
Improvement of Polylactide Properties through Cellulose Nanocrystals Embedded in Poly(Vinyl Alcohol) Electrospun Nanofibers

 ,
, 



Abstract
:
1. Introduction
2. Experimental
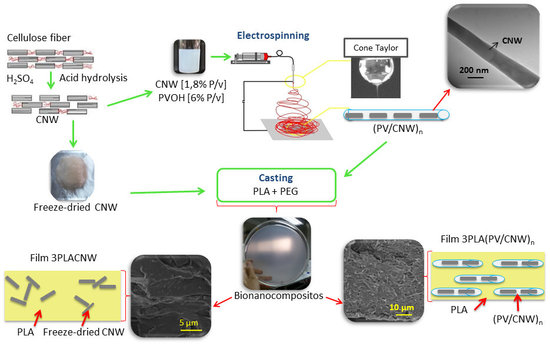
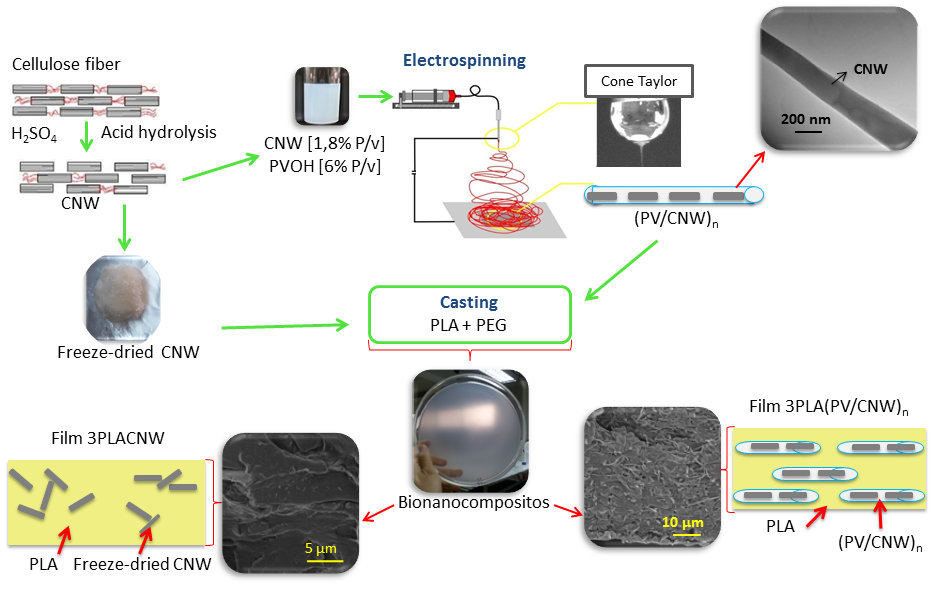
2.1. Materials and Nanoreinforcements
2.1.1. Polymers and Chemicals
2.1.2. Cellulose Nanocrystals Solution
2.1.3. Electrospun PV Nanofibers
2.2. PLA Nanocomposites Preparation
2.3. Characterization of Nanofibers, Cellulose Nanocrystals and PLA Nanocomposites
2.3.1. Electron Microscopy (SEM and TEM)
2.3.2. X-ray Diffraction (XRD)
2.3.3. Thermal Properties
2.3.4. Testing
2.3.5. Oxygen Permeability
2.4. Statistical Analysis
3. Results and Discussion
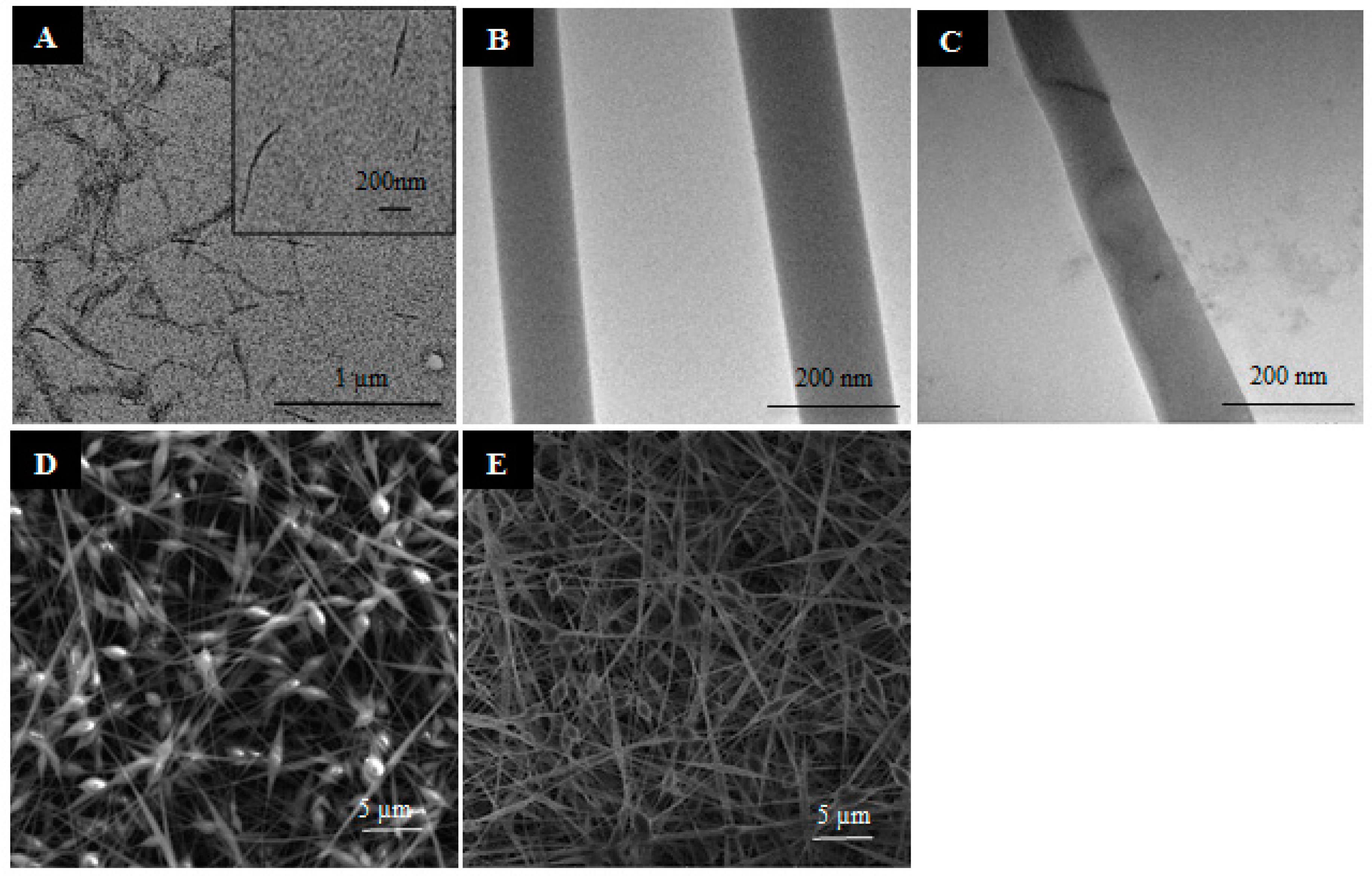
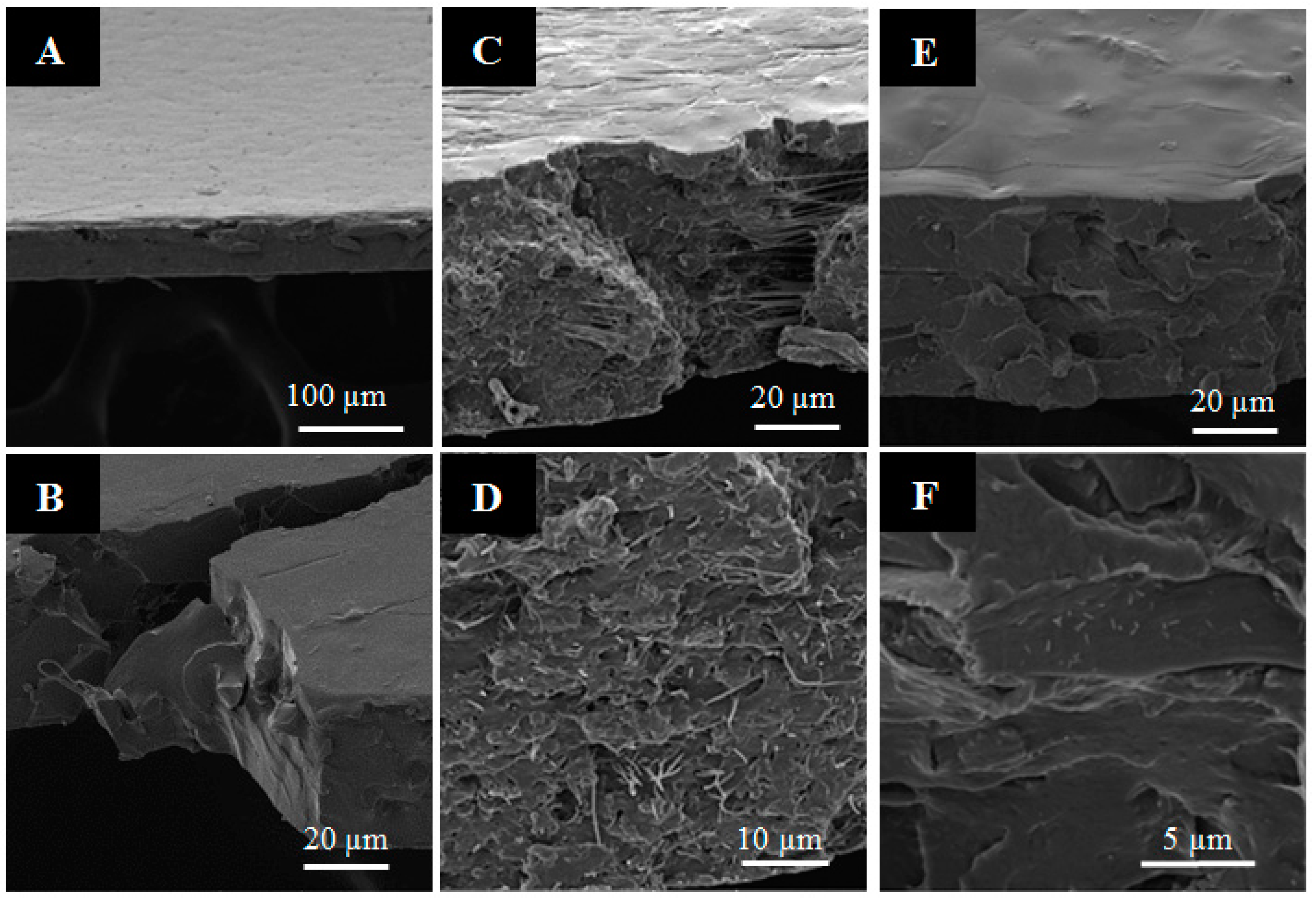
3.1. Morphological Results of Nanostructures and Nanocomposites
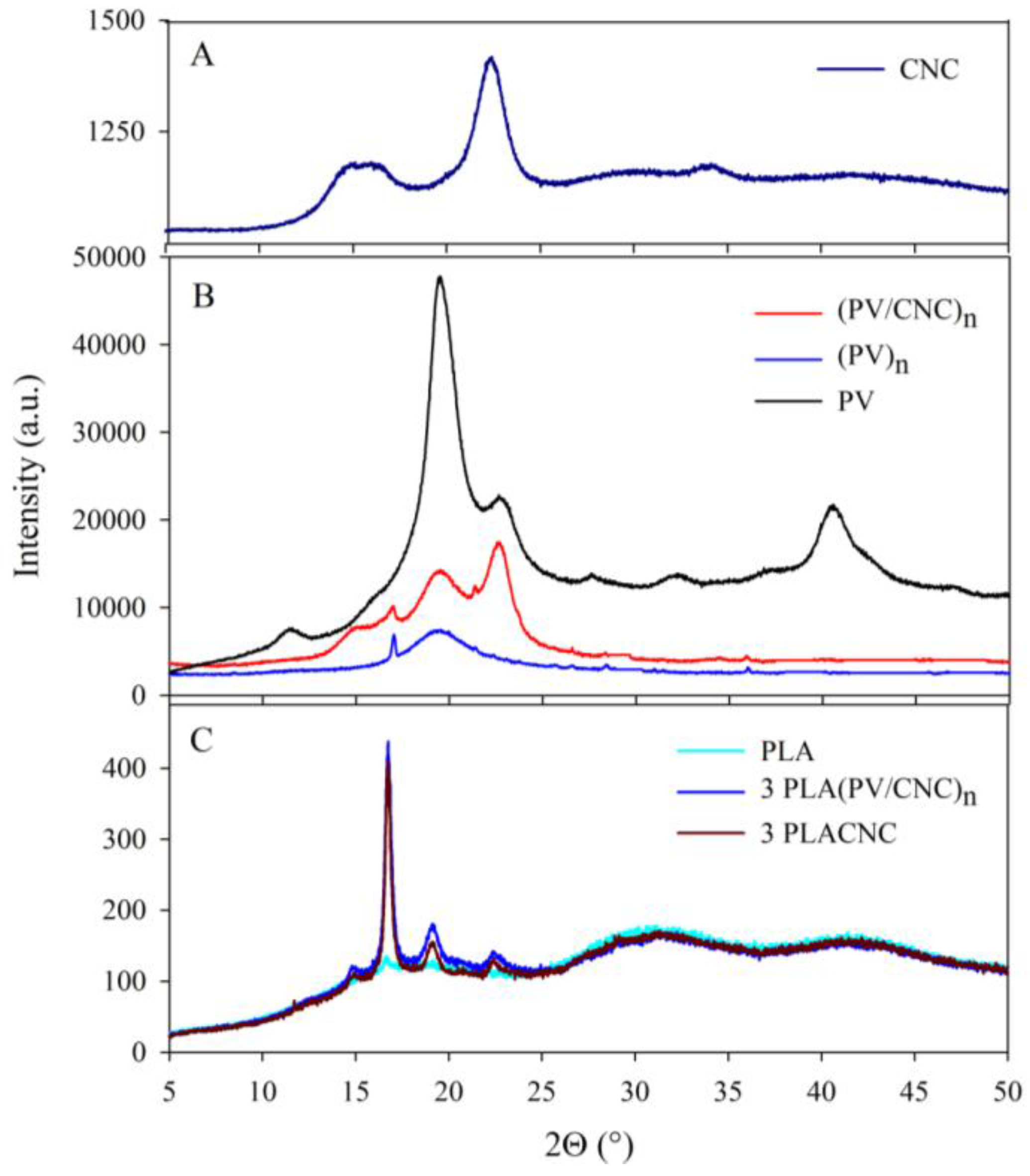
3.2. X-ray Analysis Results
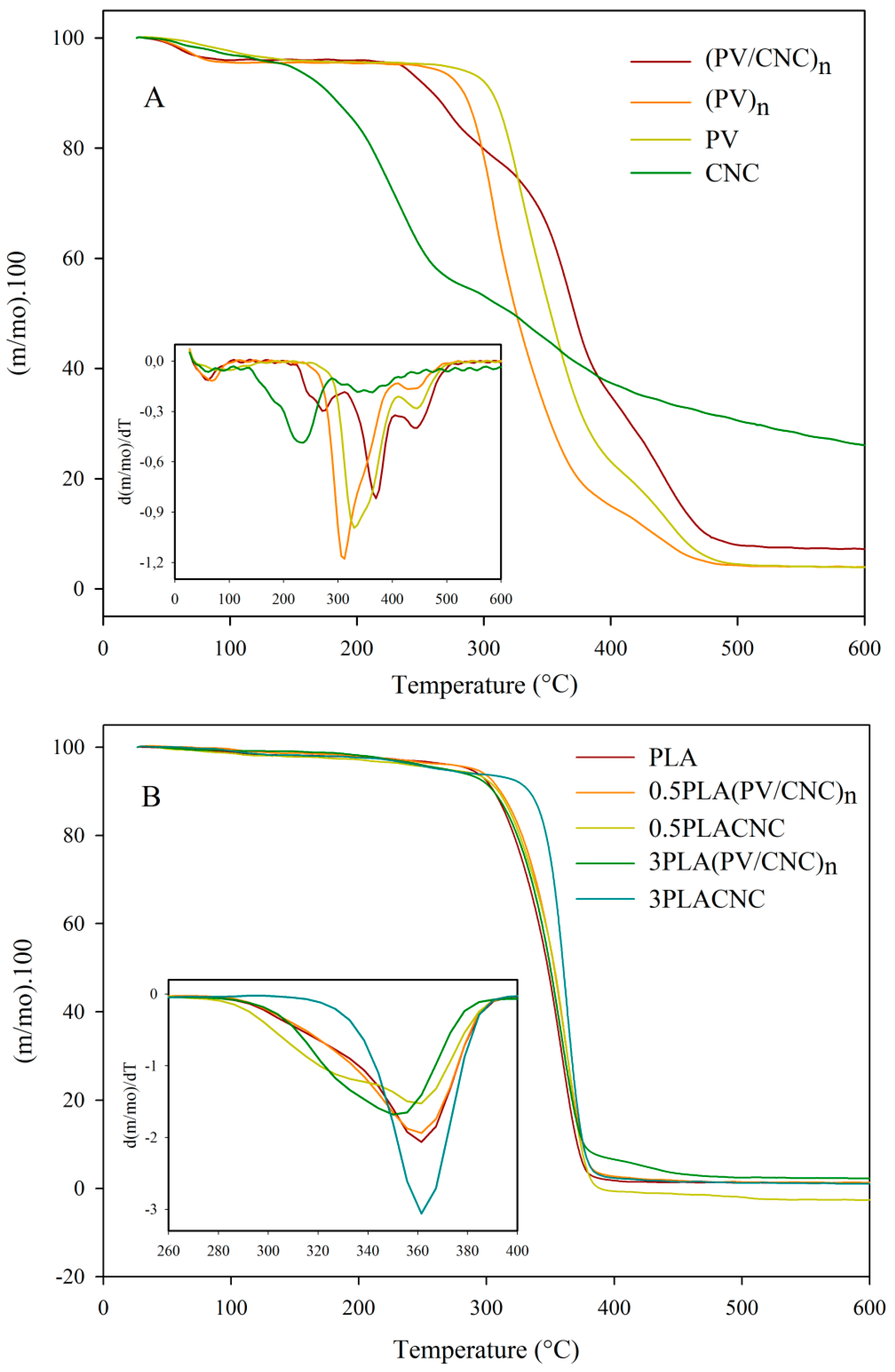
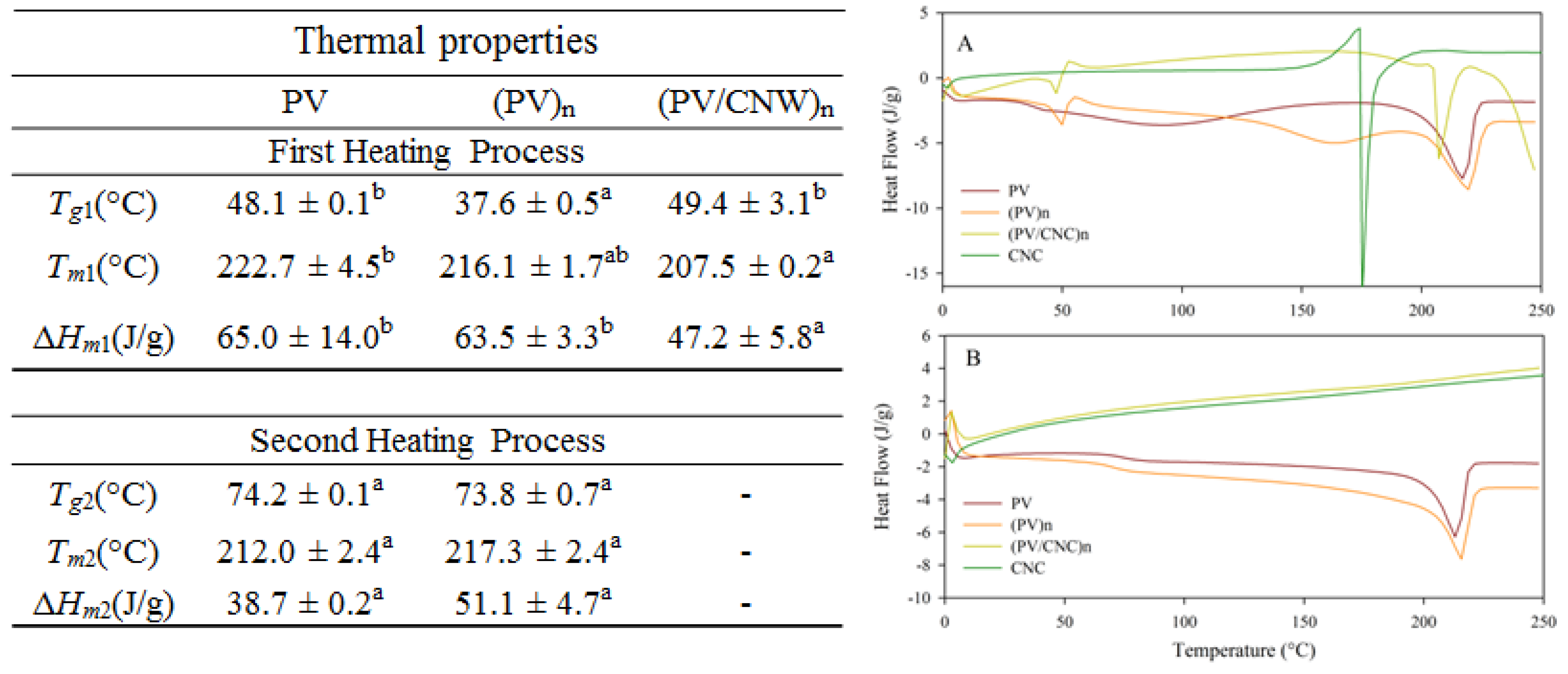
3.3. Thermal Properties of CNC, Nanofibers and Developed Nanocomposites
3.4. Mechanical Properties
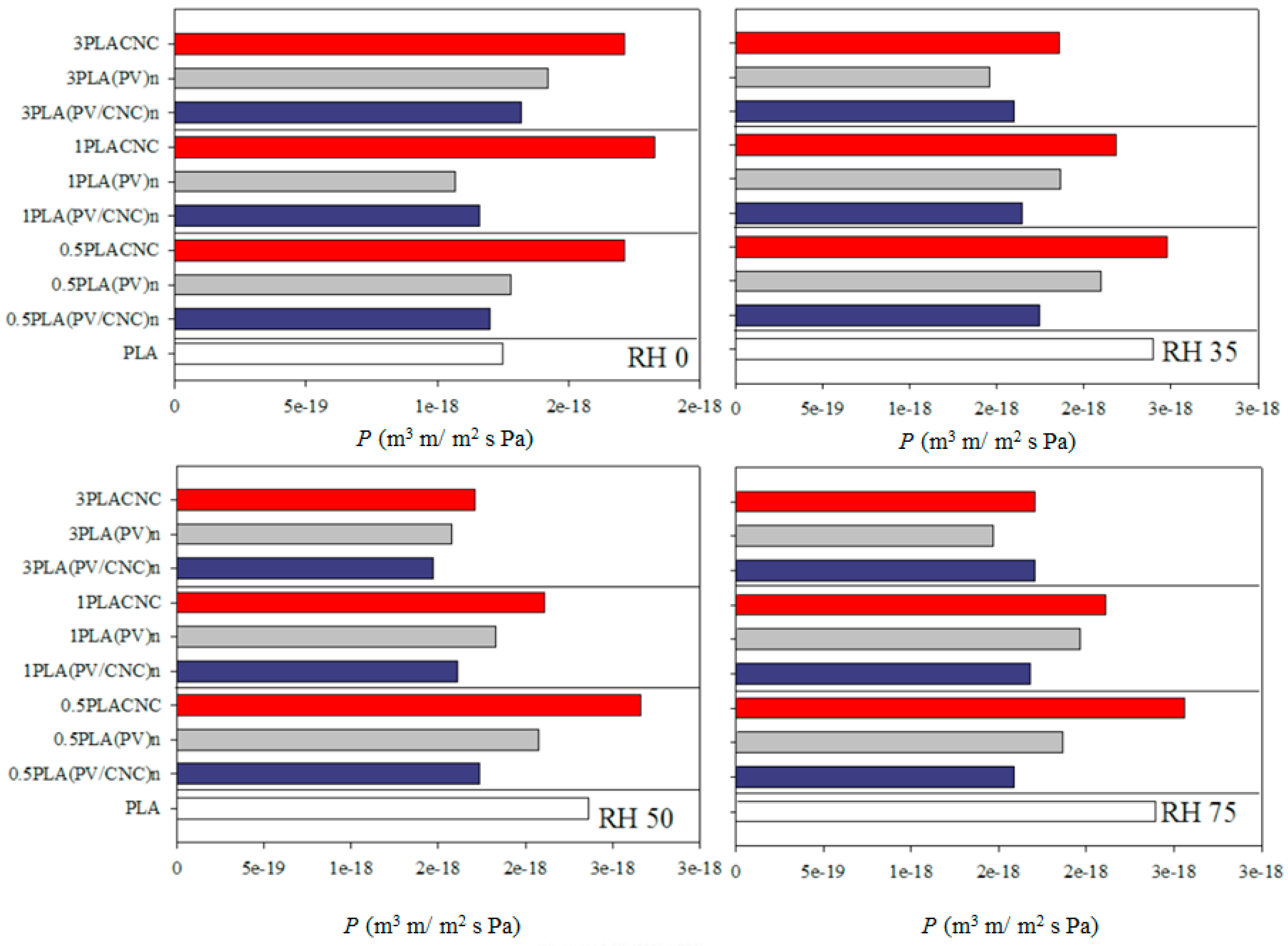
3.5. Oxygen Permeation Results
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| PLA | Poly(lactic acid) |
| PV | Poly(vinyl alcohol) |
| CNC | Cellulose nanocrystals |
| PEG | Polyethylene glycol |
| (PV)n | Poly(vinyl alcohol) electrospun nanofibers |
| (PV/CNC)n | PV electrospun nanofibers containing CNC |
| PLA(PV)n | Nanocomposites of PLA containing nanofibers (PV)n |
| PLA(PV/CNC)n | Nanocomposites of PLA containing nanofibers (PV/CNC)n |
| PLACNC | Nanocomposites of PLA containing CNC |
References
- Beck-Candanedo, S.; Roman, M.; Gray, D.G. Effect of reaction conditions on the properties and behavior of wood cellulose nanocrystal suspension. Biomacromolecules 2005, 6, 1048–1054. [Google Scholar] [CrossRef] [PubMed]
