The Effects of Reduced Graphene Oxide Flakes in the Dielectric on Electrical Discharge Machining


Abstract
:1. Introduction
2. Materials and Methods
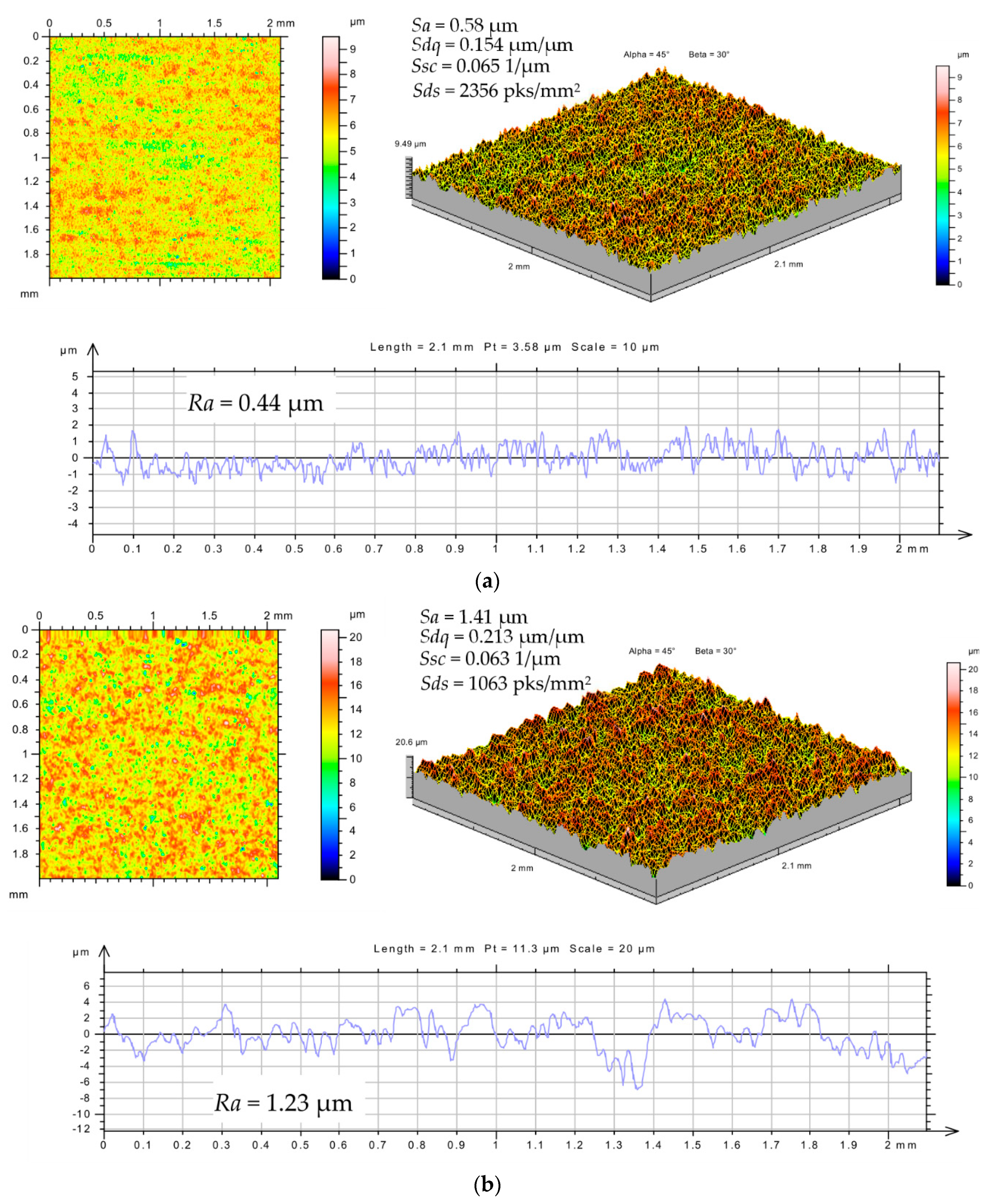
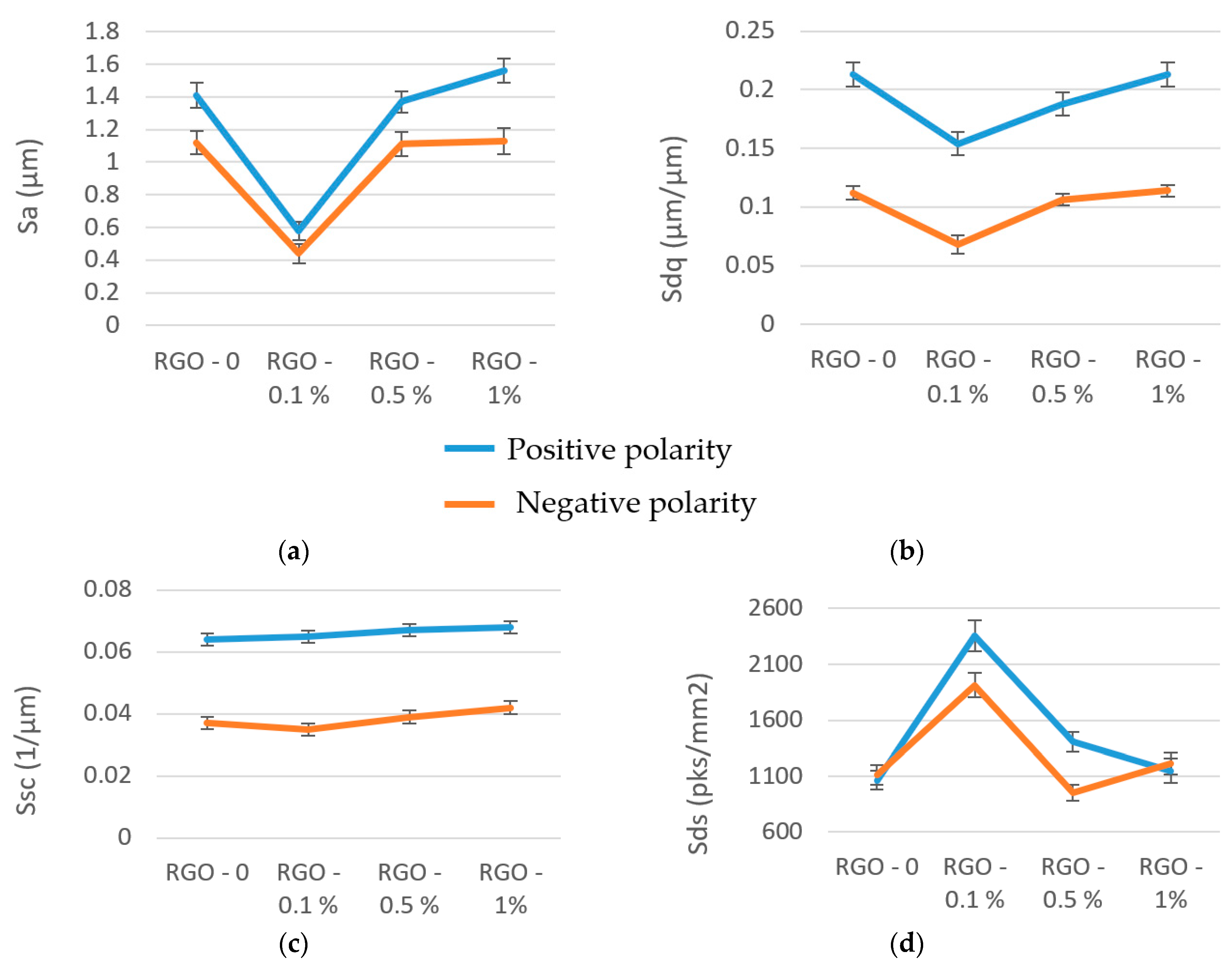
- Sa: arithmetic mean of the deviations from the mean (average value of the absolute heights over the entire surface).
- Sdq: mean quadratic slope of the surface.
- Ssc: arithmetic mean curvature to the top—this parameter represents whether the mean form of the peaks is pointed or rounded according to the mean value of the curvature of the surface at these points.
- Sds: density of the top (the number of summits of a unit sampling area), which relies on the definition of the eight nearest-neighbor summits, where a peak is defined if it is higher than its eight nearest neighbors.
