
Investigation of Mechanical Properties and Morphology of Multi-Walled Carbon Nanotubes Reinforced Cellulose Acetate Fibers

 ,
,
Abstract
:1. Introduction
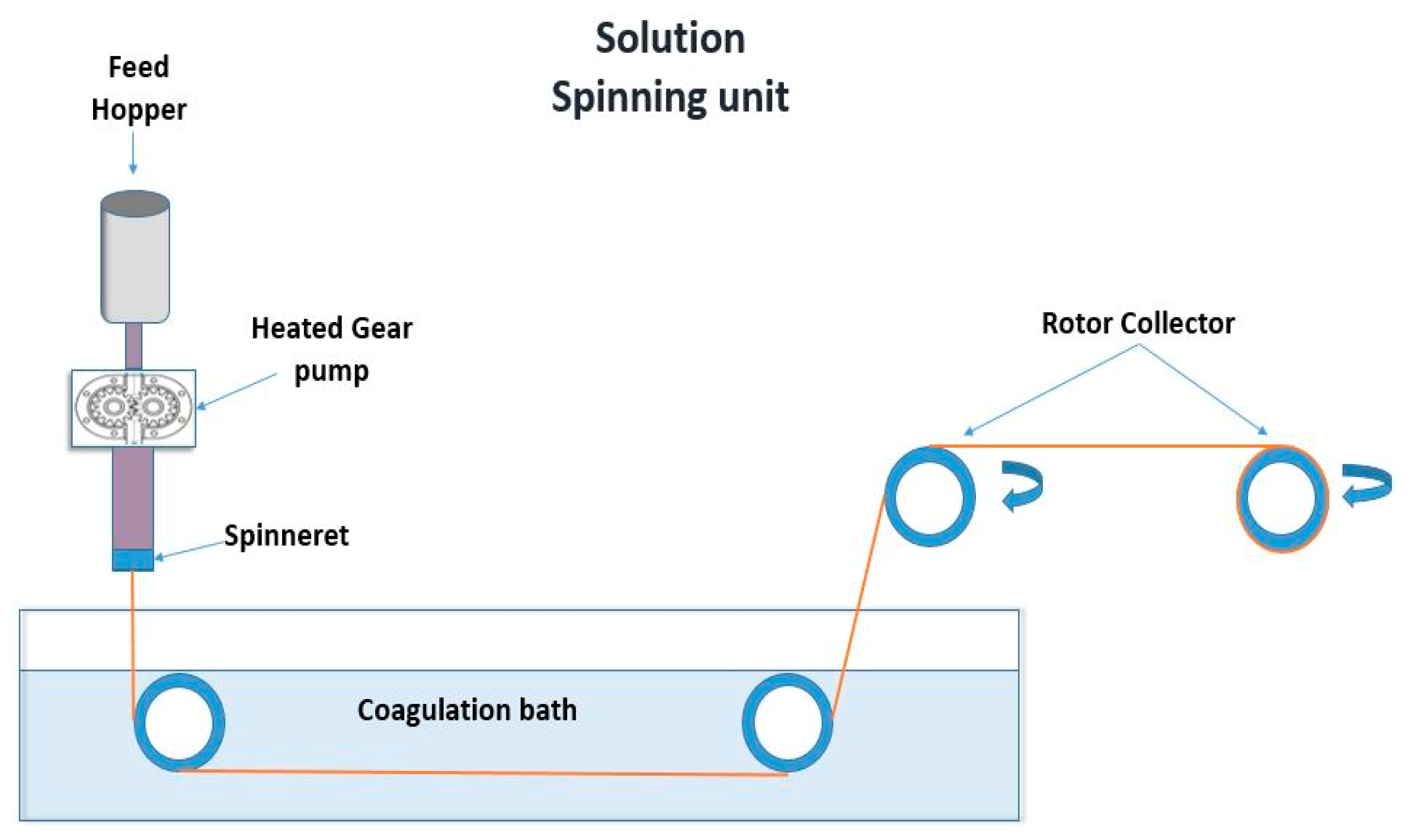
2. Experimental Details
3. Theoretical Prediction
3.1. Upper and Lower Bounds of Modulus
3.2. Prediction of Strength (Shear Lag Model)
4. Results and Discussion
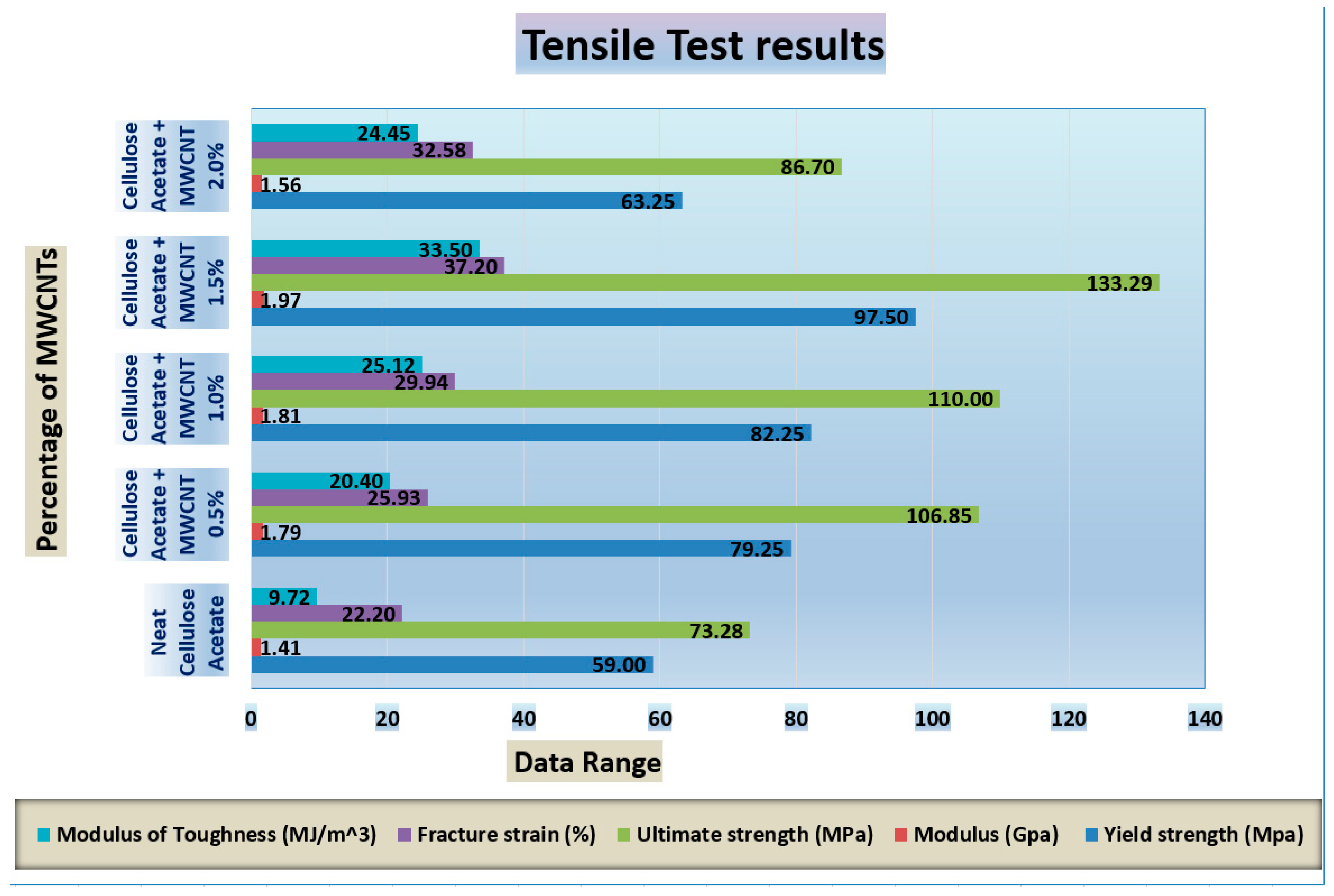
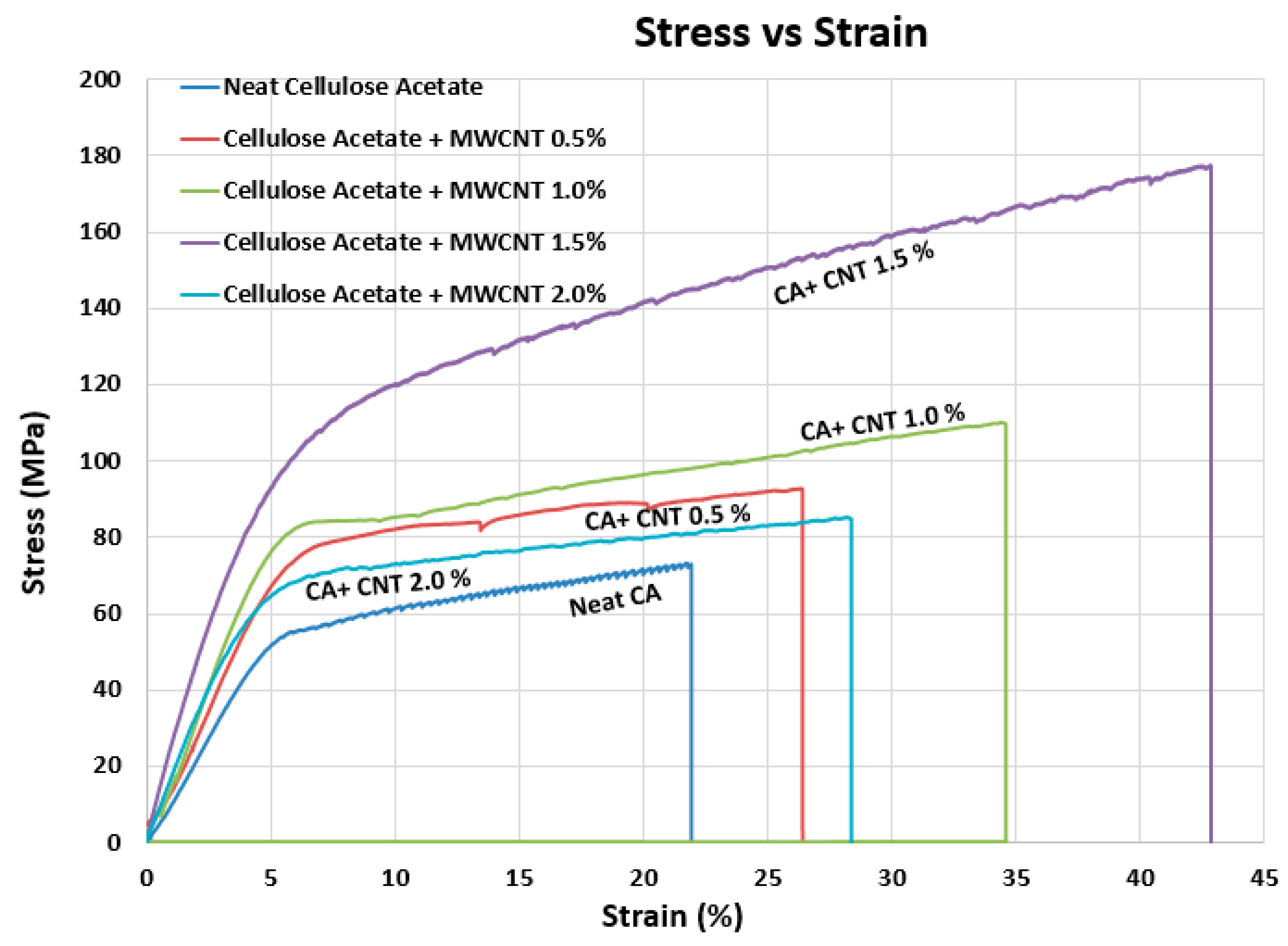
4.1. Tensile Testing
4.2. Theoretical Prediction of Modulus and Strength
5. Characterization
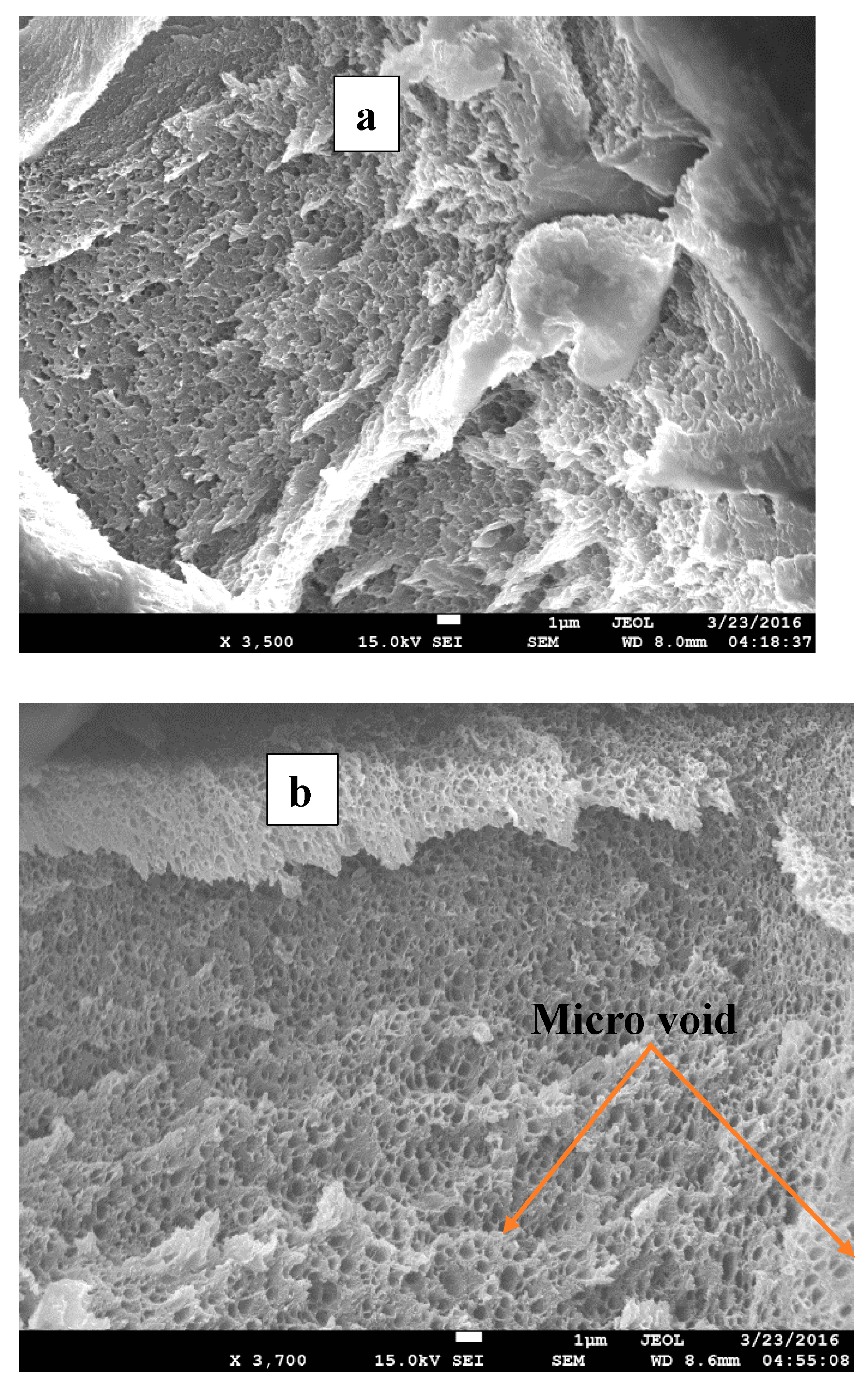
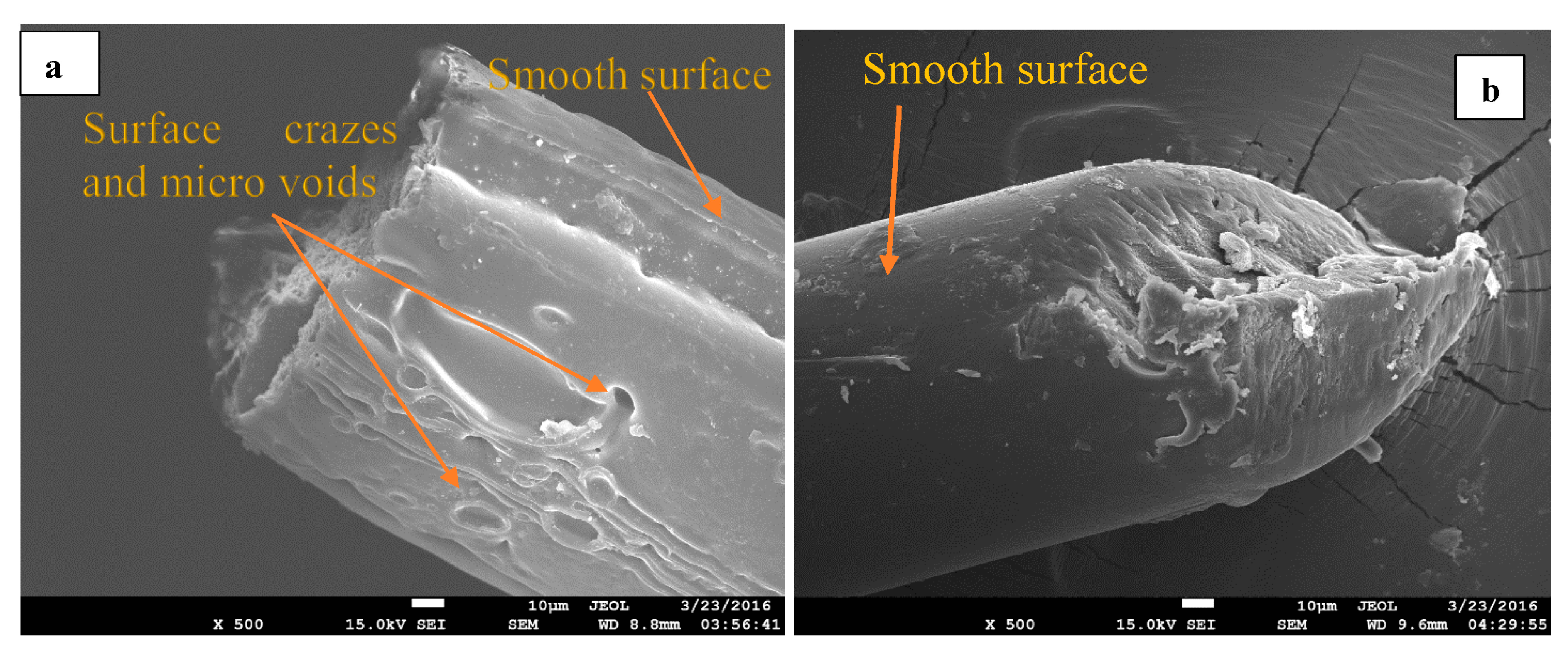
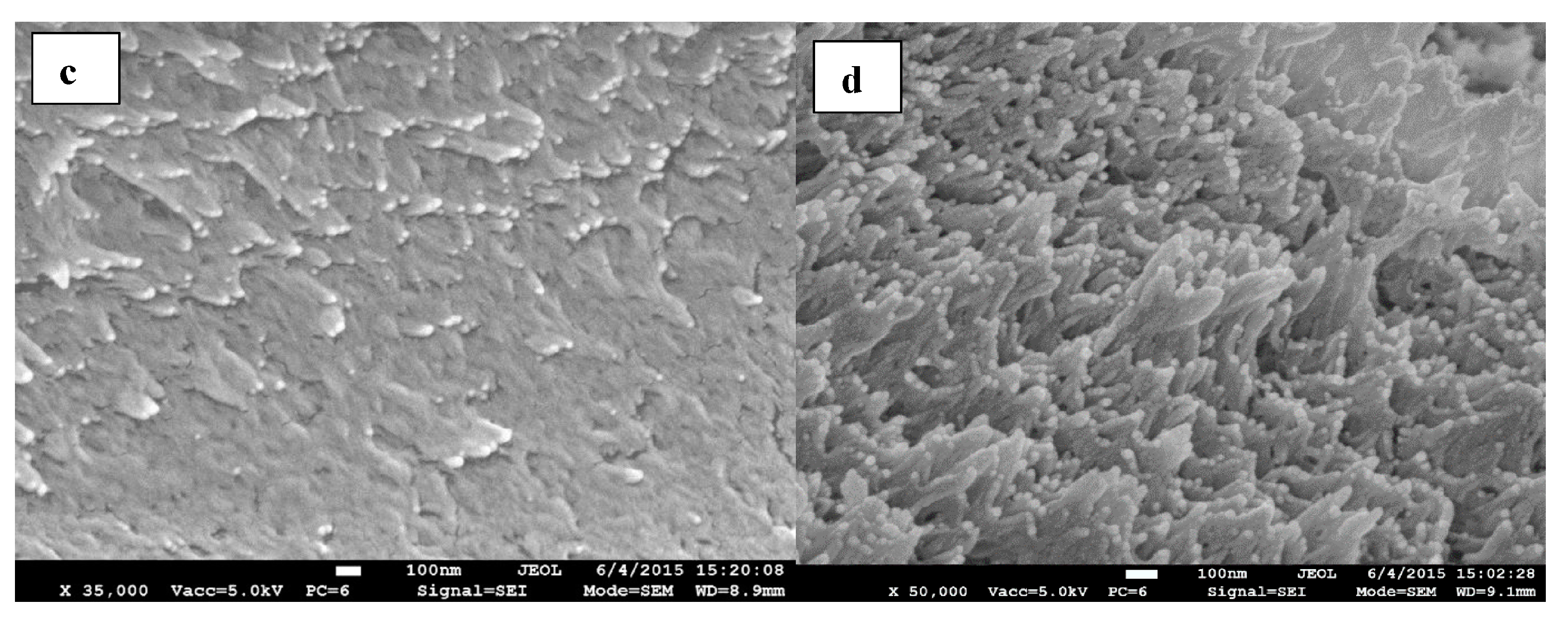
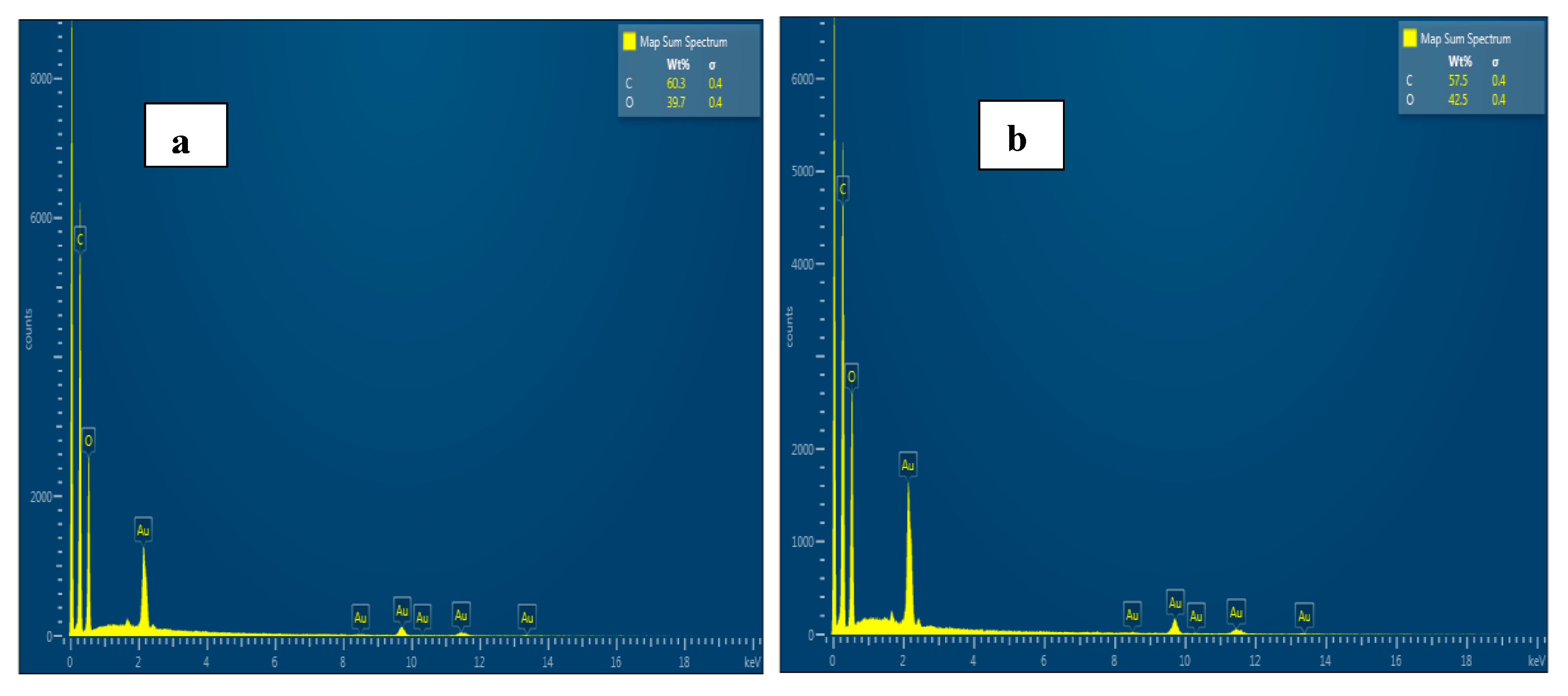
5.1. Scanning Electron Microscope
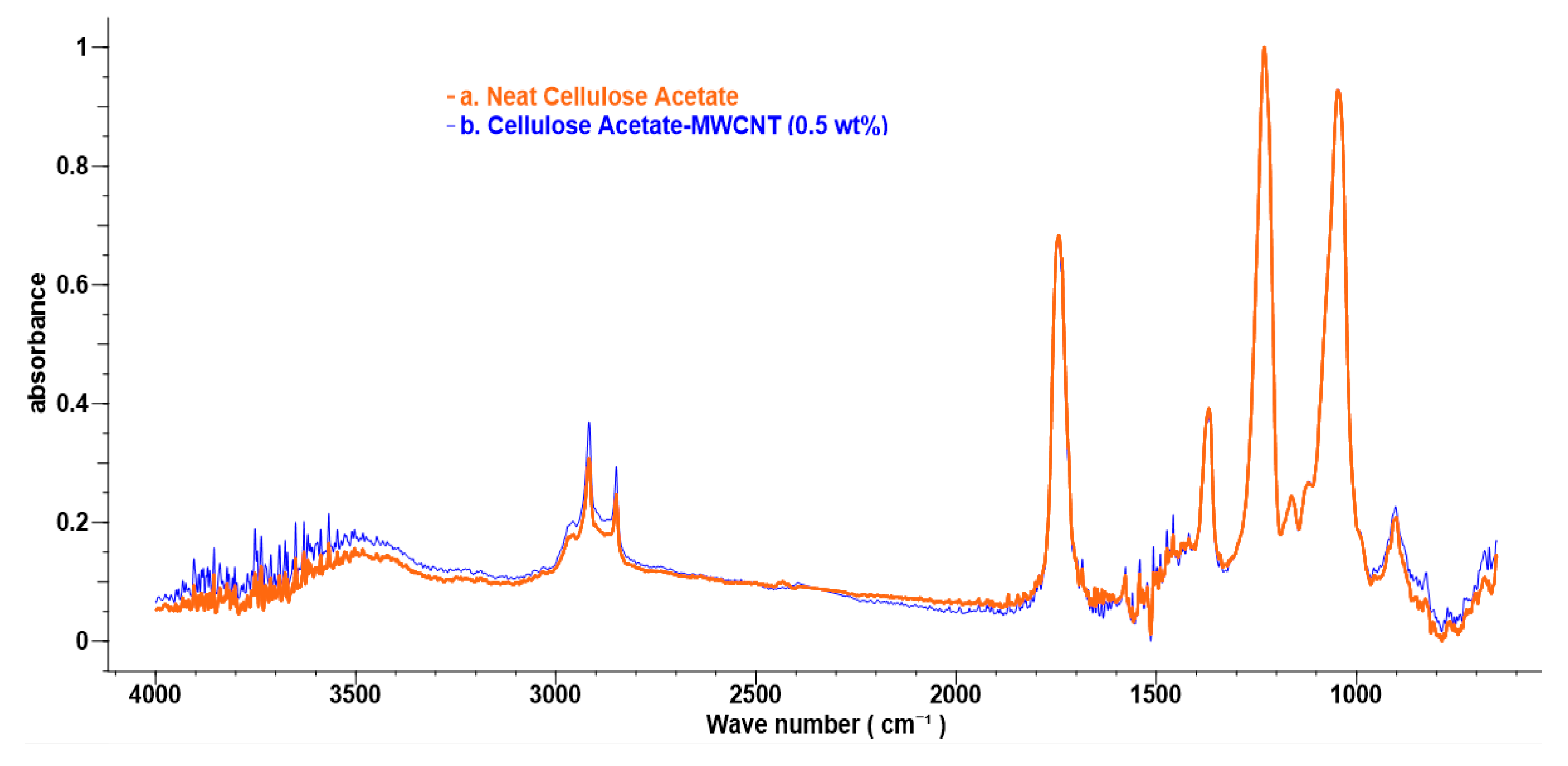
5.2. Fourier Transform Infrared Spectroscopy (FTIR) Analysis
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tan, S.S.Y.; MacFarlane, D.R. Ionic Liquids; Springer: Berlin, Germany, 2009; pp. 311–339. [Google Scholar]
- Kim, I.S.; Kim, J.P.; Kwak, S.Y. Novel Regenerated Cellulosic Material Prepared by an Environmentally-Friendly Process. Polymer 2006, 47, 1333–1339. [Google Scholar] [CrossRef]
- Serad, G.A. Fibers, Cellulose Esters. In Kirk-Othmer Encyclopedia of Chemical Technology; John Wiley & Sons, Inc.: New York, NY, USA, 2000. [Google Scholar] [CrossRef]
- Dos Santos Rosa, D.; Lenz, D.M. Biocomposites: Influence of Matrix Nature and Additives on the Properties and Biodegradation Behaviour. In Biodegradation–Engineering and Technology; InTech: Rijeka, Croatia, 2013; pp. 433–475. [Google Scholar]