- Peng, B.L.; Dhar, N.; Liu, H.L.; Tam, K.C. Chemistry and applications of nanocrystalline cellulose and its derivative: A nanotechnology perspective. Can. J. Chem. Eng. 2011, 89, 1191–1206. [Google Scholar] [CrossRef]
- Mariano, M.; El Kissi, N.; Dufresne, A. Cellulose nanocrystals and related nanocomposites: Review of some properties and challenges. J. Polym. Sci. B Polym. Phys. 2014, 52, 791–806. [Google Scholar] [CrossRef]
- Azizi Samir, M.A.S.; Alloin, F.; Dufresne, A. Review of recent research into cellulosic whiskers, their properties and their application in nanocomposite field. Biomacromolecules 2005, 6, 612–626. [Google Scholar] [CrossRef] [PubMed]
- Dufresne, A.; Kellerhals, M.B.; Witholt, B. Transcrystallization in Mcl-PHAs/cellulose whiskers composites. Macromolecules 1999, 32, 7396–7401. [Google Scholar] [CrossRef]
- Benkaddour, A.; Jradi, K.; Robert, S.; Daneault, C. Grafting of polycaprolactone on oxidized nanocelluloses by click chemistry. Nanomaterials 2013, 3, 141–157. [Google Scholar] [CrossRef] [PubMed]
- Petersson, L.; Kvien, I.; Oksman, K. Structure and thermal properties of poly(lactic acid)/cellulose whiskers nanocomposite materials. Compos. Sci. Technol. 2007, 67, 2535–2544. [Google Scholar] [CrossRef]
- Kalia, S.; Dufresne, A.; Cherian, B.M.; Kaith, B.S.; Avérous, L.; Njuguna, J.; Nassiopoulos, E. Cellulose-Based Bio-and nanocomposites: A Review. Int. J. Polym. Sci. 2011, 2011, 837875. [Google Scholar] [CrossRef]
- Espino-Pérez, E.; Bras, J.; Ducruet, V.; Guinault, A.; Dufresne, A.; Domenek, S. Influence of chemical surface modification of cellulose nanowhiskers in thermal, mechanical, and barrier properties of poly(lactide) based bionanocomposites. Eur. Polym. J. 2013, 49, 3144–3154. [Google Scholar] [CrossRef]