3. Results and Discussion
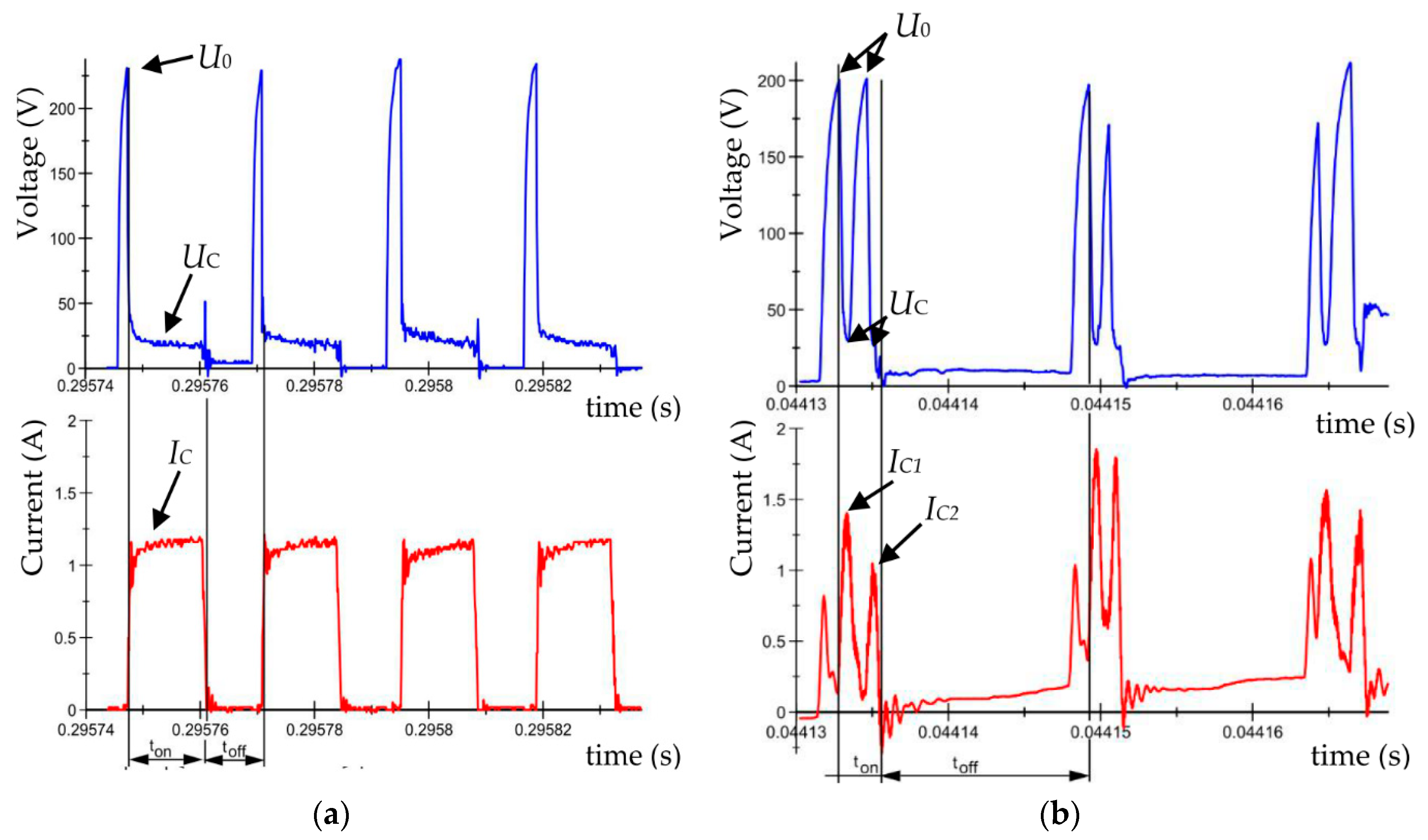
3.1. Analysis of Influence of RGO in the Dielectric on the Discharge Propagation.
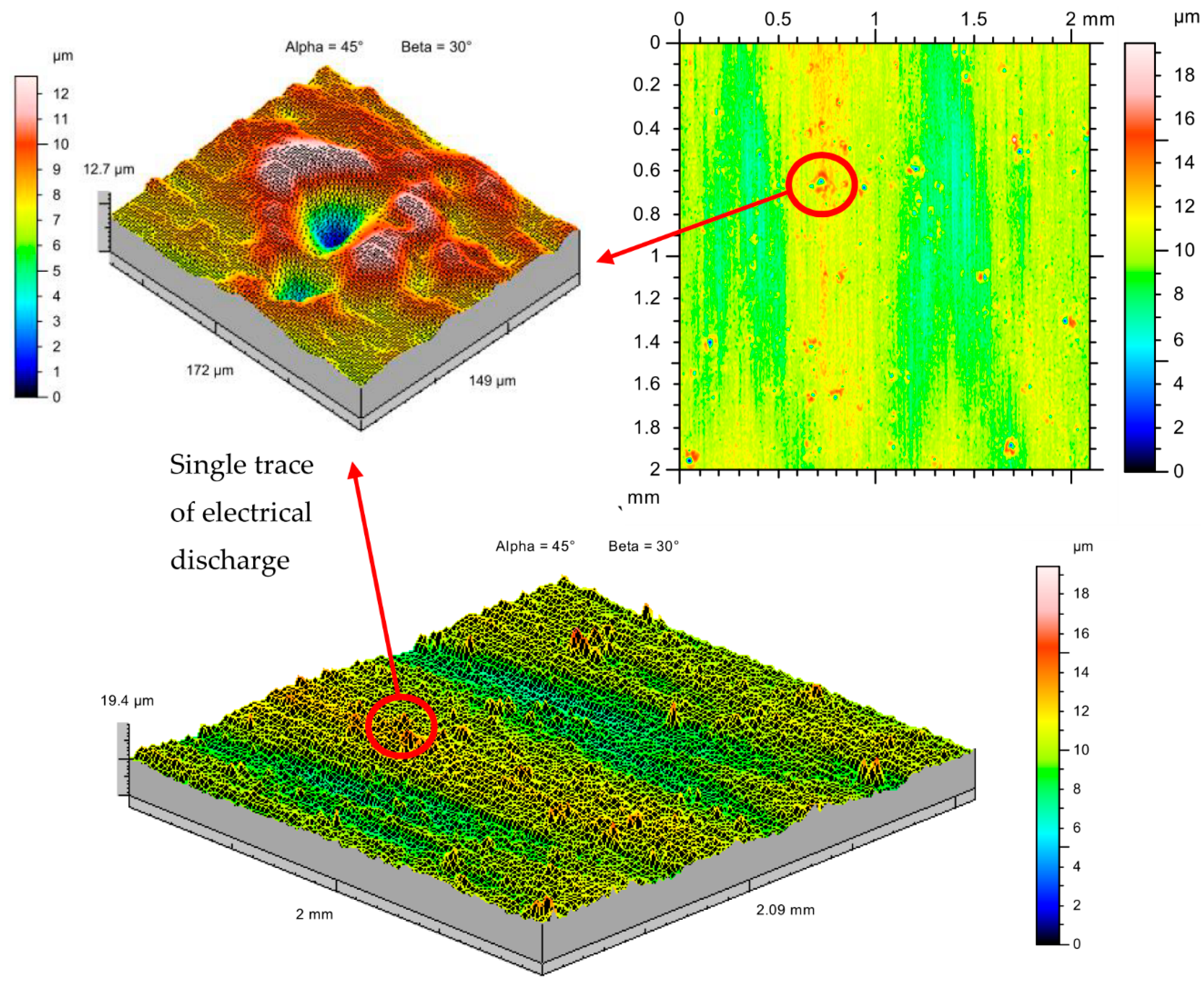
3.2. Analysis of Surface Topography
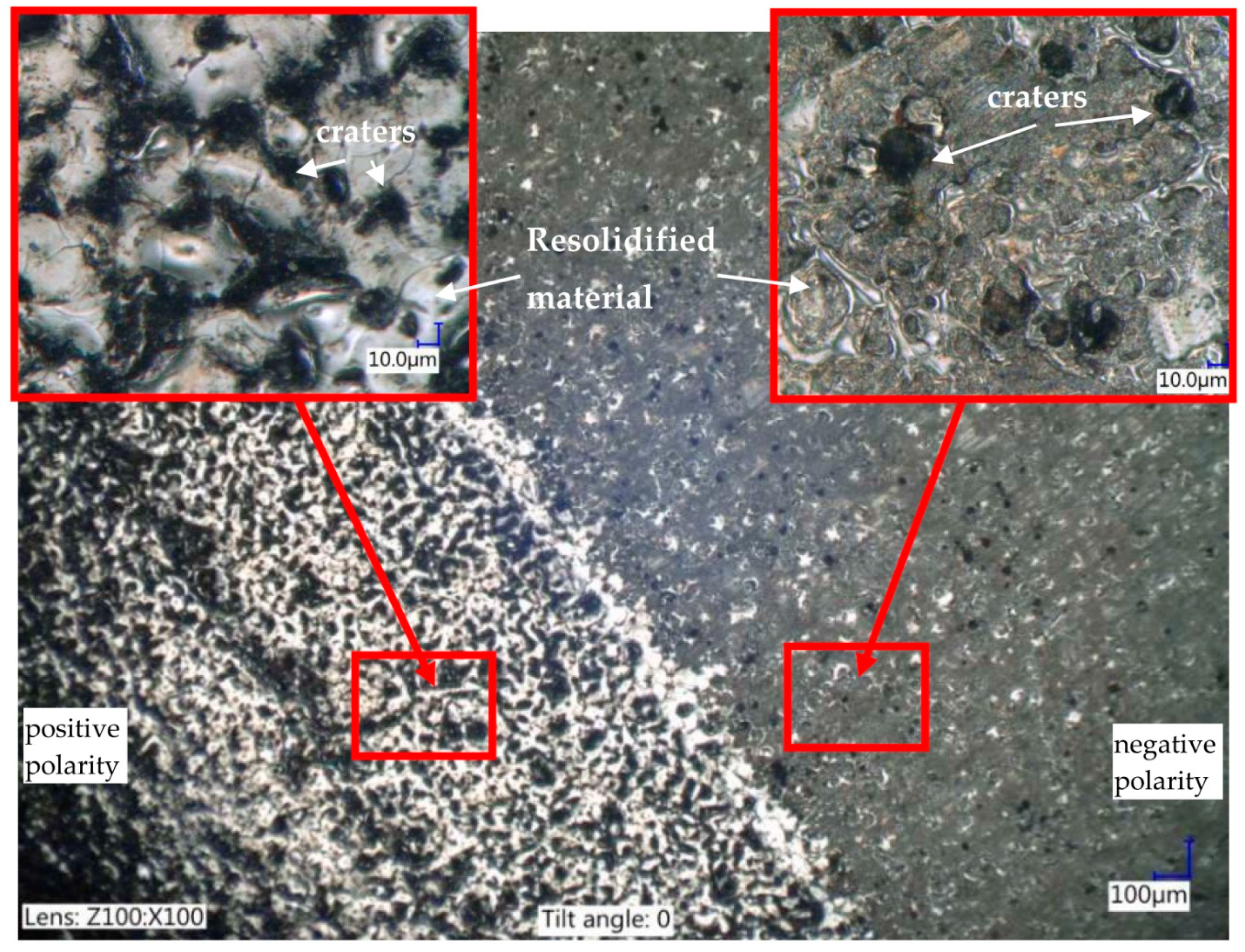
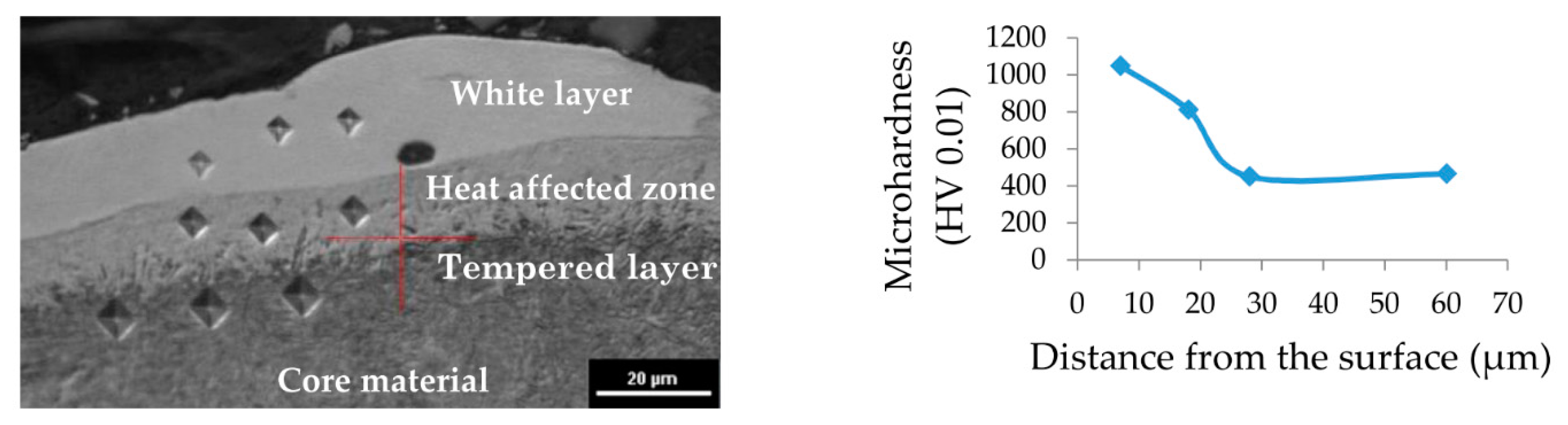
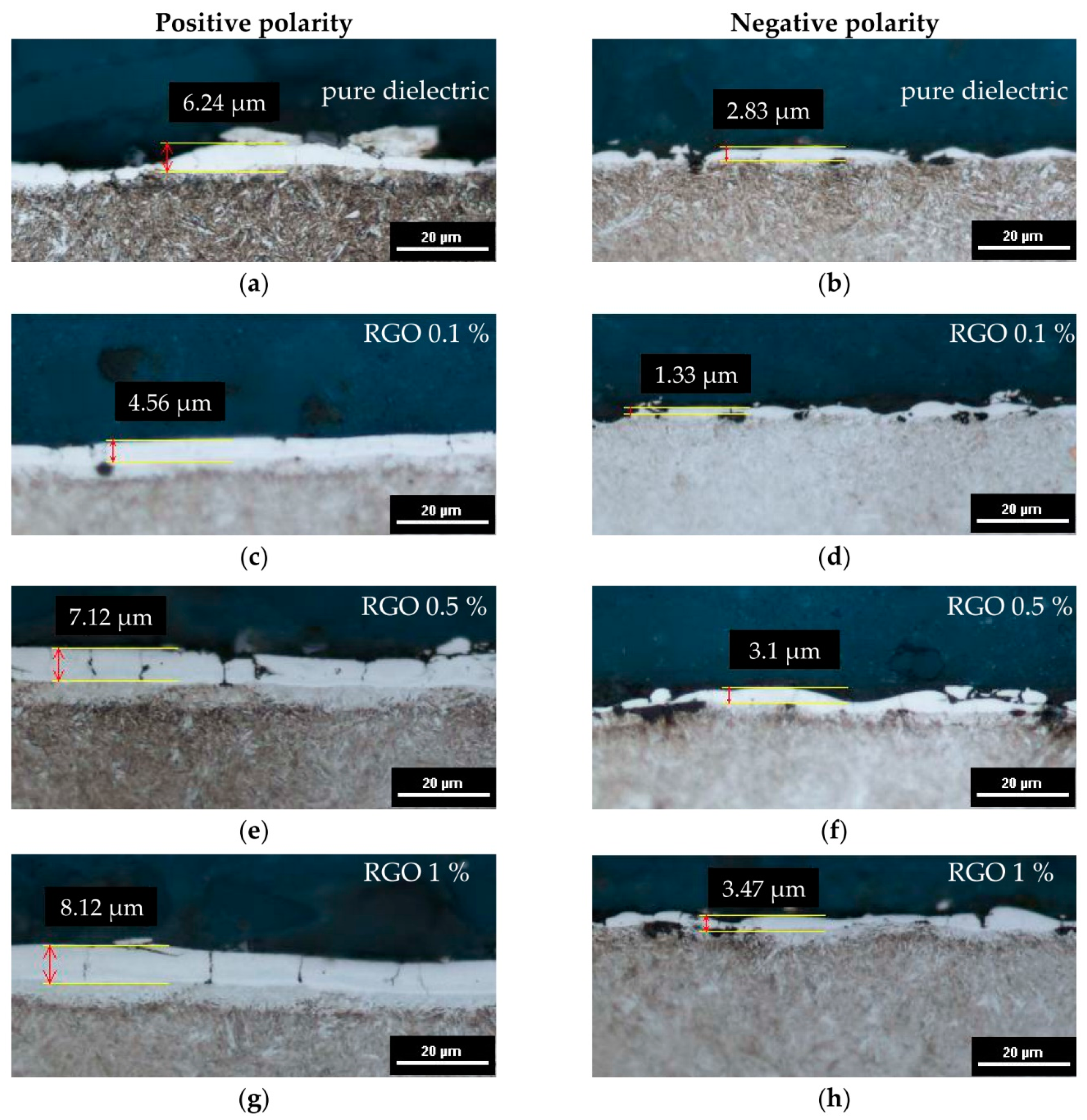
3.3. Analysis of the Surface Layer
4. Conclusions
- An RGO concentration above 1% in the dielectric combined with low values of discharge current and pulse time cause the dispersion of electrons on RGO flakes without effective discharges causing material removal.
- Depending on the value of the RGO concentration in the dielectric and the type of polarity used, there are significant differences in surface topography and thickness of the recast layer.
- Reduction in the discharge energy by dispersion on RGO leads to the generation of craters with a smaller diameter and depth compared with those produced by machining without RGO in the dielectric.
- PMEDM with RGO causes more stable electrical discharges with less energy and results in a uniform thickness of the recast layer.
