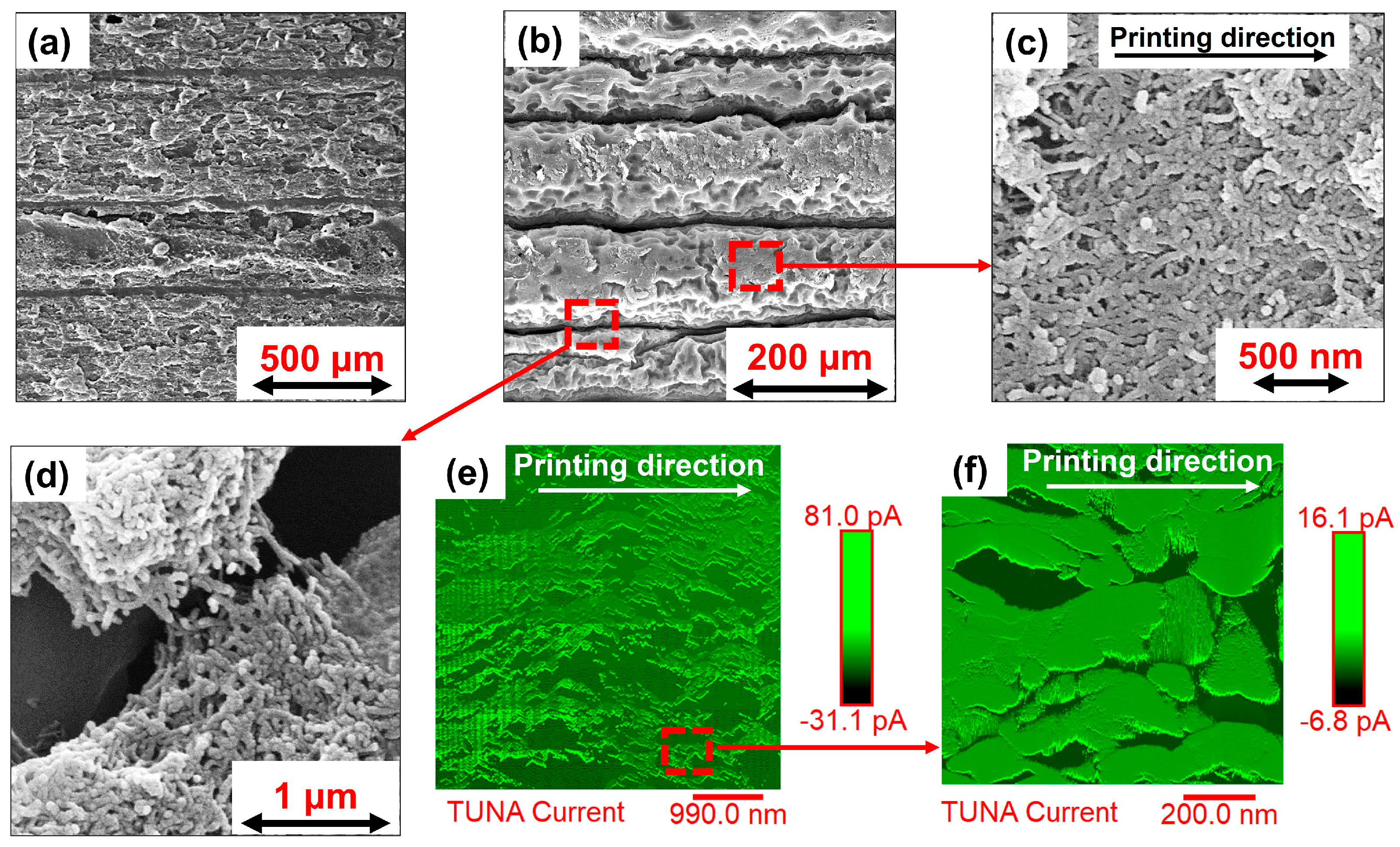
3.2. Morphological Characterization
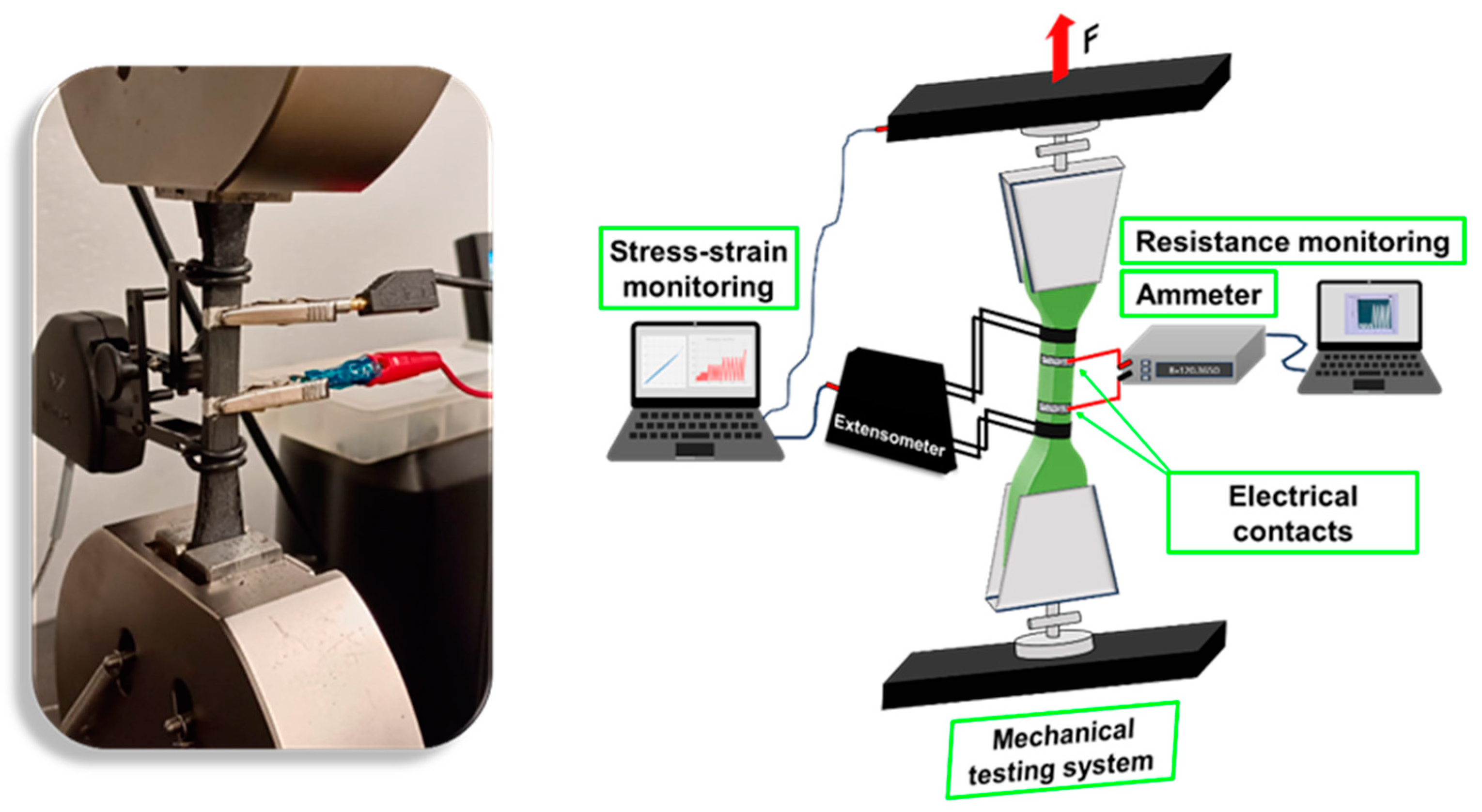
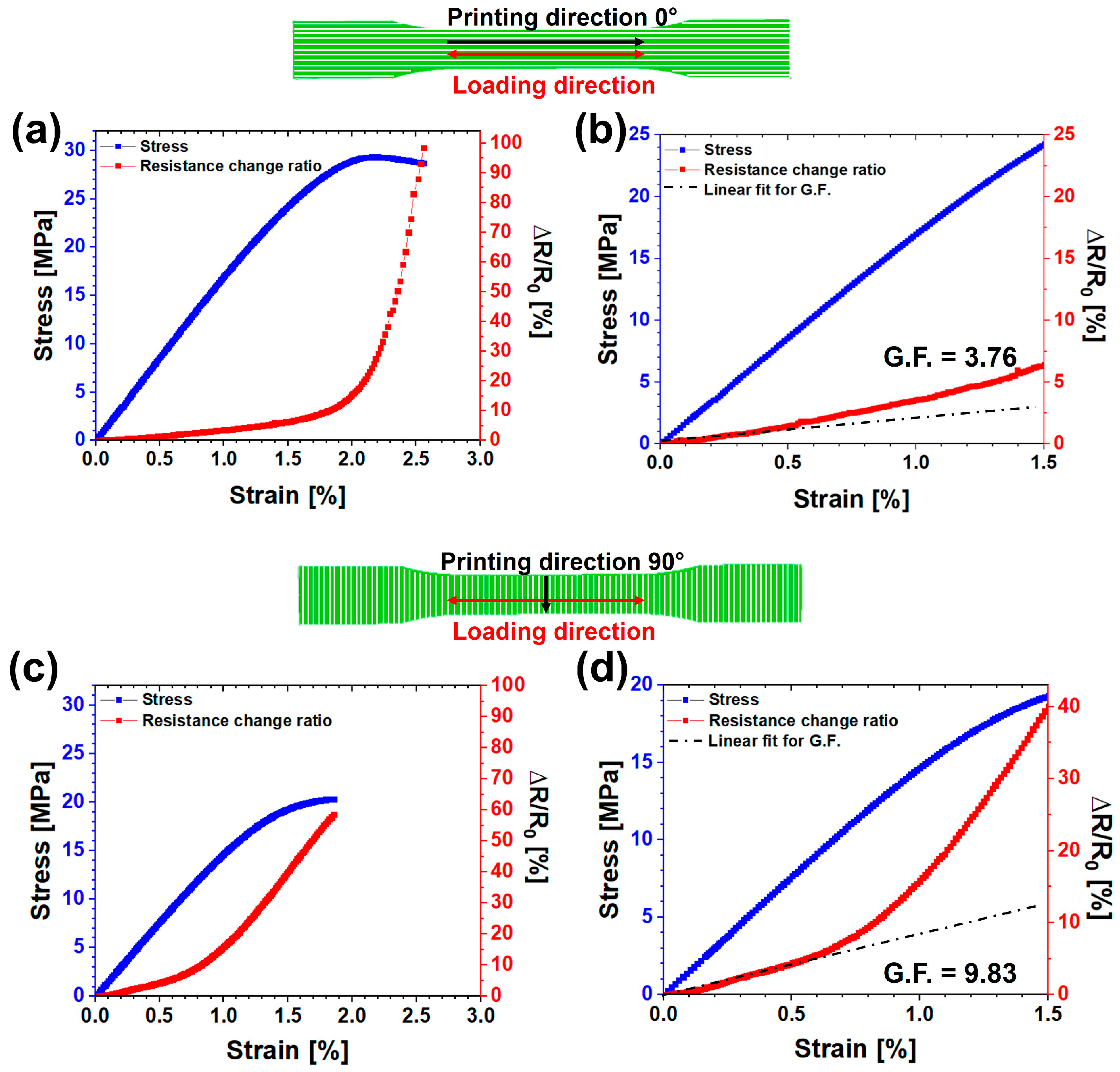
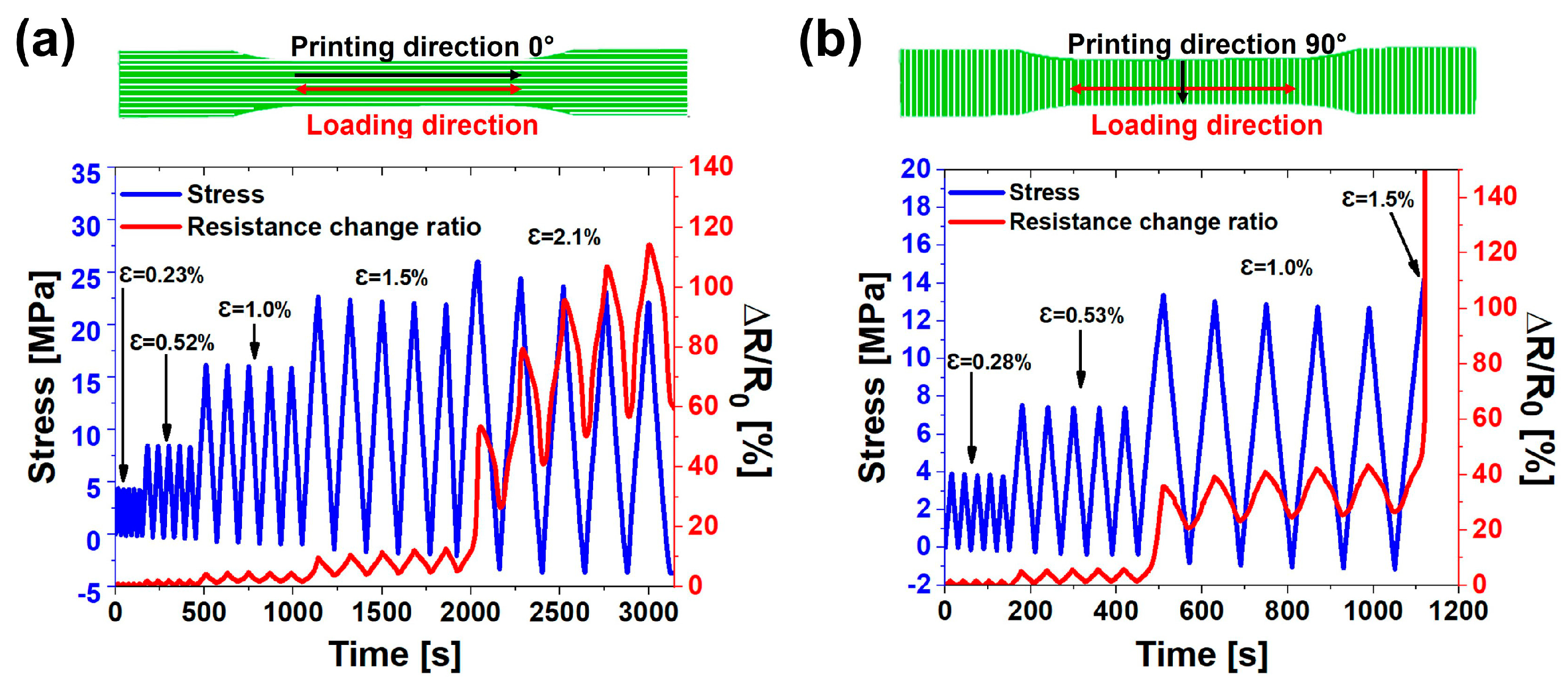
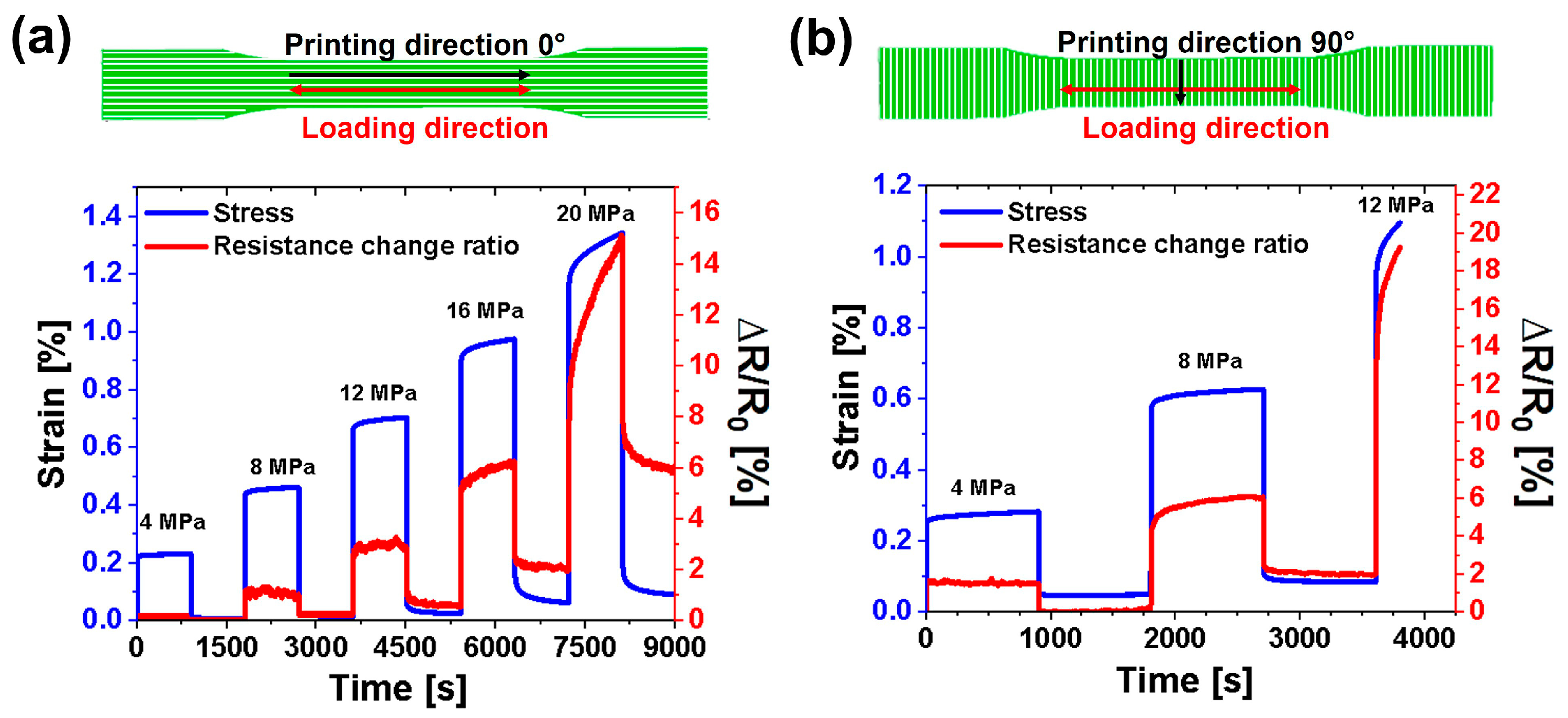
3.3. Sensing Properties: Tensile Tests
3.4. Sensing Properties: Fatigue Test
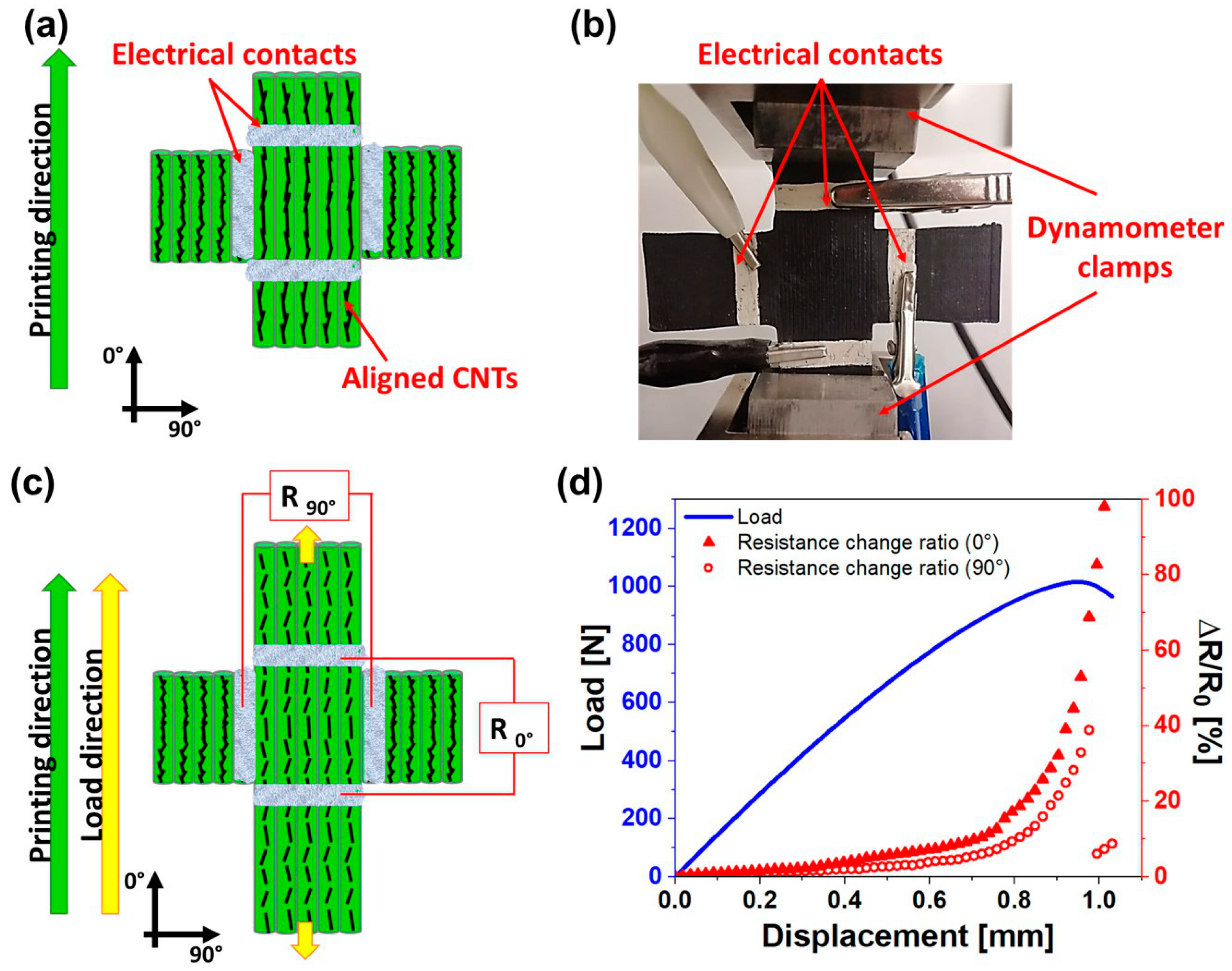
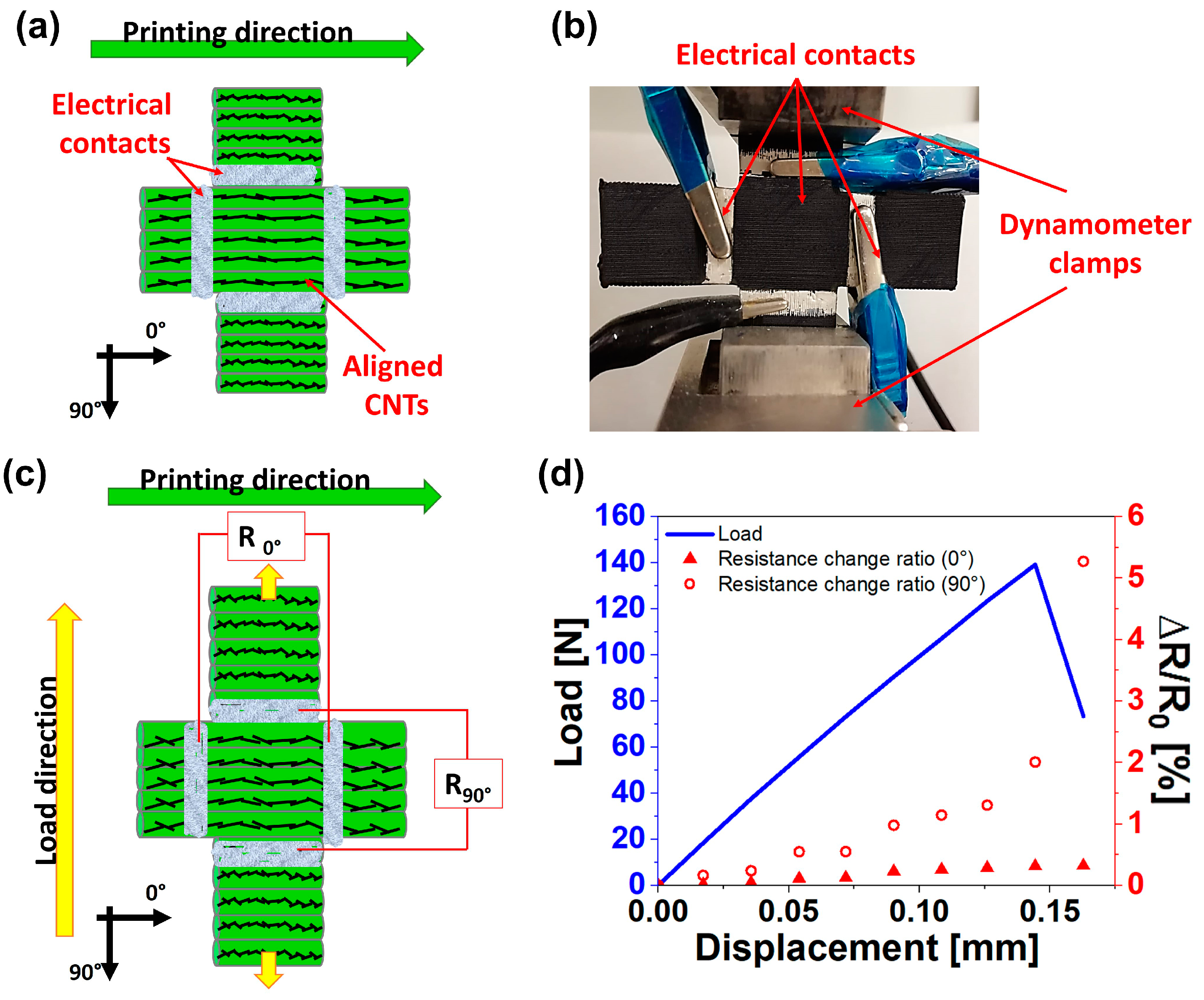
3.5. Two-Dimensional Sensor Design
3.5.1. Two-Dimensional Piezoresistive Response When the Load Is Applied in the Same Direction as the Printed Filaments
3.5.2. Two-Dimensional Piezoresistive Response When the Load Is Applied Perpendicularly to the Printed Filaments
3.5.3. Two-Dimensional Piezoresistive Response When Bending Load Is Applied
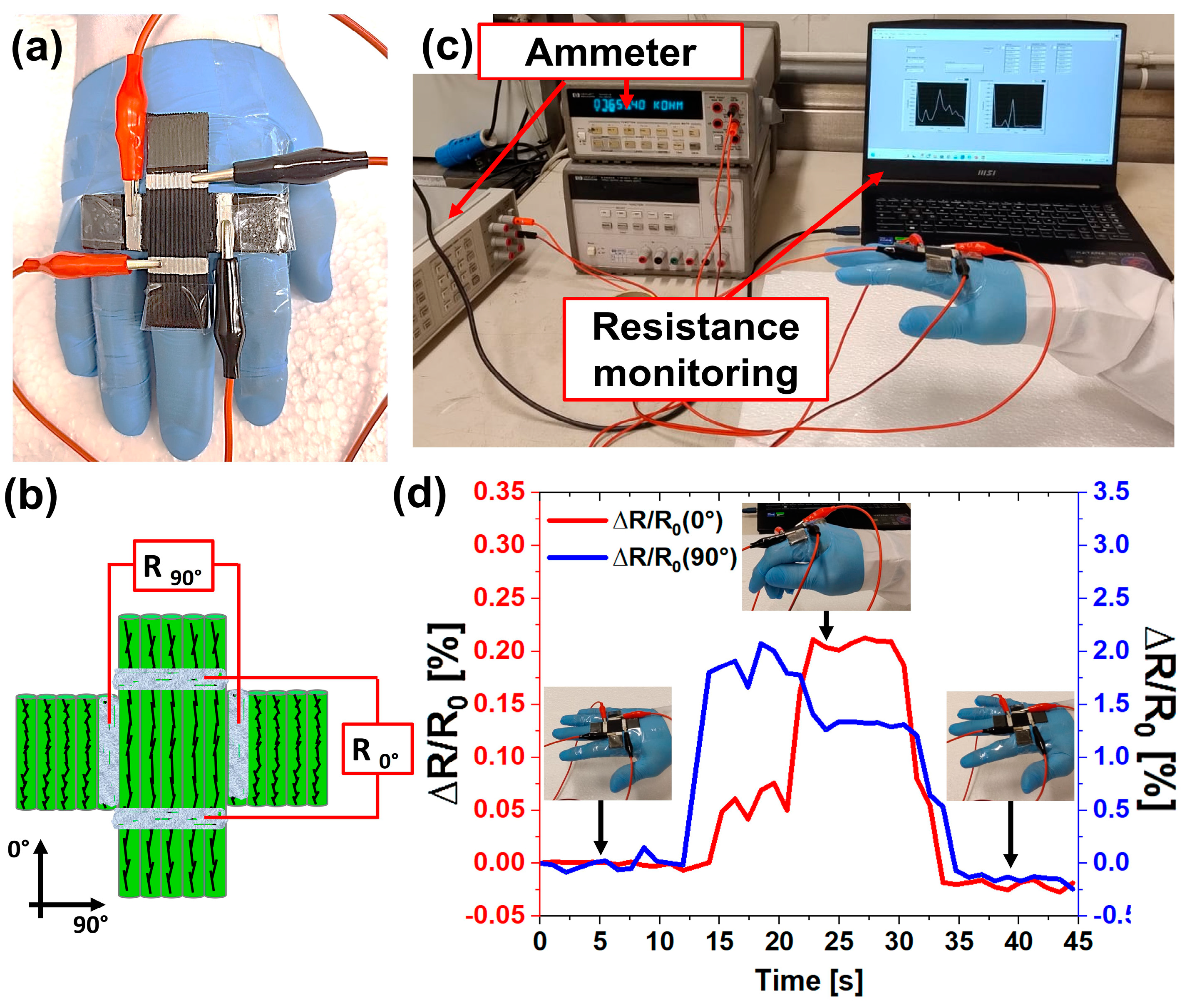
3.6. Application of Multidirectional Piezoresistive Sensors
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Vertuccio, L.; Vittoria, V.; Guadagno, L.; De Santis, F. Strain and Damage Monitoring in Carbon-Nanotube-Based Composite under Cyclic Strain. Compos. Part A Appl. Sci. Manuf. 2015, 71, 9–16. [Google Scholar] [CrossRef]
- Guadagno, L.; Raimondo, M.; Longo, R.; Sarno, M.; Iuliano, M.; Mariconda, A.; Saturnino, C.; Ceramella, J.; Iacopetta, D.; Sinicropi, M.S. Development and Characterization of Antitumoral Electrospun Polycaprolactone/Functionalized Fe3O4 Hybrid Membranes. Mater. Today Chem. 2020, 17, 100309. [Google Scholar] [CrossRef]
- Kurahatti, R.V.; Surendranathan, A.O.; Kori, S.A.; Singh, N.; Kumar, A.V.R.; Srivastava, S. Defence Applications of Polymer Nanocomposites. Def. Sci. J. 2010, 60, 551–563. [Google Scholar] [CrossRef]
- Mittal, G.; Dhand, V.; Rhee, K.Y.; Park, S.J.; Lee, W.R. A Review on Carbon Nanotubes and Graphene as Fillers in Reinforced Polymer Nanocomposites. J. Ind. Eng. Chem. 2015, 21, 11–25. [Google Scholar] [CrossRef]
- Raimondo, M.; Naddeo, C.; Vertuccio, L.; Bonnaud, L.; Dubois, P.; Binder, W.H.; Sorrentino, A.; Guadagno, L. Multifunctionality of Structural Nanohybrids: The Crucial Role of Carbon Nanotube Covalent and Non-Covalent Functionalization in Enabling High Thermal, Mechanical and Self-Healing Performance. Nanotechnology 2020, 31, 225708. [Google Scholar] [CrossRef]
- Spinelli, G.; Lamberti, P.; Tucci, V.; Guadagno, L.; Vertuccio, L. Damage Monitoring of Structural Resins Loaded with Carbon Fillers: Experimental and Theoretical Study. Nanomaterials 2020, 10, 434. [Google Scholar] [CrossRef]
