
In-Built Customised Mechanical Failure of 316L Components Fabricated Using Selective Laser Melting


Abstract
:1. Introduction and Background
Customised Mechanical Properties Using SLM
2. Experimental Methodology
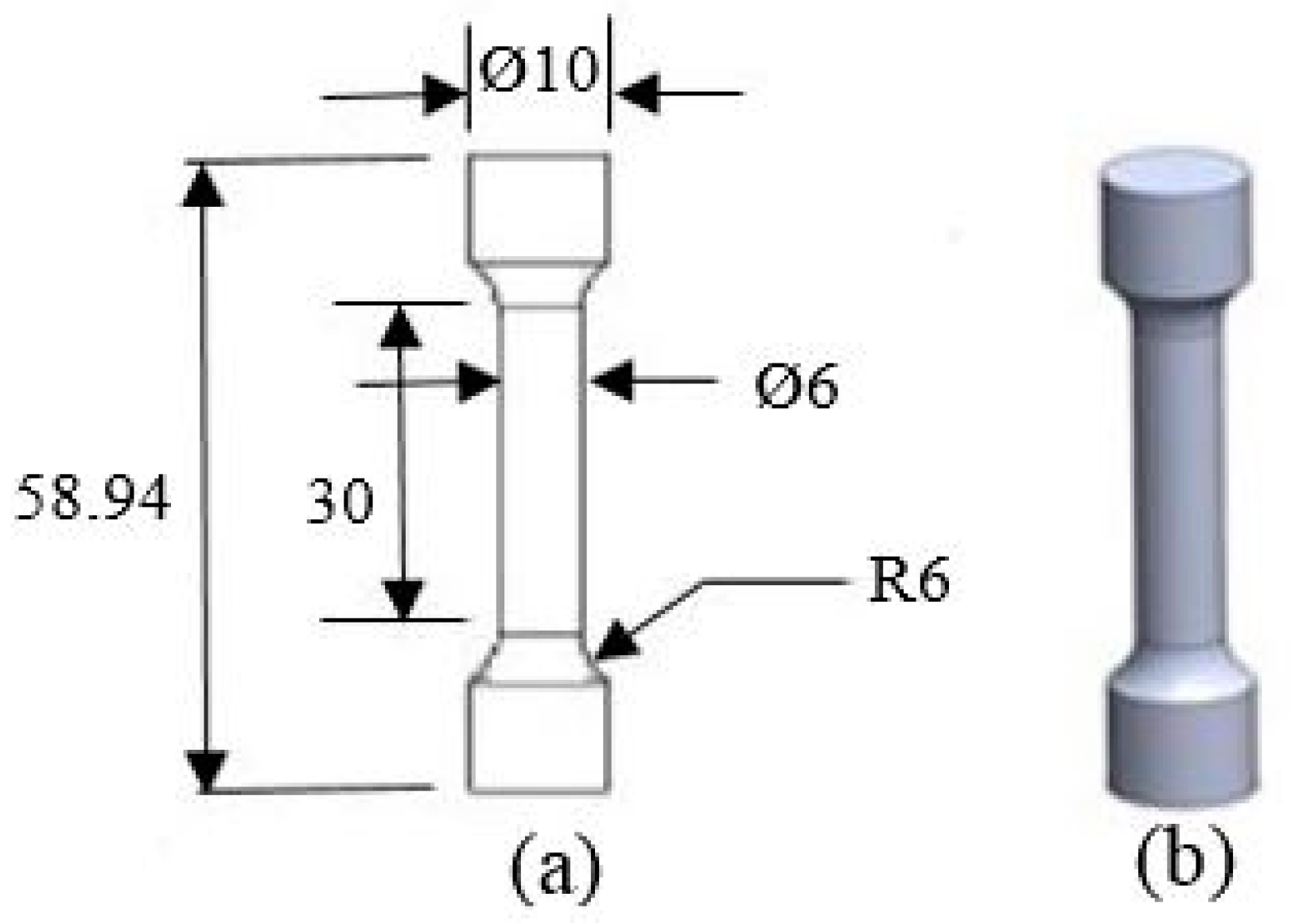
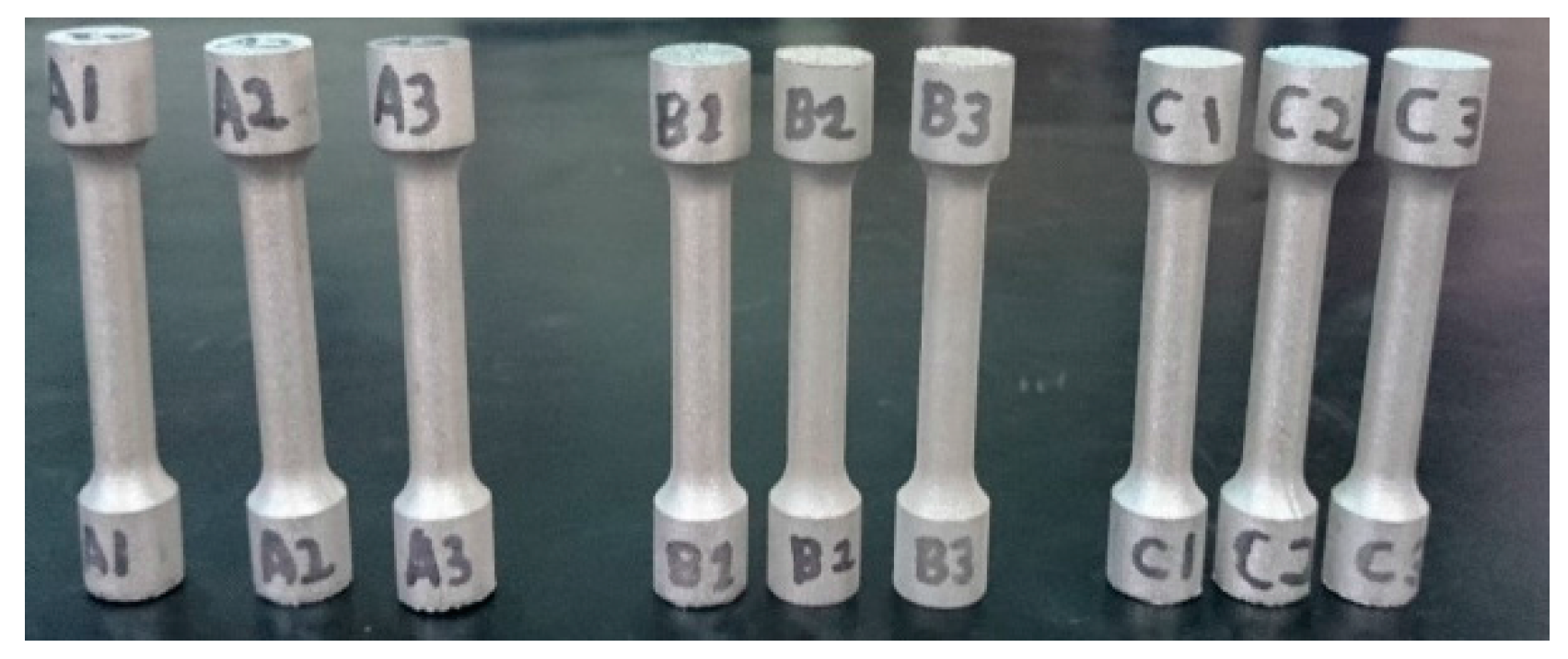
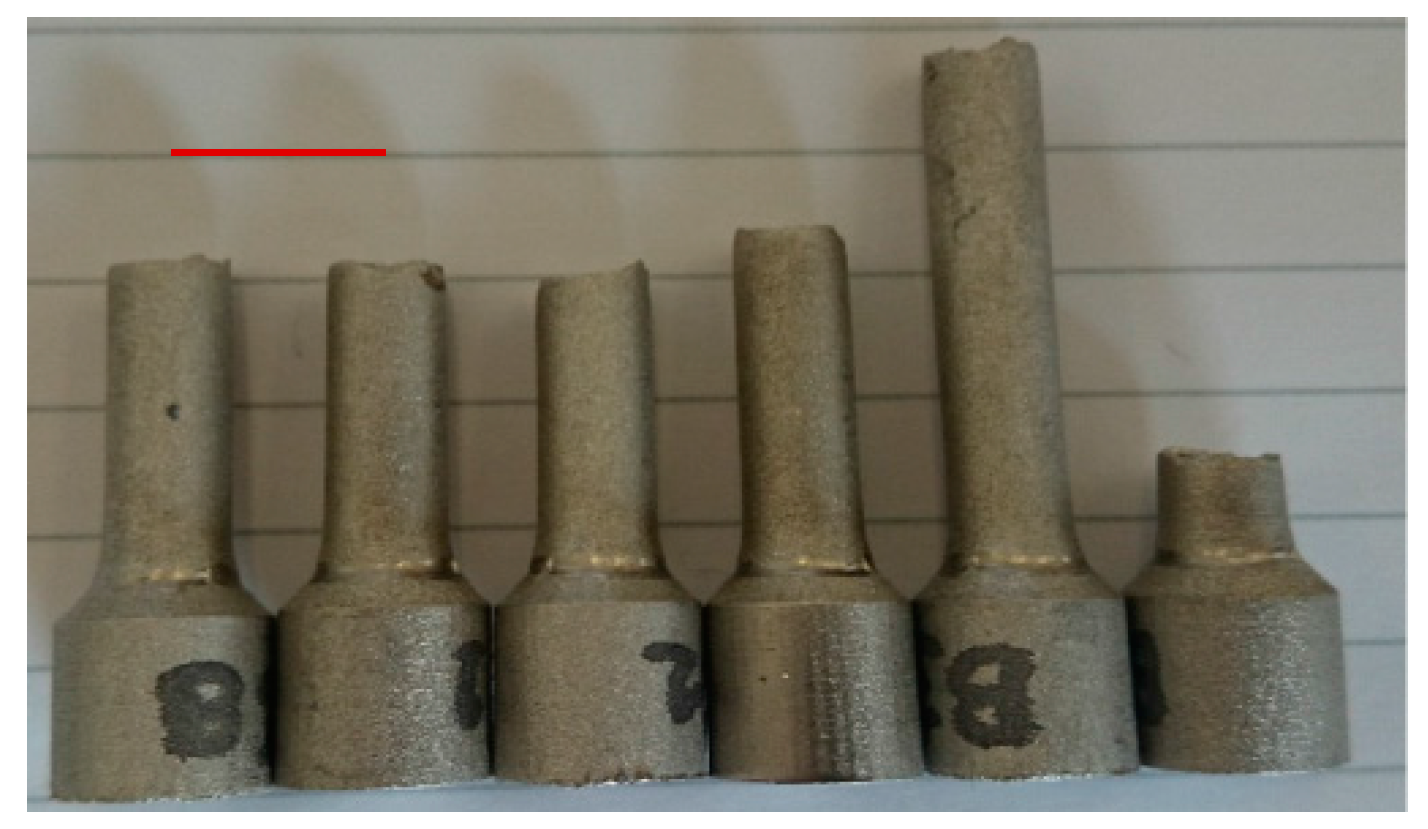
2.1. Sample Testing
2.2. Processing Parameter Selection
3. Results
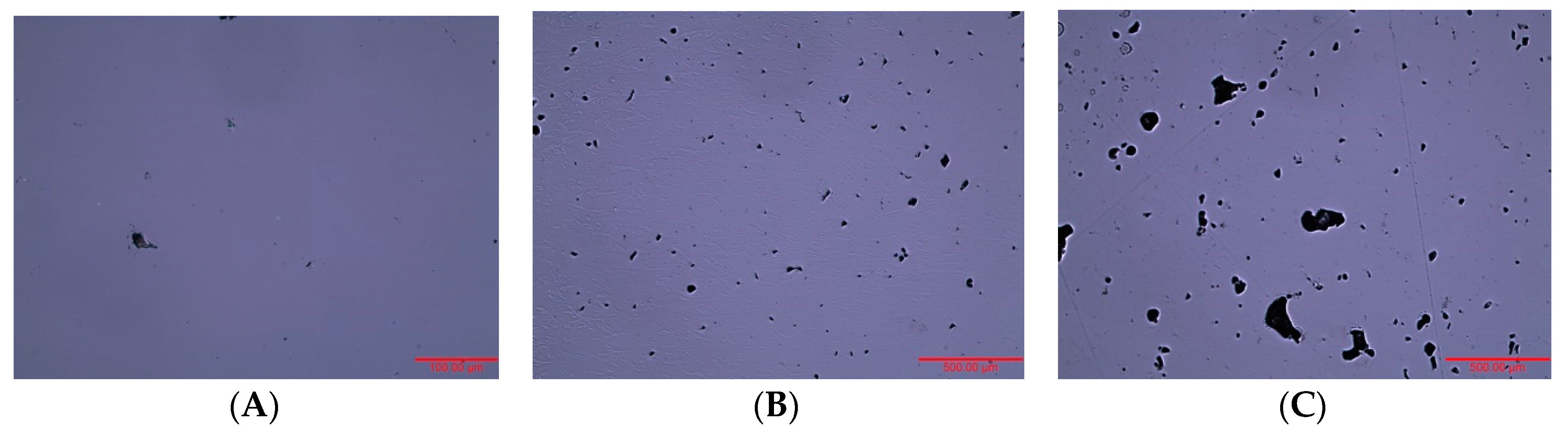
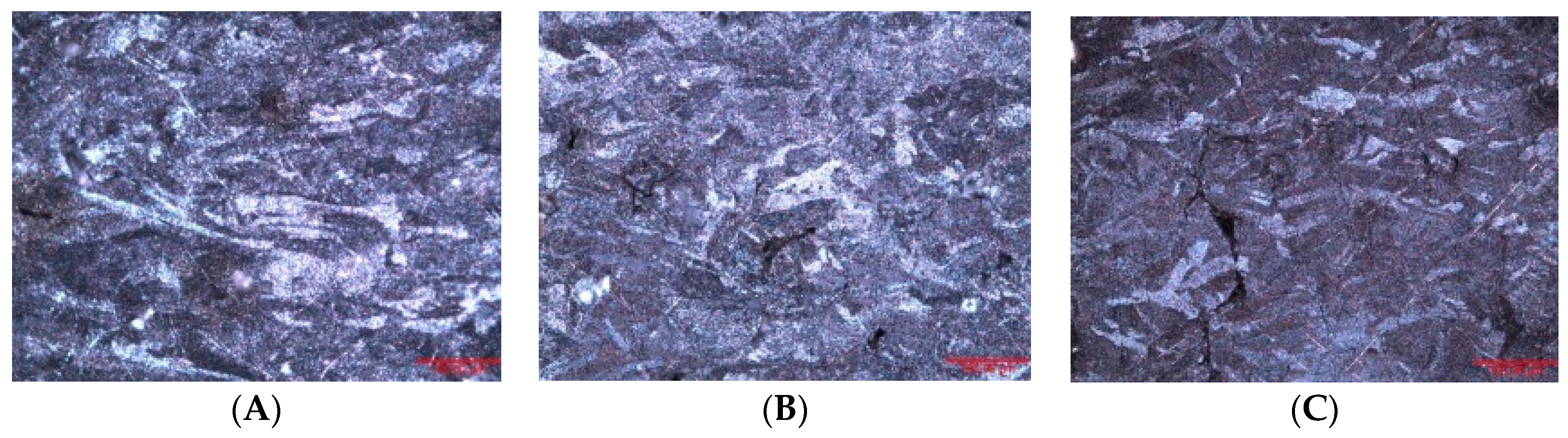
3.1. Optical Microscopy
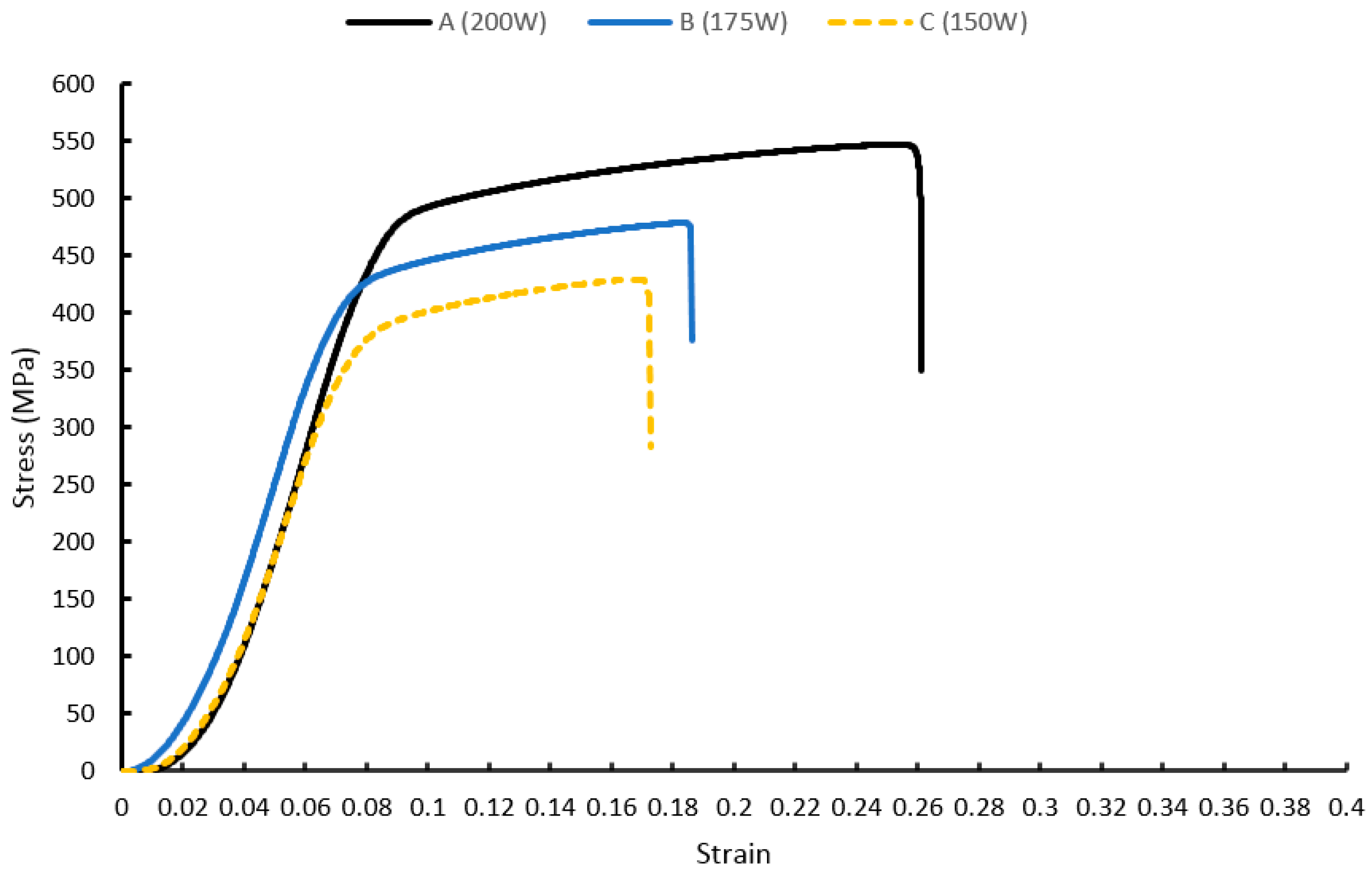
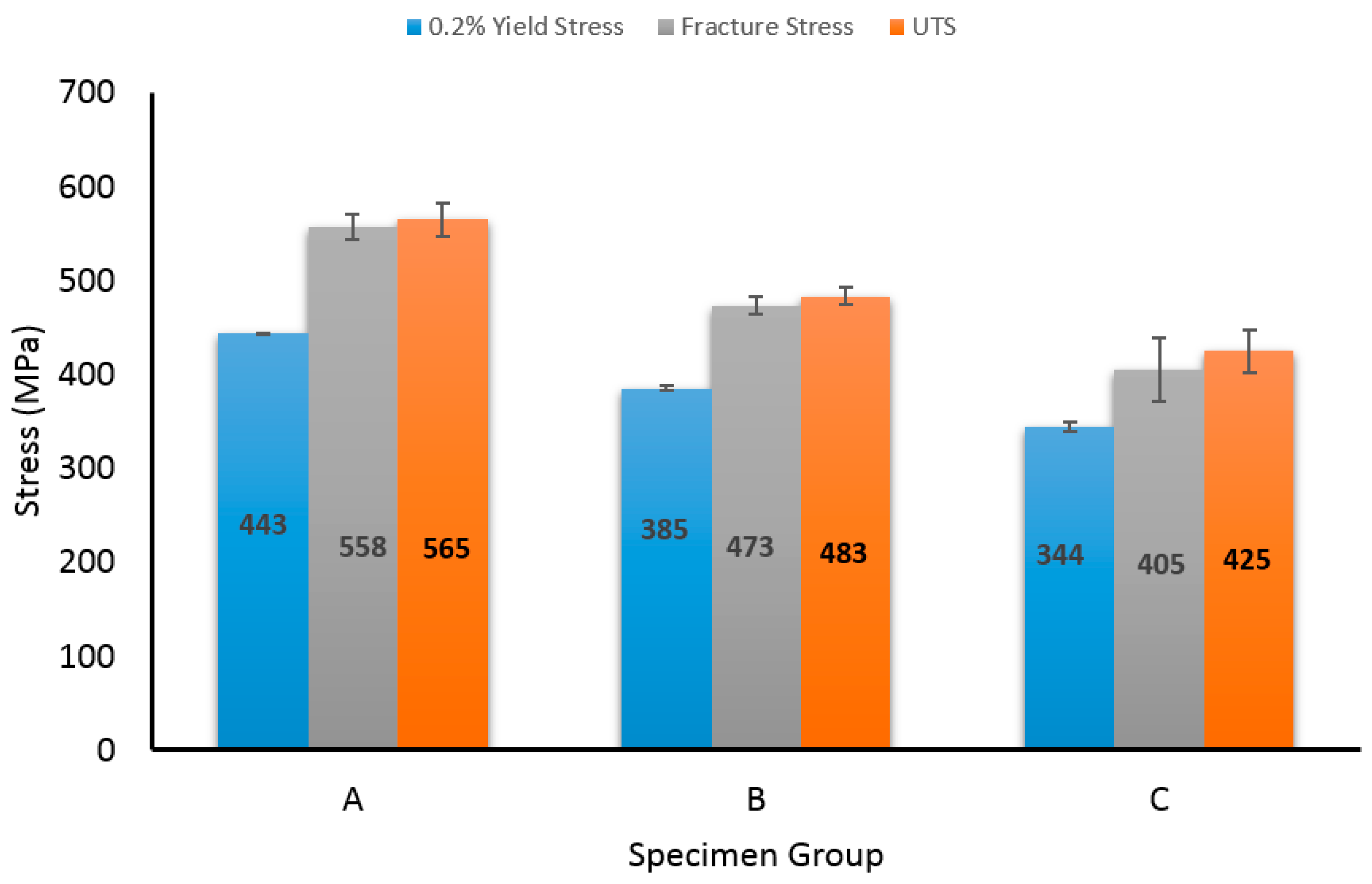
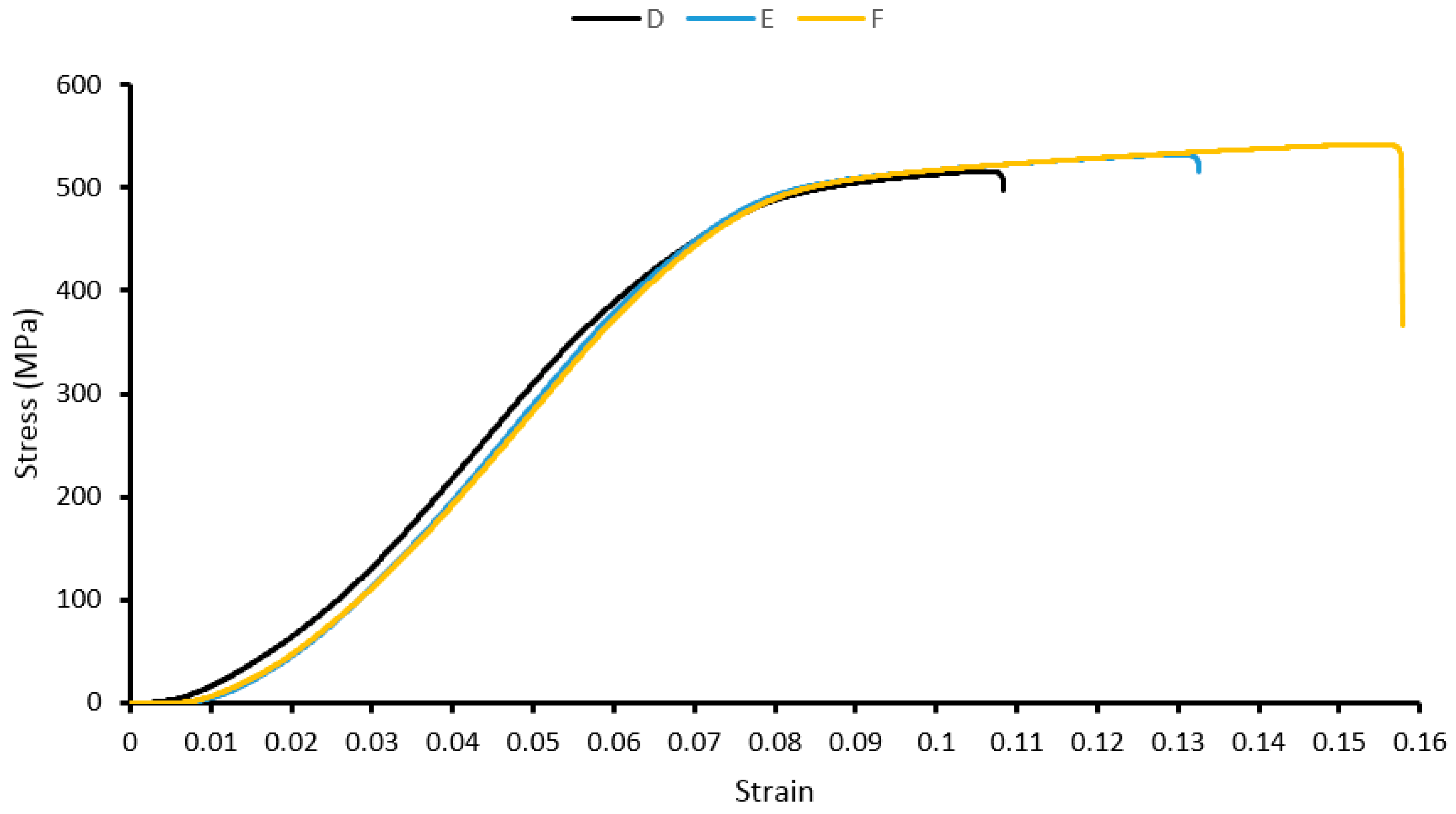
3.2. Tensile Testing
3.3. Hardness Testing Results
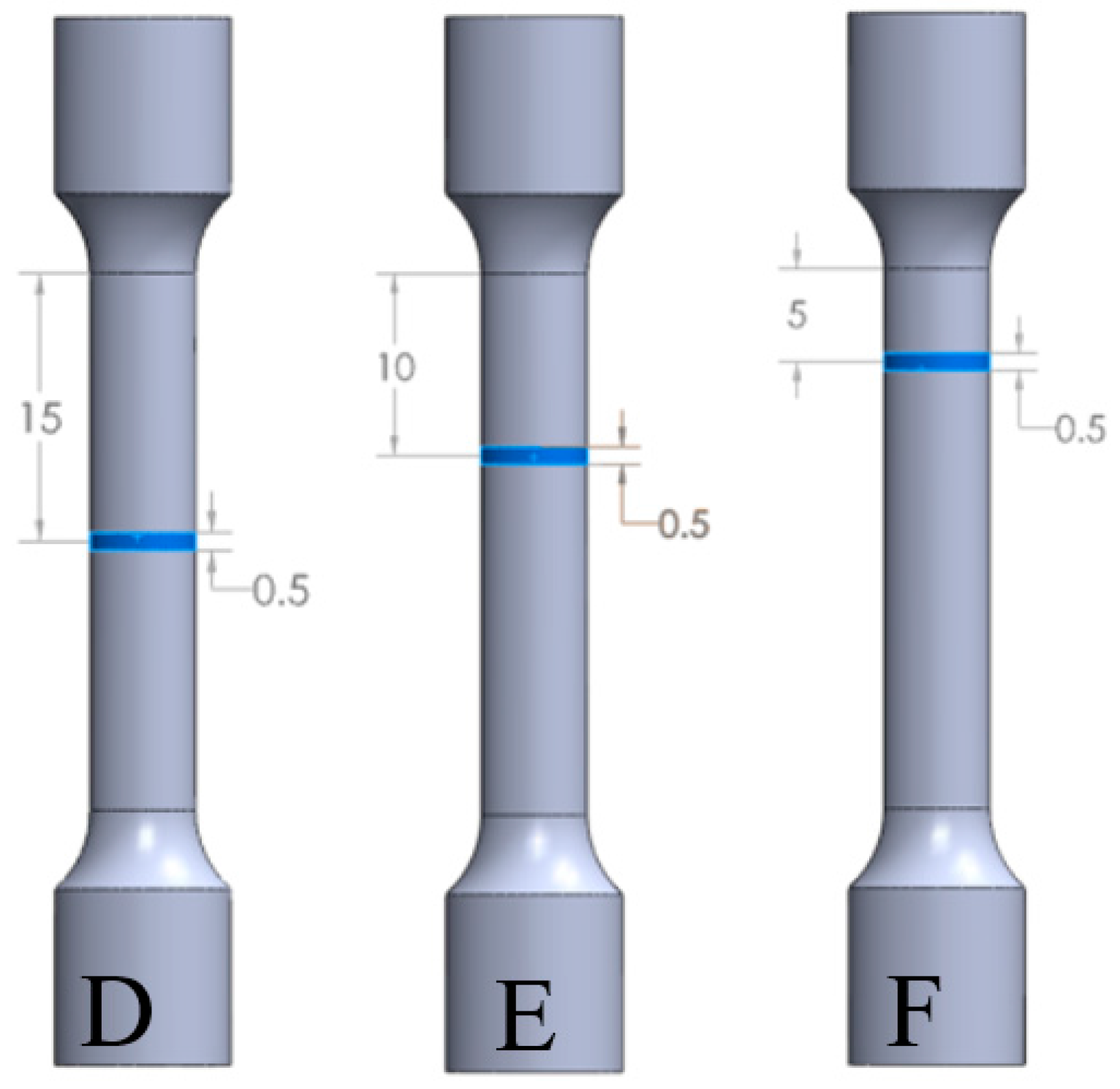
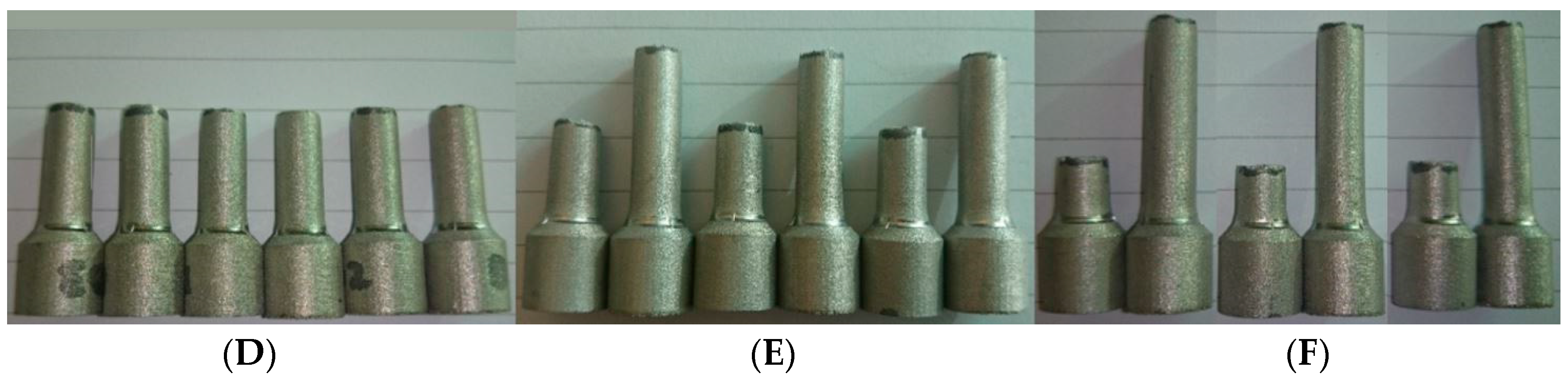