- Goussé, C.; Chanzy, H.; Excoffier, G.; Soubeyrand, L.; Fleury, E. Stable suspensions of partially silylated cellulose whiskers dispersed in organic solvents. Polymer 2002, 43, 2645–2651. [Google Scholar] [CrossRef]
- Tang, L.; Huang, B.; Lu, Q.; Wang, S.; Ou, W.; Lin, W.; Chen, X. Ultrasonication-assisted manufacture of cellulose nanocrystals esterified with acetic acid. Bioresour. Technol. 2013, 127, 100–105. [Google Scholar] [CrossRef] [PubMed]
- Arias, A.; Heuzey, M.C.; Huneault, M.A.; Ausias, G.; Bendahou, A. Enhanced dispersion of cellulose nanocrystals in melt-processed polylactide-based nanocomposites. Cells 2015, 22, 483–498. [Google Scholar] [CrossRef]
- Ambrosio-Martín, J.; Fabra, M.J.; Lopez-Rubio, A.; Lagaron, J.M. Melt polycondensation to improve the dispersion of bacterial cellulose into polylactide via melt compounding: Enhanced barrier and mechanical properties. Cells 2015, 22, 1201–1226. [Google Scholar] [CrossRef]
- Agarwal, S.; Greiner, A.; Wendorff, J.H. Functional materials by electrospinning of polymers. Prog. Polym. Sci. 2013, 38, 963–991. [Google Scholar] [CrossRef]
- Martínez-Sanz, M.; López-Rubio, A.; Lagaron, L.M. Optimization of the dispersion of unmodified bacterial cellulose nanowhiskers into polylactide via melt compounding to significantly enhance barrier and mechanical properties. Biomacromolecules 2012, 13, 3887–3899. [Google Scholar] [CrossRef] [PubMed]
- Shedata, N.; Gaballah, S.; Samir, E.; Hamed, A.; Saad, M. Fluorescent nanocomposite of embedded ceria nanoparticles in crosslinked PVA electrospun nanofibers. Nanomaterials 2016, 6, 102–112. [Google Scholar] [CrossRef] [PubMed]