- Guadagno, L.; Vertuccio, L.; Barra, G.; Naddeo, C.; Sorrentino, A.; Lavorgna, M.; Raimondo, M.; Calabrese, E. Eco-Friendly Polymer Nanocomposites Designed for Self-Healing Applications. Polymer 2021, 223, 123718. [Google Scholar] [CrossRef]
- Bragaglia, M.; Lamastra, F.R.; Russo, P.; Vitiello, L.; Rinaldi, M.; Fabbrocino, F.; Nanni, F. A Comparison of Thermally Conductive Polyamide 6-Boron Nitride Composites Produced via Additive Layer Manufacturing and Compression Molding. Polym. Compos. 2021, 42, 2751–2765. [Google Scholar] [CrossRef]
- Liu, X.; Wu, Z.; Wang, R.; Yan, J. Experimental Study of the Electrical Resistivity of Glass-Carbon/Epoxy Hybrid Composites. Polym. Polym. Compos. 2014, 22, 289–292. [Google Scholar] [CrossRef]
- Pigliaru, L.; Paleari, L.; Bragaglia, M.; Nanni, F.; Ghidini, T.; Rinaldi, M. Poly-Ether-Ether-Ketone—Neodymium-Iron-Boron Bonded Permanent Magnets via Fused Filament Fabrication. Synth. Met. 2021, 279, 116857. [Google Scholar] [CrossRef]
- Liu, S.; Chevali, V.S.; Xu, Z.; Hui, D.; Wang, H. A Review of Extending Performance of Epoxy Resins Using Carbon Nanomaterials. Compos. B Eng. 2018, 136, 197–214. [Google Scholar] [CrossRef]
- Liu, C.; Du, P.; Zhao, H.; Wang, L. Synthesis of L-Histidine-Attached Graphene Nanomaterials and Their Application for Steel Protection. ACS Appl. Nano Mater. 2018, 1, 1385–1395. [Google Scholar] [CrossRef]
- Stoller, M.D.; Park, S.; Yanwu, Z.; An, J.; Ruoff, R.S. Graphene-Based Ultracapacitors. Nano Lett. 2008, 8, 3498–3502. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.; Wei, X.; Kysar, J.W.; Hone, J. Measurement of the Elastic Properties and Intrinsic Strength of Monolayer Graphene. Science (1979) 2008, 321, 385–388. [Google Scholar] [CrossRef] [PubMed]
- Guadagno, L.; Aliberti, F.; Longo, R.; Raimondo, M.; Pantani, R.; Sorrentino, A.; Catauro, M.; Vertuccio, L. Electrical Anisotropy Controlled Heating of Acrylonitrile Butadiene Styrene 3D Printed Parts. Mater. Des. 2023, 225, 111507. [Google Scholar] [CrossRef]
- Guadagno, L.; Longo, R.; Aliberti, F.; Lamberti, P.; Tucci, V.; Pantani, R.; Spinelli, G.; Catauro, M.; Vertuccio, L. Role of MWCNTs Loading in Designing Self-Sensing and Self-Heating Structural Elements. Nanomaterials 2023, 13, 495. [Google Scholar] [CrossRef]
- Guadagno, L.; Vertuccio, L.; Foglia, F.; Raimondo, M.; Barra, G.; Sorrentino, A.; Pantani, R.; Calabrese, E. Flexible Eco-Friendly Multilayer Film Heaters. Compos. B Eng. 2021, 224, 109208. [Google Scholar] [CrossRef]
