1. Introduction
Current construction all over the world puts forward requirements for materials, products and structures, both load-bearing and enclosing, primarily in terms of their physical and mechanical characteristics. From these characteristics, the requirements and quality of buildings and structures in the field of energy efficiency are designed. At the same time, in addition to the energy saving and energy efficiency of buildings and structures, other important aspects are environmental friendliness, reliability and safety of the materials used [
1]. That is why scientists and engineers around the world are developing the most effective solutions in terms of the building materials, products and structures used. Cellular concrete of various types is a unique material used both in enclosing and load-bearing structures. The main types of cellular concrete are foam concrete and aerated concrete. These materials are overwhelmingly used in various types of construction technologies, for example, in frame-monolithic housing construction, in individual housing construction, and in industrial buildings [
2,
3]. Thus, cellular concrete, being a relevant building material, in turn needs additional research due to the existing problems around its manufacturing process. The problems of cellular concrete at present are, primarily, a rather complicated manufacturing technology, especially in the case of aerated concrete.
To comply with the technology of aerated concrete, it is necessary to strictly adhere to the requirements of methodological and regulatory technical documents and, at the same time, to conduct a clear monitoring of environmental conditions in order not to disturb the technological process in all its manifestations [
4]. The most important aspect is also the prescription parameter. The selection of formulations should be as accurate as possible and dosages should be strictly observed. Only in this case such a complex material as aerated concrete can achieve its design values and proper quality [
5,
6]. The second problem for low-density grades and classes of such cellular concrete is that the material and products are poorly transported and subject to excessive destruction during transportation. Thus, one of the main tasks of scientists and engineers is to provide a rational combination of mechanical strength and material density. That is, in order to maintain its thermal insulation properties, the material must remain minimally dense, but at the same time be as strong as possible. That is why, in a number of works, a complex indicator is used, which is the ratio of strength and density, called the constructive quality factor (CCQ) [
7,
8]. Such an indicator is not standardized today; however, it is a fairly good demonstration of the quality of a particular cellular concrete. The third problem of aerated concrete is its high production cost. This is especially pronounced in autoclaved aerated concrete. The cost of labor, material costs, energy costs and raw material costs for the manufacturing of autoclaved aerated concrete are quite high. Technology adjustments should be made in order to somewhat reduce the cost of such materials [
9,
10]. Undoubtedly, the main directions in modern science for improving the quality of aerated concrete are the following: modification of aerated concrete with various additives that improve its performance properties [
2,
5,
6,
11,
12], and fiber reinforcement—filling the aerated concrete with a dispersed fiber in a chaotic or structured order to impart essential new properties to the material and form a fundamentally different structure in such materials [
13,
14,
15,
16,
17,
18]—which make it possible to achieve a significant increase in operational reliability.
There are studies of cellular concrete modified with various additives, such as fly ash (FA) [
5,
19], ground granulated blast-furnace slag (GGBS) [
5,
8], rice husk ash [
6], glass sand [
11], quarry dust and lime ash [
12], and microsilica [
8,
20]. These studies assessed the physical and mechanical properties of concrete, most of which are compressive strength (CS), bending strength (BS), water absorption and thermal conductivity (TC). Additionally, many works paid special attention to the analysis of the pore structure of cellular concrete [
3,
11], including a modified one. Improvements in the structure, strength and physical characteristics of the composites were noted.
The fiber reinforcement of cellular concrete is the subject of a huge number of works, which consider various types of fiber-reinforced concrete [
13,
21], polymer structures [
22], models of fiber-reinforced concrete behavior, pore structure and prediction of its characteristics [
23,
24,
25,
26], composite manufacturing technologies [
16], experimental studies of mechanical and long-term properties and microstructure of fiber-reinforced concrete [
14,
15,
17], as well as types of fiber and their origin [
27,
28]. The advantage of natural fibers is that they are more flexible and durable, but they cannot repel water [
29]. Plant fibers [
30,
31], which are used in ordinary concrete [
32], mortar [
31], as well as in cellular concrete [
30,
33], have gained particular popularity in recent years. It is also quite common to use natural fibers for dust adsorption in the cement industry [
34]. Among the many types of plant fibers, among the most common and already successfully proven as a reinforcing component in concrete and more [
34] are sisal fibers (SFs) [
35]. The physical and mechanical properties of SF used for reinforcing composite materials have been repeatedly studied [
36] to confirm their competitive replacement of artificial fibers, such as polypropylene fibers. Comparative tests have shown that fiber-reinforced concrete on SF is not inferior in terms of strength characteristics to concrete with polypropylene fiber [
37] and even slightly surpasses it [
38]. Studies have also been carried out comparing SF with other types of plant fibers such as jute, sugarcane, coconut [
39], and piassava [
40]. There are quite a lot of open access works that studied the characteristics of normal density concrete reinforced with SF [
35,
41,
42]. Additionally, SFs have found application in hybrid polymer composites [
43] and in cellular concrete, in particular foam concrete [
44]. Improvements in the mechanical characteristics of SF-reinforced fiber-reinforced concrete have been noted, especially in bending and splitting tensile strength as well as improving integrity and reducing crack propagation [
41,
44,
45]. Improving the adhesion of sisal fibers to the matrix can be achieved by adding nanoparticles of marble dust [
29]. Taking into account the anisotropy and volume fraction of sisal fibers, the longitudinal specific strength of composites based on them is comparable to that of aluminum alloys and steel [
46].
Coconut fiber (CF) is also a fairly common and noteworthy type of plant fiber [
47,
48]. It is already known and substantiated that coconut fiber can be used in cement composites instead of common synthetic fibers [
49]. There are works on the study of the physical and mechanical properties of CFs for their use in building materials [
50]. The CF-reinforced cement composite itself was characterized by changes in characteristics [
51], in particular mechanical [
50,
51,
52,
53,
54,
55,
56], long-term [
53], dynamic [
54,
57], plastic cracking and impact resistance [
55,
57]. Coconut fibers can be used to reinforce concrete columns together with other types of fibers, both synthetic and natural [
57]. An indisputable advantage of such fibers is their environmental friendliness [
52]. The analysis of the effect of CF on the properties of the concrete composite in comparison with other natural [
39] and artificial fibers [
58] deserves special attention for the current study. Improvements in the characteristics of concrete reinforced with CF in comparison with simple concrete and some types of natural and artificial fibers (sugar cane, glass fiber) have been noted [
39,
58]. An even greater positive effect on the strength characteristics of concrete can be achieved with the combined introduction of coconut fiber and microsilica as a modifier [
59]. Improvements in the performance of concrete with plant fibers are associated with the growth of the gel of cement-based materials. The water absorption of such fibers, on the one hand, accelerates the degradation of the fiber, and on the other hand, it serves as an internal fiber hardener for the continuous process of hydration of the binder [
60].
The literature review revealed a certain lack of work on the use of plant fibers in aerated concrete and their complex effect together with modifying additives in the form of industrial waste. Summing up the existing problems of aerated concrete and noting separately the problems of autoclaved aerated concrete, while not begging for their technological and construction merit, we should formulate our rationale for the study. An interesting and promising direction in the development of building materials science, both in engineering and science, is the improvement of technologies for a cheaper, but no less complex analogue—non-autoclaved aerated concrete [
61,
62]. In view of the obvious disadvantages of non-autoclaved aerated concrete compared to autoclaved in terms of technology, it can be significantly improved due to a rationally selected recipe and other factors of a recipe-technological nature. The novelty of our study is an integrated approach that involves the simultaneous introduction of a modifier additive and fiber, while for the first time plant fibers were considered, especially in combination with a modifying additive.
The purpose of our study is to search for complex recipe-technological solutions aimed at identifying rational combinations of recipe-technological factors in the form of the simultaneous modification of aerated concrete with various additives and the dispersed reinforcement of it with various environmentally friendly and cost-effective plant fibers types. The task of the study is to determine the rational dosage of the modifier in non-autoclaved aerated concrete, which makes it possible to prepare the base for dispersed reinforcement and, thereby, achieve a complex effect, which consists in the maximum increase in strength characteristics and maintaining thermal insulation characteristics at a high level. Together with this, the task of the study is also to check the various compositions, dosages of components, modifiers and dispersed reinforcing fibers with the choice of the most rational recipe-technological method from them. Finally, another task is to study the structure and properties of the new environmentally friendly, economically and energetically efficient modified aerated concrete using dispersed fibers that increase its performance properties.