- Koski, A.; Yim, K.; Shivkumar, S. Elfect of molecular weight on fibrous PVA produced by electrospinning. Mater. Lett. 2004, 58, 493–497. [Google Scholar] [CrossRef]
- Bondeson, D.; Mathew, A.; Oksman, K. Optimization of the isolation of nanocrystals from microcrystalline cellulose. Cells 2006, 13, 171–180. [Google Scholar]
- Sèbe, G.; Ham-Pichavant, F.; Ibarboure, E.; Koffi, A.L.C.; Tingaut, P. Supramolecular structure characterization of cellulose II nanowhiskers produced by acid hydrolysis of cellulose I substrates. Biomacromolecules 2012, 13, 570–578. [Google Scholar] [CrossRef] [PubMed]
- Sanchez-Garcia, M.D.; Lagaron, J.M. On the use of plant cellulose nanowhiskers to enhance the barrier properties of polylactic acid. Cells 2010, 17, 987–1004. [Google Scholar] [CrossRef]
- Lu, P.; Hsieh, Y.L. Multiwalled carbon nanotube (MWCNT) reinforced cellulose fibers by electrospinning. ACS Appl. Mater. Interfaces 2010, 2, 2413–2420. [Google Scholar] [CrossRef] [PubMed]
- Liu, D.; Yuan, X.; Bhattacharyya, D. The effects of cellulose nanowhiskers on electrospun poly(lactic acid) nanofibers. J. Mater. Sci. 2012, 47, 3159–3165. [Google Scholar] [CrossRef]
- Dai, D.; Fan, M.; Collins, P. Fabrication of nanocellulose from hemp fibers and their application for the reinforcement of hemp fibers. Ind. Crops Prod. 2013, 44, 192–199. [Google Scholar] [CrossRef]
- Hammiche, D.; Boukerrou, A.; Djidjelli, H.; Grohens, Y.; Bendahou, A.; Seantier, B. Characterization of cellulose nanowhiskers extracted from alfa fiber and the effect of their dispersion methods on nanocomposite properties. J. Adhes. Sci. Technol. 2016, 30, 1899–1912. [Google Scholar] [CrossRef]
- Bunn, W.C. Crystal structure of polyvinyl alcohol. Nature 1948, 161, 929–930. [Google Scholar] [CrossRef]