- Harnnecker, F.; dos Santos Rosa, D.; Lenz, D.M. Biodegradable Polyester-Based Blend Reinforced with Curau Fiber: Thermal, Mechanical and Biodegradation Behaviour. J. Polym. Environ. 2012, 20, 237–244. [Google Scholar] [CrossRef]
- Eichhorn, S.J.; Dufresne, A.; Aranguren, M. Review: Current International Research into Cellulose Nanofibres and Nanocomposites. J. Mater. Sci. 2010, 45, 1–33. [Google Scholar] [CrossRef]
- Tungprapa, S.; Puangparn, T.; Weerasombut, M. Electrospun Cellulose Acetate Fibers: Effect of Solvent System on Morphology and Fiber Diameter. Cellulose 2007, 14, 563–575. [Google Scholar] [CrossRef]
- Pillay, V.; Dott, C.; Choonara, Y.E. A Review of the Effect of Processing Variables on the Fabrication of Electrospun Nanofibers for Drug Delivery Applications. J. Nanomater. 2013, 2013, 789289. [Google Scholar] [CrossRef]
- Ach, A. Biodegradable Plastics Based on Cellulose Acetate. J. Macromol. Sci. Part A 1993, 30, 733–740. [Google Scholar] [CrossRef]
- Yu, M.; Lourie, O.; Dyer, M.J. Strength and Breaking Mechanism of Multiwalled Carbon Nanotubes under Tensile Load. Science 2000, 287, 637–640. [Google Scholar] [CrossRef] [PubMed]
- Wilder, J.W.; Venema, L.C.; Rinzler, A.G. Electronic Structure of Atomically Resolved Carbon Nanotubes. Nature 1998, 391, 59–62. [Google Scholar] [CrossRef]
- Arash, B.; Wang, Q. Detection of Gas Atoms with Carbon Nanotubes. Sci. Rep. 2013, 3, 1782. [Google Scholar] [CrossRef]
- Wang, Q. Atomic Transportation via Carbon Nanotubes. Nano Lett. 2008, 9, 245–249. [Google Scholar] [CrossRef] [PubMed]