3. Results and Discussion
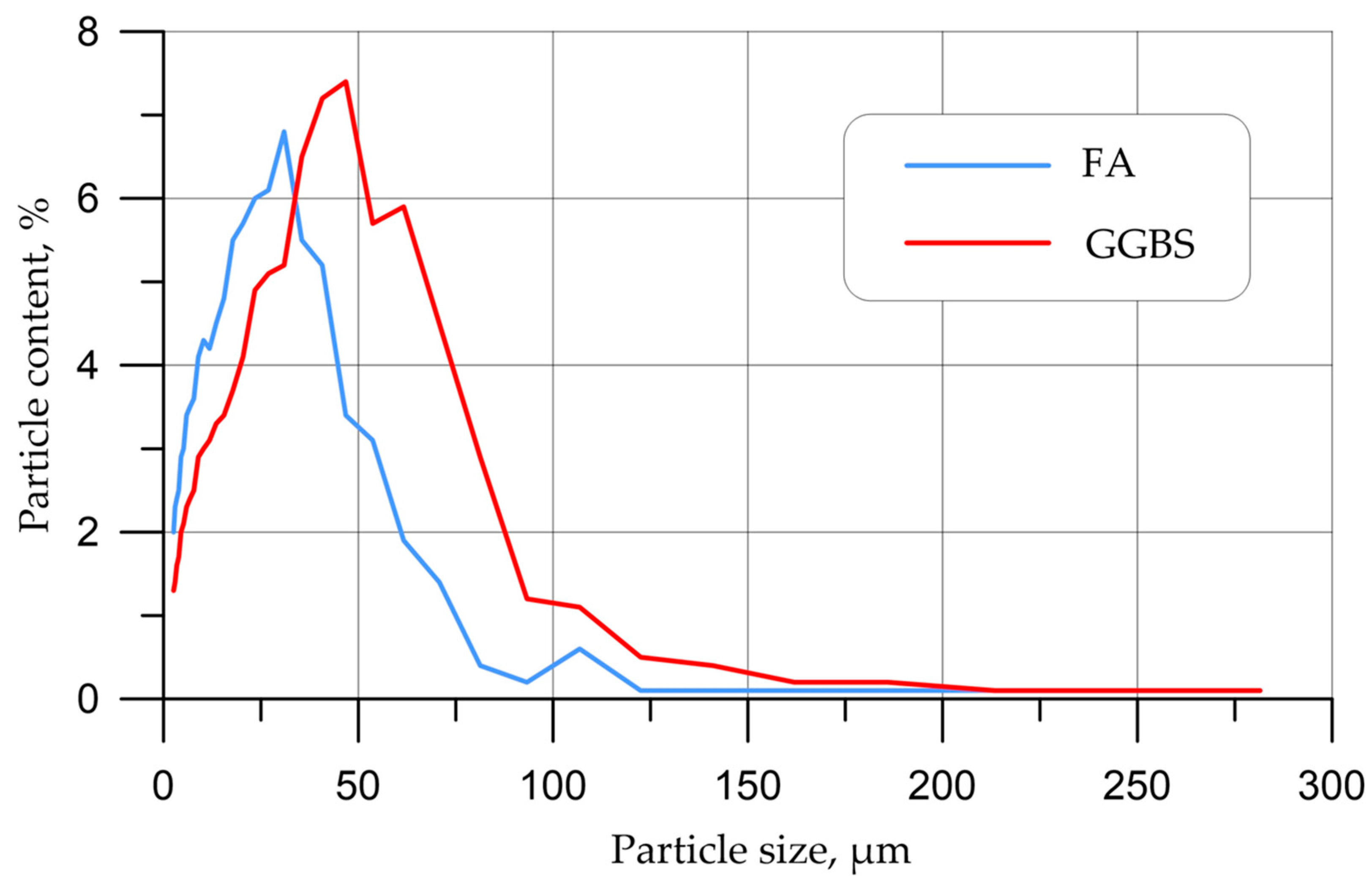
3.1. Study of Particle Size Distribution of Modifying Additives
The particle size distribution curves for FA and GGBS after milling are shown in
Figure 6.
Figure 6 shows that after additional grinding, the FA particle distribution curve is shifted to the left and down compared to the GGBS particle distribution curve. The largest part of the FA particles, 88.3%, is in the range from 2 μm to 41 μm. Additionally, the largest part of the GGBS particles, 88.7%, is in the range from 2 μm to 62 μm.
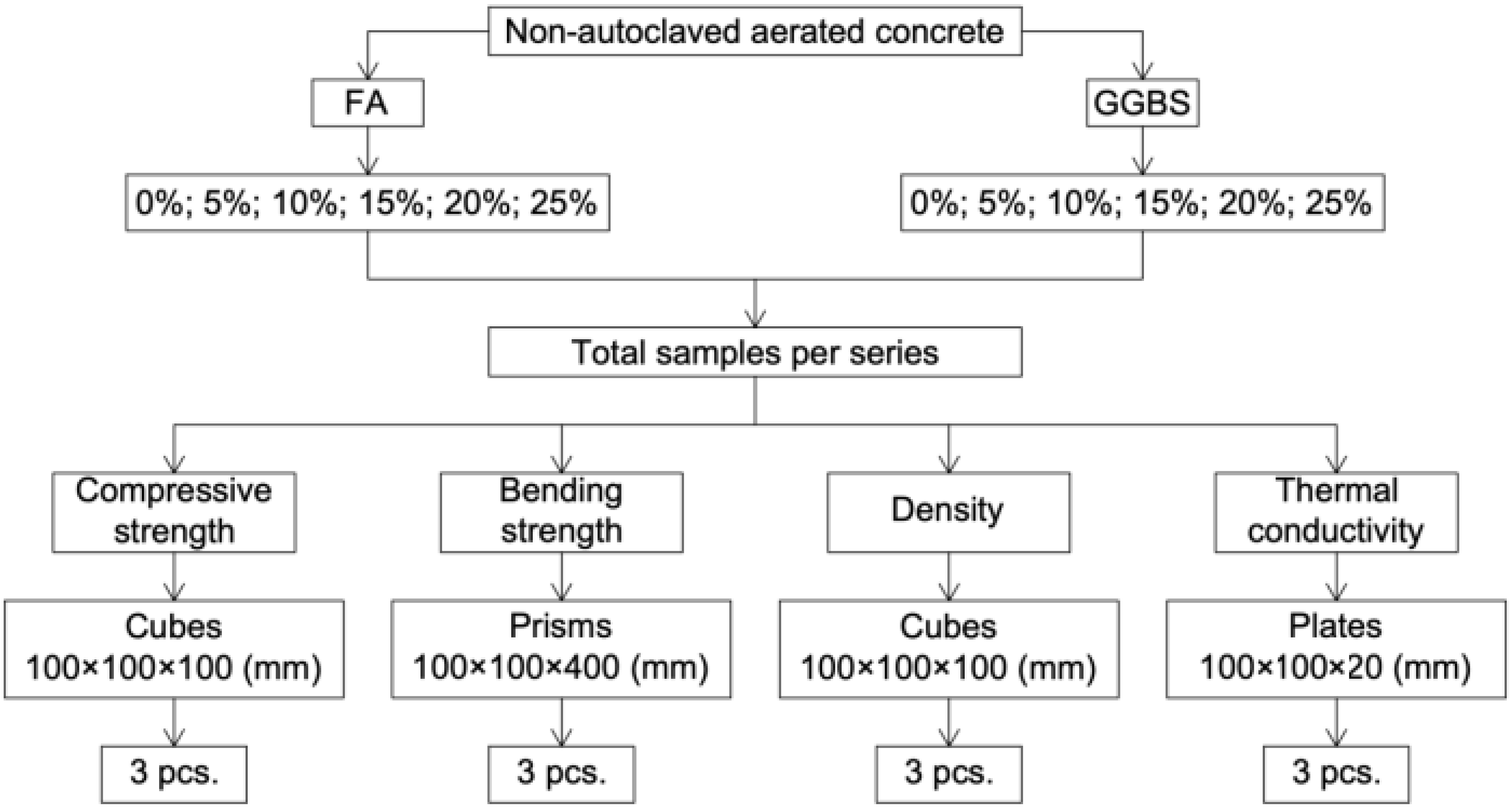
3.2. The Influence of Various Types of Modifying Additives on the Physical and Mechanical Characteristics of Non-Autoclaved Aerated Concrete
The results of the physical and mechanical characteristics of non-autoclaved aerated concrete of the control composition and modified with different content of additives FA and GGBS are presented in
Table 10,
Table 11 and
Table 12 and in
Figure 7,
Figure 8,
Figure 9 and
Figure 10.