- Dos Santos, B.F.F.; da Silva, J.R.; Leite, I.F. Morfologia e propriedades térmicas de blendas de poli(álcool vinílico)/quitosano. Revista Iberoamericana de Polímeros 2016, 17, 139–144. (In Portuguese) [Google Scholar]
- Li, W.; Li, X.; Chen, Y.; Li, X.; Deng, H.; Wang, T.; Huang, R.; Fan, G. Poly(vinyl alcohol)/sodium alginate/layered silicate based nanofibrous mats for bacterial inhibition. Carbohydr. Polym. 2013, 92, 2232–2238. [Google Scholar] [CrossRef] [PubMed]
- Kuila, S.B.; Ray, S.K. Dehydration of dioxane by pervaporation using filled blend membranes of polyvinyl alcohol and sodium alginate. Carbohydr. Polym. 2014, 101, 1154–1165. [Google Scholar] [CrossRef] [PubMed]
- Pagés, P.; Carrasco, F.; Gómez-Pérez, J.; Santana, O.O.; Maspoch, M.L. Procesado del ácido poliláctico (PLA) y de nanocompuestos PLA/montmorillonita en planta piloto: Estudio de sus cambios estructurales y de su estabilidad térmica. Afinidad 2010, 67, 107–113. (In Spanish) [Google Scholar]
- Pan, P.; Han, L.; Shan, G.; Bao, Y. Heating and annealing induced structural reorganization and embrittlement of solution-crystallized poly(l‑lactic acid). Macromolecules 2014, 47, 8126–8130. [Google Scholar] [CrossRef]
- Wang, N.; Ding, E.; Cheng, R. Thermal degradation behaviours of spherical cellulose nanocrystals with sulfate groups. Polymer 2007, 48, 3486–3493. [Google Scholar] [CrossRef]
- Araki, J.; Wada, M.; Kuga, S. Steric stabilization of a cellulose microcrystal suspension by poly(ethylene glycol) grafting. Langmuir 2001, 17, 21–27. [Google Scholar] [CrossRef]
- Giménez, V.; Mantecón, A.; Cádiz, V. Modification of poly(vinyl alcohol) with acid chlorides and crosslinking with difunctional hardeners. J. Polym. Sci. Part A Polym. Chem. 1996, 34, 925–934. [Google Scholar] [CrossRef]