- Lau, K.; Gu, C.; Hui, D. A Critical Review on Nanotube and Nanotube/Nanoclay Related Polymer Composite Materials. Compos. Part B 2006, 37, 425–436. [Google Scholar] [CrossRef]
- Coleman, J.N.; Khan, U.; Blau, W.J. Small but Strong: A Review of the Mechanical Properties of Carbon Nanotube–polymer Composites. Carbon 2006, 44, 1624–1652. [Google Scholar] [CrossRef]
- Ajayan, P.M.; Stephan, O.; Colliex, C. Aligned Carbon Nanotube Arrays Formed by Cutting a Polymer Resin–nanotube Composite. Science 1994, 265, 1212–1214. [Google Scholar] [CrossRef] [PubMed]
- Garg, A.; Sinnott, S.B. Effect of Chemical Functionalization on the Mechanical Properties of Carbon Nanotubes. Chem. Phys. Lett. 1998, 295, 273–278. [Google Scholar] [CrossRef]
- Ajayan, P.M.; Schadler, L.S.; Giannaris, C. Single-Walled Carbon Nanotube–polymer Composites: Strength and Weakness. Adv. Mater. 2000, 12, 750–753. [Google Scholar] [CrossRef]
- Ni, B.; Sinnott, S.B. Chemical Functionalization of Carbon Nanotubes through Energetic Radical Collisions. Phys. Rev. B 2000, 61, R16343. [Google Scholar] [CrossRef]
- Treacy, M.J.; Ebbesen, T.W.; Gibson, J.M. Exceptionally High Young’s Modulus Observed for Individual Carbon Nanotubes. Nature 1996, 381, 678–680. [Google Scholar] [CrossRef]
- Lourie, O.; Cox, D.M.; Wagner, H.D. Buckling and Collapse of Embedded Carbon Nanotubes. Phys. Rev. Lett. 1998, 81, 1638. [Google Scholar] [CrossRef]
- Lourie, O.; Wagner, H.D. Evaluation of Young’s Modulus of Carbon Nanotubes by Micro-Raman Spectroscopy. J. Mater. Res. 1998, 13, 2418–2422. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Chou, T.W. Aligned multi-walled carbon nanotube-reinforced composites: processing and mechanical characterization. J. Phys. D Phys. 2002, 35, L77. [Google Scholar] [CrossRef]