- Naddeo, C.; Guadagno, L.; De Luca, S.; Vittoria, V.; Camino, G. Mechanical and Transport Properties of Irradiated Linear Low Density Polyethylene (LLDPE). Polym. Degrad. Stab. 2001, 72, 239–247. [Google Scholar] [CrossRef]
- Naddeo, C.; Vertuccio, L.; Barra, G.; Guadagno, L. Nano-Charged Polypropylene Application: Realistic Perspectives for Enhancing Durability. Materials 2017, 10, 943. [Google Scholar] [CrossRef]
- Tang, Z.H.; Xue, S.S.; Wang, D.Y.; Huang, P.; Li, Y.Q.; Fu, S.Y. 3D Printing of Soft and Porous Composite Pressure Sensor with Monotonic and Positive Resistance Response. Compos. Sci. Technol. 2023, 241, 110126. [Google Scholar] [CrossRef]
- Bragaglia, M.; Paleari, L.; Passaro, J.; Russo, P.; Fabbrocino, F.; Luciano, R.; Nanni, F. 3D Printing of Biodegradable and Self-Monitoring SWCNT-Loaded Biobased Resin. Compos. Sci. Technol. 2023, 243, 110253. [Google Scholar] [CrossRef]
- Yang, T.; Xie, D.; Li, Z.; Zhu, H. Recent Advances in Wearable Tactile Sensors: Materials, Sensing Mechanisms, and Device Performance. Mat. Sci. Eng. R 2017, 115, 1–37. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, F.; Su, W.; Xu, X.; Li, A.; Li, Y.; Xu, C.; Sun, Y. Green Manufacturing of Flexible Sensors with a Giant Gauge Factor: Bridging Effect of CNT and Electric Field Enhancement at the Percolation Threshold. ACS Appl. Mater. Interfaces 2022, 14, 26024–26033. [Google Scholar] [CrossRef]
- Xu, J.; Wang, G.; Wu, Y.; Ren, X.; Gao, G. Ultrastretchable Wearable Strain and Pressure Sensors Based on Adhesive, Tough, and Self-Healing Hydrogels for Human Motion Monitoring. ACS Appl. Mater. Interfaces 2019, 11, 25613–25623. [Google Scholar] [CrossRef]
- Yeo, J.C.; Yap, H.K.; Xi, W.; Wang, Z.; Yeow, C.H.; Lim, C.T. Flexible and Stretchable Strain Sensing Actuator for Wearable Soft Robotic Applications. Adv. Mater. Technol. 2016, 1, 1600018. [Google Scholar] [CrossRef]
- Ye, W.; Wu, W.; Hu, X.; Lin, G.; Guo, J.; Qu, H.; Zhao, J. 3D Printing of Carbon Nanotubes Reinforced Thermoplastic Polyimide Composites with Controllable Mechanical and Electrical Performance. Compos. Sci. Technol. 2019, 182, 107671. [Google Scholar] [CrossRef]
- Bartlett, M.D.; Markvicka, E.J.; Majidi, C. Rapid Fabrication of Soft, Multilayered Electronics for Wearable Biomonitoring. Adv. Funct. Mater. 2016, 26, 8496–8504. [Google Scholar] [CrossRef]
- Joseph, N.; Janardhanan, C.; Sebastian, M.T. Electromagnetic Interference Shielding Properties of Butyl Rubber-Single Walled Carbon Nanotube Composites. Compos. Sci. Technol. 2014, 101, 139–144. [Google Scholar] [CrossRef]