- Barrera, J.E.; Rodríguez, J.A.; Perilla, J.E.; Algecira, N.A. Estudio de la degradación térmica de poli(alcohol vinílico) mediante termogravimetría y termogravimetría diferencial. Ingeniería e Investigación 2007, 27, 100–105. (In Spanish) [Google Scholar]
- Yang, L.; Zhang, H.Y.; Yang, Q.; Lu, D.N. Bacterial cellulose-poly(vinyl alcohol) nanocomposite hydrogels prepared by chemical crosslinking. J. Appl. Polym. Sci. 2012, 126, E244–E250. [Google Scholar] [CrossRef]
- Sanchez-Garcia, M.D.; Gimenez, E.; Lagaron, J.M. Morphology and barrier properties of solvent cast composites of thermoplastic biopolymers and purified cellulose fibers. Carbohydr. Polym. 2008, 71, 235–244. [Google Scholar] [CrossRef]
- Pei, A.; Zhou, Q.; Berglund, L.A. Functionalized cellulose nanocrystals as biobased nucleation agents in poly(l-lactide) (PLLA)—Crystallization and mechanical property effects. Compos. Sci. Technol. 2010, 70, 815–821. [Google Scholar] [CrossRef]
- Roohani, M.; Habibi, Y.; Belgacem, N.M.; Ebrahim, G.; Karimi, A.N.; Dufresne, A. Cellulose whiskers reinforced polyvinyl alcohol copolymers nanocomposites. Eur. Polym. J. 2008, 44, 2489–2498. [Google Scholar] [CrossRef]
- Bondenson, D.; Oksman, K. Polylactic acid/cellulose whisker nanocomposites modified by polyvinyl alcohol. Composites Part A 2007, 38, 2486–2492. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Fortunati, E.; Dominici, F.; Rayón, E.; López, J.; Kenny, J.M. PLA-PHB/cellulose based films: Mechanical, barrier and disintegration properties. Polym. Degrad. Stab. 2014, 107, 139–149. [Google Scholar] [CrossRef]
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef] [PubMed]
- Auras, R.; Harte, B.; Selke, S. Effect of water on the oxygen barrier properties of poly(ethylene terephthalate) and polylactide films. J. Appl. Polym. Sci. 2004, 92, 1790–1803. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Film Samples | PLA | (PV/CNC)n | (PV)n | CNC | Thickness (µm) |