- Bhattacharyya, A.; Joshi, M. Nanotechnology—A New Route to High-Performance Functional Textiles. Text. Prog. 2011, 43, 155–233. [Google Scholar]
- Gupta, M.; Lin, Y.; Deans, T. Biaxially Oriented Poly (Propylene-G-Maleic Anhydride)/Phosphate Glass Composite Films for High Gas Barrier Applications. Polymer 2009, 50, 598–604. [Google Scholar] [CrossRef]
- Gupta, M.; Lin, Y.; Deans, T. Structure and Gas Barrier Properties of Poly (Propylene-Graft-Maleic Anhydride)/Phosphate Glass Composites Prepared by Microlayer Coextrusion. Macromolecules 2010, 43, 4230–4239. [Google Scholar] [CrossRef]
- Greco, A.; Ferrari, F.L.; Mafezzoli, A. Processing and characterization of amorphous plyethylene terephthalate fibers for the alignment of carbon nanofillers in thermosetting resins. Polym. Compos. 2015, 36, 1096–1103. [Google Scholar] [CrossRef]
- Ponnie, R.; Kontturi, E.; Vourinen, T. Accessibility of celloluse: Strauctural changes and their reversibiliy in aqueous media. Carbohydr. Polym. 2013, 93, 424–429. [Google Scholar] [CrossRef] [PubMed]
- Jones, R. Mechanics of Composites Materials, 2nd ed.; Hemisphere Publishing Corporation: New York, NY, USA, 1998. [Google Scholar]
- Hull, D.; Clyne, T.W. An Introduction to Composite Materials; Cambridge University Press: New York, NY, USA, 1996. [Google Scholar]
- Cox, H.L. The Elasticity and Strength of Paper and Other Fibrous Materials. Br. J. Appl. Phys. 1952, 3, 72. [Google Scholar] [CrossRef]