- Kar, G.P.; Biswas, S.; Rohini, R.; Bose, S. Tailoring the Dispersion of Multiwall Carbon Nanotubes in Co-Continuous PVDF/ABS Blends to Design Materials with Enhanced Electromagnetic Interference Shielding. J. Mater. Chem. A Mater. 2015, 3, 7974–7985. [Google Scholar] [CrossRef]
- Saini, P.; Choudhary, V.; Singh, B.P.; Mathur, R.B.; Dhawan, S.K. Enhanced Microwave Absorption Behavior of Polyaniline-CNT/Polystyrene Blend in 12.4–18.0 GHz Range. Synth. Met. 2011, 161, 1522–1526. [Google Scholar] [CrossRef]
- Li, L.-Y.; Li, S.-L.; Shao, Y.; Dou, R.; Yin, B.; Yang, M.-B. PVDF/PS/HDPE/MWCNTs/Fe3O4 Nanocomposites: Effective and Lightweight Electromagnetic Interference Shielding Material Through the Synergetic Effect of MWCNTs and Fe3O4 Nanoparticles. Curr. Appl. Phys. 2018, 18, 388–396. [Google Scholar] [CrossRef]
- Rostami, A.; Masoomi, M.; Fayazi, M.J.; Vahdati, M. Role of Multiwalled Carbon Nanotubes (MWCNTs) on Rheological, Thermal and Electrical Properties of PC/ABS Blend. RSC Adv. 2015, 5, 32880–32890. [Google Scholar] [CrossRef]
- Jyoti, J.; Basu, S.; Singh, B.P.; Dhakate, S.R. Superior Mechanical and Electrical Properties of Multiwall Carbon Nanotube Reinforced Acrylonitrile Butadiene Styrene High Performance Composites. Compos. B Eng. 2015, 83, 58–65. [Google Scholar] [CrossRef]
- Chizari, K.; Arjmand, M.; Liu, Z.; Sundararaj, U.; Therriault, D. Three-Dimensional Printing of Highly Conductive Polymer Nanocomposites for EMI Shielding Applications. Mater. Today Commun. 2017, 11, 112–118. [Google Scholar] [CrossRef]
- Ecco, L.G.; Dul, S.; Schmitz, D.P.; Barra, G.M.d.O.; Soares, B.G.; Fambri, L.; Pegoretti, A. Rapid Prototyping of Efficient Electromagnetic Interference Shielding Polymer Composites via Fused Deposition Modeling. Appl. Sci. 2018, 9, 37. [Google Scholar] [CrossRef]
- Schmitz, D.P.; Ecco, L.G.; Dul, S.; Pereira, E.C.L.; Soares, B.G.; Barra, G.M.O.; Pegoretti, A. Electromagnetic Interference Shielding Effectiveness of ABS Carbon-Based Composites Manufactured via Fused Deposition Modelling. Mater. Today Commun. 2018, 15, 70–80. [Google Scholar] [CrossRef]
- Das, M.; Mishra, R.; Das, P.; Kashyap, S.K.; Panda, S.K.; Mitra, R.; Owuor, P.S.; Arora, A.; Tiwary, C.S. Controlled Directionality in 3D Printing of Graphite-Reinforced Polymer Composite with Enhanced Mechanical Properties. Compos. Sci. Technol. 2023, 235, 109955. [Google Scholar] [CrossRef]