3.4. Customised Specimens
4. Discussion
5. Conclusions
Author Contributions
Conflicts of Interest
References
- Childs, T.H.C.; Hauser, C.; Badrossamay, M. Mapping and Modelling Single Scan Track Formation in Direct Metal Selective Laser Melting. CIRP Ann. Manuf. Technol. 2004, 53, 191–194. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Bertrand, P.; Smurov, I. Parametric analysis of the selective laser melting process. Appl. Surf. Sci. 2007, 253, 8064–8069. [Google Scholar] [CrossRef]
- Niendorf, T.; Leuders, S.; Riemer, A.; Richard, H.A.; Tröster, T.; Schwarze, D. Highly Anisotropic Steel Processed by Selective Laser Melting. Metall. Mater. Trans. B 2013, 44, 794–796. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Thivillon, L.; Bertrand, P.; Smurov, I. Strategy of manufacturing components with designed internal structure by selective laser melting of metallic powder. Appl. Surf. Sci. 2007, 254, 980–983. [Google Scholar] [CrossRef]
- Fischer, P.; Romano, V.; Weber, H.P.; Karapatis, N.P.; Boillat, E.; Glardon, R. Sintering of commercially pure titanium powder with a Nd:YAG laser source. Acta Mater. 2003, 51, 1651–1662. [Google Scholar] [CrossRef]
- Kruth, J.P.; Levy, G.; Klocke, F.; Childs, T.H. Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann. Manuf. Technol. 2007, 56, 730–759. [Google Scholar] [CrossRef]
- Riemer, A.; Leuders, S.; Thöne, M.; Richard, H.A.; Tröster, T.; Niendorf, T. On the fatigue crack growth behavior in 316L stainless steel manufactured by selective laser melting. Eng. Fract. Mech. 2014, 120, 15–25. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.P. Microstructural investigation of Selective Laser Melting 316L stainless steel parts exposed to laser re-melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- Mertens, A.; Reginster, S.; Contrepois, Q.; Dormal, T.; Lemaire, O.; Lecomte-Beckers, J. Microstructures and mechanical properties of stainless steel AISI 316L processed by selective laser melting. Mater. Sci. Forum 2014, 783, 898–903. [Google Scholar] [CrossRef]
- Antony, K.; Arivazhagan, N.; Senthilkumaran, K. Numerical and experimental investigations on laser melting of stainless steel 316L metal powders. J. Manuf. Processes 2014, 16, 345–355. [Google Scholar] [CrossRef]
- Zhang, B.; Dembinski, L.; Coddet, C. The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar] [CrossRef]
- Rombouts, M.; Kruth, J.P.; Froyen, L.; Mercelis, P. Fundamentals of Selective Laser Melting of alloyed steel powders. CIRP Ann. Manuf. Technol. 2006, 55, 187–192. [Google Scholar] [CrossRef]
- Simchi, A. Direct laser sintering of metal powders: Mechanism, kinetics and microstructural features. Mater. Sci. Eng. A 2006, 428, 148–158. [Google Scholar] [CrossRef]
- Roberts, I.A. Investigation of Residual Stresses in the Laser Melting of Metal Powders in Additive Layer Manufacturing; University of Wolverhampton: Wolverhampton, UK, 2012; p. 246. [Google Scholar]