- Mahfuz, H.; Adnan, A.; Rangari, V.K. Enhancement of Strength and Stiffness of Nylon 6 Filaments through Carbon Nanotubes Reinforcement. Appl. Phys. Lett. 2006, 88, 083119. [Google Scholar] [CrossRef]
- McDonald, J.H. Handbook of Biological Statistics, 3rd ed.; Sparky House Publishing: Baltimore, MD, USA, 2014. [Google Scholar]
- Mahfuz, H.; Khan, M.R.; Leventouri, T. Investigation of MWCNT Reinforcement on the Strain Hardening Behavior of Ultrahigh Molecular Weight Polyethylene. J. Nanotechnol. 2011, 2011, 637395. [Google Scholar] [CrossRef]
- Khan, M.R.; Mahfuz, H.; Leventouri, T. Enhancing Toughness of Low-density Polyethylene Filaments through Infusion of Multiwalled Carbon Nanotubes and Ultrahigh Molecular Weight Polyethylene. Polym. Eng. Sci. 2011, 51, 654–662. [Google Scholar] [CrossRef]
- Mahfuz, H.; Adnan, A.; Rangari, V.K. Manufacturing and Characterization of Carbon Nanotube/Polyethylene Composites. Int. J. Nanosci. 2005, 4, 55–72. [Google Scholar] [CrossRef]
- Mahfuz, H.; Hasan, M.M.; Rangari, V.K. Reinforcement of Nylon-6 Filaments with SiO2 Nanoparticles and Comparison of Young’s Modulus with Theoretical Bounds. Macromol. Mater. Eng. 2007, 292, 437–444. [Google Scholar] [CrossRef]
- Marielle, H.; Lars, A.B.; Per, I.; Tom, L.; Takashi, N. Cellulose Nanopaper Structures of high Toughness. Biomacromolecules 2008, 9, 1579–1585. [Google Scholar]
- Sultana, Q.N.; Absar, S.; Hulsey, S. Synthesis and Processing of Solution Spun Cellulose Acetate Fibers Reinforced With Carbon Nanotubes. In Proceedings of the ASME 2015 International Mechanical Engineering Congress & Exposition, Houston, TX, USA, 13–19 November 2015; IMECE2015-50804. p. V009T12A070. [Google Scholar]
