3.1. The Dependency of the Morphology and Degree of Coverage on the Deposition Time in the As-Grown State
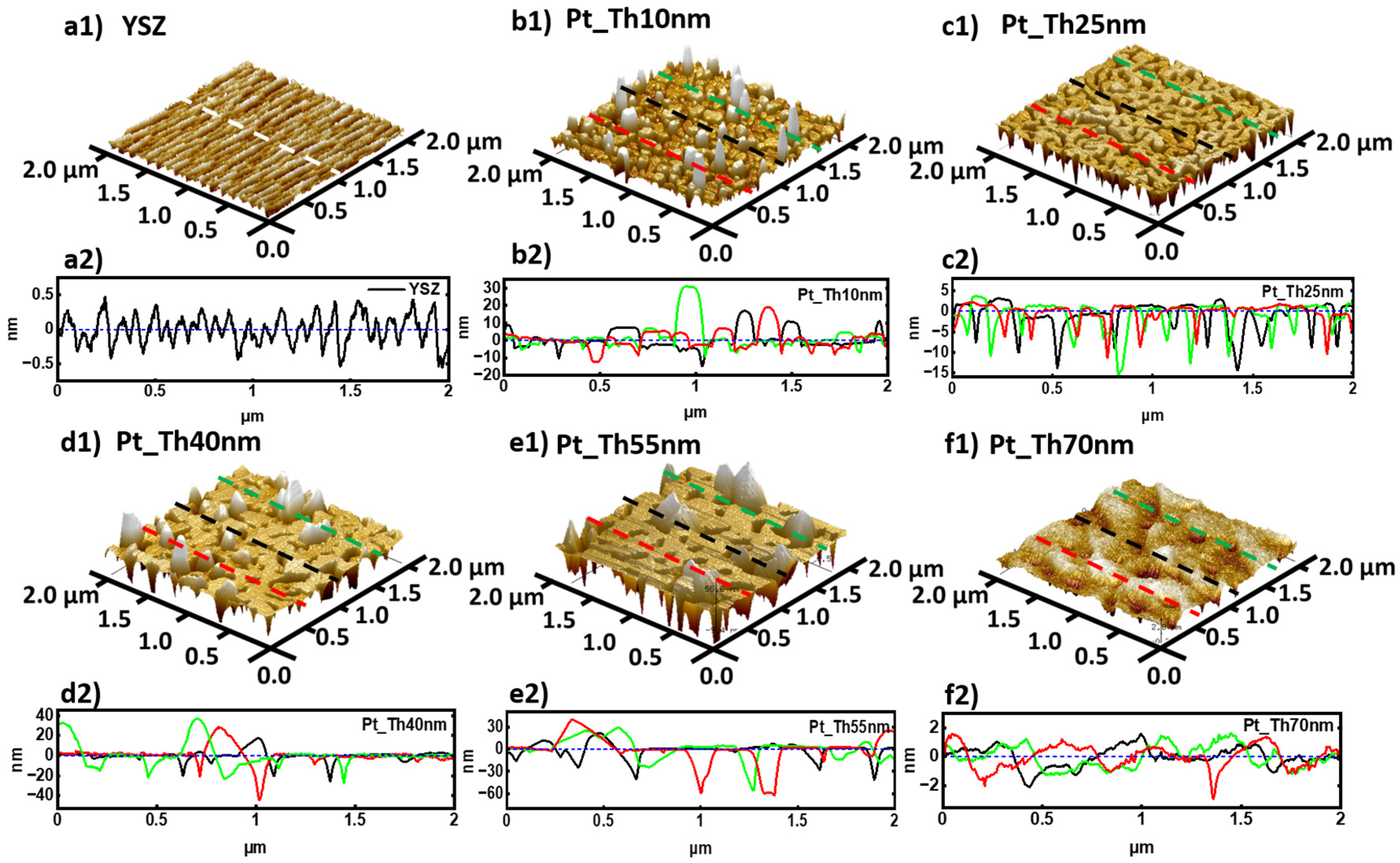
Figure 1(b1–f1) shows the AFM micrographs corresponding to Pt films grown at
Tg = 900 °C with different thicknesses,
ThPt = 10, 25, 40, 55, and 70 nm, respectively. In comparison,
Figure 1(a1) confirms the terrace morphology of YSZ(111) prior to the growth after cleaning and thermal treatment. Pt_Th10 nm displays 3D island morphology with a mean particle size of 47 nm (see
Figure 1(b1) and
Table 1, line 11, column#1). The increase in the deposition time for Pt has brought several mechanisms like nucleation, coalescence, and elongation transition into competition. By increasing the adatom arrival rate, the formation of islands took place. Due to the high
Tg, the diffusivity of the adspecies on the substrate surface is considered high; this in turn favors the adatom incorporation into existing islands at the expense of nucleating new ones. The further increase in the deposition time contributes to the enlargement of the islands of the critical size for the occurance of the coalescence and the formation of elongated chains for the case of Pt_Th25 nm (see
Figure 1(c1)). The width of the channels varies between 41 nm and 141 nm (
Table 1, line 12, column#2), while the mean size of the Pt-free holes is about 41 nm (
Table 1, line 17, column#2). The increase in
ThPt to 40 nm enhances coalescence, which leads to an enlargement of the channels and at the same time to a reduction in the separating spaces as well as to a shortening of the length of the valleys (see
Figure 1(d1)).
Figure 1(e1) shows the morphology of the sample Pt_Th55 nm as a network containing randomly distributed holes, where the size of these holes varies between 18 nm and 111 nm (
Table 1, line 17, column#4). The increase in
ThPt from 55 to 70 nm illustrates a clear modification from a network with holes to a continuous film in the case of Pt_Th70 nm with a roughness of
Ra = 0.6 nm, containing still small holes with a mean size of about 46 nm (see
Figure 1(f1) and
Table 1, lines 10, 18, column#5).