- Kholghi Eshkalak, S.; Chinnappan, A.; Jayathilaka, W.A.D.M.; Khatibzadeh, M.; Kowsari, E.; Ramakrishna, S. A Review on Inkjet Printing of CNT Composites for Smart Applications. Appl. Mater. Today 2017, 9, 372–386. [Google Scholar] [CrossRef]
- Gnanasekaran, K.; Heijmans, T.; van Bennekom, S.; Woldhuis, H.; Wijnia, S.; de With, G.; Friedrich, H. 3D Printing of CNT- and Graphene-Based Conductive Polymer Nanocomposites by Fused Deposition Modeling. Appl. Mater. Today 2017, 9, 21–28. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive Manufacturing of Carbon Fiber Reinforced Thermoplastic Composites Using Fused Deposition Modeling. Compos. B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Wei, X.; Li, D.; Jiang, W.; Gu, Z.; Wang, X.; Zhang, Z.; Sun, Z. 3D Printable Graphene Composite. Sci. Rep. 2015, 5, 11181. [Google Scholar] [CrossRef] [PubMed]
- Sheikh, T.; Behdinan, K. Novel Experimental and Multiscale Study of Additively Manufactured ABS-Carbon Nanotubes Nanocomposites. Appl. Mater. Today 2023, 35, 101963. [Google Scholar] [CrossRef]
- Spinelli, G.; Lamberti, P.; Tucci, V.; Kotsilkova, R.; Ivanov, E.; Menseidov, D.; Naddeo, C.; Romano, V.; Guadagno, L.; Adami, R.; et al. Nanocarbon/Poly(Lactic) Acid for 3D Printing: Effect of Fillers Content on Electromagnetic and Thermal Properties. Materials 2019, 12, 2369. [Google Scholar] [CrossRef] [PubMed]
- Sweeney, C.B.; Lackey, B.A.; Pospisil, M.J.; Achee, T.C.; Hicks, V.K.; Moran, A.G.; Teipel, B.R.; Saed, M.A.; Green, M.J. Welding of 3D-Printed Carbon Nanotube–Polymer Composites by Locally Induced Microwave Heating. Sci. Adv. 2017, 3, e1700262. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and Performance of 3D Printed Continuous Carbon Fiber Reinforced PLA Composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Blanco, I. The Use of Composite Materials in 3D Printing. J. Compos. Sci. 2020, 4, 42. [Google Scholar] [CrossRef]
- Sun, H.; Li, D.; Qu, Y.; Zhi, Q.; Tian, X.; Li, D.; Zhu, W. Near-Perfect Turning of Robot-Based 3D Printing Continuous Carbon Fiber Reinforced Nylon Composites Based on Fiber-Scale Internal Stress Characterization. Compos. Part A Appl. Sci. Manuf. 2023, 175, 107805. [Google Scholar] [CrossRef]
- Galos, J.; Hu, Y.; Ravindran, A.R.; Ladani, R.B.; Mouritz, A.P. Electrical Properties of 3D Printed Continuous Carbon Fibre Composites Made Using the FDM Process. Compos. Part A Appl. Sci. Manuf. 2021, 151, 106661. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Kechagias, J.D. A Comprehensive Investigation of the 3D Printing Parameters’ Effects on the Mechanical Response of Polycarbonate in Fused Filament Fabrication. Prog. Addit. Manuf. 2022, 7, 713–722. [Google Scholar] [CrossRef]