Table 4 presents the characteristics of non-autoclaved aerated concrete of the control composition.
Table 11 shows the characteristics of non-autoclaved aerated concrete modified with various dosages of FA.
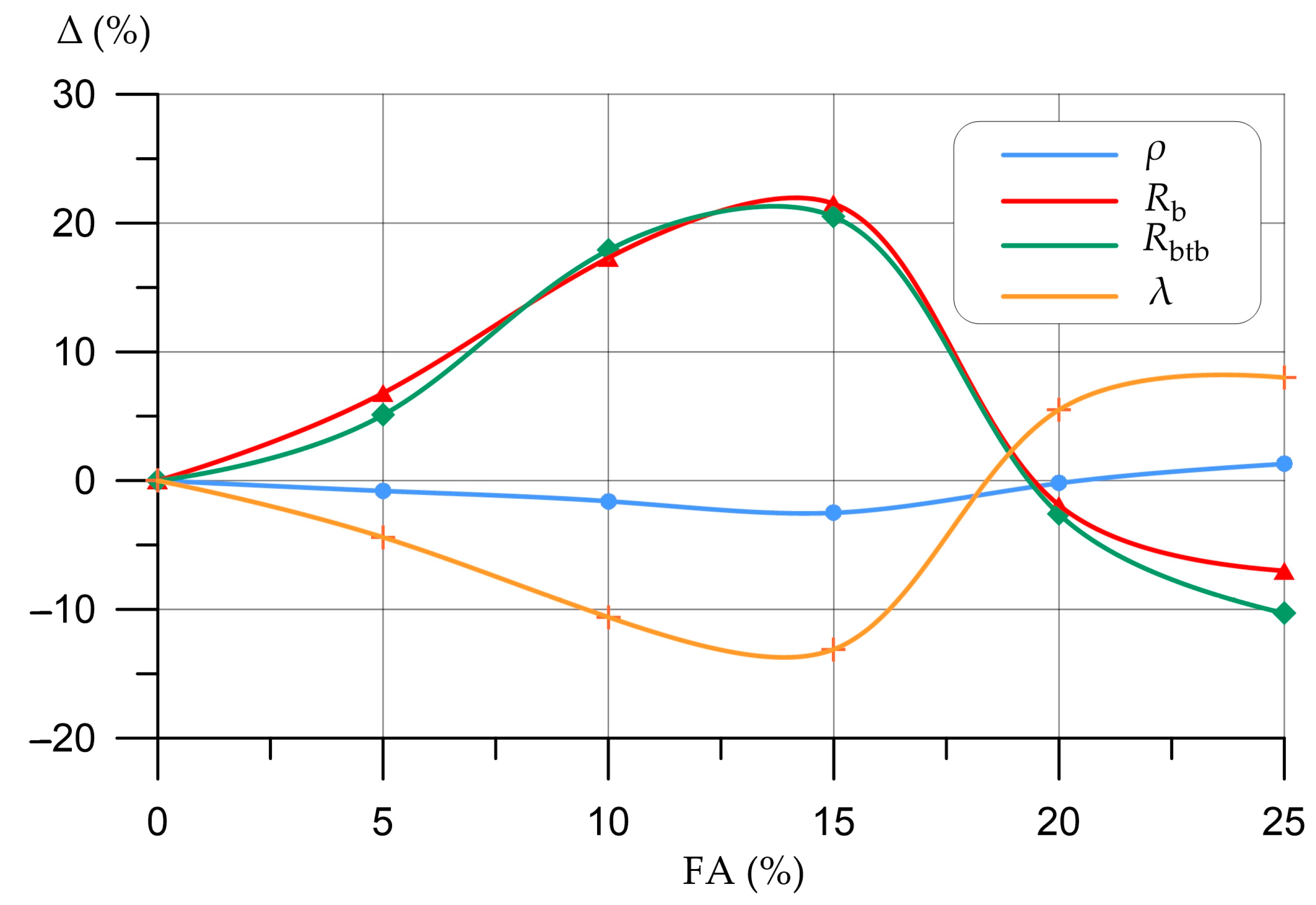
Changes in the characteristics of non-autoclaved aerated concrete in percent (∆) are shown in
Figure 7.
Figure 7 shows that the best values of the physical and mechanical characteristics of non-autoclaved aerated concrete are observed when replacing part of the cement with 15% FA. CS gained 21.5% and BS grew to 20.5%. At the same time, the density value of non-autoclaved aerated concrete decreased by 2.5%, and TC decreased by 13.1%. In general, the trends in density, CS and BS, as well as TC are of a similar nature, namely an improvement in properties when replacing part of the cement from 5% to 15% FA and a deterioration in these properties when the content of FA is 20–25%. These trends are also similar to the study [
66].
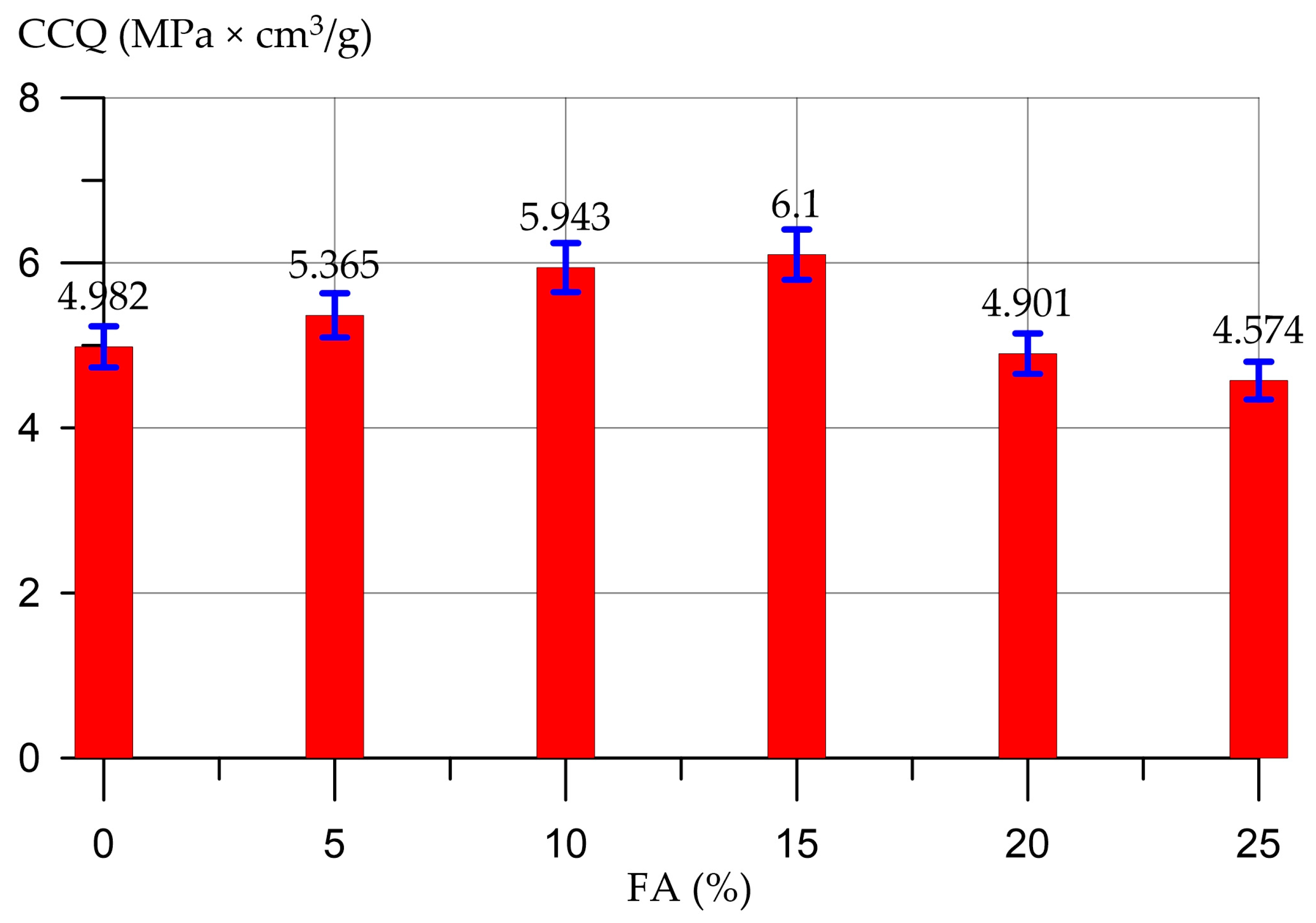
Figure 8 below shows the CCQ curves for non-autoclaved aerated concrete modified with FA. The blue error bars show the scatter calculated based on the standard deviation.