Besides the changes in the Pt film morphology, the PLD growth of Pt on the YSZ substrate was accompanied by the formation of hillocks. These later appeared as bumps in the AFM micrographs with different contrasts. In order to demonstrate the height variation of the hillocks, three profiles were derived from red, black, and green dashed lines as drawn in the AFM micrographs (see
Figure 1(b1–f1)). The different profiles are given in
Figure 1(b2–f2) for the samples Pt_Th10 nm, Pt_Th25 nm, Pt_Th40 nm, Pt_Th55 nm, and Pt_Th70 nm, respectively, where it is possible to compare the height variation of the Pt films due to the hillocks (i.e.,
Imax) and due to the voids (i.e.,
Imin). As an example, in the case of sample Pt_Th10 nm, the hillock height varies between 5.3 and 44.7 nm (see
Table 1, line 24, column#1).
It is worthwhile to mention that the morphology of a Pt film grown on a YSZ substrate including the formation of hillocks and voids depends on the film thickness
ThPt as well as on the growth temperature
Tg. For example, a percolating network similar to the morphology of Pt_Th25 nm grown by PLD at
Tg = 900 °C was reported by Ryll et al. [
24] by annealing the sputtered Pt initially grown at a low temperature. Furthermore, the morphology of a Pt film with
ThPt = 50 nm sputtered at a low temperature and annealed between 625 and 800 °C did not reveal any hillock formation but a dewetting issue. Contrarily, the study of Beck et al. [
28] about the microstructure of a Pt film with
ThPt = 400 nm grown on YSZ by PLD at
Tg = 400 °C revealed the formation of triangular and hexagonal hillocks. This comparison emphasizes that the deposition methods and the growth conditions strongly influence the morphology and the microstructure of Pt films grown on a YSZ substrate. On the other hand, preserving the same deposition method and deposition parameters disclosed a reproducible morphology similar to the one shown by AFM micrographs in
Figure 1. However, changing the growth temperature (i.e.,
Tg = 300 °C to
Tg = 900 °C) or using a different substrate (i.e., Al
2O
3) would modify the morphology and the structure, as clarified in our previous work [
3].
Figure 2a–e show SE_0° images of the 1.2 × 1 µm
2 areas with a zero-degree angle (i.e., the incoming electron beam is perpendicular to the sample surface) for the same specimens as investigated by AFM (see
Figure 1(b1–f1)). Similarly, to AFM, SE_0° images confirm a transition in morphology from 3D islands to 2D layers as the
ThPt increased from 10 to 25 nm and, therefore, demonstrate an enhancement of coalescence with the deposition time (
ThPt > 25 nm). For the sample PtTh70 nm, the SE_0° image also shows the formation of a smooth and continuous Pt film.
Figure 2f–j represent corresponding Pt elemental EDX_0° maps where the dark regions indicate Pt-free regions in the shape of channels, like for Pt_Th25 nm, and of holes for Pt_Th40 nm and Pt_Th55 nm. However, from SE_0° images and their corresponding EDX_0° maps, it is quite difficult to identify the location of the hillocks and to measure their sizes. To promote the visibility of the hillocks, the samples were inclined at different angles;
Figure 2k–o show SE_50° images of 5 µm × 5 µm in size, which were obtained with an inclination angle of 50 degrees for the best visibility of hillocks, where the hillocks were encountered with red circles. These later were used for the quantification of the area density of hillocks. In the SE_50° images, the hillocks appear as bumps located on the surface. It has to be mentioned that in the SE_50° images, the height visibility of hillocks is improved in comparison with SE_0° images, but it is still not as pronounced as in the AFM images. In order to enhance the visibility of the hillocks, causing a change in the surface topography, we utilized the backscattered electron imaging method without a sample tilt (i.e., BSE_0°). This technique enables the collection of electrons where the local electron density depends on the inclination angle of the scattering object [
33] relative to the incident electron beam. The hillocks, with their pyramidal-like shape and facets being differently inclined with respect to the incident electron beam and having a different packing density to the crystal lattice, scatter the electrons more or less back to the BSE detector, consequently generating bright spots in the BSE_0° images, as can be seen in
Figure 2p–t. For sample Pt_Th40 nm, the comparison of
Figure 2c,m,r, which correspond to SE_0°, SE_50°, and BSE_0° images, respectively, demonstrates that the highest contrast of hillocks was obtained in the BSE_0° images. This applies also to the case of the Pt_Th55 nm sample. As a conclusion, BSE_0° images offer the possibility to identify hillocks and to follow their evolution as a function of Pt film thickness
ThPt.
The hillock densities were determined from SE_50° images as well as from AFM and BSE_0° images, and they are compared in
Table 1, rows #22 and 23. Furthermore, BSE_0° images were analyzed to derive the degree of coverage corresponding to Pt in the as-grown state as indicated in a percentage in
Figure S3a–e. Obviously, the degree of coverage significantly increased from 66.2% in the case of Pt_Th10 nm to 99.8% for Pt-Th70 nm. This consequently had a strong impact on the measured conductivity values which developed from 0 to 3.69 × 106 (1/Ohm) (see
Table 1, row #27). This result is consistent with the finding of Bauer et al. [
3] regarding the improvement of the electrical conductivity of Pt grown on sapphire with the increase in the deposition rate.
In contrast to Bauer et al.’s previous study [
3] carried out on a Pt_Th40 nm film grown on Al
2O
3, the obtained morphology from Pt_Th40 nm grown on YSZ at
Tg = 900 °C was different and unavoidably exhibited hillock growth even for higher thicknesses such as Pt_Th55 nm (see
Figure 2r,s). The reported absence of the hillocks in the case the Pt_Th40 nm film grown on Al
2O
3 could be due to the difference in coefficients of thermal expansion (CTEs) and lattice misfits. Furthermore, the hillock formation was recognized to be dependent on the compressive stress during heating and on the stress relaxation film during cooling [
14]. Carneiro et al. [
34] investigated as to whether residual stress is dependent on the CTE of the film
αf being higher (respectively lower) than the CTE of the substrate
αS. Their analysis confirmed that a thin film experienced tensile stress if
and compressive stress for the case of
. As the CTE of Pt (
= 8.9 × 10
−6/°C) [
35] was smaller than the CTE of YSZ
= 10.5 × 10
−6/°C) [
36], the film was compressively stressed, in contrast to a previous study of Bauer et al. [
3] where
~7 × 10
−6/°C [
37].
