
Tribological Analysis of Jute/Coir Polyester Composites Filled with Eggshell Powder (ESP) or Nanoclay (NC) Using Grey Rational Method


 ,
, 
 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- Eggshell powder (ESP), from eggs obtained at local pastry shops, heat treated at 450 °C, as indicated in [26], as a suitable method for the removal of protein membrane. The powder was then reduced in size by ball milling, using a PM100 (Retsch, Haan, Germany) planetary ball miller, at a rotating speed of 200 rpm, to an average granulometry down to a fineness between 20 and 100 microns;
- MMT K10 (Montmorillonite) nanoclay (NC) with a surface area of 220–270 m2/g supplied by Sigma-Aldrich, Bangalore, Karnataka, India.
2.2. Chemical Treatment of the Fibers
- Dirt was eliminated from the mats by soaking them in a 5% detergent solution for 10 h at room temperature (liquid hand washing detergent with 5–15% non-ionic tensioactive chemicals);
- Dewaxing was achieved by immersing the cloth in a 5% ethanol (C2H5OH) solution for one hour at room temperature, eliminating all traces of pectin and waxes;
- To remove loose fibers and harden the fiber mats’ surface, they were immersed in a 5% sodium hydroxide (NaOH) solution and dusted using a 6% acetic acid (CH3COOH) solution.
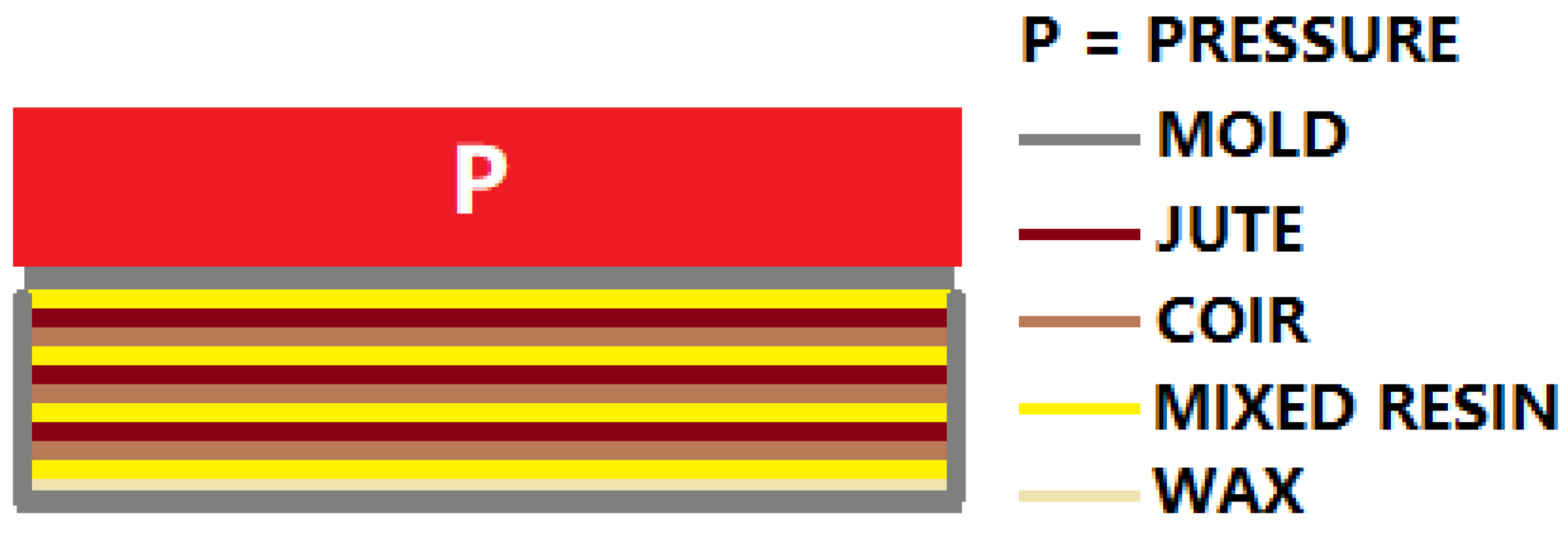
2.3. Production of the Laminates
2.4. Control Factors and Matrix of Experiments
3. Results
3.1. Optimization of the Composite Performance Using GRA
- Step 1: control factors are identified (load: A, speed: B, sliding distance: C), as well as their levels of control.
- Step 2: the appropriate orthogonal array (OA) for experimental analysis is defined.