- Knowles, C.R.; Becker, T.H.; Tait, R.B. The effect of heat treatment on the residual stress levels within direct metal laser sintered Ti-6Al-4V as measured using the hole-drilling strain gauge method. In Proceedings of the 13th international Rapid Product Development Association of South Africa (RAPDASA) Conference, Sun City, South Africa, 31 October–2 November 2012; pp. 1–10.
- Chatterjee, A.N.; Kumar, S.; Saha, P.; Mishra, P.K.; Choudhury, A.R. An experiment design approach to selective laser sintering of low carbon steel. J. Mater. Process. Technol. 2003, 136, 151–157. [Google Scholar] [CrossRef]
- Matsumoto, M.; Shiomi, M.; Osakada, K.; Abe, F. Finite element analysis of single layer forming on metallic powder bed in rapid prototyping by selective laser processing. Int. J. Mach. Tools Manuf. 2002, 42, 61–67. [Google Scholar] [CrossRef]
- Kruth, J.P.; Deckers, J.; Yasa, E.; Wauthlé, R. Assessing and comparing influencing factors of residual stresses in selective laser melting using a novel analysis method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 980–991. [Google Scholar] [CrossRef]
- Joe Elambasseril, S.F.; Matthias, B.; Milan, B. Influence of Process Parameters on Selective Laser Melting of Ti 6Al-4V Components; RMIT University: Ho Chi Minh City, Vietnam, 2012. [Google Scholar]
- Papadakis, L.; Loizou, A.; Risse, J.; Bremen, S. A thermo-mechanical modeling reduction approach for calculating shape distortion in SLM manufacturing for aero engine components. In Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping, Leiria, Portugal, 1–5 October 2013.