Figure 3a shows that the hillock density decreased with the thickness
ThPt of the deposited Pt film, while simultaneously the hillock volume increased. It appears that for Pt_Th10 nm, the hillocks achieved the highest density and the lowest volume. The behavior of the hillock density was found to be notably influenced by the growth morphology, i.e., the transition from a 3D island to 2D layer growth, when
ThPt exceeded 10 nm. In the 2D layer growth regime in
Figure 3a, Pt_Th25 nm is labeled as “NH” as it did not contain hillocks and the surface morphology was simply composed of channels. Pt_Ths40 nm, which is labeled as “H” (i.e., hillocks), had the highest hillock density [/µm
2], while the sample Pt_Th55 nm, that is also labeled by “H”, had the largest hillock volume.
The recorded decrease in hillock density is probably related to the reduction in the number of grain boundaries, which was induced by the increase in deposition time, leading to an extension of the lateral size of platinum regions. This correlation will be discussed in more detail in the next chapter.
Figure 3b displays the measured and simulated XRR curves for the samples Pt_Th10 nm, Pt_Th25 nm, Pt_Th40 nm, Pt_Th55 nm, and Pt_Th70 nm. The film thicknesses as well as the roughness Rax were derived from the fitting of the experimental curves (see
Table 1, lines 7, 9). In the as-grown state, the oscillation period decreased as the
ThPt increased, and the derived thicknesses
ThPt of about 10, 25, 44, 55, and 70 nm from the fitting procedure confirm the expected values from the number of shots mentioned in the growth section above. We found that in the 2D morphology, the surface roughness gradually increased from
Rax = 1.83 nm for Pt_Th25 nm to
Rax = 4.24 nm for Pt_Th40 nm and
Rax = 8.94 nm for Pt_Th55 nm, while it decreased to
Rax = 0.6 nm for Pt_Th70 nm. This behavior is well correlated with the variation of the hillock volume as a function of
ThPt, which achieved its maximum value for the sample Pt_Th55 nm (cf.
Figure 3a).
3.2. The Dependency of the Crystalline Structure on the Deposition Time in the As-Grown State
X-ray diffraction patterns were recorded for different spots of symmetric reflections, namely Pt111, Pt222, and Pt333, and also for the asymmetric reflections Pt224 and Pt331. An overview of the diffraction patterns for the symmetric reflections Pt111 and Pt222 as well as asymmetric reflections Pt331 and YSZ224 is presented in
Figures S1 and S2 of the Supplementary Information, respectively. This covers the diffraction patterns recorded in the as-grown state of the films (see
Figures S1a–e,k–o and S2a–e). The coordinates of the peak positions which correspond to the maximum intensities Qang and
Qrad, were derived from the patterns of the symmetric and asymmetric reflections. The coordinates were utilized for the determination of the interplanar d-spacings
d111 and
d11-2 along the out-of-plane and the in-plane direction of the rhombohedral structure following the Equations (1) and (2).
The angular and radial diffraction profiles of the Pt111 reflection were derived from the patterns of the different as-grown Pt films and are compared in
Figure S1(e1,e2). The comparison of the angular broadening in
Figure S1(e1) shows a decrease with
ThPt, indicating either an increase in the lateral coherence length
LH and/or a decrease in the degree of misorientation of the mosaic blocks. Furthermore, the comparison of the radial diffraction profiles in
Figure S1(e2) shows an oscillation of Kiessig fringes for Pt_Th10 nm and Pt_Th25 nm, which permits us to directly derive the mean value of the vertical size of coherently diffracting crystal blocks
Lv. Here, we found that
Lv as determined from the oscillation fringes had the same order of magnitude as
ThPt. However, the existence of hillocks acted as a disturbance for the coherent diffraction and contributed to the damping of the oscillation fringes in the case of Pt_Th40 nm and Pt_Th55 nm. This was not the case for the sample Pt_Th70 nm, where the radial diffraction profiles exhibited oscillation fringes with a smaller periodicity corresponding to a film thickness of
ThPt = 70 nm.
Figure 4a,b compare the radial and angular diffraction profiles of Pt333 for the samples Pt_Th10 nm, Pt_Th25 nm, Pt_Th40 nm, Pt4_Th55 nm, and Pt_Th70 nm.
Figure 4a also encloses the signal of the YSZ444 reflection of the substrate that is expectedly superposed. This ensures us a reliable determination of the peak positions Qz and therefore of the d
111 d-spacing. In the inset of
Figure 4a, the maximum intensity I
max of the Pt333 reflection linearly increases with the deposition time (respectively Th
Pt) with two different slopes when Th
Pt varies from 10 to 70 nm. Furthermore, the slope of the curve gets steeper as Th
Pt increases from 55 to 70 nm.
The increase in I
max is strictly related to the increase in the Pt film thickness Th
Pt. This is well correlated with the increase in the degree of coverage as demonstrated in
Figure S3. Oppositely, the Qz@I
max decreased when Th
Pt varied from 10 to 40 nm and remained unchanged.
In the following, to demonstrate these experimental findings, we selected the variation of the diffraction peak Pt333, which was measured together with the YSZ444 reflection of the substrate taken as a reference.
Figure 4b demonstrates the reduction in angular broadening with
ThPt, which reflects an improvement of the crystal quality of the growing Pt film in terms of decreasing defect density as
ThPt increases. This is in accordance with the enhancement of the degree of coverage determined in
Figure S4a,e for the as-grown state.