Samples of non-autoclaved aerated concrete modified with 15% FA have the highest CCQ value, which is 22% higher than that of the control samples. A gradual increase in CCQ with an increase in the FA content from 0% to 15% can be noted, which is associated with a decrease in the density and an increase in the CS of aerated concrete samples, and its further sharp decrease (up to 25%) at FA dosages of 20% and 25%, due to an increase in the density and decrease in the CS of aerated concrete.
Table 12 below presents the results of determining the physical and mechanical characteristics of non-autoclaved aerated concrete modified with GGBS.
Figure 9 shows the dependence of the change in the physical and mechanical characteristics of aerated concrete on the amount of GGBS instead of part of the cement.
As in the case of FA, the best values of the physical and mechanical characteristics of non-autoclaved aerated concrete are observed when replacing part of the cement with 15% GGBS. The trend of density, CS, BS and TC is to increase the strength characteristics and decrease the density and TC when replacing GGBS cement in an amount of 5–15% and decrease the strength and increase the density and TC with GGBS content in an amount of 15–25%. CS increased by 17.3%, BS by 16.7%, density decreased by 1.8% and TC decreased by 9.5%. These results are in good agreement with the study [
66] in terms of changing the characteristics of the modified aerated concrete in relation to the control composition.
Figure 10 shows the calculated CCQ values for non-autoclaved aerated concrete modified with GGBS.
Samples of non-autoclaved aerated concrete modified with 15% GGBS have the highest CCQ value, 20% more than that of control samples. A gradual slight increase in CCQ (up to 2%) with an increase in the FA content from 0% to 5% and a sharper jump in CCQ from 5% to 15% GGBS (up to 18%) can be noted, which is associated with a decrease in density and an increase in CS of aerated concrete samples. At dosages of GGBS 20% and 25%, its rapid decrease (up to 27%) is observed, due to an increase in density and a decrease in CS of aerated concrete.
Summing up the first stage of the experimental studies aimed at studying the effect of FA and GGBS instead of a part of cement on the physical and mechanical characteristics of non-autoclaved aerated concrete and determining the most effective dosages of these additives, the following should be highlighted:
- -
Replacement of part of the cement FA and GGBS in the amount of 15% is the most effective for both types of additives;
- -
The use of a FA additive is more effective than a GGBS additive. In non-autoclaved aerated concrete modified with 15% FA, CS and BS are higher by 4.5% and 3.8%, respectively, and the density and TC are lower by 0.7% and 3.6%, respectively, compared to the same non-autoclaved aerated concrete modified with 15% GGBS. This fact is primarily associated with the largest amount of silicon dioxide in the composition of FA, which contributed to a denser packing of particles of the aerated concrete microstructure due to an increase in the content of calcium hydrosilicate gel (CSH) [
5]. In addition, the pozzolanic effect at a given dosage of FA has a positive effect and contributes to the additional formation of CSH, which strengthens the structure of interpore walls. As a result, the strength increases, which is in good agreement with [
5,
8,
19]. An increase in the dosage of the modifier to 20% and further to 25% leads to a decrease in the strength of aerated concrete, which is associated with a decrease in the cement content and, as a consequence, a decrease in the formation of calcium hydrosilicates [
19].
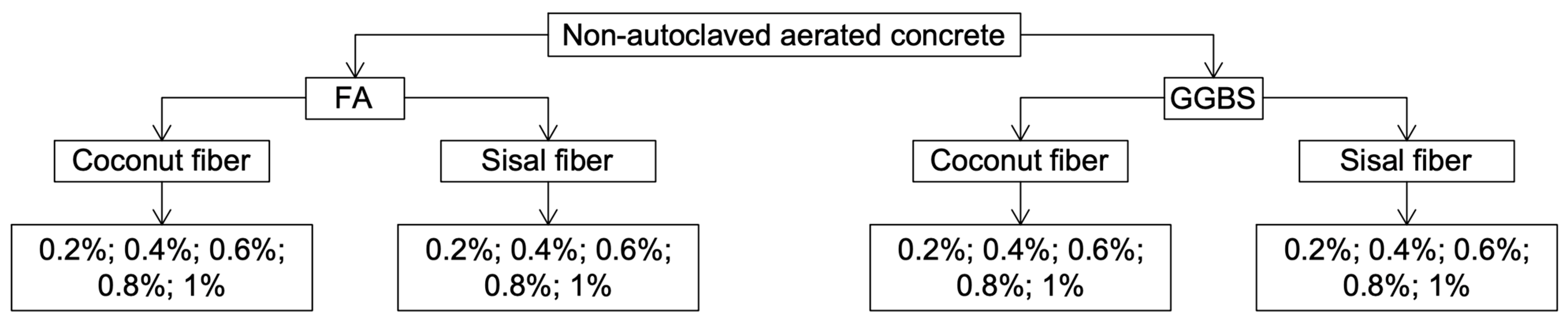
The next most important stage of the study was to investigate the effect of dispersed reinforcement with plant fibers on the physical and mechanical characteristics of the modified non-autoclaved aerated concrete with the already selected rational and most effective content of FA and GGBS 15% instead of part of the cement. These compositions were taken as the control for the second stage of research.
3.3. Influence of Various Types of Plant Fibers on the Physical and Mechanical Characteristics of Modified Non-Autoclaved Aerated Concrete
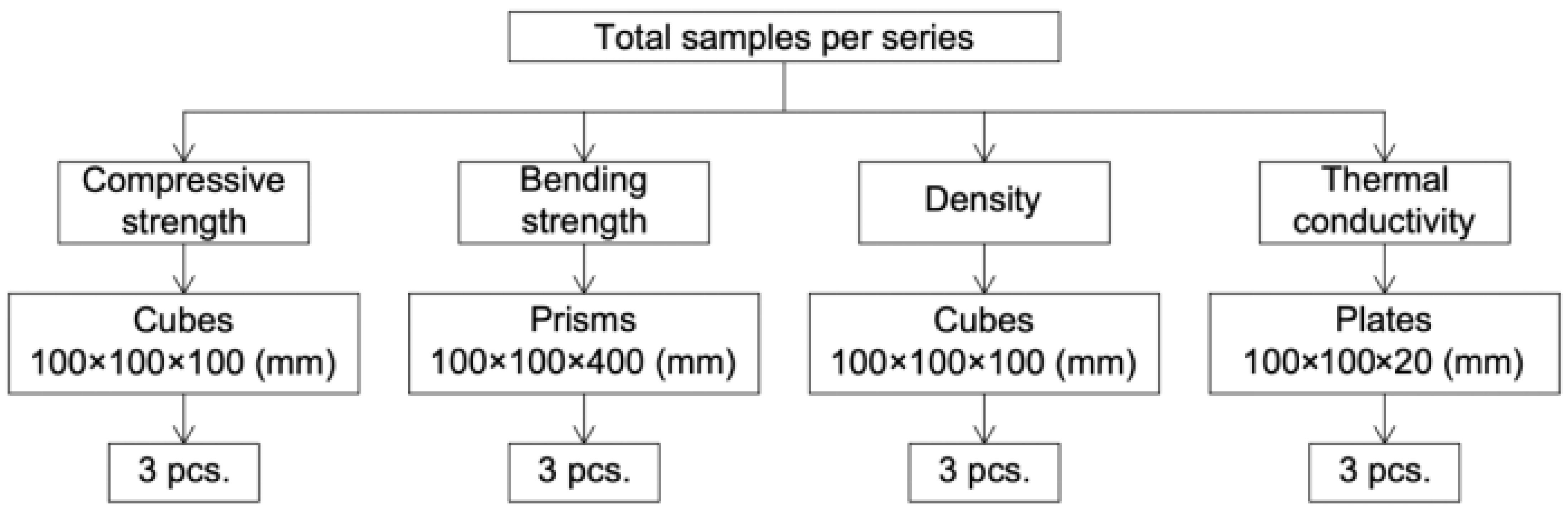
The results of the physical and mechanical characteristics of the modified non-autoclaved aerated concrete with different contents of CF and SF are presented in
Table 13 and
Table 14 and in
Figure 11,
Figure 12,
Figure 13 and
Figure 14. The characteristic values of aerated concrete modified with FA and reinforced with CF and SF of various dosages are presented in
Table 12.