- Larkin, P. Infrared and Raman Spectroscopy; Principles and Spectral Interpretation; Elsevier: Waltham, MA, USA, 2011; ISBN 9780123870186. [Google Scholar]
- Utracki, L.A. Fibers from Polymeric Nanocomposites. Indian J. Fibre Text. Res. 2006, 31, 15–28. [Google Scholar]
- McKittrick, P.T.; Katon, J.E. Infrared and Raman Group Frequencies of Cyclic Imides. Appl. Spectrosc. 1990, 44, 812–817. [Google Scholar] [CrossRef]
- Pielesz, A.; Biniaś, W. Cellulose Acetate Membrane Electrophoresis and FTIR Spectroscopy as Methods of Identifying a Fucoidan in Fucusvesiculosus Linnaeus. Carbohydr. Res. 2010, 345, 2676–2682. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
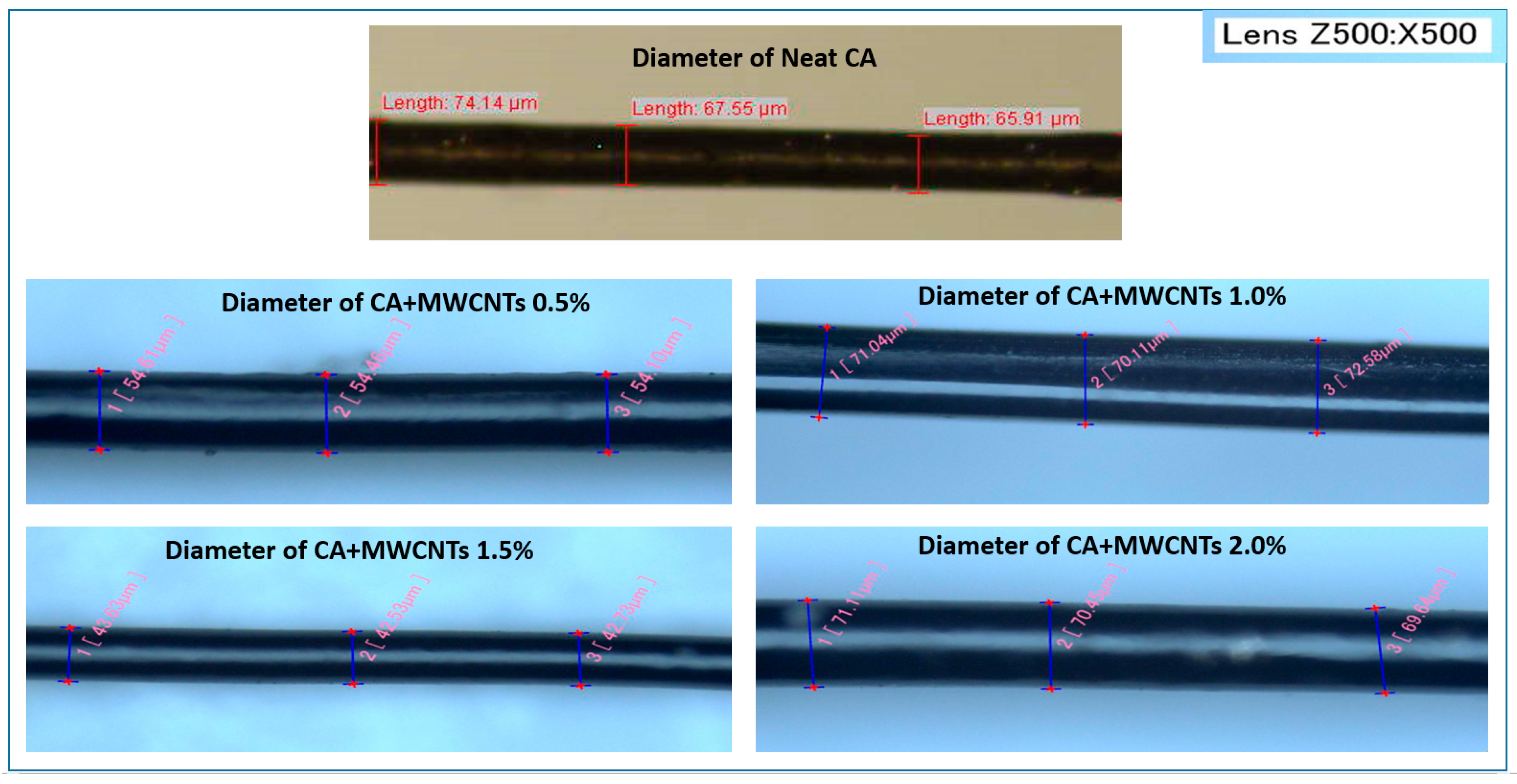
| Type | Parameters | Fiber Diameter (mm) | Yield Strength (MPa) | Modulus (GPa) | Ultimate Strength (MPa) | Fracture Strain (%) | Modulus of Toughness (MJ/m3) |
|---|---|---|---|---|---|---|---|
| Neat Cellulose Acetate | Average | 0.065 | 59.00 | 1.41 | 73.28 | 22.20 | 9.72 |
| Standard deviation | 0.010 | 8.9 | 0.59 | 10.3 | 7.5 | 2.7 | |
| Cellulose Acetate + MWCNT 0.5% | Average | 0.059 | 79.25 | 1.79 | 106.85 | 25.93 | 20.40 |
| Standard deviation | 0.02 | 4.7 | 0.82 | 9.4 | 9.1 | 6.6 | |
| Cellulose Acetate + MWCNT 1.0% | Average | 0.075 | 82.25 | 1.81 | 110.0 | 29.94 | 25.12 |
| Standard deviation | 0.02 | 13.9 | 0.68 | 15.9 | 10.9 | 6.6 | |
| Cellulose Acetate + MWCNT 1.5% | Average | 0.042 | 97.50 | 1.97 | 133.29 | 37.20 | 33.50 |
| Standard deviation | 0.01 | 15.5 | 0.57 | 31 | 7.9 | 18.3 | |