Figure 4c depicts the variation of the distortion angle δ of the Pt rhombohedral structure as well as lattice parameter a with
ThPt. Both structural values follow the same behavior versus
ThPt. Independent of the hillock density and hillock volume, which varied between Pt_Th10 nm, Pt_Th40 nm, and Pt4_Th55 nm, the degree of the distortion was found to be very comparable and in the range of δ = 0.3 degrees. However, the distortion angle was only affected by the hillock formation, which represents an obstacle for the distortion phenomena. In fact, for the sample Pt_Th25 nm, which did not reveal hillocks (“NH”), the distortion angle was δ = 0.7°, i.e., twice the value determined for the samples Pt_Th10 nm, Pt_Th40 nm, and Pt4_Th55 nm, where hillocks were measurable in the films.
Figure 4d shows the evolution of the tensile out-of-plane residual strain ε
⟂ as well as the interplanar d-spacing d
111 of the Pt (111) lattice planes as a function of Th
Pt. Both ε
⟂ and d
111 display a similar behavior since they are related by Equation (4).
The in-situ stress measurement of Matsui et al. [
14] demonstrated that Pt films sputtered on silicon at higher temperatures than
Tg = 300 °C and had tensile residual stress due to hillock formation, which released the stress formed during deposition. Due to the discontinuity of the Pt film, which was induced by the formation of voids at lower thickness, we cannot rely on the estimated values of the in-plane residual strain. In the following section, we restrict our analysis to the estimated vertical residual strain
ε⟂ in growth direction. This is worthwhile to remind us about the different phenomena which overlap and compete with the increase in deposition time (i.e.,
ThPt) such as 3D–2D morphology transition, hillock formation, and the generation of voids. It appears that the Pt film sample Pt_Th40 nm had a 2D morphology as demonstrated by AFM in
Figure 1(d1) and also enclosed the highest hillock density (see
Figure 3). Additionally, Pt_Th40 nm displayed the highest value of residual strain
ε⟂ = 0.0035 and a lattice spacing
d111 = 2.274 Å. In the 2D morphology, by increasing
ThPt the degree of coverage increased and the hillock density decreased. This led to a shrinking of (111) lattice plane d-spacing and therefore to a reduction in the corresponding <
ε⟂> (
Figure 4d).
The morphology in terms of continuity and homogeneity for the case of Pt_Th70 nm was found to release the residual strain in the film and therefore to omit the hillock formation and reduce the expansion of the in-plane lattice parameter and the degree of the distortion (
Figure 4c,d).
The fitting of the radial and angular broadening of the different reflection orders Pt111, Pt222, and Pt333 with the Pseudo-Voigt functions [
38] (see
Figure S1(e1,e2)) enabled us to follow the variation of
FWHMRad and
FWHMAng with the reflection order for the different Pt film thicknesses as shown in
Figure 5a,b. These later demonstrate a decrease in the radial and in the angular broadening which indicates an improvement of the crystal quality with increasing
ThPt.
The evaluation of the Williamson–Hall [
39] (WH) plots of
FWHMAng (respectively
FWHMRad) as a function of the reflection order gives the mean value of the lateral size
LH (respectively vertical size
LV) from the intercept and the degree of misorientation
α (respectively mean value of vertical strain distribution
ε) from the slope. We found that the increase in the Pt film thickness
ThPt led to an increase in the
LH and
LV values (see
Figure 5c).
The mechanism controlling the hillock formation was discussed for metallic layers such as Al [
40], Cr [
41], and Pt [
13]. The grain boundaries diffusion-based mechanism was proposed as the stress relief which occured during the growth of the Pt layer by the migration of the Pt along the grain boundaries toward the film surface [
42]. This intensive migration along the grain boundaries culminated in hillock formation. This enables us to conclude that the presence of a high number of grain boundaries represents nucleation centers for hillock formation.
Figure 5c demonstrates an increase in the lateral size
LH of the Pt crystal mosaic blocks which was generated either by the motion or by the disappearance of grain boundaries. This could result from the filling of these diffusions paths during the enhancement of the Pt deposition flux, meaning the increase in Pt film thickness
ThPt.
Our investigation demonstrated a correlation between the increase in the lateral size which is accommodated by the increase in Pt film thickness and the reduction in hillock density as shown in
Figure 3a and
Figure 5c.
Furthermore, the compressive differential strain produced by the Pt growth because of the different thermal coefficients of the Pt and the YSZ substrates (i.e., 8.9 × 10
−6 K
−1 and 10.5 × 10
−6 K
−1 at 300 K, respectively) can be released either by a grain boundaries diffusion-based mechanism of hillocks [
41], such as in the Pt_Th40 nm and Pt_Th55 nm samples, or by grain boundaries grooving [
24,
43], rather than hillock formation which probably occurs in the case of Pt_Th25 nm, leading to the network morphology composed of a high number of distributed channels (see
Figure 2b). This consequently can explain the reason for the absence of hillock accompanied by the large number of channels in the case of Pt_Th25 nm. Similar behavior was reported by Ryll et al. [
24] in the case of platinum thin film electrodes on a YSZ electrolyte, where the Pt film morphology displayed the same percolating network structure due to the grooving occurring at the grain boundaries.
Simultaneously, the degree of misorientation
α decreased, which reflects an enhancement of the film quality and a reduction in the defect density (see
Figure 5d). However, the mean value of vertical strain distribution <
ε⟂> behaved differently. It reached the maximum for
ThPt = 40 nm and
ThPt = 55 nm, corresponding to states labeled by “H” as shown in
Figure 5d. As a result, we conclude that the vertical strain distribution became large due to an increase in the hillock height which was estimated to be about 23.6 nm in the case of Pt_Th40 nm and 31.8 nm for Pt_Th55 nm (
Table 1, row#24).