- The best properties of surface roughness and the recast layer are obtained with 0.1% RGO in the dielectric and negative polarity.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kunieda, M.; Lauwers, B.; Rajurkar, K.P.; Schumacher, B.M. Advancing EDM through Fundamental Insight into the Process. CIRP Ann. Manuf. Technol. 2005, 54, 64–87. [Google Scholar] [CrossRef]
- Li, K.; Xu, G.; Huang, X.; Xie, Z.; Gong, F. Manufacturing of Micro-Lens Array Using Contactless Micro-Embossing with an EDM-Mold. Appl. Sci. 2019, 9, 85. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D.; Dabrowski, L. Electrical discharge machining of difficult to cut materials. Arch. Mech. Eng. 2018, 65, 461–476. [Google Scholar]
- Liu, Y.; Chang, H.; Zhang, W.; Ma, F.; Sha, Z.; Zhang, S. A Simulation Study of Debris Removal Process in Ultrasonic Vibration Assisted Electrical Discharge Machining (EDM) of Deep Holes. Micromachines 2018, 9, 378. [Google Scholar] [CrossRef] [PubMed]
- Ruszaj, A.; Gawlik, J.; Skoczypiec, S. Electrochemical Machining—Special Equipment and Applications in Aircraft Industry. Manag. Prod. Eng. Rev. 2016, 7, 34–41. [Google Scholar] [CrossRef]
- Skoczypiec, S. Discussion of ultrashort voltage pulses electrochemical micromachining: A review. Int. J. Adv. Manuf. Technol. 2016, 87, 177–187. [Google Scholar] [CrossRef]
- Dai, H.; Sun, J.; Li, Z.; Zhao, J.; Yu, X.; Fang, H.; Chen, J. Fabrication of Metallic Glass Layers on Al Alloys with Improved Corrosion Resistance and Micro-Hardness by Pulsed Electrical Discharge Treatment. Appl. Sci. 2018, 8, 956. [Google Scholar] [CrossRef]
- Rokosz, K.; Hryniewicz, T.; Matýsek, D.; Raaen, S.; Valíček, J.; Dudek, Ł.; Harničárová, M. SEM, EDS and XPS Analysis of the Coatings Obtained on Titanium after Plasma Electrolytic Oxidation in Electrolytes Containing Copper Nitrate. Materials 2016, 9, 318. [Google Scholar] [CrossRef] [PubMed]
- Chmielewski, T.; Siwek, P.; Chmielewski, M.; Piątkowska, A.; Grabias, A.; Golański, D. Structure and Selected Properties of Arc Sprayed Coatings Containing In-Situ Fabricated Fe-Al Intermetallic Phases. Metals 2018, 8, 1059. [Google Scholar] [CrossRef]
- Hryniewicz, T.; Rokosz, K.; Rokicki, R.; Prima, F. Nanoindentation and XPS Studies of Titanium TNZ Alloy after Electrochemical Polishing in a Magnetic Field. Materials 2015, 8, 205–215. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gołąbczak, M.; Święcik, R.; Gołąbczak, A.; Nouveau, C.; Jacquet, P.; Blanc, C. Investigations of surface layer temperature and morphology of hard machinable materials used in aircraft industry during abrasive electrodischarge grinding process. Mater. Und Werkst. 2018, 49, 568–576. [Google Scholar] [CrossRef]
- Spadło, S.; Depczyński, W.; Młynarczyk, P. Selected properties of high velocity oxy liquid fuel (HVOLF)—Sprayed nanocrystalline WC-CO INFRALLOYTM S7412 coatings modified by high energy electric pulse. Metalurgija 2017, 56, 412–414. [Google Scholar]
- Salacinski, T.; Winiarski, M.; Chmielewski, T.; Świercz, R. Surface finishing using ceramic fibre brush tools. In Proceedings of the 26th International Conference on Metallurgy and Materials, Brno, Czech Republic, 24–26 May 2017; pp. 1220–1226. [Google Scholar]
- Bańkowski, D.; Spadło, S. The Aplication of Vibro—Abrasive Machining for Smoothing of Castings. Arch. Foundry Eng. 2017, 17, 169–173. [Google Scholar] [CrossRef]
- Chmielewski, T.; Golański, D.; Włosiński, W.; Zimmerman, J. Utilizing the energy of kinetic friction for the metallization of ceramics. Bull. Pol. Acad. Sci. Tech. Sci. 2015, 63, 201–207. [Google Scholar] [CrossRef] [Green Version]
- Rudrapati, R.; Bandyopadhyay, A.; Pal, P.K. Multi-objective optimization in traverse cut cylindrical grinding. Adv. Mater. Manuf. Charact. 2013, 3, 335–339. [Google Scholar] [CrossRef]
- Sanchez, J.A.; Conde, A.; Arriandiaga, A.; Wang, J.; Plaza, S. Unexpected Event Prediction in Wire Electrical Discharge Machining Using Deep Learning Techniques. Materials 2018, 11, 1100. [Google Scholar] [CrossRef] [PubMed]
- Świercz, R.; Oniszczuk-Świercz, D.; Chmielewski, T. Multi-Response Optimization of Electrical Discharge Machining Using the Desirability Function. Micromachines 2019, 10, 72. [Google Scholar] [CrossRef] [PubMed]
- Bilal, A.; Jahan, M.P.; Talamona, D.; Perveen, A. Electro-Discharge Machining of Ceramics: A Review. Micromachines 2019, 10, 10. [Google Scholar] [CrossRef] [PubMed]