Table 14 contains information on the values of the physical and mechanical characteristics of non-autoclaved aerated concrete modified with GGBS and reinforced with various amounts of CF and SF.
Based on the results presented in
Table 13 and
Table 14, the introduction of CF and SF from 0.2% to 1.0% does not significantly affect the density and TC of non-autoclaved aerated concrete. Nevertheless, due to the combined effect of the modifier and fiber, a dense packing of particles is created in the interpore partitions and uniform monodisperse macropores are formed in the body of aerated concrete, making it possible to achieve the most efficient, minimally dense and minimally thermally conductive energy-efficient material with improved strength.
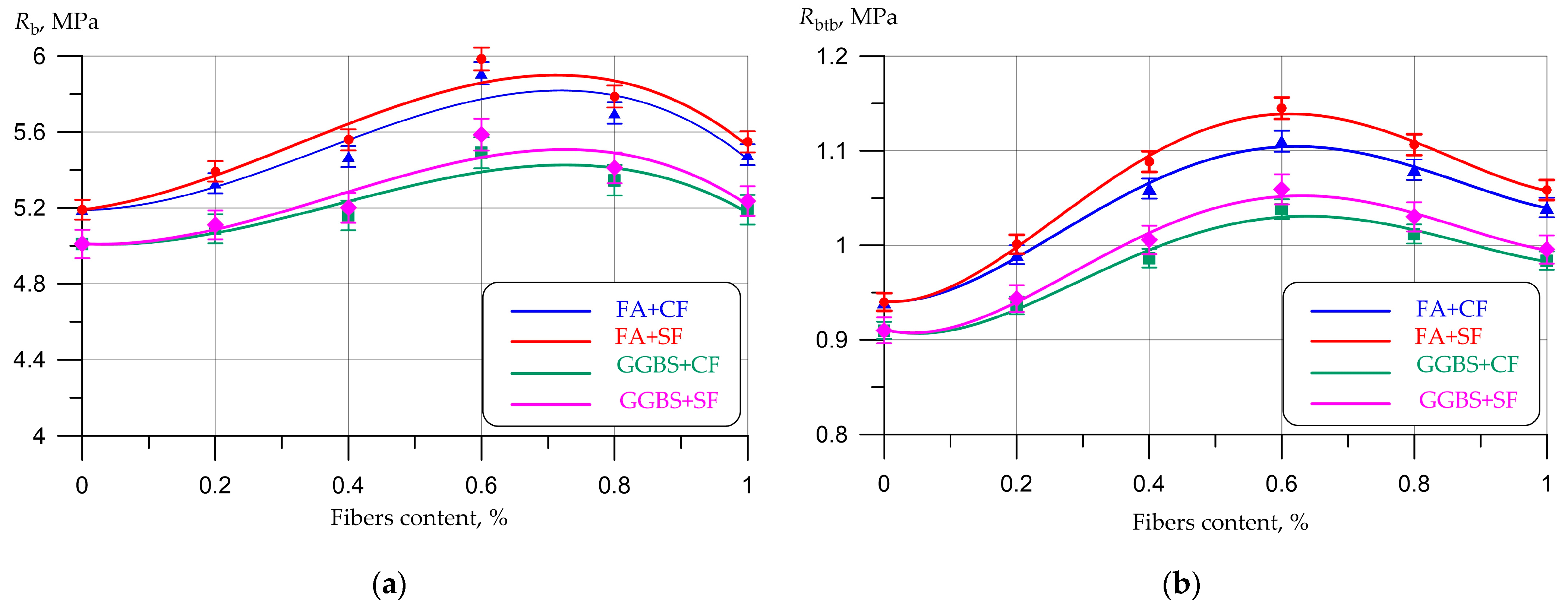
The dependences of the strength characteristics of aerated concrete samples on the content of plant fibers are presented in
Figure 11a,b.
The dependences of compressive strength on the content of plant fibers are represented by Equations (2)–(5) with a determination coefficient R
2:
The dependences of tensile strength in bending on the content of plant fibers are represented by Equations (6)–(9) with a determination coefficient R
2:
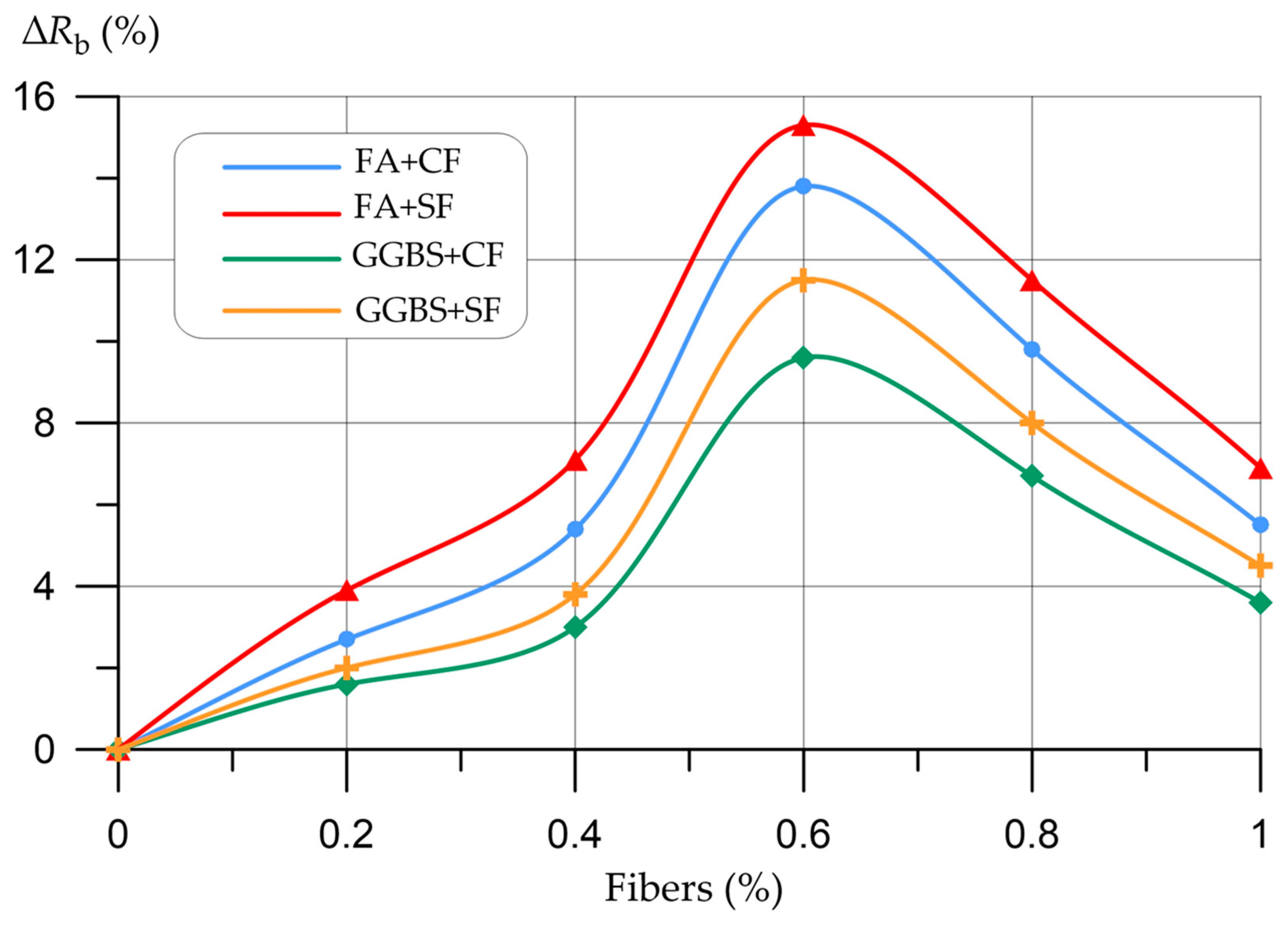
Figure 12 shows the dependence of the change in CS of aerated concrete samples modified with FA and GGBS on the amount of coconut and sisal fibers.