- Bulanda, K.; Oleksy, M.; Oliwa, R. The Influence of Selected Fillers on the Functional Properties of Polycarbonate Dedicated to 3D Printing Applications. Polymers 2024, 16, 592. [Google Scholar] [CrossRef]
- Nguyen, P.Q.K.; Panta, J.; Famakinwa, T.; Yang, R.; Ahmed, A.; Stapleton, M.; Sassaman, D.; Snabes, S.; Craff, C. Influences of Printing Parameters on Mechanical Properties of Recycled PET and PETG Using Fused Granular Fabrication Technique. Polym. Test. 2024, 132, 108390. [Google Scholar] [CrossRef]
- Toth, L.; Slezák, E.; Bocz, K.; Ronkay, F. Progress in 3D Printing of Recycled PET. Mater. Today Sustain. 2024, 26, 100757. [Google Scholar] [CrossRef]
- Dixit, N.; Jain, P.K. Properties Evaluation of Chemically Treated TPU Parts Printed Through FFF. Int. J. Adv. Manuf. Technol. 2023, 126, 131–143. [Google Scholar] [CrossRef]
- Kim, H.; Jeon, J.; Lee, S.; Cho, J.; Lee, I. Printing Characteristics of TPU/MWCNT Conductive Composite Using FFF. Int. J. Precis. Eng. Manuf. 2024, 25, 1303–1309. [Google Scholar] [CrossRef]
- Wu, S.; Ladani, R.B.; Zhang, J.; Ghorbani, K.; Zhang, X.; Mouritz, A.P.; Kinloch, A.J.; Wang, C.H. Strain Sensors with Adjustable Sensitivity by Tailoring the Microstructure of Graphene Aerogel/PDMS Nanocomposites. ACS Appl. Mater. Interfaces 2016, 8, 24853–24861. [Google Scholar] [CrossRef]
- Osman, A.; Lu, J. 3D Printing of Polymer Composites to Fabricate Wearable Sensors: A Comprehensive Review. Mater. Sci. Eng. R. 2023, 154, 100734. [Google Scholar] [CrossRef]
- Kalia, K.; Ameli, A. Tensile Properties of 3D-Printed Polycarbonate/Carbon Nanotube Nanocomposites. In Proceedings of the ASME 2018 Conference on Smart Materials, Adaptive Structures and Intelligent Systems, SMASIS 2018, San Antonio, TX, USA, 10–12 September 2018; Volume 2. [Google Scholar] [CrossRef]
- Gupta, A.; Fidan, I.; Hasanov, S.; Nasirov, A. Processing, Mechanical Characterization, and Micrography of 3D-Printed Short Carbon Fiber Reinforced Polycarbonate Polymer Matrix Composite Material. Int. J. Adv. Manuf. Technol. 2020, 107, 3185–3205. [Google Scholar] [CrossRef]
- Hasanov, S.; Gupta, A.; Nasirov, A.; Fidan, I. Mechanical Characterization of Functionally Graded Materials Produced by the Fused Filament Fabrication Process. J. Manuf. Process 2020, 58, 923–935. [Google Scholar] [CrossRef]
