Preparation and Properties of Highly Electroconductive and Heat-Resistant CMC/Buckypaper/Epoxy Nanocomposites

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Manufacturing of Buckypapers and Buckypaper Nanocomposites
2.3. Characterization of Buckypapers and CMC/Buckypaper Nanocomposites
2.3.1. The Structure of Buckypapers and Buckypaper Nanocomposites
2.3.2. Electrical Characterization of Buckypapers
2.3.3. Mechanical Testing
2.3.4. Thermal Analysis
2.3.5. Dynamic Mechanical Analysis
3. Results and Discussion
3.1. The Morphology and Structure of Self-Assembled Buckypaper
3.2. The Conductivity of Self-Assembled Buckypapers and CMC/Buckypapers
3.3. The Raman Spectra Analysis of Buckypaper and CMC/Buckypaper
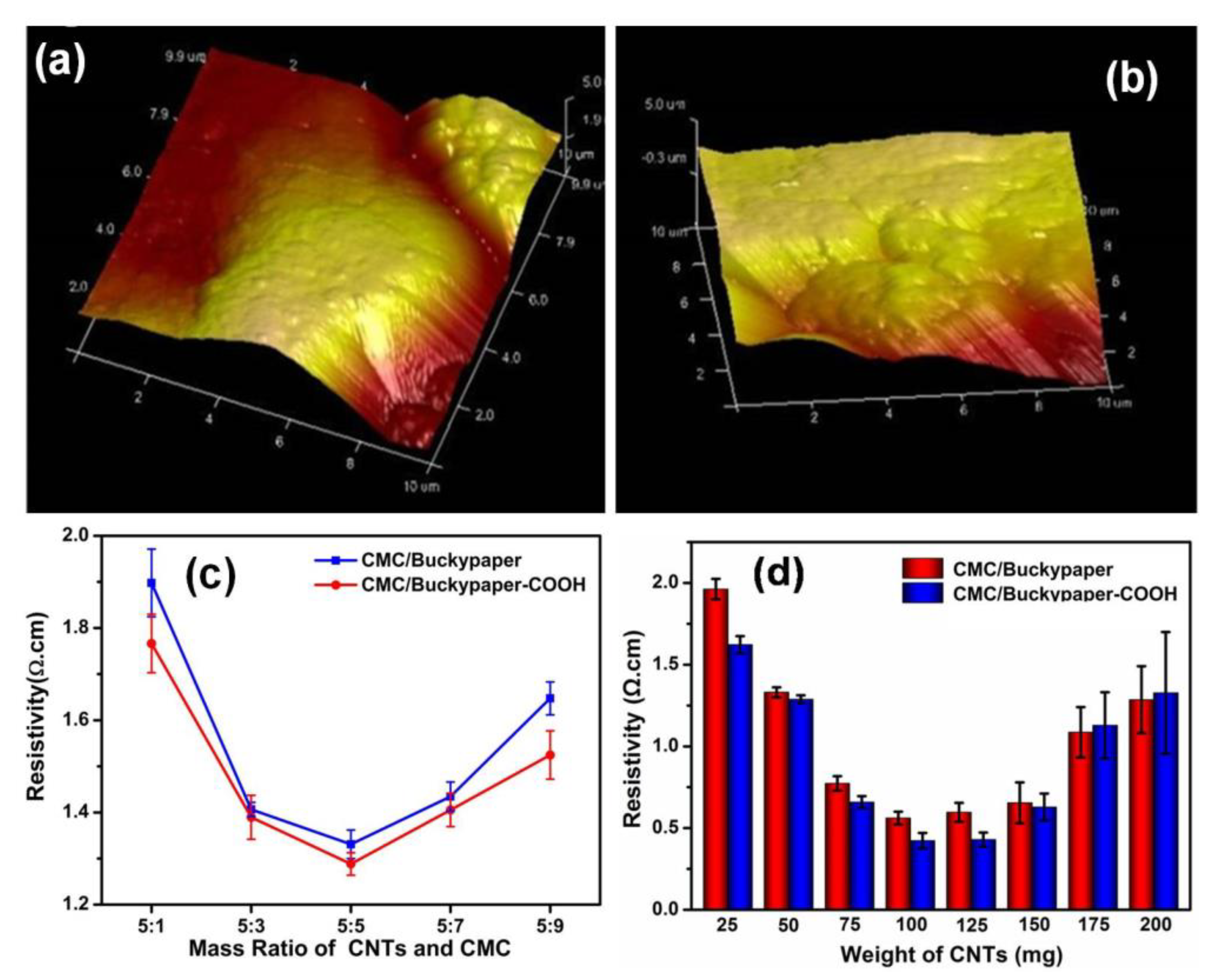
3.4. Electrical Resistivity of CMC/Buckypaper/Epoxy Nanocomposites
3.5. Mechanical Property of CMC/Buckypaper/Epoxy Nanocomposites
3.6. The Thermal Stability of CMC/Buckypaper/Epoxy Nanocomposites
3.7. Dynamic Mechanical Performance of CMC/Buckypaper/Epoxy Nanocomposites
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Le Ferrand, H.; Bolisetty, S.; Demirörs, A.F.; Libanori, R.; Studart, A.R.; Mezzenga, R. Magnetic assembly of transparent and conducting graphene-based functional composites. Nat. Commun. 2016, 7, 12078. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, J.; Cui, X.; Zhu, Y.; Jiang, W.; Sui, K. Design of superior conductive polymer composite with precisely controlling carbon nanotubes at the interface of a co-continuous polymer blend via a balance of π-π interactions and dipole-dipole interactions. Carbon 2017, 114, 441–448. [Google Scholar] [CrossRef]
- Kim, Y.; Zhu, J.; Yeom, B.; Di Prima, M.; Su, X.; Kim, J.G.; Yoo, S.J.; Uher, C.; Kotov, N.A. Stretchable nanoparticle conductors with self-organized conductive pathways. Nature 2013, 500, 59–63. [Google Scholar] [CrossRef] [PubMed]
- Behin, J.; Rajabi, L.; Etesami, H.; Nikafshar, S. Enhancing mechanical properties of epoxy resin using waste lignin and salicylate alumoxane nanoparticles. Korean J. Chem. Eng. 2018, 35, 602–612. [Google Scholar] [CrossRef]
- Nakatsu, H.; Kozako, M.; Toda, H.; Ebihara, H.; Yoshinaga, K.; Hikita, M. Coating of Carbon Nano-tube filled Epoxy Resin and Its Surface Conductivity. Inter Conf. Electr. Insulating Mater. IEEE 2014, 349–352. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Valente, M.; Valente, T.; Cioffi, S.; Iannace, S.; Sorrentino, L. Effect of basalt fiber hybridization on the impact behavior under low impact velocity of glass/basalt woven fabric/epoxy resin composites. Compos. Part A Appl. Sci. Manuf. 2013, 47, 109–123. [Google Scholar] [CrossRef]
