

Effect of Hydrolysis Regime on the Properties of Fibers Obtained from Recycling Medium-Density Fiberboards

 ,
,  ,
, 
 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- FAO Stat. Forestry Production and Trade. Available online: https://www.fao.org/faostat/en/#data/FO (accessed on 10 October 2021).
- Lykidis, C.; Grigoriou, A. Hydrothermal recycling of waste and performance of the recycled wooden particleboards. Waste Manag. 2008, 28, 57–63. [Google Scholar] [CrossRef]
- Wan, H.; Wang, X.-M.; Barry, A.; Shen, J. Recycling wood composite panels: Characterizing recycled materials. Bioresources 2014, 9, 7554–7565. [Google Scholar] [CrossRef] [Green Version]
- Hagel, S.; Joy, J.; Cicala, G.; Saake, B. Recycling of Waste MDF by Steam Refining: Evaluation of Fiber and Paper Strength Properties. Waste Biomass Valorization 2021, 2, 5701–5713. [Google Scholar] [CrossRef]
- Antov, P.; Lee, S.H.; Lubis, M.A.R.; Kristak, L.; Réh, R. Advanced Eco-Friendly Wood-Based Composites II. Forests 2023, 14, 826. [Google Scholar] [CrossRef]
- Kharazipour, A.; Kües, U. Recycling of Wood Composites and Solid Wood Products. In Wood Production, Wood Technology, and Biotechnological Impacts; Universitätsverlag Göttingen: Göttingen, Germany, 2007; pp. 509–533. [Google Scholar]
- Antov, P.; Savov, V. Possibilities for Manufacturing Eco-friendly Medium Density Fiberboards from Recycled Fibers—A Review. In Proceedings of the 30th International Conference on Wood Science and Technology—ICWST 2019 “Implementation of Wood Science in Woodworking Sector” & 70th Anniversary of Drvna industrija Journal, Zagreb, Croatia, 12–13 December 2019; pp. 18–24. [Google Scholar]
- Irle, M.; Privat, F.; Couret, L.; Belloncle, C.; Déroubaix, G.; Bonnin, E.; Cathala, B. Advanced recycling of post-consumer solid wood and MDF. Wood Mat. Sci. Eng. 2018, 11, 1–5. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Manohar, S.Y.; Laksana, R.P.B.; Fatriasari, W.; Ismayati, M.; Falah, F.; Solihat, N.N.; Sari, F.P.; Hidayat, W. The Removal of Cured Urea-Formaldehyde Adhesive Towards Sustainable Medium Density Fiberboard Production: A Review. J. Silva Lestari 2021, 9, 23–44. [Google Scholar] [CrossRef]
- Kim, M.H.; Song, H.B. Analysis of the Global Warming Potential for Wood Waste Recycling Systems. J. Clean. Prod. 2014, 69, 199–207. [Google Scholar] [CrossRef]
- Irle, M.; Barbu, M.C. Wood-Based Panels Technology. In Wood-Based Panels: An Introduction for Specialists; Thoemen, H., Irle, M., Šernek, M., Eds.; Brunel University Press: London, UK, 2010; Available online: http://www.cost.eu/media/publications/10-35-Wood-Based-Panels-An-Introductionfor-Specialists (accessed on 10 January 2022).