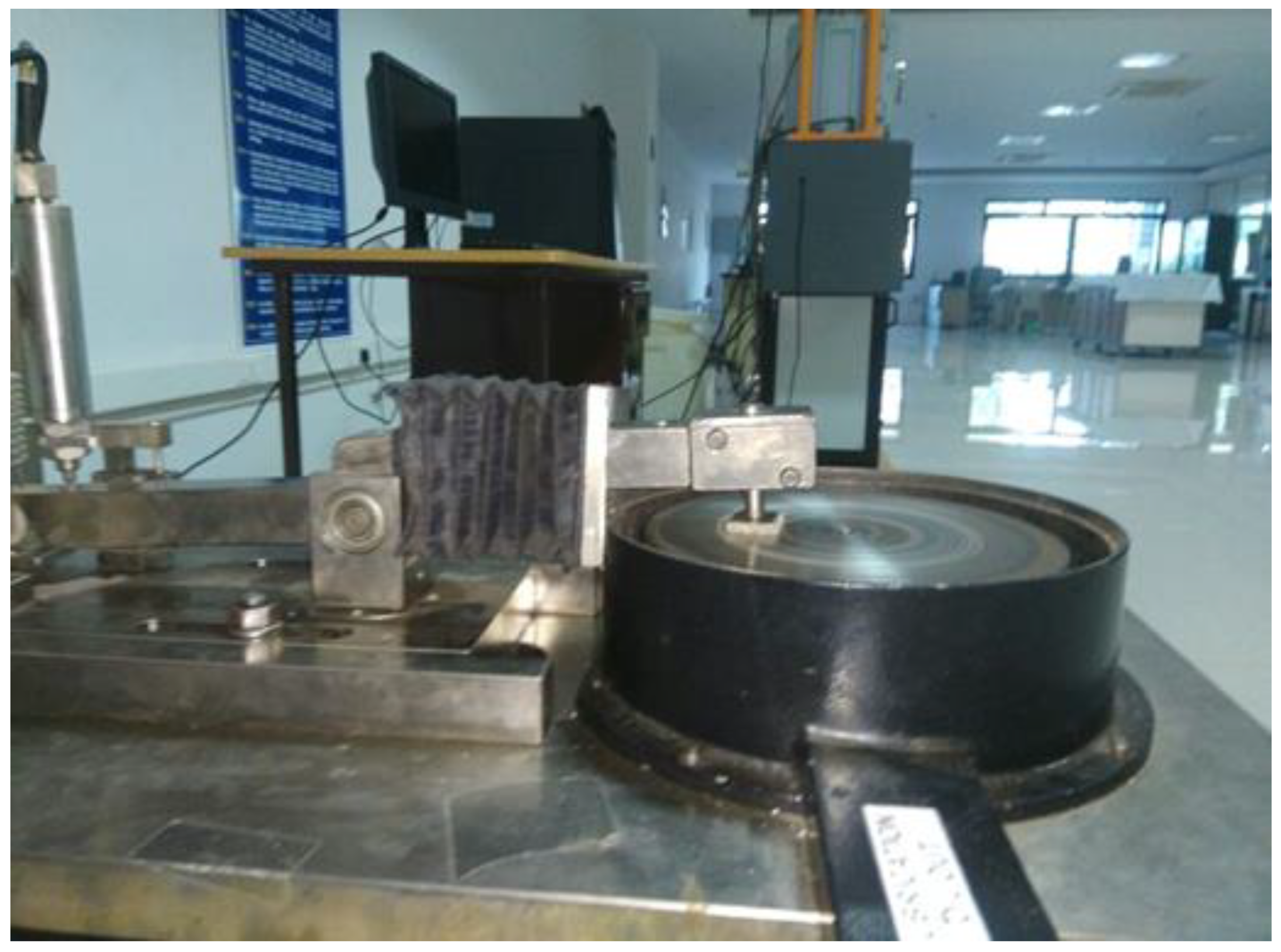
- Step 3: the experiments to determine the responses are carried out using pin-on-disc setup.
- Step 4: the S/N ratio values for the experimental values of wear rate (WR) and coefficient of friction (COF) are calculated.
- Step 5: the aforementioned S/N ratio values are normalized.
- Step 6: the grey normalization and grey coefficients are calculated.
- Step 7: the grey grade is measured, and the alternatives are ranked.
- Step 8: the analysis of variance (ANOVA) is performed.
3.2. Performing Statistical Analysis of Variance (ANOVA)