- Casavola, C.; Campanelli, S.L.; Pappalettere, C. Experimental analysis of residual stresses in the selective laser melting process. In Proceedings of the XIth International Congress and Exposition, Orlando, FL, USA, 2–5 June 2008.
- Thöne, M.; Leuders, S.; Riemer, A.; Tröster, T.; Richard, H.A. Influence of heat-treatment on selective laser melting products–eg Ti6Al4V. In Proceedings of the Solid Freeform Fabrication Symposium SFF, Austin, TX, USA, 6–8 August 2012.
- Shiomi, M.; Osakada, K.; Nakamura, K.; Yamashita, T.; Abe, F. Residual Stress within Metallic Model Made by Selective Laser Melting Process. CIRP Ann. Manuf. Technol. 2004, 53, 195–198. [Google Scholar] [CrossRef]
- ASTM International. Additive Manufacturing Technology Standards; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Wohlers Associates, Inc. Wohlers Report 2008: State of the Industry; Annual Worldwide Progress Report; Wohlers Associates, Inc.: Fort Collins, CO, USA, 1996. [Google Scholar]
- Gu, D.; Shen, Y. Balling phenomena in direct laser sintering of stainless steel powder: Metallurgical mechanisms and control methods. Mater. Des. 2009, 30, 2903–2910. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single track formation in selective laser melting of metal powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- Hanzl, P.; Zetek, M.; Bakša, T.; Kroupa, T. The Influence of Processing Parameters on the Mechanical Properties of SLM Parts. Procedia Eng. 2015, 100, 1405–1413. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- ISO 6507-1:2005, Metallic Materials—Vickers Hardness Test—Test Method. Available online: http://www.iso.org/iso/catalogue_detail.htm?csnumber=37746 (accessed on 20 February 2017).
- ASTM International. Standard Test Methods for Determining Area Percentage Porosity in Thermal Sprayed Coatings; E2109-01(2007); ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- British Standards Institution (BSI). Method for Statistically Estimating the Volume Fraction of Phases and Constituents by Systematic Manual Point Counting with a Grid; BS 7590:1992; BSI: London, UK, 1992. [Google Scholar]
- ASTM International. Standard Test Methods for Tension Testing of Metallic Materials; E8/E8M-13a; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Reed-Hill, R.E.; Abbaschian, R. Physical Metallurgy Principles; PWS-Kent Publisher: Boston, MA, USA, 1992. [Google Scholar]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Selective laser melting of Invar 36: Microstructure and properties. Acta Mater. 2016, 103, 382–395. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Si | Mn | P | S | Cr | Ni | Mo | N | Cu | O |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| %Composition | Bal | 0.012 | 0.6 | 1.25 | 0.012 | 0.005 | 17.8 | 12.9 | 2.35 | 0.04 | 0.03 | 0.0185 |
| Parameter | Value |
|---|---|
| Layer Thickness—L (µm) | 50 µm |
| Point Distance—x (µm) | 50 µm |
| Hatch Spacing—h (µm) | 90 µm |
| Spot Size (µm) | 50 µm |
| Laser Power—P (W) | 200 W |
| Exposure time—t (s) | 70 µs |
| Specimen Set | A | B | C |
|---|---|---|---|
| Laser power (W) | 200 | 175 | 150 |
| Exposure time (µs) | 70 | 80 | 93 |
| Specimen | A (200 W) | B (175 W) | C (150 W) | |
|---|---|---|---|---|
| Property | ||||
| 0.2% Yield point (MPa) | 443 ± 1 | 385 ± 3 | 344 ± 5 | |
| UTS (MPa) | 565 ± 17 | 483 ± 9 | 425 ± 22 | |
| Fracture stress (MPa) | 558 ± 13 | 473 ± 10 | 405 ± 33 | |
| Sample | A | B | C |
|---|---|---|---|
| Average Vickers Hardness (HV) | 193 ± 1 | 185 ± 3 | 159 ± 4 |
| Specimen | D | E | F | |
|---|---|---|---|---|
| Property | ||||
| 0.2% Yield point (MPa) | 421 ± 12 | 443 ± 9 | 442 ± 12 | |
| UTS (MPa) | 512 ± 7 | 536 ± 3 | 533 ± 9 | |
| Fracture stress (MPa) | 509 ± 7 | 529 ± 3 | 526 ± 9 | |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ilie, A.; Ali, H.; Mumtaz, K. In-Built Customised Mechanical Failure of 316L Components Fabricated Using Selective Laser Melting. Technologies 2017, 5, 9. https://doi.org/10.3390/technologies5010009
Ilie A, Ali H, Mumtaz K. In-Built Customised Mechanical Failure of 316L Components Fabricated Using Selective Laser Melting. Technologies. 2017; 5(1):9. https://doi.org/10.3390/technologies5010009
Chicago/Turabian StyleIlie, Andrei, Haider Ali, and Kamran Mumtaz. 2017. "In-Built Customised Mechanical Failure of 316L Components Fabricated Using Selective Laser Melting" Technologies 5, no. 1: 9. https://doi.org/10.3390/technologies5010009
APA StyleIlie, A., Ali, H., & Mumtaz, K. (2017). In-Built Customised Mechanical Failure of 316L Components Fabricated Using Selective Laser Melting. Technologies, 5(1), 9. https://doi.org/10.3390/technologies5010009