- Kim, M.G.; Moon, J.B.; Kim, C.G. Effect of CNT functionalization on crack resistance of a carbon/epoxy composite at a cryogenic temperature. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1620–1627. [Google Scholar] [CrossRef]
- Jeong, Y.G.; Jeon, G.W. Microstructure and performance of multiwalled carbon nanotube/ m-aramid composite films as electric heating elements. ACS Appl. Mater. Interfaces 2013, 5, 6527–6534. [Google Scholar] [CrossRef] [PubMed]
- Lopes, P.E.; van Hattum, F.; Pereira, C.M.C.; Nóvoa, P.J.R. O.; Forero, S.; Hepp, F.; Pambaguian, L. High CNT content composites with CNT Buckypaper and epoxy resin matrix: Impregnation behaviour composite production and characterization. Compos. Struct. 2010, 92, 1291–1298. [Google Scholar] [CrossRef]
- Prolongo, S.G.; Meliton, B.G.; Del Rosario, G.; Ureña, A. New alignment procedure of magnetite-CNT hybrid nanofillers on epoxy bulk resin with permanent magnets. Compos. Part B Eng. 2013, 46, 166–172. [Google Scholar] [CrossRef]
- Zheng, Z.; Jin, J.; Xu, G.K.; Zou, J.; Wais, U.; Beckett, A.; Heil, T.; Higgins, S.; Guan, L.; Wang, Y.; et al. Highly Stable and Conductive Microcapsules for Enhancement of Joule Heating Performance. ACS Nano 2016, 10, 4695–4703. [Google Scholar] [CrossRef] [PubMed]
- Chakraborty, A.K.; Plyhm, T.; Barbezat, M.; Necola, A.; Terrasi, G.P. Carbon nanotube (CNT)-epoxy nanocomposites: A systematic investigation of CNT dispersion. J. Nanoparticle Res. 2011, 13, 6493–6506. [Google Scholar] [CrossRef]
- Chang, C.-Y.; Phillips, E.M.; Liang, R.; Tozer, S.W.; Wang, B.; Zhang, C.; Chiu, H.-T. Alignment and properties of carbon nanotube buckypaper/liquid crystalline polymer composites. J. Appl. Polym. Sci. 2012, 128, 1360–1368. [Google Scholar] [CrossRef]
- Guo, F.M.; Xu, R.Q.; Cui, X.; Zhang, L.; Wang, K.L.; Yao, Y.W.; Wei, J.Q. High performance of stretchable carbon nanotube-polypyrrole fiber supercapacitors under dynamic deformation and temperature variation. J. Mater. Chem. A 2016, 4, 9311–9318. [Google Scholar] [CrossRef]
- Papa, H.; Gaillard, M.; Gonzalez, L.; Chatterjee, J. Fabrication of functionalized carbon nanotube buckypaper electrodes for application in glucose biosensors. Biosensors 2014, 4, 449–460. [Google Scholar] [CrossRef] [PubMed]
- Díez-Pascual, A.M.; Guan, J.; Simard, B.; Gómez-Fatou, M.A. Poly(phenylene sulphide) and poly(ether ether ketone) composites reinforced with single-walled carbon nanotube buckypaper: II—Mechanical properties, electrical and thermal conductivity. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1007–1015. [Google Scholar] [CrossRef]
- Zhang, J.; Jiang, D.; Peng, H.X.; Qin, F. Enhanced mechanical and electrical properties of carbon nanotube buckypaper by in situ cross-linking. Carbon 2013, 63, 125–132. [Google Scholar] [CrossRef]