|---|---|---|---|---|---|
| PLA | 100 | - | - | - | 66 ± 3 a |
| 0.5PLA(PV/CNC)n | 97.8 | 2.2 | - | - | 71 ± 3 ab |
| 0.5PLA(PV)n | 98.3 | - | 1.7 | - | 68 ± 4 ab |
| 0.5PLACNC | 99.5 | - | - | 0.5 | 68 ± 6 ab |
| 1PLA(PV/CNC)n | 95.7 | 4.7 | - | - | 67 ± 2 ab |
| 1PLA(PV)n | 96.7 | - | 3.3 | - | 68 ± 4 ab |
| 1PLACNC | 99.0 | - | - | 1.0 | 68 ± 7 ab |
| 3PLA(PV/CNC)n | 87.0 | 13.0 | - | - | 69 ± 6 ab |
| 3PLA(PV)n | 90.0 | - | 10.0 | - | 68 ± 5 ab |
| 3PLACNC | 97.0 | - | - | 3.0 | 75 ± 7 b |
| Films | Tdeg. | Tg (°C) | Tcc (°C) | ΔHcc (J/g) | Tm (°C) | ΔHm (J/g) | Xc′ (%) |
|---|---|---|---|---|---|---|---|
| PLA | 365.6 ± 2.1 a | 39.0 ± 1.4 bc | 90.6 ± 0.2 bc | 25.7 ± 0.2 c | 148.2 ± 0.8 bc | −30.3 ± 0.4 b | 3.2 ± 1.4 a |
| 0.5PLA(PV/CNC)n | 362.1 ± 0.3 a | 36.6 ± 0.4 ab | 87.9 ± 0.2 ab | 22.2 ± 0.1 a | 146.3 ± 0.3 a | −28.9 ± 1.1 b | 6.9 ± 0.8 a |
| 0.5PLACNC | 363.1 ± 1.8 a | 35.4 ± 0.4 a | 85.4 ± 0.5 a | 24.6 ± 1.1 abc | 146.1 ± 0.6 a | −28.9 ± 1.2 b | 4.7 ± 0.1 b |
| 1PLA(PV/CNC)n | 361.5 ± 1.1 a | 37.8 ± 1.9 bc | 86.9 ± 3.3 ab | 22.6 ± 0.4 ab | 146.5 ± 1.3 a | −29.0 ± 0.4 b | 6.8 ± 0.8 a |
| 1PLACNC | 365.2 ± 0.1 a | 38.4 ± 3.7 bc | 95.2 ± 1.6 d | 25.4 ± 2.6 bc | 148.6 ± 0.2 bc | −26.9 ± 0.7 c | 3.6 ± 0.7 b |
| 3PLA(PV/CNC)n | 358.5 ± 0.5 a | 40.3 ± 0.8 c | 90.8 ± 2.5 bc | 24.0 ± 1.1 abc | 147.8 ± 0.7 ab | −30.0 ± 0.1 b | 6.4 ± 1.2 a |
| 3PLACNC | 365.4 ± 0.5 a | 38.5 ± 0.8 bc | 92.5 ± 0.8 cd | 29.6 ± 0.4 d | 149.7 ± 0.4 c | −32.6 ± 0.2 a | 4.6 ± 1.1 b |
| Material | Young’s Modulus | Tensile Strength | Elongation at Break |
|---|---|---|---|
| (GPa) | (MPa) | (%) | |
| PLA | 1.61 ± 0.16 b | 47.9 ± 4.6 de | 3.4 ± 0.4 ab |