3.3. Microstructural Changes of the Pt Films during the Subsequent Growth of the Capping Layer
It is worthwhile to emphasize that the investigation of the Pt microstructure was not as easily accessible in the uncapped state due to the overlap of signal coming out of the capping layer and Pt layer. Therefore, very few attempts [
15] were carried out to study the capped state of the bottom electrode. In the following, we will focus on analyzing the Pt morphology as well as the structure after being modified by the subsequent growth.
The subsequent growth of the capping layer on the top of the Pt films from the as-grown state involved three steps: The heating up of the samples Pt_Th10 nm, Pt_Th25 nm, Pt_Th40 nm, Pt_Th55 nm, and Pt_Th70 nm from room temperature to the growth temperature
Tg = 900 °C with a heating rate of 25 °C/min. Then, this was followed by a growth step of the subsequent layer for a duration of 5 h, which can simultaneously be considered as the annealing step for the Pt films. The final step was a slow cooling of the bilayer systems, where the Pt films became encapsulated between the capping layer and the YSZ substrate. In the following, we compare the morphology and the microstructure only of the Pt films in the as-grown states and in the encapsulated states which were characterized at room temperature. SE_0°, EDX_0°, and BSE_0° images in
Figure 6a,c,d,f compare the film morphology of the Pt films with a thickness
ThPt = 25 nm in the as-grown states, where no hillocks were detected, and in the encapsulated states, respectively. Dewetting phenomena were detected, and the size of voids increased during the post-growth stage. EDX_0° maps (
Figure 6b,e) illustrate the Pt-free regions as black regions, which were significantly propagated, and the Pt film with a channel-like morphology which was transformed to a Pt block morphology. The degree of coverage was evaluated from the BSE_0° images in
Figure S3b,g, showing a decrease from 76.3% to 38.1%. Similar dewetting phenomena were measured by SEM for Pt films with a 24 nm thickness and grown by PLD at
Tg = 780 °C on YSZ(111) after thermal annealing at 800 ° for 48 h under air and without capping layer [
44].
In order to understand the dewetting mechanism occurring for the sample Pt_Th25 nm after the subsequent growth of the capping layer, corresponding TEM cross-section specimens were investigated (see
Figure 6g,h). As a first result, the film thickness that corresponds to the vertical size of the formed Pt blocks was found to be around 100 nm. This indicates that a migration of the Pt nucleus took place due to high surface diffusion at
Tg = 900 °C in addition to the desorption of Pt from the surface because of the instability of Pt when the film is still thin and does not reach the optimum thickness to withstand migration processes.
The formation of a discontinuous Pt film in the case of EncPt_Th25 nm was accompanied by an increase in void sizes from 40 nm to 150–690 nm, as illustrated by magenta arrows in
Figure 6g,h of the as-grown sample Pt_Th25 nm and EncPt_Th25 nm for the corresponding encapsulated state (
Table 1, lines 17, 38, column #2). The change in the film thickness was not only measured by TEM, but also by XRR curves which exhibited changes when the Pt films became encapsulated. For Pt_Th25 nm, the XRR curve displayed oscillations and the fitting of the curve was found for
ThPt = 25 nm, while for EncPt_Th25 nm the best fitting was obtained for
ThPt = 100 nm, confirming the thickening of the Pt film due to dewetting, as demonstrated by TEM imaging. Regarding the changes in the crystal structure, the HR-RSM data of Pt111 for Pt_Th25 nm and EncPt_Th25 nm (see
Figure S1b,g) are remarkably different, especially the fringe oscillations in the radial directions which disappear for EncPt_Th25 nm.
Figure 6i compares the XRR curves for
ThPt = 25 nm between the as-grown and the encapsulated states. Obviously, the XRR curves of the bilayer system such as EncPt_Th20 nm contain two critical angles
QPt and
QCL that correspond to the Pt bottom electrode and the capping layers CLs, respectively. XRR of Pt_Th20 nm displayed oscillations where the periodicity gave a
ThPt of about 25 nm. The subsequent growth at
Tg = 900 °C strongly affected the XRR curve, where the oscillations were completely erased. This is probably due to the strong dewetting of the Pt layer, as demonstrated by the TEM images of
Figure 6g,h.
From the XRR curves of
Figure 6i and the corresponding mass density profiles of
Figure 6j, we derived that
ThPt = 31 nm for sample Pt_Th25 nm, whereas in the case of EncPt_Th25 nm, a thickness of
ThPt = 38 nm was found. XRR also confirmed dewetting phenomena upon encapsulation processes. Additionally, the mass density profiles of Pt_Th25 nm and EncPt_Th25 nm showed differences in the mass density distribution of the Pt layers as well as in the film thicknesses.
As indicated in
Figure 6j,
and
show the critical angles for the capping layer and the platinum layer. The comparison between the samples Pt_Th25 nm and EncPt_Th25 nm shows that the critical angle for the Pt layer is different when platinum is encapsulated. In other words, the encapsulation of platinum through the high temperature post-growth decreases the density of the Pt film (resp. degree of coverage).
Additionally, the mass density profile
of the Pt_Th25 nm film did not remain constant and it varied across the film thickness up to the film surface without reaching the theoretical bulk value (indicated via the dashed line
). This mass density fluctuation correlates with the degree of coverage, where
falls below the theoretical mass density of a completely covered film surface. The thickness values obtained from the density profiles are also shown in
Table 1 (row#7). It should be noted that the
ThPt values obtained from the mass density profiles are inconsistent with the corresponding TEM values because of the local aspect of the TEM examination method (
Table 1, rows #7, 8). Furthermore, by comparing the diffraction patterns, we found that in the case of EncPt_Th25 nm, the peak positions of the Pt111, Pt222, and Pt333 reflections shifted towards higher scattering wave vectors
Qrad (see
Figure 6k), which reflects a compression in the out-of-plane interplanar d
111 spacing, i.e., reducing it from
d111 = 2.9743 Å to d
111 = 2.9713 Å.