- Liu, L.; Yang, Q.; Shen, J. Correlation between porosity and electrical-mechanical properties of carbon nanotube buckypaper with various porosities. J. Nanomater. 2015, 2015, 945091. [Google Scholar] [CrossRef]
- Wu, Q.; Zhu, W.; Zhang, C.; Liang, Z.; Wang, B. Study of fire retardant behavior of carbon nanotube membranes and carbon nanofiber paper in carbon fiber reinforced epoxy composites. Carbon 2010, 48, 1799–1806. [Google Scholar] [CrossRef]
- Wang, Z.; Liang, Z.; Wang, B.; Zhang, C.; Kramer, L. Processing and property investigation of single-walled carbon nanotube (SWNT) buckypaper/epoxy resin matrix nanocomposites. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1225–1232. [Google Scholar] [CrossRef]
- Che, J.; Chen, P.; Chan-Park, M.B. High-strength carbon nanotube buckypaper composites as applied to free-standing electrodes for supercapacitors. J. Mater. Chem. A 2013, 1, 4057–4066. [Google Scholar] [CrossRef]
- Bao, Y.; Ma, J.; Li, N. Synthesis and swelling behaviors of sodium carboxymethyl cellulose-g-poly(AA-co-AM-co-AMPS)/MMT superabsorbent hydrogel. Carbohydr. Polym. 2011, 84, 76–82. [Google Scholar] [CrossRef]
- Kale, R.D.; Maurya, Y.; Potdar, T. Paper-reinforced sodium alginate/carboxyl methyl cellulose-based bio-composite films. J. Plast. Film Sheeting 2018, 34, 179–195. [Google Scholar] [CrossRef]
- Granero, A.J.; Razal, J.M.; Wallace, G.G.; In Het Panhuis, M. Spinning carbon nanotube-gel fibers using polyelectrolyte complexation. Adv. Funct. Mater. 2008, 18, 3759–3764. [Google Scholar] [CrossRef]
- Varga, M.; Vretenar, V.; Kotlar, M.; Skakalova, V.; Kromka, A. Fabrication of free-standing pure carbon-based composite material with the combination of sp2-sp3hybridizations. Appl. Surf. Sci. 2014, 308, 211–215. [Google Scholar] [CrossRef]
- Shi, L.F.; Li, G.; Sui, G.; Yang, X.P. Preparation and Mechanical Properties of Epoxy Resin Reinforced with Jeffamines-Grafted Carbon Nanotubes. Adv. Mater. Res. 2009, 79–82, 553–556. [Google Scholar] [CrossRef]
- Zhang, Y.; Heo, Y.-J.; Son, Y.-R.; In, I.; An, K.-H.; Kim, B.-J.; Park, S.-J. Recent advanced thermal interfacial materials: A review of conducting mechanisms and parameters of carbon materials. Carbon 2019, 142, 445–460. [Google Scholar] [CrossRef]
- Lee, J.H.; Rhee, K.Y.; Park, S.J. The tensile and thermal properties of modified CNT-reinforced basalt/epoxy composites. Mater. Sci. Eng. A 2010, 527, 6838–6843. [Google Scholar] [CrossRef]
- Zhang, Y.; Choi, J.R.; Park, S.J. Enhancing the heat and load transfer efficiency by optimizing the interface of hexagonal boron nitride/elastomer nanocomposites for thermal management applications. Polymer 2018, 143, 1–9. [Google Scholar] [CrossRef]