- Garcia, C.A.; Hora, G. State-of-the-art of waste wood supply chain in Germany and selected European countries. Waste Manag. 2017, 70, 189–197. [Google Scholar] [CrossRef]
- The European Parliament and the Council of the European Union. Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on Waste and Repealing Certain Directives, OJ L 312, 22.11.2008; The European Parliament and the Council of the European Union: London, UK, 2008; pp. 3–30. [Google Scholar]
- Hagel, S.; Saake, B. Fractionation of Waste MDF by Steam Refining. Molecules 2020, 25, 2165. [Google Scholar] [CrossRef]
- Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from Recycled Wood. Forests 2020, 11, 1166. [Google Scholar] [CrossRef]
- Michanicki, A. Recovery of Fibers and Particles from Wood-Based Products. In Proceedings of the Forest Products Society Conference on Use of Recycled Wood and Paper in Building Applications; Forest Products Society: LaGrange, GA, USA, 1997. [Google Scholar]
- Mitchell, A.; Stevens, G. A Life Cycle Assessment of Closed Loop MDF Recycling Using the Microrelease Process to Produce Recycled Wood Fiber from MDF Waste; Final report of WRAP project MDD005; WRAP: Banbury, UK, 2009; pp. 1–50. ISBN 1-84405-417-9. [Google Scholar]
- Roffael, E.; Athanassiadou, E.; Mantanis, G. Recycling of Particle and Fiberboards Using the Extruder Technique. In Proceedings of the 2nd Conference on Environmental Protection in the Wood Industry, Goettingen, Germany, 9 March 2002; pp. 56–65. [Google Scholar]
- Franke, R.; Roffael, E. Zum recycling von span- und MDFplatten. Holz als Roh- und Werkstoff 1998, 56, 79–82. [Google Scholar] [CrossRef]
- Pizzi, A.; Papadopoulos, A.N.; Policardi, F. Wood composites and their polymer binders. Polymers 2020, 12, 1115. [Google Scholar] [CrossRef]
- Mantanis, G.I.; Athanassiadou, E.T.; Barbu, M.C.; Wijnendaele, K. Adhesive systems used in the European particleboard, MDF and OSB industries. Wood Mater. Sci. Eng. 2018, 13, 104–116. [Google Scholar] [CrossRef]
- Hwang, C.Y.; Hse, C.Y.; Shupe, T.F. Effects of recycled fiber on the properties of fiberboard panels. Forest Prod. J. 2005, 55, 61–64. [Google Scholar]
- Ahmadi, M.; Moezzipour, B. Thermal Stability of Wood Fibers Produced from Recycled Medium Density Fiberboards. Drvna Ind. 2019, 70, 149–155. [Google Scholar] [CrossRef]