The growth of the Pt films with different deposition times (i.e., number of shots) led to the formation of films with different morphologies. In fact, the growth mechanisms changed from a 3D island to 2D layer-by-layer growth when
ThPt exceeded 10 nm. The formation of hillocks also occurred for Pt_Th40 nm and Pt_Th55 nm to relax the stress generated in the films during growth. However, these films still contained the highest values of out-of-plane residual strain of ε
⟂ = 0.005 (
Figure 4d).
The Pt films obtained for the thicknesses
ThPt = 40 nm and 55 nm contained hillocks at room temperature, which may have formed during the cooling phase because of the difference in the thermal coefficient between the Pt film and the YSZ substrate.
Figure 7 specifically illustrates the changes recorded after the post-growth of the subsequent layer in the film morphology as well as in the microstructure for the Pt film thicknesses of
ThPt = 40 nm and 55 nm, where hillocks were formed. For this purpose, we compared the SE_0°, EDX_0°, and BSE_0° images (see
Figure 7a–c) of the sample Pt_Th40 nm in the as-grown state and of EncPt_Th40 nm in the encapsulated state (see
Figure 7d–f). Firstly, the degree of coverage was found to increase from 80.4% to 95.3% (see
Figure S3c,h) due to the post-overgrowth of the subsequent layer, where simultaneously, BSE_0° images show that the hillock density decreased from 2.08/µm
2 to 1.64/µm
2 (
Table 1). From BSE_0° images of Pt_Th40 nm and EncPt_Th40 nm given in
Figure 7c,f
, the mean size of the hillock width, the distance between hillocks, the channel width, as well as the hole diameters, were derived and are summarized in
Table 1.
The hillocks were formed in the vicinity of the black channels which correspond to Pt-free regions. The holding of Pt_Th40 nm at Tg = 900 °C during the subsequent growth phase with a duration of five hours contributed to an increase in the diffusion energy of the Pt nuclei which in turn led to a reorganization of the film morphology. In our opinion, the dewetting of the Pt film in the sense of desorption of Pt atoms (i.e., detachment from the film surface) and the migration of Pt from hillocks to the film surface are two competitive processes, which occurred in the sample Pt_Th40 nm holding at Tg = 900 °C during the subsequent layer growth. The migration of Pt atoms belonging to overgrowth regions in the shape of bumps on the surface towards the channels led to an increase in the degree of coverage and a decrease in the hillock density. Simultaneously, the Pt-free channels, which are not surrounded by hillocks, were also attacked by dewetting phenomena which contributed to a further enlargement of the channel width during the high-temperature holding during the subsequent growth. As a result, the channel width increased from about 121 nm for Pt_Th40 nm to 237 nm for EncPt_Th40 nm, while the size of the holes changed from approximately 68 nm to 96 nm.
The increase in the holes formed was the consequence of the migration of Pt atoms toward the hillocks, which might have induced the increase in hillock size from about 179 nm to 376 nm because of local stress accumulation. This allows us to conclude that the hole expansion drives the Pt atoms to pile up around and to form hillocks near the holes with larger sizes. Similar phenomena were detected and described for the in-situ investigation of thermal instabilities and solid state dewetting in polycrystalline Pt thin films via confocal laser microscopy during the annealing of films with a free surface by Jahangir et al. [
11].
Figure 7g,h show the modification of the Pt films in a cross-section by TEM micrographs for the samples Pt_Th40 nm and EncPt_Th40 nm. At first, the film thickness was found to be about 40 nm in the case of Pt_Th40 nm, while
ThPt decreased down to about 20 nm underneath the subsequent overgrown layer in the absence of hillocks. At other locations of the films, hillocks are indicated by magenta arrows with lateral sizes exceeding 200 nm and a hillock height of about 100 nm. This explains that the extension of the lateral size of the hillocks was the result of the thinning of the film thickness towards the hillocks caused by Pt migration. These results suggest that the mechanism of hillock formation is rather Pt regrowth on the top of the film surface due to the piling up of Pt atoms with high surface energy. Furthermore, the major driving forces for the Pt-film rearrangement during the subsequent growth at
Tg = 900 °C and during the slow cooling to room temperature were rather the surface energy and the internal defect energy caused by the grain boundaries. This was also proved by Hren et al. when they discussed the hillock formation mechanisms for different types of metals such as Al, Pt, and Pb [
13].
We compared the SE_0°, EDX_0°, and BSE_0° images of the sample Pt_Th55 nm in the as-grown state (
Figure 7i–k) and of EncPt_Th55 nm in the encapsulated state (see
Figure 7l–n). The evaluation of the BSE_0° images in
Figure S3d,i indicates an increase in the degree of coverage from 81.4% to 94.3%. The hillocks completely disappeared in EncPt_Th55 nm due to the migration of Pt nuclei into the neighboring Pt-free channels where their number decreased (see
Figure 7k,n). This permits us to conclude that the competition between dewetting and hillock expansion was affected by the Pt film thickness for the same annealing duration held at
Tg = 900 °C. As a result, the in-plane residual strain decreased in
ThPt from 40 to 55 nm (
Figure 4d and
Figure 5d). The film thicknesses depicted from the TEM images of
Figure 7o,p do not reveal any modifications in terms of the thinning of the Pt film. This confirms that the disappearance of overgrown Pt forming the hillocks, which migrated to fill the Pt-free channels located in the neighboring regions, leading to the formation of more continuous films with some holes. The peak position of the Pt333 reflection behaved in the reverse way for the samples Pt_Th40 nm and Pt_Th55 nm as the Pt films became encapsulated.
The fitting of XRR curves was obtained for Pt_Th40 nm and EncPt_Th40 nm for
ThPt = 40 nm and 20 nm, respectively, as this could be demonstrated by the enhancement of oscillations in
Figure 7q for EncPt_Th40 nm.