Figure 12 shows that non-autoclaved aerated concrete modified with FA and reinforced with SF has the highest CS increments. SF performs better than CF in both types of modified aerated concrete. In general, the trends in CS changes for all considered types of aerated concrete are similar: CS increases at fiber dosages from 0.2% to 0.6% and decreases at dosages of 0.8%–1%. It is logical to assume that a further increase in fiber dosage will lead to a greater drop in strength. The most effective content of both SF and CF is their dosage of 0.6% of the total mass of cement and modifier. The maximum increase in CS for aerated concrete modified with FA and reinforced with CF was 13.8%, and for reinforced SF—15.3%. For aerated concrete modified with GGBS and CF, the maximum increase in CS was 9.6%, while with SF, the maximum increase in CS for aerated concrete was 11.5%.
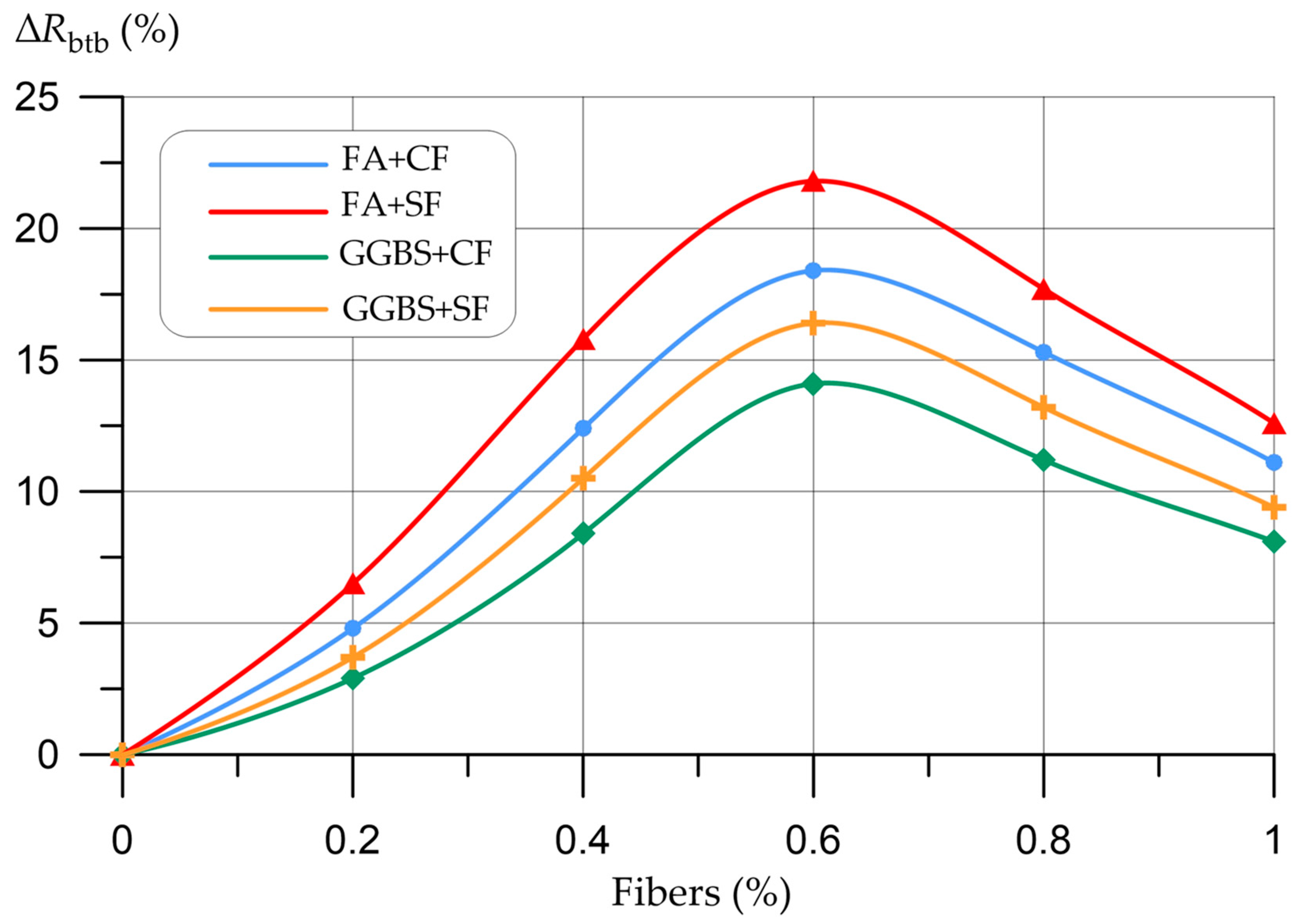
Figure 13 shows the dependence of the change in the BS of aerated concrete samples modified with FA and GGBS on the size of the dosages of CF and SF.
As in the case of CS, the maximum BS gains are observed in aerated concrete modified with FA and reinforced with SF. The BS trend is similar to the CS trend. Peak values of BS increments are observed at a fiber dosage of 0.6%; at dosages of 0.2% and 0.4%, a positive trend of BS growth is observed; and at dosages of 0.8% and 1.0% fiber, a negative trend of a decrease in strength is observed. For FA-modified and CF-reinforced aerated concrete, the BS gain was 18.4%; and for FA-modified and SF-reinforced aerated concrete, the BS gain was 21.8%. GGBS-modified CF-reinforced aerated concrete had a maximum BS gain of 14.1%, and SF-reinforced aerated concrete had a maximum BS gain of 16.4%. As with CS, SF aerated concrete has a higher BS than CF aerated concrete. This can be explained by the fact that sisal fibers have superior mechanical properties compared to CF and this is reflected in samples of aerated concrete reinforced with corresponding fibers. As is known, the mechanical characteristics of concrete depend on the mechanical properties of the fiber and matrix (concrete) and the amount of fiber. If fiber is added in excess of the obtained rational effective dosage, the tendency to decrease in strength may be due to the uneven orientation of the fibers and the presence of voids due to the higher fiber content. Additionally, an increase in the fiber dosage in excess of the optimal amount leads to a violation of the rheological properties of the mixture due to the resulting greater water demand of the mixture, which leads to a drop in strength [
39].