- Melnik, Y.A.; Kozochkin, M.P.; Porvatov, A.N.; Okunkova, A.A. On Adaptive Control for Electrical Discharge Machining Using Vibroacoustic Emission. Technologies 2018, 6, 96. [Google Scholar] [CrossRef]
- Flaño, O.; Ayesta, I.; Izquierdo, B.; Sánchez, J.A.; Zhao, Y.; Kunieda, M. Improvement of EDM performance in high-aspect ratio slot machining using multi-holed electrodes. Precis. Eng. 2018, 51, 223–231. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D. Experimental Investigation of Surface Layer Properties of High Thermal Conductivity Tool Steel after Electrical Discharge Machining. Metals 2017, 7, 550. [Google Scholar] [CrossRef]
- Sanchez, J.A.; de Lacalle, L.N.L.; Lamikiz, A. A computer-aided system for the optimization of the accuracy of the wire electro-discharge machining process. Int. J. Comput. Integr. Manuf. 2004, 17, 413–420. [Google Scholar] [CrossRef]
- Sanchez, J.A.; Plaza, S.; Lacalle, L.N.L.D.; Lamikiz, A. Computer simulation of wire-EDM taper-cutting. Int. J. Comput. Integr. Manuf. 2006, 19, 727–735. [Google Scholar] [CrossRef]
- Kozak, J.; Rozenek, M.; Dabrowski, L. Study of electrical discharge machining using powder-suspended working media. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 1597–1602. [Google Scholar] [CrossRef]
- Murray, J.W.; Sun, J.; Patil, D.V.; Wood, T.A.; Clare, A.T. Physical and electrical characteristics of EDM debris. J. Mater. Process. Technol. 2016, 229, 54–60. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Liu, Y.; Zhang, Y.; Sun, Q.; Li, Z.; Shen, Y. Characteristics of plasma channel in powder-mixed EDM based on monopulse discharge. Int. J. Adv. Manuf. Technol. 2016, 82, 1063–1069. [Google Scholar] [CrossRef]
- Mohanty, S.; Mishra, A.; Nanda, B.K.; Routara, B.C. Multi-objective parametric optimization of nano powder mixed electrical discharge machining of AlSiCp using response surface methodology and particle swarm optimization. Alex. Eng. J. 2018, 57, 609–619. [Google Scholar] [CrossRef]
- Öpöz, T.T.; Yaşar, H.; Ekmekci, N.; Ekmekci, B. Particle migration and surface modification on Ti6Al4V in SiC powder mixed electrical discharge machining. J. Manuf. Process. 2018, 31, 744–758. [Google Scholar] [CrossRef]
- Marashi, H.; Jafarlou, D.M.; Sarhan, A.A.D.; Hamdi, M. State of the art in powder mixed dielectric for EDM applications. Precis. Eng. 2016, 46, 11–33. [Google Scholar] [CrossRef]
- Marashi, H.; Sarhan, A.A.D.; Hamdi, M. Employing Ti nano-powder dielectric to enhance surface characteristics in electrical discharge machining of AISI D2 steel. Appl. Surf. Sci. 2015, 357, 892–907. [Google Scholar] [CrossRef]
- Nguyen, T.D.; Nguyen, P.H.; Banh, L.T. Die steel surface layer quality improvement in titanium μ-powder mixed die sinking electrical discharge machining. Int. J. Adv. Manuf. Technol. 2019, 100, 2637–2651. [Google Scholar] [CrossRef]
- Amorim, F.L.; Dalcin, V.A.; Soares, P.; Mendes, L.A. Surface modification of tool steel by electrical discharge machining with molybdenum powder mixed in dielectric fluid. Int. J. Adv. Manuf. Technol. 2017, 91, 341–350. [Google Scholar] [CrossRef]
- Toshimitsu, R.; Okada, A.; Kitada, R.; Okamoto, Y. Improvement in Surface Characteristics by EDM with Chromium Powder Mixed Fluid. Procedia CIRP 2016, 42, 231–235. [Google Scholar] [CrossRef]
- Shard, A.; Shikha, D.; Gupta, V.; Garg, M.P. Effect of B4C abrasive mixed into dielectric fluid on electrical discharge machining. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 554. [Google Scholar] [CrossRef]
- Kumar, A.; Mandal, A.; Dixit, A.R.; Das, A.K. Performance evaluation of Al2O3 nano powder mixed dielectric for electric discharge machining of Inconel 825. Mater. Manuf. Process. 2018, 33, 986–995. [Google Scholar] [CrossRef]
- Patel, S.; Thesiya, D.; Rajurkar, A. Aluminium powder mixed rotary electric discharge machining (PMEDM) on Inconel 718. Aust. J. Mech. Eng. 2018, 16, 21–30. [Google Scholar] [CrossRef]
- Talla, G.; Gangopadhyay, S.; Biswas, C.K. Influence of graphite powder mixed EDM on the surface integrity characteristics of Inconel 625. Part. Sci. Technol. 2017, 35, 219–226. [Google Scholar] [CrossRef]
- Mohanty, S.; Kumar, V.; Kumar Das, A.; Dixit, A.R. Surface modification of Ti-alloy by micro-electrical discharge process using tungsten disulphide powder suspension. J. Manuf. Process. 2019, 37, 28–41. [Google Scholar] [CrossRef]
- Al-Khazraji, A.; Amin, S.A.; Ali, S.M. The effect of SiC powder mixing electrical discharge machining on white layer thickness, heat flux and fatigue life of AISI D2 die steel. Eng. Sci. Technol. Int. J. 2016, 19, 1400–1415. [Google Scholar] [CrossRef] [Green Version]