- Roffael, E.; Behn, C.; Schneider, T.; Krug, D. Bonding of recycled fibers with urea-formaldehyde resins. Int. Wood Prod. J. 2016, 7, 36–45. [Google Scholar] [CrossRef]
- Nuryawan, A.; Risnasari, I.; Pohan, A.P.; Husna, A.U.; Nasution, T.I.; Banurea, R.; Hartini, K.S. Properties of fiberboard (F.B.s) and recycle fiberboard (rFBs) and analysis of their wastage after recycling. IOP Conf. Ser. Mater. Sci. Eng. 2020, 935, 012060. [Google Scholar] [CrossRef]
- Mantanis, G.I.; Athanassiadou, E.; Nakos, P.; Coutinho, A. A New Process for Recycling Waste Fiberboards. In Proceedings of the 38th International Wood Composites Symposium, Washington, DC, USA, 5–8 April 2004; pp. 119–122. [Google Scholar]
- Kristak, L.; Antov, P.; Bekhta, P.; Lubis, M.A.R.; Iswanto, A.H.; Reh, R.; Sedliacik, J.; Savov, V.; Taghiayri, H.; Papadopoulos, A.N.; et al. Recent Progress in Ultra-Low Formaldehyde Emitting Adhesive Systems and Formaldehyde Scavengers in Wood-Based Panels: A Review. Wood Mater. Sci. Eng. 2023, 18, 763–782. [Google Scholar] [CrossRef]
- Grigsby, W.J.; Carpenter, J.E.P.; Sargent, R. Investigating the extent of urea formaldehyde resin cure in medium density fiberboard: Resin extractability and fiber effects. J. Wood Chem. Technol. 2014, 34, 225–238. [Google Scholar] [CrossRef]
- Grigsby, W.J.; Thumm, A.; Carpenter, J.E.P.; Hati, N. Investigating the extent of urea formaldehyde resin cure in medium density fiberboard: Characterization of extractable resin components. Int. J. Adhes. Adhes. 2014, 50, 50–56. [Google Scholar] [CrossRef]
- Ormondroyd, G.A.; Elias, R.M.; Curling, S.F. MDF Recovery: Recycled MDF Technologies for Routed and Laminated Applications. In Proceedings of the Conference: COST Action FP1303, Sofia, Bulgaria, 28 February 2017. [Google Scholar]
- Chuang, I.; Maciel, E. NMR Study of the Stabilities of Urea-Formaldehyde Resin Components Toward Hydrolytic Treatments. J. App. Pol. Sci. 1994, 52, 1637–1651. [Google Scholar] [CrossRef]
- Dunky, M. Urea–formaldehyde (UF) adhesive resins for wood. Int. J. Adhes. Adhes. 1998, 18, 95–107. [Google Scholar] [CrossRef]
- Abdullah, Z.A.; Park, B.D. Hydrolytic Stability of Cured UF Resins Modified by Additives. J. App. Pol. Sci. 2009, 114, 1011–1017. [Google Scholar] [CrossRef]