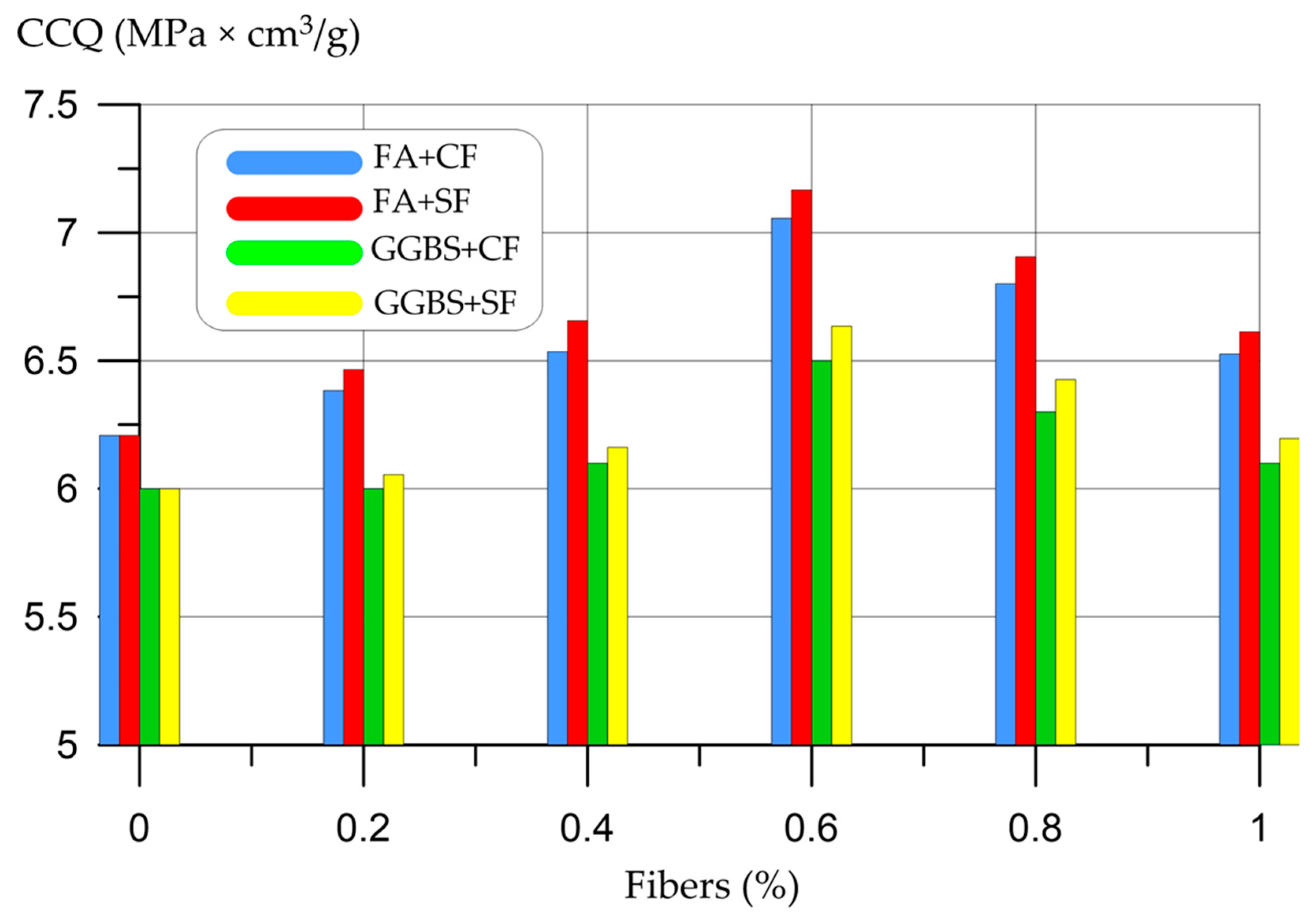
Figure 14 below shows the CCQ values of FA-modified and GGBS-modified aerated concrete with different CF and SF dosages.
Figure 14 demonstrates the effect of dispersed reinforcement with vegetable fibers in a carefully selected rational amount on the ratio of strength and density of aerated concrete. CCQ increased by 8% for GGBS and CF, 10% for GGBS and SF, 18% for FA and CF, and 20% for FA and SF with vegetal fibers in modified aerated concrete.
Thus, the use of vegetable fibers, such as CF and SF, in aerated concrete not only makes it possible to rationally dispose of accumulated waste, but also improve the characteristics of cellular concrete, not being inferior to and even surpassing in some ways, as is known [
19,
37,
38], the synthetic analogue—polypropylene fiber.
3.4. Influence of Various Types of Plant Fibers on the Structure of Modified Non-Autoclaved Aerated Concrete
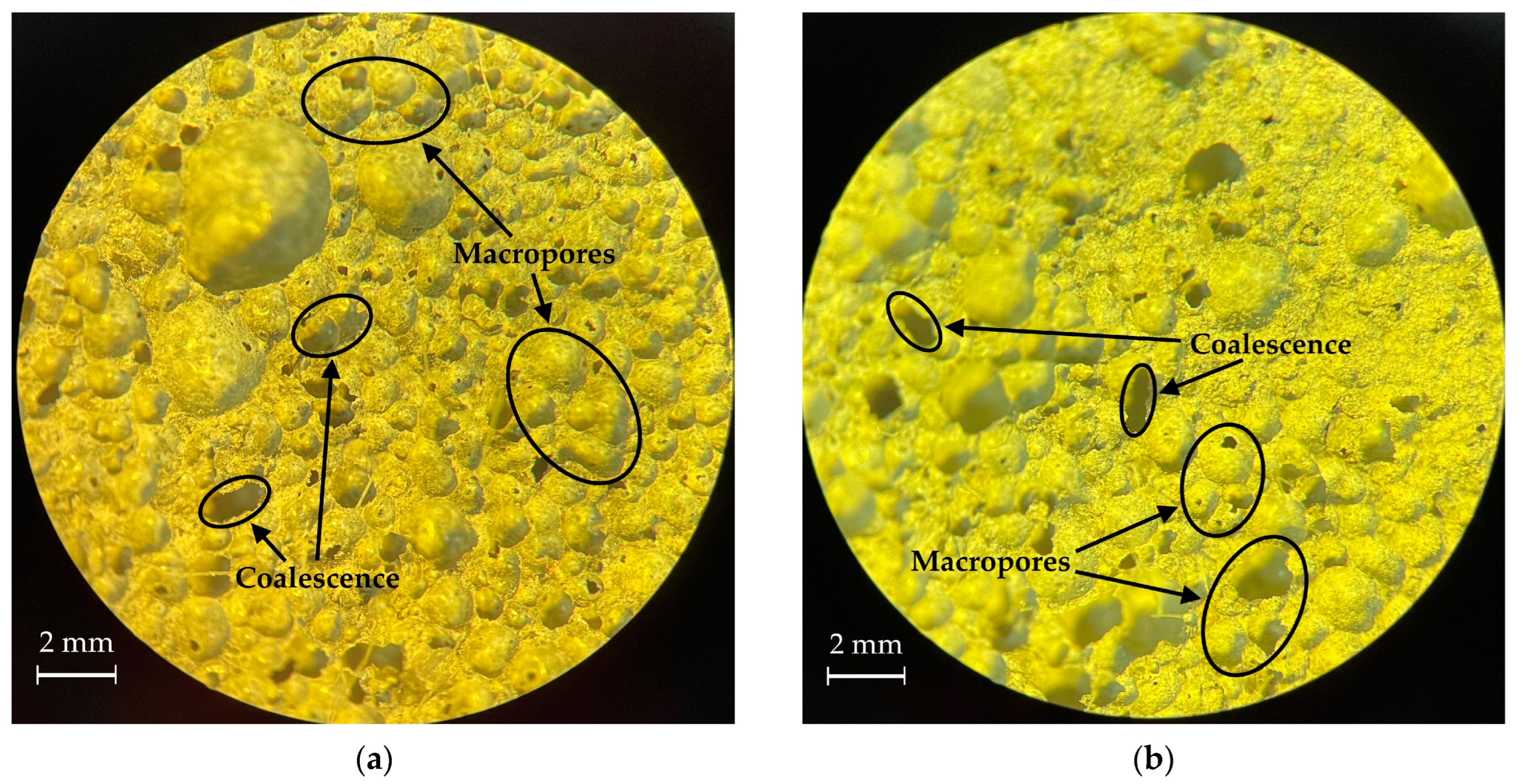
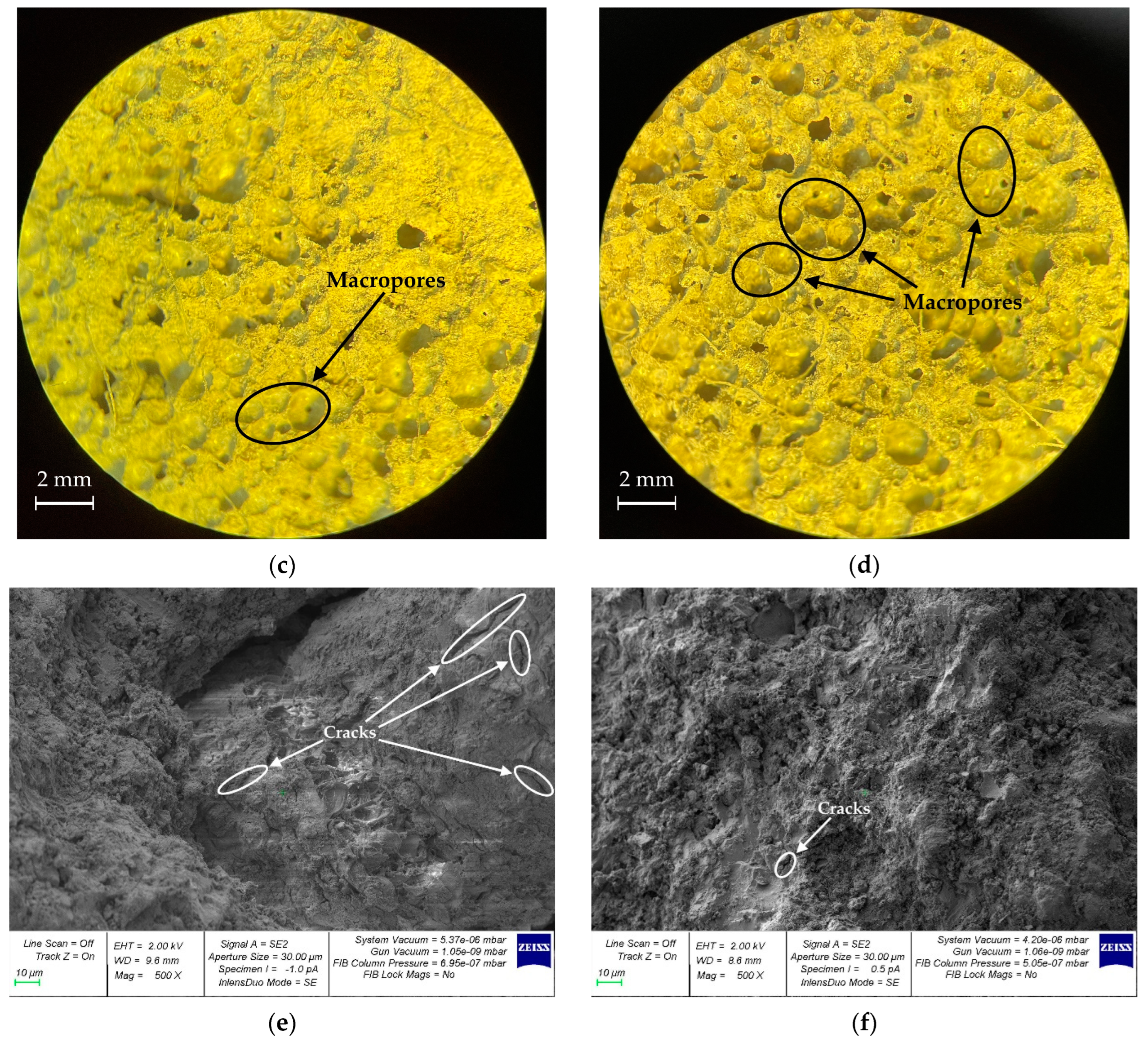
A comparative analysis of the structure of aerated concrete modified with FA and GGBS and reinforced with CF and SF was carried out. Photographs of the structure of fiber-reinforced concrete, made on an optical microscope with a magnification of six to ten times, are shown in
Figure 15.
The structure formation of modified fiber-reinforced concrete, as can be seen from the photographs of the structure, differs depending on the type of modifier used and the type of fiber. The difference between GGBS modified aerated concrete (
Figure 15a,b) and FA modified aerated concrete (
Figure 15c,d) is the more even pore distribution of FA modified aerated concrete. The macropores of the FA-fiber structure have a more stable size, less breaks and coalescence, as marked in
Figure 15. The phase boundary between the organic fiber, both sisal and coconut, and the mortar part, as well as the pore air structure of the aerated concrete, is undisturbed. Good adhesion of dispersed fibers to the mortar part of aerated concrete ultimately determines a high degree of mechanical properties. At the same time, SF, having better mechanical properties compared to CF, works better in tension and compression, and has better adhesion to the cement paste, while creating less stress and, as a rule, structure defects in the form of cracks at the interface between the fiber and hardened part of the composite compared to CF (
Figure 15e,f).
3.5. Discussion
Summing up the results of the study and summing up the effect obtained from the results of two stages of tests, it should be noted that a set of solutions in the form of modification with industrial waste and reinforcement with plant fibers leads to significant improvements in the physical and mechanical characteristics of aerated concrete (
Table 15).
An analysis of the results shown in
Table 15 showed the highest efficiency of aerated concrete modified with FA and reinforced with SF. Next in decreasing efficiency are aerated concrete modified with FA and reinforced with CF; aerated concrete modified with GGBS and reinforced with SF; and aerated concrete modified with GGBS and reinforced with CF. By analyzing the results of physical–mechanical tests and SEM studies, it is possible to compare different concretes with different fibers. Modified aerated concrete reinforced with SF had better strength characteristics (up to 5%) compared to the same aerated concrete reinforced with CF. This can be explained by the better mechanical properties of SF compared to CF and, as a result, better work in tension and compression, and better adhesion to the matrix, which is confirmed by the SEM analysis.
In order to explain the effect obtained, one should refer to the fundamental principle of building materials science “composition”–“structure”–“properties”. According to this fundamental principle, the composition, structure and properties of building composites are inextricably linked, which was no exception for the obtained dispersion-reinforced modified aerated concrete. In particular, the effect achieved by a significant increase in the properties and characteristics of aerated concrete can be explained by several reasons, namely a complex of reasons.
The first is the rationally selected component composition and distributed dosages of selected materials. As has already been proven earlier [
5,
6,
8,
10,