- Hourmand, M.; Sarhan, A.A.D.; Farahany, S.; Sayuti, M. Microstructure characterization and maximization of the material removal rate in nano-powder mixed EDM of Al-Mg2Si metal matrix composite—ANFIS and RSM approaches. Int. J. Adv. Manuf. Technol. 2018. [Google Scholar] [CrossRef]
- Bains, P.S.; Sidhu, S.S.; Payal, H.S.; Kaur, S. Magnetic Field Influence on Surface Modifications in Powder Mixed EDM. Silicon 2019, 11, 415–423. [Google Scholar] [CrossRef]
- Rani, J.R.; Thangavel, R.; Oh, S.-I.; Lee, Y.S.; Jang, J.-H. An Ultra-High-Energy Density Supercapacitor; Fabrication Based on Thiol-functionalized Graphene Oxide Scrolls. Nanomaterials 2019, 9, 148. [Google Scholar] [CrossRef] [PubMed]
- Yang, C.-R.; Tseng, S.-F.; Chen, Y.-T. Characteristics of Graphene Oxide Films Reduced by Using an Atmospheric Plasma System. Nanomaterials 2018, 8, 802. [Google Scholar] [CrossRef] [PubMed]
- Bernal, M.M.; Tortello, M.; Colonna, S.; Saracco, G.; Fina, A. Thermally and Electrically Conductive Nanopapers from Reduced Graphene Oxide: Effect of Nanoflakes Thermal Annealing on the Film Structure and Properties. Nanomaterials 2017, 7, 428. [Google Scholar] [CrossRef] [PubMed]
- Stylianakis, M.M.; Viskadouros, G.; Polyzoidis, C.; Veisakis, G.; Kenanakis, G.; Kornilios, N.; Petridis, K.; Kymakis, E. Updating the Role of Reduced Graphene Oxide Ink on Field Emission Devices in Synergy with Charge Transfer Materials. Nanomaterials 2019, 9, 137. [Google Scholar] [CrossRef] [PubMed]
- Pisarek, M.; Holdynski, M.; Krawczyk, M.; Nowakowski, R.; Roguska, A.; Malolepszy, A.; Stobinski, L.; Jablonski, A. Surface characterization of graphene based materials. Appl. Surf. Sci. 2016, 388, 696–703. [Google Scholar] [CrossRef]
- Stobinski, L.; Lesiak, B.; Malolepszy, A.; Mazurkiewicz, M.; Mierzwa, B.; Zemek, J.; Jiricek, P.; Bieloshapka, I. Graphene oxide and reduced graphene oxide studied by the XRD, TEM and electron spectroscopy methods. J. Electron Spectrosc. Relat. Phenom. 2014, 195, 145–154. [Google Scholar] [CrossRef]
- Jahan, M.P.; Rahman, M.; Wong, Y.S. Study on the nano-powder-mixed sinking and milling micro-EDM of WC-Co. Int. J. Adv. Manuf. Technol. 2011, 53, 167–180. [Google Scholar] [CrossRef]
- Chu, X.; Zhu, K.; Wang, C.; Hu, Z.; Zhang, Y. A Study on Plasma Channel Expansion in Micro-EDM. Mater. Manuf. Process. 2016, 31, 381–390. [Google Scholar] [CrossRef]
- Klocke, F.; Lung, D.; Antonoglou, G.; Thomaidis, D. The effects of powder suspended dielectrics on the thermal influenced zone by electrodischarge machining with small discharge energies. J. Mater. Process. Tech. 2004, 149, 191–197. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrode | Copper |
|---|---|
| Material | tool steel 55NiCrMoV7 |
| Polarity of electrode | positive polarity, negative polarity |
| Discharge current I (A) | 1; 2 |
| Open voltage U0 (V) | 225 V |
| Discharge voltage (V) | 25 |
| pulse time ton (μs)q | 5; 8 |
| time interval toff (μs) | 5 |
| RGO in dielectric (%) | 0; 0.1; 0.5; 1 |
| Manufacturing time (s) | 360 |
| No. | RGO in Dielectric% | EDM Parameters | Positive Polarity | Negative Polarity | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Sa (µm) | Sdq (µm/µm) | Ssc (1/µm) | Sds (pks/mm2) | Sa (µm) | Sdq (µm/µm) | Ssc (1/µm) | Sds (pks/mm2) | |||
| 1. | 0 | I = 1 A, ton = 5 µs | 1.41 | 0.213 | 0.063 | 1063 | 1.12 | 0.067 | 0.035 | 1110 |
| 2. | 0.1 | I = 1 A, ton = 5 µs | 0.58 | 0.154 | 0.065 | 2356 | 0.44 | 0.067 | 0.035 | 1912 |
| 3. | 0.5 | I = 2 A, ton = 8 µs | 1.37 | 0.188 | 0.067 | 1406 | 1.11 | 0.106 | 0.039 | 952 |
| 4. | 1 | I = 2 A, ton = 8 µs | 1.56 | 0.213 | 0.066 | 1149 | 1.13 | 0.114 | 0.042 | 1213 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Świercz, R.; Oniszczuk-Świercz, D. The Effects of Reduced Graphene Oxide Flakes in the Dielectric on Electrical Discharge Machining. Nanomaterials 2019, 9, 335. https://doi.org/10.3390/nano9030335
Świercz R, Oniszczuk-Świercz D. The Effects of Reduced Graphene Oxide Flakes in the Dielectric on Electrical Discharge Machining. Nanomaterials. 2019; 9(3):335. https://doi.org/10.3390/nano9030335
Chicago/Turabian StyleŚwiercz, Rafał, and Dorota Oniszczuk-Świercz. 2019. "The Effects of Reduced Graphene Oxide Flakes in the Dielectric on Electrical Discharge Machining" Nanomaterials 9, no. 3: 335. https://doi.org/10.3390/nano9030335