- Gonabadi, H.; Yadav, A.; Bull, S.J. The Effect of Processing Parameters on the Mechanical Characteristics of PLA Produced by a 3D FFF Printer. Inter. J. Adv. Manuf. Technol. 2020, 111, 695–709. [Google Scholar] [CrossRef]
- Paz, R.; Moriche, R.; Monzón, M.; García, J. Influence of Manufacturing Parameters and Post Processing on the Electrical Conductivity of Extrusion-Based 3D Printed Nanocomposite Parts. Polymers 2020, 12, 733. [Google Scholar] [CrossRef]
- Musenich, L.; Berardengo, M.; Avalle, M.; Haj-Ali, R.; Sharabi, M.; Libonati, F. Anisotropic Mechanical and Sensing Properties of Carbon Black-Polylactic Acid Nanocomposites Produced by Fused Filament Fabrication. Smart Mater. Struct. 2024, 33, 095010. [Google Scholar] [CrossRef]
- Dul, S.; Pegoretti, A.; Fambri, L. Fused Filament Fabrication of Piezoresistive Carbon Nanotubes Nanocomposites for Strain Monitoring. Front. Mater. 2020, 7, 466973. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Mazurchevici, A.; Nedelcu, D.; Popa, R. Additive Manufacturing of Composite Materials by FDM Technology: A Review. Indian J. Eng. Mater. Sci. 2020, 27, 179–192. [Google Scholar]
- Billon, N. Development of Order during Strain Induced Crystallization of Polymers, Case of PET. Polymer 2022, 262, 125476. [Google Scholar] [CrossRef]
- Wang, L.; Dong, X.; Huang, M.; Müller, A.J.; Wang, D. The Effect of Microstructural Evolution during Deformation on the Post-Yielding Behavior of Self-Associated Polyamide Blends. Polymer 2017, 117, 231–242. [Google Scholar] [CrossRef]
- Bauhofer, W.; Kovacs, J.Z. A Review and Analysis of Electrical Percolation in Carbon Nanotube Polymer Composites. Compos. Sci. Technol. 2009, 69, 1486–1498. [Google Scholar] [CrossRef]
- Wang, W.Y.; Luo, G.H.; Wei, F.; Luo, J. Electrical Conductivity and Thermal Properties of Acrylonitrile-Butadiene-Styrene Filled with Multiwall Carbon Nanotubes. Polym. Eng. Sci. 2009, 49, 2144–2149. [Google Scholar] [CrossRef]
- Simmons, J.G. Generalized Formula for the Electric Tunnel Effect between Similar Electrodes Separated by a Thin Insulating Film. J. Appl. Phys. 1963, 34, 1793–1803. [Google Scholar] [CrossRef]
- Rahman, R.; Servati, P. Effects of Inter-Tube Distance and Alignment on Tunnelling Resistance and Strain Sensitivity of Nanotube/Polymer Composite Films. Nanotechnology 2012, 23, 055703. [Google Scholar] [CrossRef]