- Bütün Buschalsky, F.Y.; Mai, C. Repeated thermo-hydrolytic disintegration of medium density fiberboards (MDF) for the production of new MDF. Eur. J. Wood Prod. 2021, 79, 1451–1459. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Park, B.D. Analysis of the hydrolysates from cured and uncured urea-formaldehyde (UF) resins with two F/U mole ratios. Holzforschung 2018, 72, 759–768. [Google Scholar] [CrossRef]
- Moezzipour, B.; Abdolkhani, A.; Doost-hoseini, K.; Ramazani, S.A.A.; Tarmian, A.S. Practical properties and formaldehyde emission of medium density fiberboards (MDFs) recycled by electrical method. Eur. J. Wood Wood Prod. 2018, 76, 1287–1294. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Hong, M.K.; Park, B.D.; Lee, S.M. Effects of recycled fiber content on the properties of medium density fiberboard. Eur. J. Wood Wood Prod. 2018, 76, 1515–1526. [Google Scholar] [CrossRef]
- Liu, M.; Wang, Y.; Wu, Y.; Wan, H. Hydrolysis and recycling of urea formaldehyde resin residues. J. Hazard. Mater. 2018, 355, 96–103. [Google Scholar] [CrossRef] [PubMed]
- Moezzipour, B.; Ahmadi, M.; Abdolkhani, A.; Doosthoseini, K. Chemical changes of wood fibers after hydrothermal recycling of MDF waste. J. Ind. Acad. Wood Sci. 2017, 14, 133–138. [Google Scholar] [CrossRef]
- Besserer, A.; Troilo, S.; Girods, P.; Rogaume, Y.; Brosse, N. Cascading Recycling of Wood Waste: A Review. Polymers 2021, 13, 1752. [Google Scholar] [CrossRef] [PubMed]
- Girods, P.; Dufour, A.; Rogaume, Y.; Rogaume, C.; Zoulalian, A. Pyrolysis of Wood Waste Containing Urea-Formaldehyde and Melamine-Formaldehyde Resins. J. Anal. Appl. Pyrolysis 2008, 81, 113–120. [Google Scholar] [CrossRef]
- Bütün, F.Y.; Sauerbier, P.; Militz, H.; Mai, C. The effect of fiberboard (MDF) disintegration technique on wood polymer composites (WPC) produced with recovered wood particles. Compos. A Appl. Sci. Manuf. 2019, 118, 312–316. [Google Scholar] [CrossRef]
- Bütün, F.Y.; Mayer, A.K.; Ostendorf, K.; Gröne, O.-E.Z.; Krause, K.C.; Schöpper, C.; Mertens, O.; Krause, A.; Mai, C. Recovering fibers from fiberboards for wood polymer composites production. Int. Wood Prod. J. 2018, 52, 42–49. [Google Scholar] [CrossRef]
- Couret, L.; Irle, M.; Belloncle, C.; Cathala, B. Extraction and characterization of cellulose nanocrystals from post-consumerwood fiberboard waste. Cellulose 2017, 24, 2125–2137. [Google Scholar] [CrossRef]