| 0.5PLA(PV/CNC)n | 1.66 ± 0.16 b | 52.0 ± 2.2 f | 4.3 ± 0.8 ab |
| 0.5PLA(PV)n | 1.54 ± 0.16 b | 51.2 ± 2.7 f | 5.9 ± 1.6 bc |
| 0.5PLACNC | 1.61 ± 0.13 b | 40.3 ± 2.2 b | 2.8 ± 0.4 ab |
| 1PLA(PV/CNC)n | 1.82 ± 0.16 b | 45.3 ± 2.3 cd | 12.3 ± 4.6 d |
| 1PLA(PV)n | 1.88 ± 0.13 b | 44.7 ± 2.5 cd | 5.8 ± 1.1 bc |
| 1PLACNC | 1.12 ± 0.25 a | 41.9 ± 4.2 bc | 2.9 ± 0.6 ab |
| 3PLA(PV/CNC)n | 1.72 ± 0.14 b | 40.2 ± 1.2 b | 8.3 ± 2.5 c |
| 3PLA(PV)n | 1.77 ± 0.11 b | 37.2 ± 2.2 b | 5.6 ± 0.9 abc |
| 3PLACNC | 1.24 ± 0.22 a | 31.2 ± 3.3 a | 2.6 ± 0.3 a |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
López de Dicastillo, C.; Garrido, L.; Alvarado, N.; Romero, J.; Palma, J.L.; Galotto, M.J. Improvement of Polylactide Properties through Cellulose Nanocrystals Embedded in Poly(Vinyl Alcohol) Electrospun Nanofibers. Nanomaterials 2017, 7, 106. https://doi.org/10.3390/nano7050106
López de Dicastillo C, Garrido L, Alvarado N, Romero J, Palma JL, Galotto MJ. Improvement of Polylactide Properties through Cellulose Nanocrystals Embedded in Poly(Vinyl Alcohol) Electrospun Nanofibers. Nanomaterials. 2017; 7(5):106. https://doi.org/10.3390/nano7050106
Chicago/Turabian StyleLópez de Dicastillo, Carol, Luan Garrido, Nancy Alvarado, Julio Romero, Juan Luis Palma, and Maria Jose Galotto. 2017. "Improvement of Polylactide Properties through Cellulose Nanocrystals Embedded in Poly(Vinyl Alcohol) Electrospun Nanofibers" Nanomaterials 7, no. 5: 106. https://doi.org/10.3390/nano7050106
APA StyleLópez de Dicastillo, C., Garrido, L., Alvarado, N., Romero, J., Palma, J. L., & Galotto, M. J. (2017). Improvement of Polylactide Properties through Cellulose Nanocrystals Embedded in Poly(Vinyl Alcohol) Electrospun Nanofibers. Nanomaterials, 7(5), 106. https://doi.org/10.3390/nano7050106