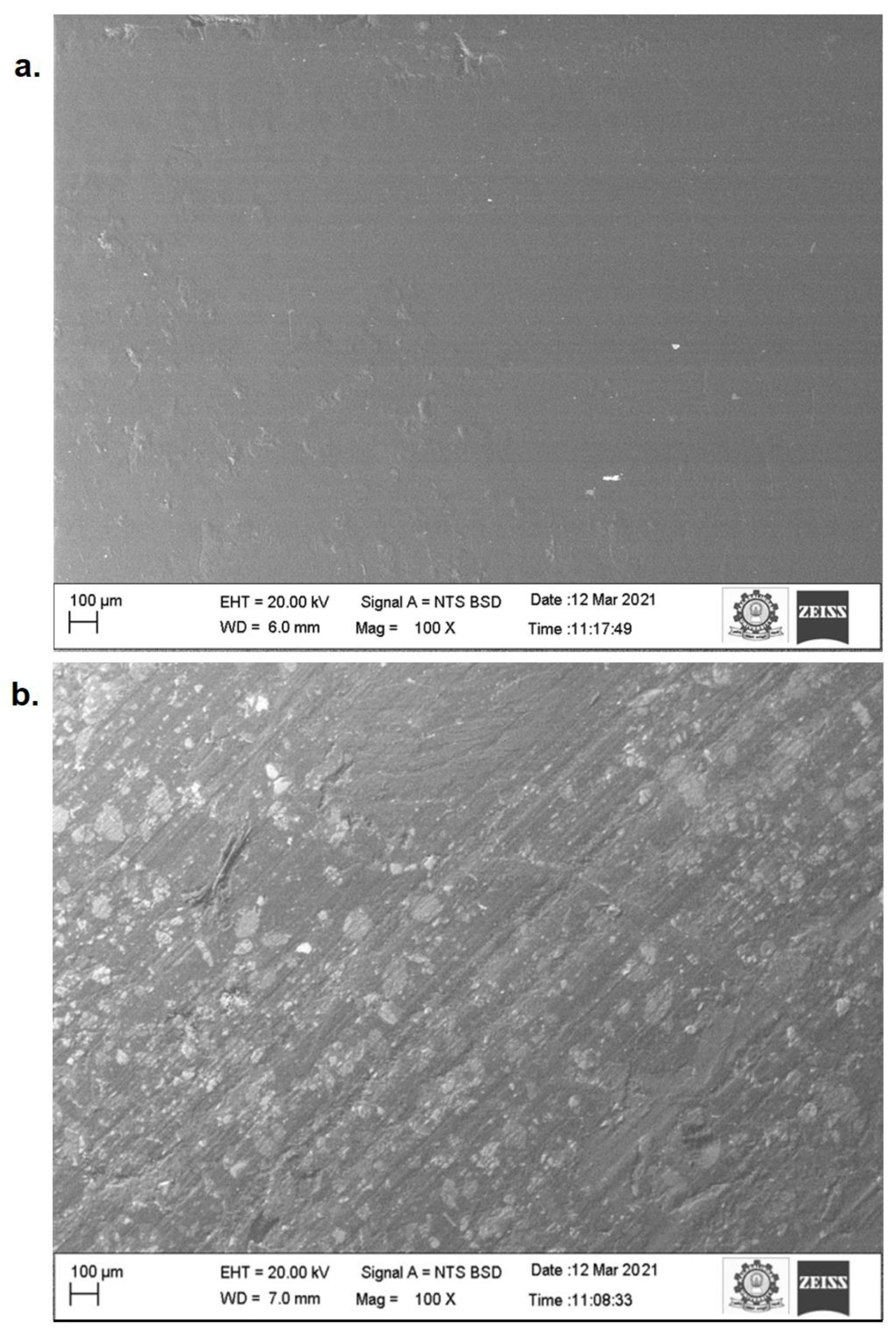
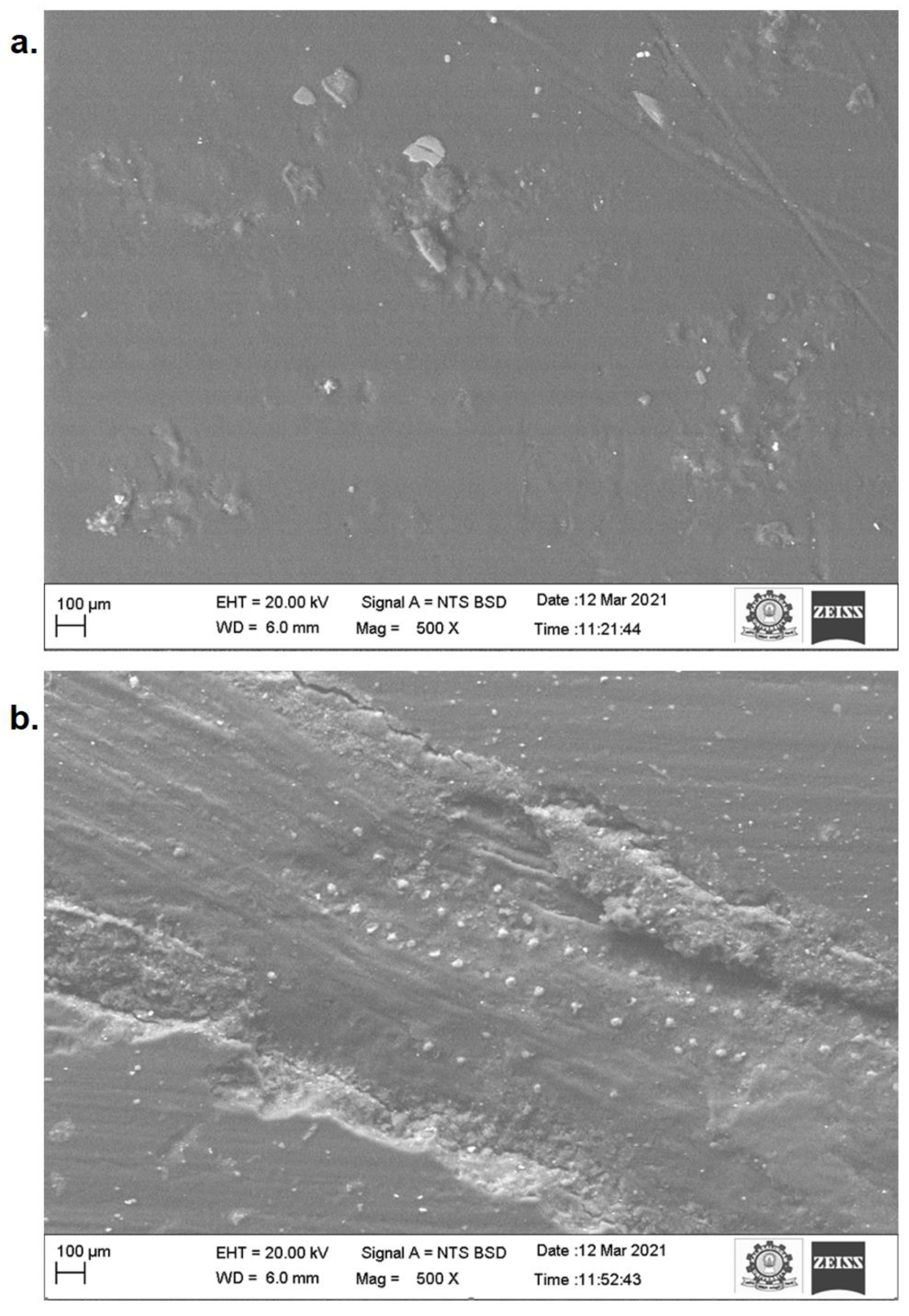
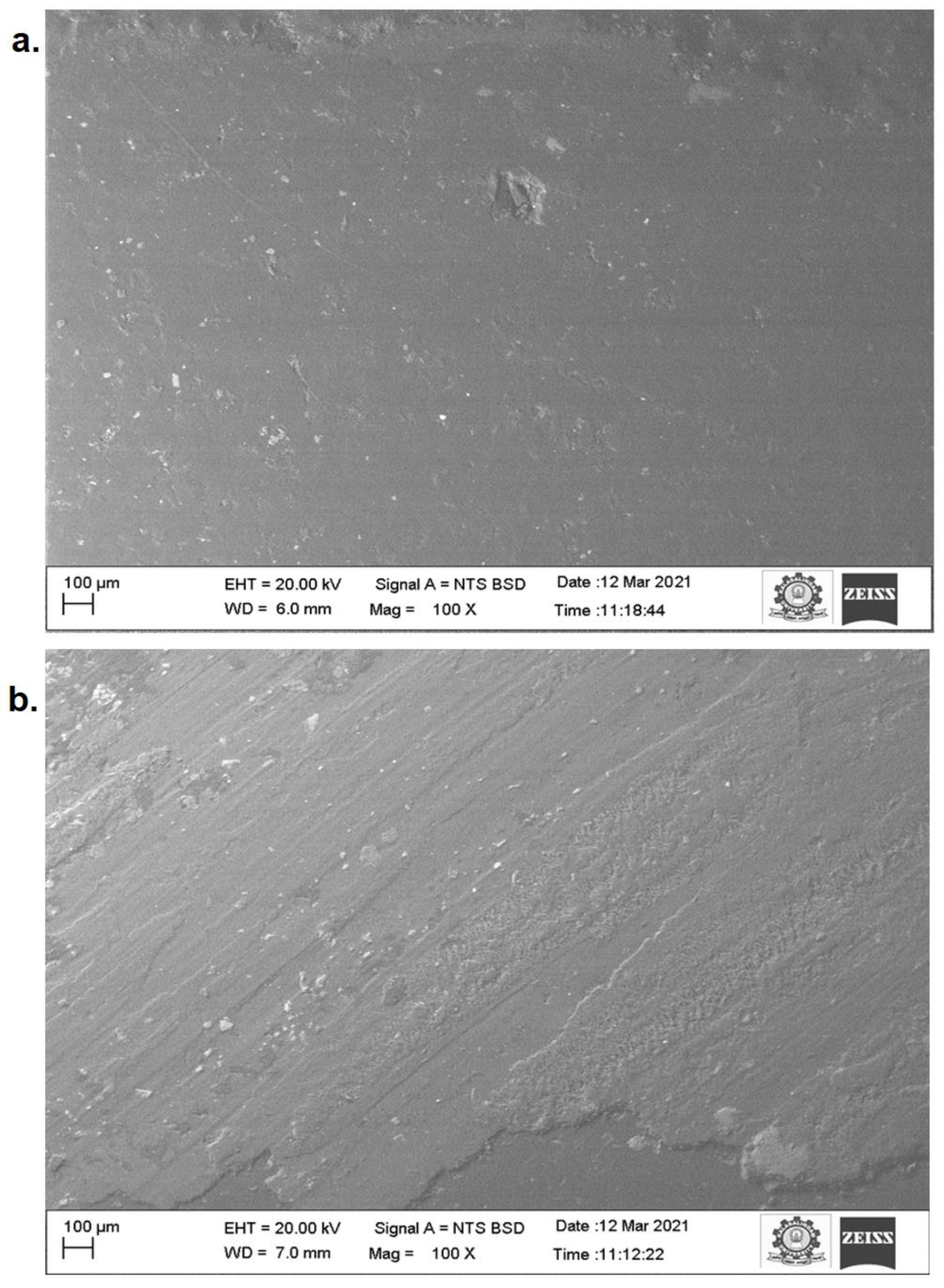
3.3. Scanning Electron Microscope (SEM) Analysis
4. Discussion
5. Conclusions
- Considering speed, applied load, and sliding distance, tribological behavior was influenced most by speed (64.1%), more limitedly by load, and only marginally by sliding distance. Hybrid composites’ friction and wear properties were less affected by the interaction set of parameters than other composite materials.
- Taguchi’s method revealed that the best combination of process parameters for minimizing wear and friction on this composite, was by applying the highest possible sliding distance and load and in contrast the lowest speed.
- By creating a protective barrier between the pin and the counter face, the incorporation of ESP and NC particles improved the wear resistance of hybrid composites. This had a substantial impact on the friction and the wear depth.
- According to the microstructure analysis of worn surfaces, abrasive wear mechanisms primarily occurred on the wear tracks, with occasional indications of adhesive wear mechanisms.