- Park, Y.-K.; Park, K.-S.; Park, S.H. Fast pyrolysis of medium density fiberboard using a fluidized bed reactor. Appl. Chem. Eng. 2013, 24, 672–675. [Google Scholar] [CrossRef] [Green Version]
- Han, T.U.; Kim, Y.-M.; Watanabe, C.; Teramae, N.; Park, Y.-K.; Kim, S.; Lee, Y. Analytical pyrolysis properties of waste medium-density fiberboard and particle board. J. Ind. Eng. Chem. 2015, 32, 345–352. [Google Scholar] [CrossRef]
- Dominic, C.; Östlund, S.; Buffington, J.; Masoud, M.M. Towards a conceptual sustainable packaging development model: A corrugated box case study. Package Technol. Sci. 2015, 28, 397–413. [Google Scholar] [CrossRef]
- Zhang, Y.; Duan, C.; Bokka, S.K.; He, Z.; Ni, Y. Molded fiber and pulp products as green and sustainable alternatives to plastics: A mini review. J. Biores. Bioprod. 2022, 7, 14–25. [Google Scholar] [CrossRef]
- Zhang, Y.; He, Z.B.; Xue, L.; Chu, D.M.; Mu, J. Influence of a Urea–Formaldehyde Resin Adhesive on Pyrolysis Characteristics and Volatiles Emission of Poplar Particleboard. RSC Adv. 2016, 6, 12850–12861. [Google Scholar] [CrossRef]
- Technical Association of the Pulp and Paper Industry. T 223 cm-01 Pentosans in Wood and Pulp; Technical Association of the Pulp and Paper Industry: Peachtree Corners, GA, USA, 2011. [Google Scholar]
- Cowling, E.B.; Merrill, W. Nitrogen in wood and its role in wood deterioration. Can. J. Bot. 2011, 44, 1539–1554. [Google Scholar] [CrossRef]
- Dazmiri, M.K.; Kiamahalleh, M.V.; Kiamahalleh, M.V.; Mansouri, H.R.; and Moazami, V. Revealing the Impacts of Recycled Urea–Formaldehyde Wastes on the Physical–Mechanical Properties of MDF. Eur. J. Wood Wood Prod. 2018, 77, 293–299. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Hong, M.K.; Park, B.D. Hydrolytic Removal of Cured Urea–Formaldehyde Resins in Medium-Density Fiberboard for Recycling. J. Wood Chem. Technol. 2018, 38, 1–14. [Google Scholar] [CrossRef]
- Hong, M.-K.; Lubis, M.A.R.; Park, B.-D.; Sohn, C.H.; Roh, J. Effects of surface laminate type and recycled fiber content on properties of three-layer medium density fiberboard. Wood Mater. Sci. Eng. 2020, 15, 163–171. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Type | Hydrolysis Temperature T, °C | Hydrolysis Time τ, min |
|---|---|---|
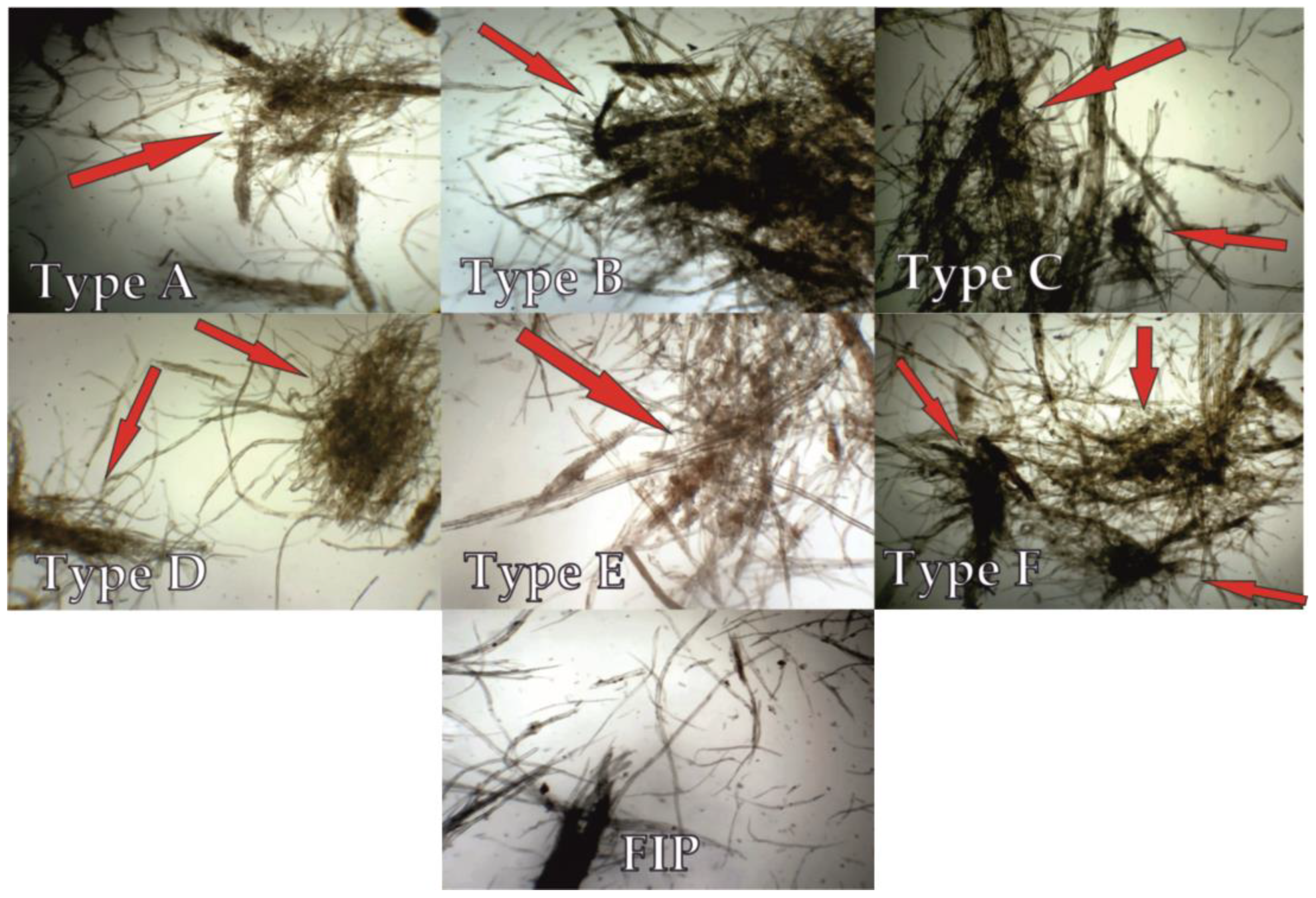
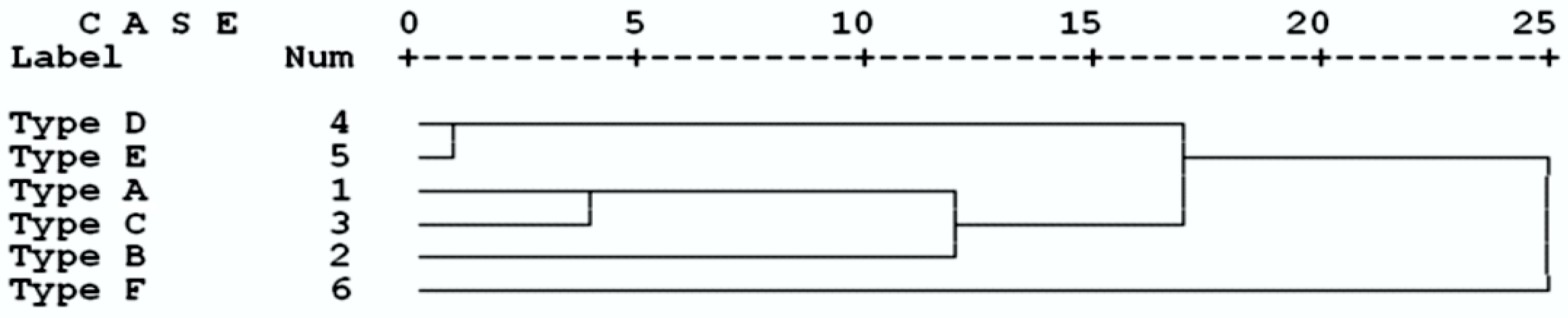
| Type A | 121 | 30 |