| Cellulose Acetate + MWCNT 2.0% | Average | 0.096 | 63.25 | 1.56 | 86.70 | 32.58 | 24.45 |
| Standard deviation | 0.005 | 8.4 | 0.11 | 14.6 | 5.2 | 3.7 |
| Parameters | Cellulose Acetate | Multi-Walled Carbon Nanotubes |
|---|---|---|
| Loading (wt %) | - | 0.5–2% |
| Young’s Modulus (GPa) | 2.4 | 1000 |
| Modulus of Rigidity (GPa) | 0.8628 | 469 |
| Poisson’s Ratio | 0.38 | 0.28 |
| Density (gm/cm3) | 1.28 | 2.1 |
| CNT Loading% | Reinforcement Volume Fraction (C) | Composite Poisson’s Ration: v | Calculated Lower Modulus Ep− (GPa) | Calculated Upper Modulus Ep+ (GPa) | Experimentally Measured E11 (GPa) |
|---|---|---|---|---|---|
| 0.5 | 0.0030 | 0.3372 | 2.407 | 5.428 | 1.79 |
| 1.0 | 0.0061 | 0.3201 | 2.415 | 8.5301 | 1.81 |
| 1.5 | 0.0091 | 0.3109 | 2.422 | 11.5376 | 1.97 |
| 2.0 | 0.0120 | 0.3051 | 2.430 | 14.5220 | 1.56 |
| X (μm) | Composite Strength, σc for 0.5% Inclusion (MPa) | Composite Strength, σc for 1.0% Inclusion (MPa) | Composite Strength, σc for 1.5% Inclusion (MPa) | Composite Strength, σc for 2.0% Inclusion (MPa) |
|---|---|---|---|---|
| 0 | 59.0 | 59.0 | 59.0 | 59.0 |
| 2.5 | 253.58 | 419.65 | 555.93 | 662.16 |
| 5.0 | 256.86 | 424.29 | 561.26 | 667.75 |
| 7.5 | 256.91 | 424.35 | 561.32 | 667.80 |
| 10 | 256.86 | 424.29 | 561.26 | 667.75 |
| 12.5 | 253.58 | 419.65 | 555.93 | 662.16 |
| 15 | 59.0 | 59.0 | 59.0 | 59.0 |
| Inclusion Percentage | Average Composite Strength, σc Based on Shear Lag Model | Experimental Yield Strength σc |
|---|---|---|
| % | (MPa) | (MPa) |
| 0.5 | 240.75 | 79.25 |
| 1.0 | 424.49 | 82.25 |
| 1.5 | 609.08 | 97.50 |
| 2.0 | 794.25 | 63.25 |