Author Contributions
Funding
Conflicts of Interest
References
- AL-Oqla, M.; Sapuan, S.M.; Ishak, M.R.; Nuraini, A.A. A model for evaluating and determining the most appropriate polymer matrix type for natural fiber composites. Int. J. Polym. Anal. Charact. 2015, 20, 191–205. [Google Scholar] [CrossRef]
- Kumar, P.S.S.; Allamraju, K.V. A review of natural fiber composites [jute, sisal, kenaf]. Mater. Today Proc. 2019, 18, 2556–2562. [Google Scholar] [CrossRef]
- Dziedzic, K.; Pashechko, M.; Barszcz, M.; Józwik, J. Structure and construction assessment of the surface layer of hardfaced coating after friction. Adv. Sci. Technol. Res. J. 2017, 11, 253–260. [Google Scholar] [CrossRef]
- Gualco, A.; Svoboda, H.G.; Surian, E.S. Study of abrasive wear resistance of Fe-based nanostructured hardfacing. Wear 2016, 360, 14–20. [Google Scholar] [CrossRef] [Green Version]
- Chen, B.; Wang, J.; Yan, F. Friction and wear behaviors of several polymers sliding against GCR15 and 316 steel under the lubrication of sea water. Tribol. Lett. 2011, 42, 17–25. [Google Scholar] [CrossRef]
- Premnath, A.A.; Alwarsamy, T.; Rajmohan, T.; Prabhu, R. The influence of alumina on mechanical and tribological characteristics of graphite particle reinforced hybrid Al-MMC. J. Mech. Sci. Technol. 2014, 28, 4737–4744. [Google Scholar] [CrossRef]
- Aouadi, S.M.; Bohnhoff, A.; Sodergren, M.; Mihut, D.; Rohde, S.L.; Xu, J.; Mishra, S.R. Tribological investigation of zirconium nitride/silver nanocomposite structures. Surf. Coat. Technol. 2006, 201, 418–422. [Google Scholar] [CrossRef]
- Rajamanickam, T.T.; Marimuthu, K. Experimental investigation of mechanical and tribological properties of Al6061–ZrC–B4C hybrid composites. Trans. Can. Soc. Mech. Eng. 2020, 45, 429–443. [Google Scholar] [CrossRef]
- Jozwik, J.; Dziedzic, K.; Barszcz, M.; Pashechko, M. Analysis and comparative assessment of basic tribological properties of selected polymer composites. Materials 2019, 13, 75. [Google Scholar] [CrossRef] [Green Version]
- Chandramohan, D.; Murali, B.; Vasantha-Srinivasan, P.; Dinesh Kumar, S. Mechanical, moisture absorption, and abrasion resistance properties of bamboo–jute–glass fiber composites. J. Bio-Tribo-Corros. 2019, 5, 66. [Google Scholar] [CrossRef]
- Chaudhary, V.; Bajpai, P.K.; Maheshwari, S. An investigation on wear and dynamic mechanical behavior of jute/hemp/flax reinforced composites and its hybrids for tribological applications. Fibers Polym. 2018, 19, 403–415. [Google Scholar] [CrossRef]
- Sam, N.; Sheeja, M.K. Durability study on coir fibre reinforced concrete. Int. J. Eng. Res. Technol. 2016, 5, 481–485. [Google Scholar]
- Rajan, R.; Tyagi, Y.K.; Singh, S. Waste and natural fiber based automotive brake composite materials: Influence of slag and coir on tribological performance. Polym. Compos. 2022, 43, 1508–1517. [Google Scholar] [CrossRef]
- Rajamani, D.; Balasubramanian, E.; Dilli Babu, G.; Ananthakumar, K. Experimental investigations on high precision abrasive waterjet cutting of natural fibre reinforced nano clay filled green composites. J. Ind. Text. 2020. [Google Scholar] [CrossRef]
- Adewale, A.A.; Adeiza, B.A.; Alao Alice, O.; Balogun Oluwatosin, A.; Shittu, S.A. Jute/egg shell biofiller reinforced cement-paper composite as sustainable material for application in automobile dashboard: Experimental performance analysis (EPA). J. DOI 2020, 6, 81–89. [Google Scholar]