- Pham, G.T.; Bin Park, Y.; Liang, Z.; Zhang, C.; Wang, B. Processing and Modeling of Conductive Thermoplastic/Carbon Nanotube Films for Strain Sensing. Compos. B Eng. 2008, 39, 209–216. [Google Scholar] [CrossRef]
- Wang, L.; Xu, X.; Chen, J.; Su, W.; Zhang, F.; Li, A.; Li, C.; Xu, C.; Sun, Y. Crack Sensing of Cardiomyocyte Contractility with High Sensitivity and Stability. ACS Nano 2022, 16, 12645–12655. [Google Scholar] [CrossRef] [PubMed]
- Jia, Y.; Peng, K.; Gong, X.L.; Zhang, Z. Creep and Recovery of Polypropylene/Carbon Nanotube Composites. Int. J. Plast. 2011, 27, 1239–1251. [Google Scholar] [CrossRef]
- Kasgoz, A.; Tamer, M.; Kocyigit, C.; Durmus, A. Effect of the Comonomer Content on the Solid-State Mechanical and Viscoelastic Properties of Poly(Propylene-Co-1-Butene) Films. J. Appl. Polym. Sci. 2018, 135, 46350. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PLA | ABS | PA | PC | PET | TPU | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| Ease of printing | x | x | x | x | x | x | ||||||||||||
| Visual quality | x | x | x | x | x | x | ||||||||||||
| Max Stress | x | x | x | x | x | x | ||||||||||||
| Elongation at break | x | x | x | x | x | x | ||||||||||||
| Impact resistance | x | x | x | x | x | x | ||||||||||||
| Layer adhesion | x | x | x | x | x | x | ||||||||||||
| Heat resistance | x | x | x | x | x | x | ||||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aliberti, F.; Guadagno, L.; Longo, R.; Raimondo, M.; Pantani, R.; Sorrentino, A.; Catauro, M.; Vertuccio, L. Three-Dimensional Printed Nanocomposites with Tunable Piezoresistive Response. Nanomaterials 2024, 14, 1761. https://doi.org/10.3390/nano14211761
Aliberti F, Guadagno L, Longo R, Raimondo M, Pantani R, Sorrentino A, Catauro M, Vertuccio L. Three-Dimensional Printed Nanocomposites with Tunable Piezoresistive Response. Nanomaterials. 2024; 14(21):1761. https://doi.org/10.3390/nano14211761
Chicago/Turabian StyleAliberti, Francesca, Liberata Guadagno, Raffaele Longo, Marialuigia Raimondo, Roberto Pantani, Andrea Sorrentino, Michelina Catauro, and Luigi Vertuccio. 2024. "Three-Dimensional Printed Nanocomposites with Tunable Piezoresistive Response" Nanomaterials 14, no. 21: 1761. https://doi.org/10.3390/nano14211761
APA StyleAliberti, F., Guadagno, L., Longo, R., Raimondo, M., Pantani, R., Sorrentino, A., Catauro, M., & Vertuccio, L. (2024). Three-Dimensional Printed Nanocomposites with Tunable Piezoresistive Response. Nanomaterials, 14(21), 1761. https://doi.org/10.3390/nano14211761