Figure 7q compares the XRR curves for
ThPt = 40 and 55 nm in the as-grown and capsulated states. Obviously, the XRR curves of the bilayer systems such as EncPt_Th40 nm and EncPt_Th55 nm contain two critical angles,
ΘPt and
ΘCL, which correspond to the Pt bottom electrode and to the capping layers (CLs), respectively. Furthermore, the oscillations recorded in the incident range Q > 0.5 degrees belong to the Pt underlayer, while the oscillations for
Θ < 0.5 degrees correspond to the capping layer with a thickness
ThCL of about 100 nm. Therefore, the simulation of XRR curves is based on one single layer for the samples Pt_Th40 and Pt_Th55 nm, but for two layers for EncPt_Th40 nm and EncPt_Th55 nm as described in the Experimental Section. All the fitting curves derived from simulations are drawn in solid lines and fitting parameters are summarized in
Table 1. The increase in the oscillation period for EncPt_Th40 nm in comparison with Pt_Th40 nm was due to the thinning of the Pt layer during the subsequent growth. The Pt film thickness determined from the XRR fitting is about
ThPt = 28.18 ± 0.34 nm for EncPt_Th40 nm and
ThPt = 55.56 ± 0.9 nm for EncPt_Th55 nm (
Table 1). These values were found in accordance with the
ThPt measured from the TEM images (
Figure 7g,h).
To fit the XRR curves, the Pt layer was assumed to be composed of
N slabs or slices where each slab
Nj is defined with a thickness
ThPt_j and mass density
ρj. The best-fitting curves of the measured XRR curves are plotted as bold solid lines in
Figure 7q. These later were obtained for the mass density profiles across the film thickness and are presented in
Figure 7r. The Pt mass density
ρPt does not display a plateau-like behavior for Pt_Th40 due to the decay of the
ρPt across the Pt film thickness when
ThPt > 15 nm. The cut-off of the
ρPt profile gives
ThPt = 38 nm, as is indicated by a magenta vertical dashed line in
Figure 7r. The
ρPt profile of Pt_Th40 has a maximum which is very close to the Pt mass density of the bulk (i.e.,
ρBLPt = 21.45 g/cm
3). However, the
ρPt profile of EncPt_Th40 nm partially displays a plateau-like behavior for 15 nm <
ThPt < 38 nm. The cut-off, which is illustrated by the red vertical dashed line in
Figure 7r, gives a value of about
ThPt = 42 nm where the capping layer starts. Even in the plateau-like region, the
ρPt fluctuates and deviates from
ρBLPt = 21.45 g/cm
3. The
ρPt profile of Pt_Th55 nm shows a smoother curve and plateau-like behavior for 15 nm <
ThPt < 38 nm in comparison with Pt_Th40, reflecting less fluctuations in
ρPt across the Pt layer. The mass density of the plateau is found to be
ρPt = 18.66 g/cm
3 which is lower than the mass density of the bulk platinum (i.e.,
ρBLPt = 21.45 g/cm
3). The cut-off, which is illustrated by the blue vertical dashed line in
Figure 7r, yields a value of about
ThPt = 50 nm. For sample EncPt_Th55 nm, the
ρPt profile has a more extended plateau-like behavior where the values fluctuate and deviate from the
ρBLPt value. The cut-off illustrated by the black vertical dashed line in
Figure 7r gives a value of about
ThPt = 68 nm. It should be noted that the interfacial region between the Pt and CLs is comprises the thicknesses
ThPt = 58 and 68 nm. The
ThPt = 65 nm determined from TEM (cf.
Figure 7o) corresponds to some locations, while
ThPt = 50 nm is derived from the blue cut-off in
Figure 7r and represents the average value of the Pt film thickness. This could explain the origin of the discrepancy between the determined
ThPt values.
Figure 7s depicts the radial diffraction profiles of the Pt111, Pt222, and Pt333 reflections recorded from the samples in the as-grown and encapsulated states. For the higher Pt333 reflection order, the
Qz (light red solid line) of Pt_Th40 nm is shifted toward lower
Qz values (respectively higher
c lattice parameter) in the case of EncPt_Th40 nm. Oppositely, the
Qz coordinates of the Pt333 peak move to higher values when the Pt film changes from the as-grown state Pt_Th55 nm to the encapsulated state EncPt_Th55 nm. This reflects a compression of the interplanar distance
d111 along the [111] direction in the rhombohedral structure space.
Figure 8a–f compare the SE_0°, EDX_0°, and BSE_0° images of Pt_Th70 nm and EncPt_Th70 nm. The Pt surface morphology, which was smooth and did not contain hillocks for Pt_Th70 nm, changed for EncPt_Th70 nm where the film morphology exhibited a continuous film with some grains formed from a second nucleation growth. In order to better understand the origin of the surface morphology modification, corresponding cross-section TEM images of the films are compared in
Figure 8g,h. Here, for the sample Pt_Th70 nm, we can see that a continuous Pt film free of hillocks changed in the film thickness, leading to thickness fluctuations at specific locations of the film. Having a closer look into the subsequent layer, one can detect a few hillocks in the capping layer, which were formed on the Pt film as indicated by the red and green arrows. This confirms that the grains rather belong to the subsequent layer and not to the Pt underlayer. However, we can conclude that the film thickness of platinum also affects the growth as well as the microstructure of the subsequent layer. The fitting of XRR curves in
Figure 8i revealed a mean value of
ThPt = 70 nm for Pt_Th70 nm and EnPt_Th70 nm, which confirms that
ThPt was optimum for the underlayer to withstand the dewetting phenomena during the subsequent growth at
Tg = 900 °C.