60], modified aerated concretes themselves have the best structure and characteristics due to the creation of additional crystallization centers in their bodies during the processes of hardening and structure formation. Such centers of crystallization are finely ground dispersed particles of ash or granulated blast-furnace slag, which in turn contribute to the intensification of structure formation, hardening and a set of operational properties of materials. The structure formation of the resulting modified aerated concrete also proceeds according to an improved scheme, the nature of the porosity changes in the optimal direction, and a complex of monodisperse uniformly distributed pores is created. Such a porous structure, having rational macropores and reducing macroporosity in the interpore partitions, contributes to a better strength gain of aerated concrete and the formation of high functional performance properties in products.
The second unconditional aspect is the improved intensified structure formation of the obtained materials, and for the best compositions, the structure formation proceeds in the most rational mode. The same dense packing of particles is created in interpore partitions. In this case, uniform monodisperse macropores appear in the body of aerated concrete, which generally improves not only the strength characteristics, but also makes it possible to achieve the most efficient, minimally dense and minimally heat-conducting energy-efficient material. Thus, structure formation during the modification of aerated concrete contributes, among other things, to the improvement of the operational consumer properties of this material.
Finally, the third aspect is the additional dispersed reinforcement, which, together with the modification, creates a complex effect to improve the process of structure formation and the formation of the properties of aerated concrete. Dispersed reinforcement itself, as is known from [
9,
10,
19,
20,
30,
33,
44], is an important technological and often prescription factor in controlling the structure formation and properties of cellular concrete. The fundamentally lower strength characteristic of cellular concrete, in comparison with concrete of normal density, makes it possible to achieve the most pronounced effect with dispersed reinforcement with various types of fibers. As is known from works related to the reinforcement of cellular concrete with synthetic types of fibers, the increase in characteristics is of a significant order [
15,
16,
19,
20]. At the same time, we conducted research on the use of dispersed fibers of organic origin, that is, environmentally friendly and cost-effective. The revealed high indicators of physical and mechanical characteristics are in excellent agreement with the results of the authors [
67,
68]. Based on the excellent experience gained by these authors, and based on the fundamental principle of the change in deformability and the nature of the destruction of dispersed-reinforced composites in comparison with unreinforced ones, we have planned a series of large-scale experiments to study the deformability of new fiber-reinforced concrete. Such a concept, among other things, will predetermine the prospects for the development of this study.
Thus, our study differs from previous ones in the direction of environmental friendliness, economically and by creating a new knowledge base on the joint use of organic fibers and modifiers in aerated concrete. The structure formation of such a conglomerate, as can be seen from the photographs of the structure, proceeds to a more perfect degree. The phase boundary between the organic fibers, both sisal and coconut, and the hardened cement paste, as well as the porous air structure of aerated concrete, is undisturbed. Good adhesion of dispersed fibers with hardened cement paste ultimately determines a high degree of mechanical properties. In view of the fact that the structural porosity of the resulting aerated concrete is rational from the point of view of the dense packing of particles of interpore partitions and the pore structure, we can make an unambiguous conclusion about maintaining the heat-insulating properties of such modified dispersed-reinforced concrete at a high level. Therefore, based on the postulates of the fundamental principle “composition”–“structure”–“properties”, the complex effect of joint formulation and technological methods in the form of dispersed reinforcement of aerated concrete and its modification with additional finely ground particles can be considered proven.


 ,
, 





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}