| Wavenumber (cm−1) | Area | ||||
|---|---|---|---|---|---|
| Bonding | CA | CA-MWCNT | CA | CA-MWCNT | |
| C–H Bending | 900 | 902 | 5.70 | 4.06 | A1 |
| C–O Stretching/C–H Bending | 1046 | 1046 | 25.07 | 12.30 | A2 |
| C–H Wag | 1161 | 1158 | |||
| C–O Stretching/C–H Wag | 1230 | 1231 | 20.08 | 9.90 | A3 |
| C–H Rock | 1368 | 1368 | 7.70 | 3.30 | A4 |
| C=O Stretching | 1743 | 1743 | 6.59 | 10.82 | A5 |
| C–H Stretching | 2849 | 2849 | |||
| C–H Stretching | 2917 | 2916 | 4.77 | 8.34 | A6 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sultana, Q.N.; Hasan, M.M.; Iqbal, S.; Shabib, I.; Mitra, A.; Khan, M. Investigation of Mechanical Properties and Morphology of Multi-Walled Carbon Nanotubes Reinforced Cellulose Acetate Fibers. Fibers 2017, 5, 42. https://doi.org/10.3390/fib5040042
Sultana QN, Hasan MM, Iqbal S, Shabib I, Mitra A, Khan M. Investigation of Mechanical Properties and Morphology of Multi-Walled Carbon Nanotubes Reinforced Cellulose Acetate Fibers. Fibers. 2017; 5(4):42. https://doi.org/10.3390/fib5040042
Chicago/Turabian StyleSultana, Quazi Nahida, Md Mahmudul Hasan, Sakib Iqbal, Ishraq Shabib, Aniruddha Mitra, and Mujibur Khan. 2017. "Investigation of Mechanical Properties and Morphology of Multi-Walled Carbon Nanotubes Reinforced Cellulose Acetate Fibers" Fibers 5, no. 4: 42. https://doi.org/10.3390/fib5040042
APA StyleSultana, Q. N., Hasan, M. M., Iqbal, S., Shabib, I., Mitra, A., & Khan, M. (2017). Investigation of Mechanical Properties and Morphology of Multi-Walled Carbon Nanotubes Reinforced Cellulose Acetate Fibers. Fibers, 5(4), 42. https://doi.org/10.3390/fib5040042