- Coleman, J.N.; Khan, U.; Blau, W.J.; Gun’ko, Y.K. Small but strong: A review of the mechanical properties of carbon nanotube-polymer composites. Carbon 2006, 44, 1624–1652. [Google Scholar] [CrossRef]
- Wilkinson, A.N.; Kinloch, I.A.; Othman, R.N. Low viscosity processing using hybrid CNT-coated silica particles to form electrically conductive epoxy resin composites. Polymer 2016, 98, 32–38. [Google Scholar] [CrossRef] [Green Version]
- Guo, C.; Zhou, L.; Lv, J. Effects of expandable graphite and modified ammonium polyphosphate on the flame-retardant and mechanical properties of wood flour-polypropylene composites. Polym. Polym. Compos. 2013, 21, 449–456. [Google Scholar] [CrossRef]
- Xiong, X.; Zeng, Y.; Ren, R.; Liu, S.; Lu, S.; Chen, P. Preparation and thermal properties of soluble poly(phthalazinone ether sulfone ketone) composites reinforced with multi-walled carbon nanotube buckypaper. Compos. Part A Appl. Sci. Manuf. 2016, 89, 2–9. [Google Scholar] [CrossRef]
- Jiang, C.; Zhang, J.; Lin, S.; Ju, S.; Jiang, D. Effects of free organic groups in carbon nanotubes on glass transition temperature of epoxy matrix composites. Compos. Sci. Technol. 2015, 118, 269–275. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | The Centre of D Band/cm−1 | FWHM/cm−1 | ID/Count | The Centre of G Band/cm−1 | FWHM/cm−1 | IG/Count | ID/IG |
|---|---|---|---|---|---|---|---|
| Buckypaper | 1336 | 34.97 | 21572.79 | 1585 | 61.93 | 42830.94 | 0.50 |
| CMC/Buckypaper | 1343 | 37.03 | 43067.93 | 1585 | 66.55 | 73135.80 | 0.59 |
| Buckypaper-COOH | 1351 | 56.36 | 59230.92 | 1587 | 60.71 | 137469.99 | 0.43 |
| CMC/Buckypaper-COOH | 1344 | 64.01 | 261193.85 | 1582 | 69.84 | 217418.57 | 1.20 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, T.; Wang, G.; Xu, N.; Lu, C.; Qiao, Y.; Zhang, D.; Wang, X. Preparation and Properties of Highly Electroconductive and Heat-Resistant CMC/Buckypaper/Epoxy Nanocomposites. Nanomaterials 2018, 8, 969. https://doi.org/10.3390/nano8120969
Zheng T, Wang G, Xu N, Lu C, Qiao Y, Zhang D, Wang X. Preparation and Properties of Highly Electroconductive and Heat-Resistant CMC/Buckypaper/Epoxy Nanocomposites. Nanomaterials. 2018; 8(12):969. https://doi.org/10.3390/nano8120969
Chicago/Turabian StyleZheng, Ting, Guanhui Wang, Nuo Xu, Chunrui Lu, Yingjie Qiao, Dongxing Zhang, and Xiaodong Wang. 2018. "Preparation and Properties of Highly Electroconductive and Heat-Resistant CMC/Buckypaper/Epoxy Nanocomposites" Nanomaterials 8, no. 12: 969. https://doi.org/10.3390/nano8120969
APA StyleZheng, T., Wang, G., Xu, N., Lu, C., Qiao, Y., Zhang, D., & Wang, X. (2018). Preparation and Properties of Highly Electroconductive and Heat-Resistant CMC/Buckypaper/Epoxy Nanocomposites. Nanomaterials, 8(12), 969. https://doi.org/10.3390/nano8120969