- Saw, S.K. Static and dynamic mechanical analysis of coir fiber/montmorillonite nanoclay-filled novolac/epoxy hybrid nanocomposites. In Eco-Friendly Polymer Nanocomposites; Springer: New Delhi, India, 2015; pp. 137–154. [Google Scholar]
- Sudharsan, B.; Kumar, M.L.; Kumar, R.M.L. The mechanical behaviour of eggshell and coconut coir reinforced composites. Int. J. Eng. Trends. Technol. 2014, 18, 9–13. [Google Scholar] [CrossRef] [Green Version]
- Sydow, Z.; Sydow, M.; Wojciechowski, Ł.; Bieńczak, K. Tribological performance of composites reinforced with the agricultural, industrial and post-consumer wastes: A review. Materials 2021, 14, 1863. [Google Scholar] [CrossRef]
- Saw, S.K.; Akhtar, K.; Yadav, N.; Singh, A.K. Hybrid composites made from jute/coir fibers: Water absorption, thickness swelling, density, morphology, and mechanical properties. J. Nat. Fibers 2014, 11, 39–53. [Google Scholar] [CrossRef]
- Muthu Chozha Rajan, B.; Senthil Kumar, A.; Sornakumar, T.; Senthamaraikannan, P.; Sanjay, M.R. Multi response optimization of fabrication parameters of carbon fiber-reinforced aluminium laminates (CARAL) by Taguchi method and gray relational analysis. Polym. Compos. 2019, 40, E1041–E1048. [Google Scholar] [CrossRef]
- Agrawal, E.; Tungikar, V. Study on tribological properties of Al-TiC composites by Taguchi method. Mater. Today Proc. 2020, 26, 2242–2247. [Google Scholar] [CrossRef]
- Karuppiah, G.; Kuttalam, K.C.; Palaniappan, M.; Santulli, C.; Palanisamy, S. Multiobjective optimization of fabrication parameters of jute fiber/polyester composites with egg shell powder and nanoclay filler. Molecules 2020, 25, 5579. [Google Scholar] [CrossRef] [PubMed]
- Radhika, N.; Subramanian, R.; Prasat, S.V. Tribological behaviour of aluminium/alumina/graphite hybrid metal matrix composite using Taguchi’s techniques. J. Miner. Mater. Charact. Eng. 2011, 10, 427. [Google Scholar] [CrossRef]
- Ross, P.J. Taguchi Techniques for Quality Engineering, 2nd ed.; McGraw-Hill Book Co.: New York, NY, USA, 1996; pp. 23–42. [Google Scholar]
- Deng, J. Introduction to grey system. J. Grey Syst. 1989, 1, 1–24. [Google Scholar]
- Cree, D.; Pliya, P. Effect of elevated temperature on eggshell, eggshell powder and eggshell powder mortars for masonry applications. J. Build. Eng. 2019, 26, 100852. [Google Scholar] [CrossRef]
- Ganesan, K.; Kailasanathan, C.; Sanjay, M.R.; Senthamaraikannan, P.; Saravanakumar, S.S. A new assessment on mechanical properties of jute fiber mat with egg shell powder/nanoclay-reinforced polyester matrix composites. J. Nat. Fibers 2018, 17, 482–490. [Google Scholar] [CrossRef]
- Rajini, N.; Jappes, J.T.W.; Rajakarunakaran, S.; Siva, I. Effect of processing variables on mechanical properties of montmorillonite clay/unsaturated polyester nanocomposite using Taguchi based grey relational analysis. J. Polym. Eng. 2012, 32, 555–566. [Google Scholar] [CrossRef]
- Fung, C.P. Manufacturing process optimization for wear property of fiber-reinforced polybutylene terephthalate composites with grey relational analysis. Wear 2003, 254, 298–306. [Google Scholar] [CrossRef]
- Larsen, T.Ø.; Andersen, T.L.; Thorning, B.; Horsewell, A.; Vigild, M.E. Comparison of friction and wear for an epoxy resin reinforced by a glass or a carbon/aramid hybrid weave. Wear 2007, 262, 1013–1020. [Google Scholar] [CrossRef]