The fitting of XRR curves is shown in
Figure 8i, while
Figure 8j shows the bulk-density profiles of the film. It is noticeable that the as-grown sample has a constant density profile throughout the thickness of the film, accompanied by a finely finished surface. However, it is important to note that, while the surface is sharp, the interface is not as sharply defined. Furthermore, the surface roughness of
Ra = 0.6 nm for Pt_Th70 nm could only be derived from AFM images due to the inconvenience of the XRR several-stack model for the roughness estimation (
Table 1, row #10).
In addition, the disappearance of hillocks, which is related to the increased fill factor, indirectly contributed to the sharpness of the Pt film surface. In
Figure 8j, the mass density profiles of Pt_Th70 nm and EncPt_Th70 nm are consistent and the plateau of the profiles, corresponding to the as-grown state (i.e., Pt_Th70 nm) which is aligned with the theoretical density value. This is in accordance with the local filling factor obtained through BSE image analysis. It can therefore be concluded that a film thickness of 70 nm is sufficient to completely cover the YSZ(111) surface using PLD growth. On the other hand, the results revealed a slight thickness increase from
ThPt = 70 nm to
ThPt = 88 nm, which was accompanied by a small density reduction. This indicates the occurrence of a migration of Pt atoms, which did not disturb the uniformity and the continuity of the Pt film being free of holes since the mass density profile remained constant through the thickness.
Figure 8k compares the diffraction patterns of both states and demonstrates a compression in the lattice unit cell after Pt encapsulation as the
Qz moved toward higher values in the case of EncPt_Th70 nm. The change in the microstructure of the Pt layers in the as-grown and encapsulated states was studied in terms of mosaicity, meaning the degree of misorientation and the mean value of vertical deviation <
ε^>. For this purpose, the angular and radial broadening, which were derived from the HR-RSM data of
Figure S1, were fitted and the corresponding
FWHMAng and
FWHMRad values are plotted in
Figure S4. The upper row of
Figure S4 (respectively lower row) compares the WH plots for
FWHMAng (resp.
FWHMRad) as a function of the reflection order between the as-grown and encapsulated state for the Pt films.
Prior to the discussion of the change in mosaicity, as well as in the crystal lattice parameters after the post-growth of the subsequent layer, it is worthwhile to summarize the different competitive mechanisms, which occurred as the Pt film thickness
ThPt increased. Firstly, we demonstrate a morphology transition from 3D islands to 2D layer-by-layer growth when
ThPt > 10 nm. In addition, the hillock formation took place for
ThPt = 40 and 55 nm (marked in
Figure 9 as “H”) when the stored stress in the grown film achieved a critical value for the appearance of the hillocks, which represents a stress relaxation mechanism occurring during the cooling stage to a certain value as measured by HR-XRD at room temperature. Combined BSE_0° and TEM imaging reliably demonstrated the influence of the diffusion energy increase on the platinum film morphology as the film was held at
Tg = 900 °C.
In fact, dewetting of the Pt layer and migration of Pt from overgrown bumps which constituted the hillocks simultaneously occurred (see
Figure 7). Therefore, for a better understanding, it is crucial to consider the Pt surface morphology, the dewetting, as well as the hillock formation, which vary from
ThPt (i.e., 10, 25, 40, 55, and 70 nm) (see
Figure 9a–d).
In
Figure 9, we inserted the labels “H” and “NH” (for “Hillocks” and “No Hillocks) to consider the modification of the hillocks as a function of
ThPt between the as-grown and encapsulated states. In the following, we suggest discussing the variation of the misorientation degree
α, the mean value of the vertical strain, the distortion angle
δ, and the in-plane residual strain
ε// for the different Pt film thicknesses
ThPt (i.e., 10, 25, 40, 55, and 70 nm).
The degree of misorientation α was derived from the slopes β of the corresponding plots of
FWHMAng as a function of the reflection order using the formula α = (c/2π) × β.
Figure 9a shows the variation of α for different values
ThPt with the indication of “H” and “NH” at the data points in the graph, in addition to the film morphologies “3D” or “2D”. In the as-grown state, we demonstrate that, independently from the film morphology and hillock formation, the degree of coverage evaluated from BSE_0° images of
Figure S3 increased and the misorientation degree α decreased due to the expansion of the Pt lateral size L
H (see
Figure 5c) with the deposition time.
For
ThPt = 55 nm, by comparing the BSE images of
Figure 7k,n corresponding to the as-grown and encapsulated states, we deduce that the hillocks disappeared, which reduced the constraint on the mosaic blocks and decreased the degree of misorientation α. A similar effect was revealed for
ThPt = 10 nm where BSE images are not shown (
ThPt = 10 nm “NH” → “H” in EncPt_Th10 nm and EncPt_Th55 nm, see
Figure 9a).
However, for
ThPt = 25 nm the dewetting was found to be the dominant process during the subsequent phase and the change from Pt_Th25 nm to EncPt_Th25 nm was accompanied by a loss of coverage degree and an increase in the voids separating the Pt blocks, which in turn reduces the mosaic boundaries. For the different
ThPt, the growth of the subsequent layer represented an annealing process of 5 h duration with an annealing temperature
Tg = 900 °C in an oxygen environment where the Pt underlayer was in an encapsulated state. This annealing contributed to a release of the mean value of the vertical strain distribution
<ε^> (
Figure 9b), the degree of distortion
δ (
Figure 9c), and the reduction in d-spacing
d111 (
Figure 9d) in comparison to the as-grown state.
Our investigation proves that the encapsulation of the Pt bottom electrode with a capping layer (CL) of ThCL = 100 nm thickness reduced the hillock density for Pt_Th40 nm from 2.08 to 1.6 µm−2 and suppressed the hillocks for the Pt_Th55 nm sample (rows #23 and #42). This indicates that the suppression effect of the capping layer is also influenced by the Pt film morphology and by the related hillocks distribution at the interface Pt/CL, which is dependent on the Pt film thickness. Hence the grain boundaries originally involved in the hillock formation could have been annihilated or moved during the subsequent growth of 5 h at Tg = 900 °C.



 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}