| Type B | 121 | 45 |
| Type C | 121 | 60 |
| Type D | 134 | 30 |
| Type E | 134 | 45 |
| Type F | 134 | 60 |
| FIP | 0 | 0 |
| Fiber Type | Hydrolysis Temperature T, °C | Hydrolysis Time τ, min | Element (%) | ||
|---|---|---|---|---|---|
| C | N | H | |||
| Type A | 121 | 30 | 52.04 | 3.75 | 7.01 |
| Type B | 121 | 45 | 50.97 | 3.93 | 6.60 |
| Type C | 121 | 60 | 51.44 | 3.68 | 7.02 |
| Type D | 134 | 30 | 50.93 | 3.72 | 6.68 |
| Type E | 134 | 45 | 50.65 | 3.70 | 6.74 |
| Type F | 134 | 60 | 53.79 | 3.94 | 7.12 |
| Fiber Type | Hydrolysis Temperature T, °C | Hydrolysis Time τ, min | Content of Pentosans (%) |
|---|---|---|---|
| Type A | 121 | 30 | 21.1 |
| Type B | 121 | 45 | 20.7 |
| Type C | 121 | 60 | 20.6 |
| Type D | 134 | 30 | 21.1 |
| Type E | 134 | 45 | 21.3 |
| Type F | 134 | 60 | 21.2 |
| FIP | 0 | 0 | 21.1 |
| Fiber Type | Hydrolysis Temperature T, °C | Hydrolysis Time τ, min | COD (mg L−1) |
|---|---|---|---|
| Type A | 121 | 30 | 1838 |
| Type B | 121 | 45 | 1880 |
| Type C | 121 | 60 | 1930 |
| Type D | 134 | 30 | 2568 |
| Type E | 134 | 45 | 2830 |
| Type F | 134 | 60 | 3020 |
| Source of Variation | SS | df | MS | F | p-Value | Fcrit |
|---|---|---|---|---|---|---|
| Hydrolysis temperature | 1,278,817 | 1 | 1,278,817 | 77.66093 | 0.012633 | 18.51282 |
| Hydrolysis time | 74,325.33 | 2 | 37,162.67 | 2.256842 | 0.307046 | 19 |
| Error | 32,933.33 | 2 | 16,466.67 | |||
| Total | 1,386,075 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Savov, V.; Antov, P.; Panchev, C.; Lubis, M.A.R.; Lee, S.H.; Taghiyari, H.R.; Todorova, M.; Petrin, S. Effect of Hydrolysis Regime on the Properties of Fibers Obtained from Recycling Medium-Density Fiberboards. Fibers 2023, 11, 64. https://doi.org/10.3390/fib11070064
Savov V, Antov P, Panchev C, Lubis MAR, Lee SH, Taghiyari HR, Todorova M, Petrin S. Effect of Hydrolysis Regime on the Properties of Fibers Obtained from Recycling Medium-Density Fiberboards. Fibers. 2023; 11(7):64. https://doi.org/10.3390/fib11070064
Chicago/Turabian StyleSavov, Viktor, Petar Antov, Christian Panchev, Muhammad Adly Rahandi Lubis, Seng Hua Lee, Hamid R. Taghiyari, Martina Todorova, and Stoyko Petrin. 2023. "Effect of Hydrolysis Regime on the Properties of Fibers Obtained from Recycling Medium-Density Fiberboards" Fibers 11, no. 7: 64. https://doi.org/10.3390/fib11070064