- El-Sayed, A.A.; El-Sherbiny, M.G.; Abo-El-Ezz, A.S.; Aggag, G.A. Friction and wear properties of polymeric composite materials for bearing applications. Wear 1995, 184, 45–53. [Google Scholar] [CrossRef]
- Panchal, M.; Raghavendra, G.; Prakash, M.O.; Ojha, S. Effects of environmental conditions on erosion wear of eggshell particulate epoxy composites. Silicon 2018, 10, 627–634. [Google Scholar] [CrossRef]
- Sharma, H.; Misra, J.P.; Singh, I. Friction and wear behaviour of epoxy composites reinforced with food waste fillers. Compos. Commun. 2020, 22, 100436. [Google Scholar] [CrossRef]
- Kaushik, P.; Jaivir, J.; Mittal, K. Analysis of mechanical properties of jute fiber strengthened epoxy/polyester composites. Eng. Solid Mech. 2017, 5, 103–112. [Google Scholar] [CrossRef]
- Ahmed, K.S.; Vijayarangan, S.; Rajput, C. Mechanical behavior of isopthalic polyester-based untreated woven jute and glass fabric hybrid composites. J. Reinf. Plast. Compos. 2005, 25, 1549–1569. [Google Scholar] [CrossRef]
- Hill, C.A.S.; Abdul Khalil, H.P.S. Effect of fiber treatments on mechanical properties of coir or oil palm fiber reinforced polyester composites. J. Appl. Polym. Sci. 2000, 78, 1685–1697. [Google Scholar] [CrossRef]
- Palanisamy, S.; Kalimuthu, M.; Azeez, A.; Palaniappan, M.; Dharmalingam, S.; Nagarajan, R.; Santulli, C. Wear properties and post-moisture absorption mechanical behavior of kenaf/banana-fiber-reinforced epoxy composites. Fibers 2022, 10, 32. [Google Scholar] [CrossRef]
- Chegdani, F.; Takabi, B.; El Mansori, M.; Tai, B.L.; Bukkapatnam, S.T. Effect of flax fiber orientation on machining behavior and surface finish of natural fiber reinforced polymer composites. J. Manuf. Processes 2020, 54, 337–346. [Google Scholar] [CrossRef]
- Singh, T.; Gangil, B.; Ranakoti, L.; Joshi, A. Effect of silica nanoparticles on physical, mechanical, and wear properties of natural fiber reinforced polymer composites. Polym. Compos. 2021, 42, 2396–2407. [Google Scholar] [CrossRef]
- Nordin, N.A.; Yussof, F.M.; Kasolang, S.; Salleh, Z.; Ahmad, M.A. Wear rate of natural fibre: Long kenaf composite. Procedia Eng. 2013, 68, 145–151. [Google Scholar] [CrossRef] [Green Version]
- Dwivedi, U.K.; Chand, N. Influence of fibre orientation on friction and sliding wear behaviour of jute fibre reinforced polyester composite. Appl. Compos. Mater. 2009, 16, 93–100. [Google Scholar] [CrossRef]
- Yousif, B.F. Frictional and wear performance of polyester composites based on coir fibres. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2009, 223, 51–59. [Google Scholar] [CrossRef]
- Arul, M.; Sasikumar, K.S.K.; Sambathkumar, M.; Gukenddran, R.; Saravanan, N. Mechanical and fracture study of hybrid natural fiber reinforced composite–Coir and sugarcane leaf sheath. Mater. Today Proc. 2020, 33, 2795–2797. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Load (N) | 10 | 20 | 30 |
| Speed (rpm) | 100 | 150 | 200 |
| Sliding distance (SD) (m) | 30 | 40 | 50 |
| Code | Var. 1 | Var. 2 | Var. 3 | Load (N) | Speed (rpm) | Sliding Distance (m) |
|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 10 | 100 | 30 |
| 2 | 1 | 2 | 2 | 10 | 150 | 40 |
| 3 | 1 | 3 | 3 | 10 | 200 | 50 |
| 4 | 2 | 1 | 2 | 20 | 100 | 40 |
| 5 | 2 | 2 | 3 | 20 | 150 | 50 |
| 6 | 2 | 3 | 1 | 20 | 200 | 30 |
| 7 | 3 | 1 | 3 | 30 | 100 | 50 |
| 8 | 3 | 2 | 1 | 30 | 150 | 30 |
| 9 | 3 | 3 | 2 | 30 | 200 | 40 |
| Load (N) | Speed (rpm) | SD (m) | WR | COF | S/N | Normalized S/N | ||
|---|---|---|---|---|---|---|---|---|
| WR | COF | WR | COF | |||||
| 10 | 100 | 30 | 101 ± 35 | 0.35 ± 0.24 | −40.086 | −9.119 | 0.895 | 0.000 |
| 10 | 150 | 40 | 75 ± 28 | 15.3 ± 7.1 | −37.501 | −23.694 | 0.775 | 0.681 |
| 10 | 200 | 50 | 44 ± 20 | 16.6 ± 7.8 | −32.869 | −24.402 | 0.560 | 0.714 |
| 20 | 100 | 40 | 26 ± 11 | 7.2 ± 3.2 | −22.279 | −20.086 | 0.067 | 0.513 |
| 20 | 150 | 50 | 13 ± 4 | 10.1 ± 3.0 | −28.299 | −17.147 | 0.348 | 0.375 |
| 20 | 200 | 30 | 131 ± 29 | 33.5 ± 14.2 | −42.345 | −30.501 | 1.000 | 1.000 |
| 30 | 100 | 50 | 11 ± 3 | 5.8 ± 2.1 | −20.828 | −15.269 | 0.000 | 0.288 |
| 30 | 150 | 30 | 15 ± 4 | 12.6 ± 6.2 | −23.522 | −22.007 | 0.126 | 0.602 |
| 30 | 200 | 40 | 46 ± 19 | 8.5 ± 3.3 | −33.255 | −18.588 | 0.580 | 0.442 |
| Load (N) | Speed (rpm) | Sliding Distance (m) | Grey Coefficient | Grey Rate | Rank | |
|---|---|---|---|---|---|---|
| WR | COF | |||||
| 10 | 100 | 30 | 0.358 | 1.000 | 0.679 | 2 |
| 10 | 150 | 40 | 0.392 | 0.423 | 0.408 | 8 |
| 10 | 200 | 50 | 0.472 | 0.412 | 0.442 | 7 |
| 20 | 100 | 40 | 0.881 | 0.493 | 0.637 | 3 |
| 20 | 150 | 50 | 0.590 | 0.569 | 0.580 | 5 |
| 20 | 200 | 30 | 0.333 | 0.333 | 0.333 | 9 |
| 30 | 100 | 50 | 1.000 | 0.634 | 0.817 | 1 |
| 30 | 150 | 30 | 0.799 | 0.453 | 0.626 | 4 |
| 30 | 200 | 40 | 0.463 | 0.530 | 0.496 | 6 |
| Factors | 1 | 2 | 3 | Max-Min |
|---|---|---|---|---|
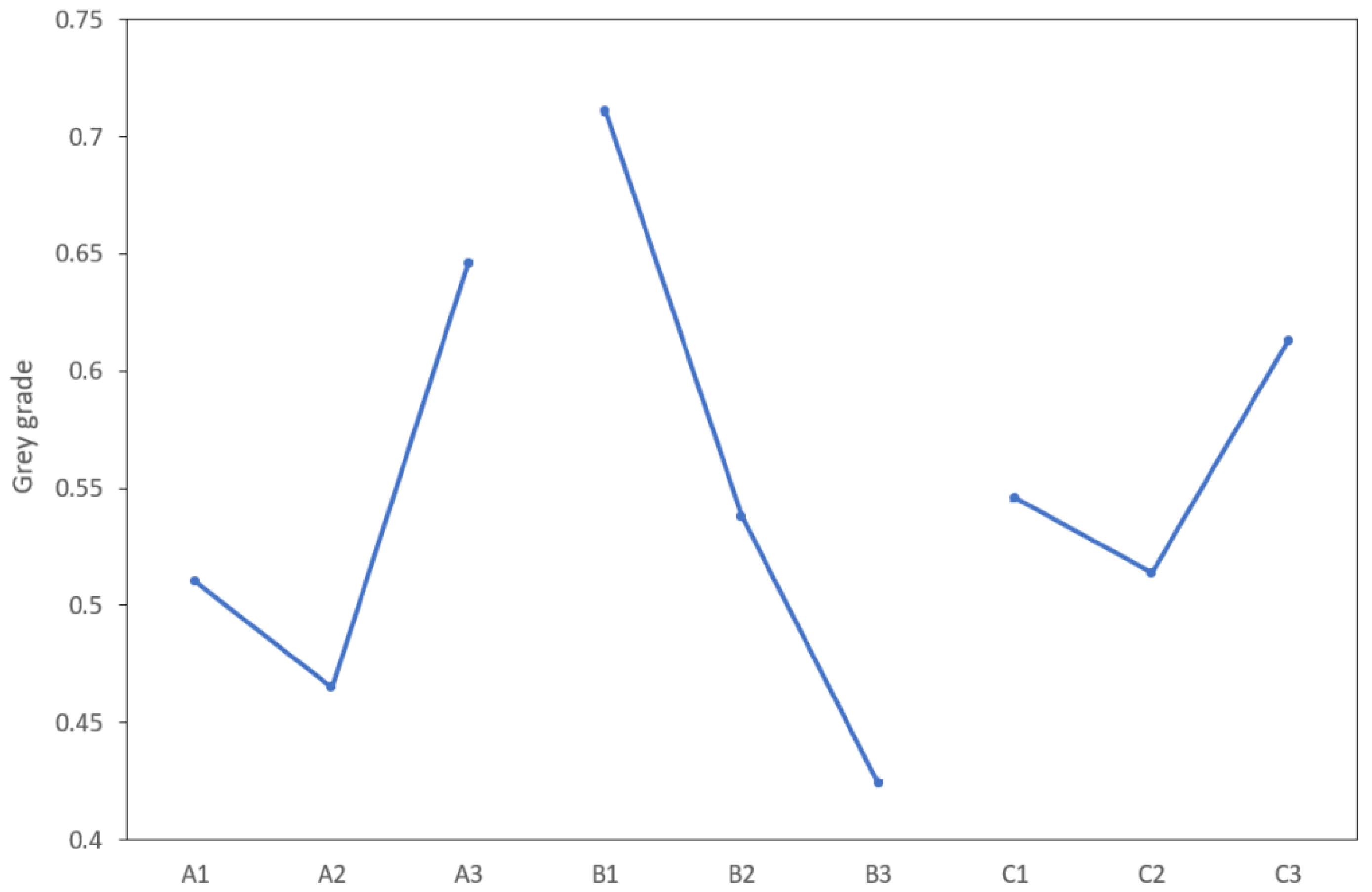
| Load | 0.510 | 0.465 | 0.646 | 0.181 |
| Speed | 0.711 | 0.538 | 0.424 | 0.267 |
| Sliding distance | 0.546 | 0.514 | 0.613 | 0.099 |
| Factor | Degrees of Freedom (DOF) | Sum of Squares (SOS) | Mean | Percentage |
|---|---|---|---|---|
| Load | 2 | 0.0531 | 0.0265 | 27.8 |
| Speed | 2 | 0.1221 | 0.0610 | 64.1 |
| Sliding distance | 2 | 0.0153 | 0.0077 | 8.1 |
| Total | 8 | 0.1905 | 0.0952 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karuppiah, G.; Kuttalam, K.C.; Ayrilmis, N.; Nagarajan, R.; Devi, M.P.I.; Palanisamy, S.; Santulli, C. Tribological Analysis of Jute/Coir Polyester Composites Filled with Eggshell Powder (ESP) or Nanoclay (NC) Using Grey Rational Method. Fibers 2022, 10, 60. https://doi.org/10.3390/fib10070060
Karuppiah G, Kuttalam KC, Ayrilmis N, Nagarajan R, Devi MPI, Palanisamy S, Santulli C. Tribological Analysis of Jute/Coir Polyester Composites Filled with Eggshell Powder (ESP) or Nanoclay (NC) Using Grey Rational Method. Fibers. 2022; 10(7):60. https://doi.org/10.3390/fib10070060
Chicago/Turabian StyleKaruppiah, Ganesan, Kailasanathan Chidambara Kuttalam, Nadir Ayrilmis, Rajini Nagarajan, M. P. Indira Devi, Sivasubramanian Palanisamy, and Carlo Santulli. 2022. "Tribological Analysis of Jute/Coir Polyester Composites Filled with Eggshell Powder (ESP) or Nanoclay (NC) Using Grey Rational Method" Fibers 10, no. 7: 60. https://doi.org/10.3390/fib10070060
APA StyleKaruppiah, G., Kuttalam, K. C., Ayrilmis, N., Nagarajan, R., Devi, M. P. I., Palanisamy, S., & Santulli, C. (2022). Tribological Analysis of Jute/Coir Polyester Composites Filled with Eggshell Powder (ESP) or Nanoclay (NC) Using Grey Rational Method. Fibers, 10(7), 60. https://doi.org/10.3390/fib10070060