
Compression Tests of ABS Specimens for UAV Components Produced via the FDM Technique




Abstract
:1. Introduction
- Tensile characterization for building Direction 1 for the specimen production
- Compressive characterization for building Direction 1 for the specimen production
- Bending characterization for building Direction 1 for the specimen production
- Tensile characterization for building Direction 2 for the specimen production
- Compressive characterization for building Direction 2 for the specimen production
- Bending characterization for building Direction 2 for the specimen production
- Tensile characterization for building Direction 3 for the specimen production
- Compressive characterization for building Direction 3 for the specimen production
- Bending characterization for building Direction 3 for the specimen production
2. The Compression Test
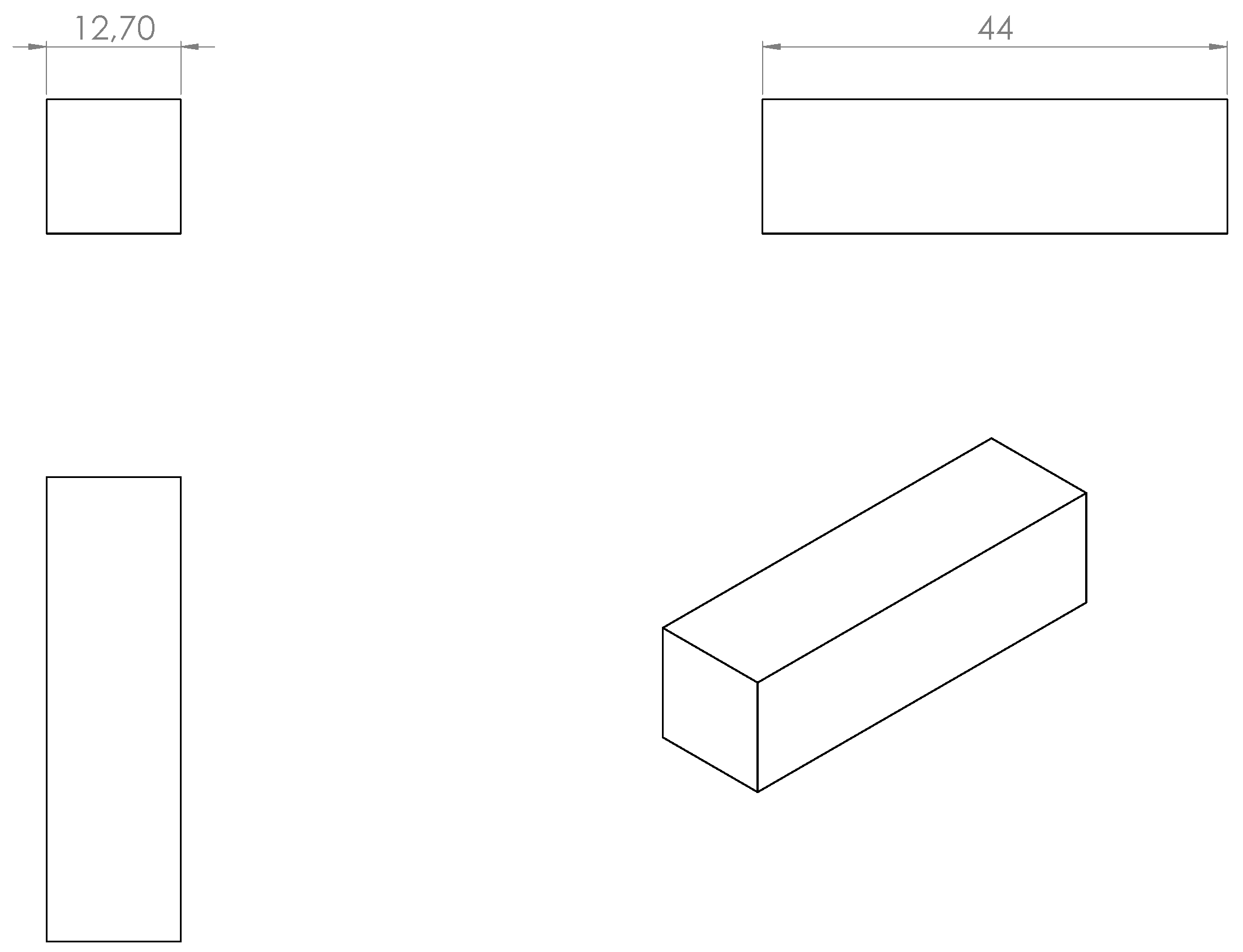
2.1. Specimen Characteristics
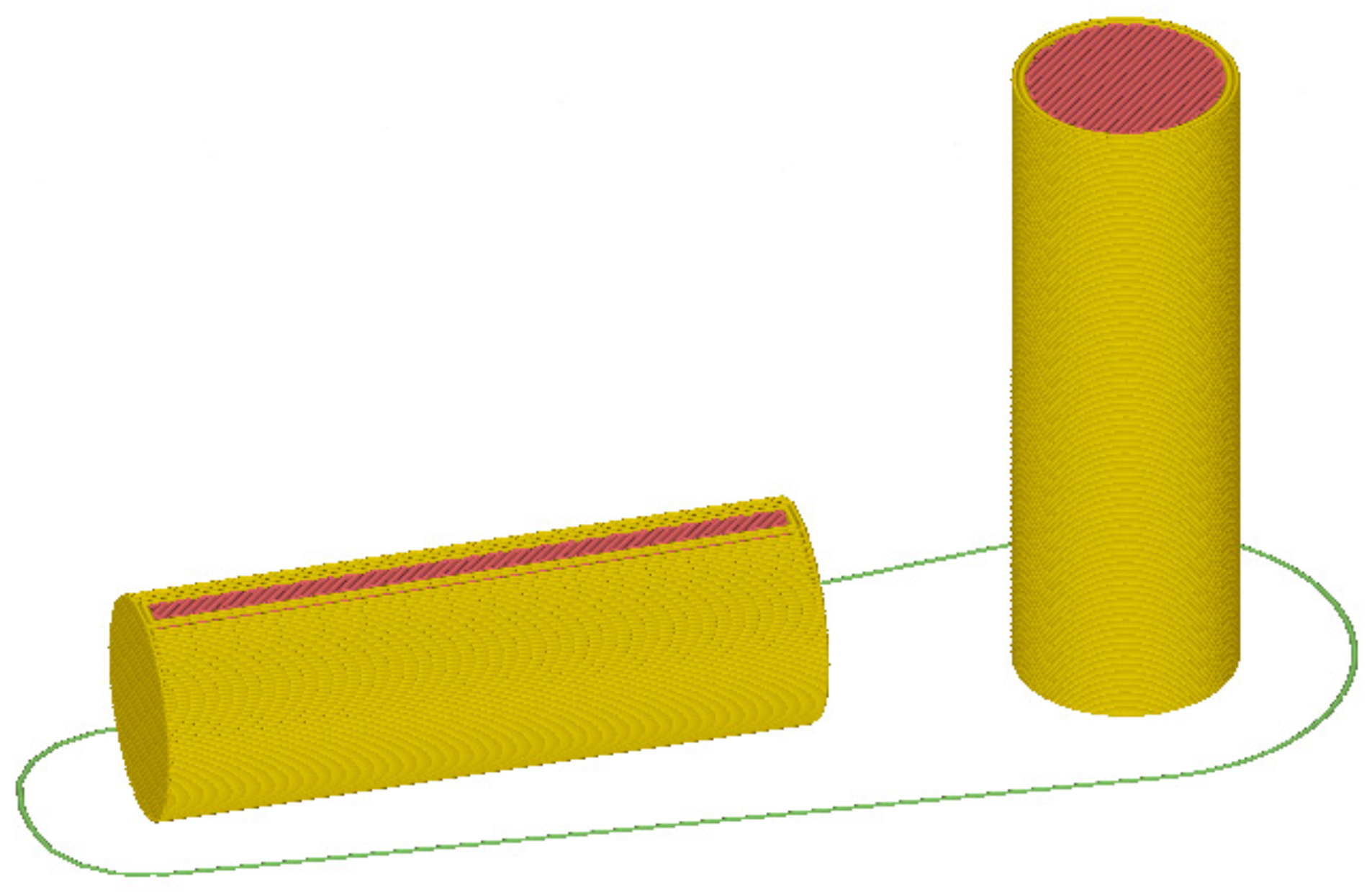
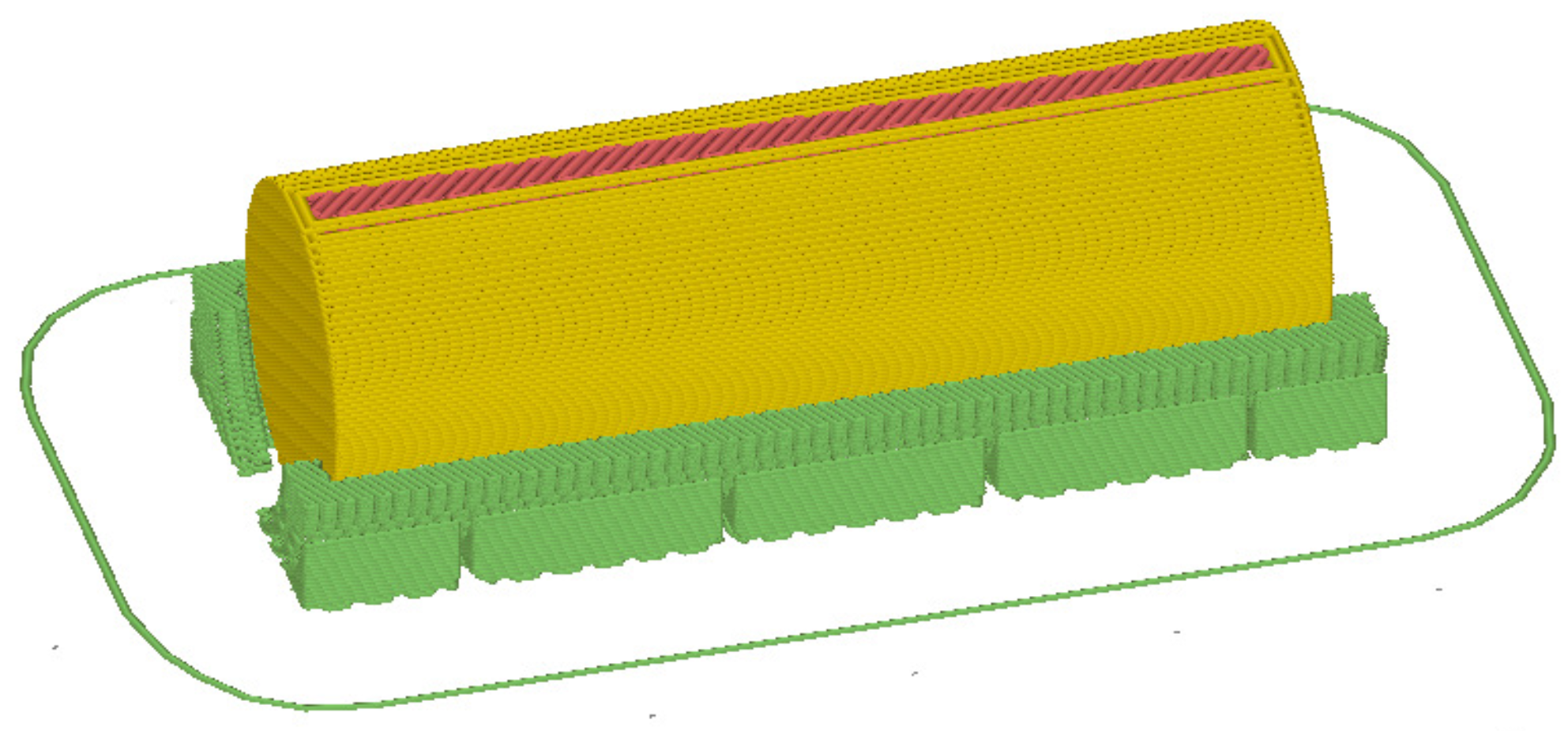
2.2. Printing Parameters
- Bead/Raster width: It is related to the nozzle gap as it represents the transverse dimension of the extruded bead. The nozzle size of the Sarebot NG is 0.35 mm [25]. Therefore, this fixed value was set.
- Perimeters: It represents the peripheral beads to be deposited. Two perimeter walls were used in the present work.
- Air gap: It is used to set the distance between two adjacent deposited beads in order to specify the internal infill density, which was set to 100%. The aim is to obtain solid specimens without overlapping beads.
- Bed temperature: The print plane was heated to 90 °C to prevent the deformation of specimens after a quick cooling.
- Build temperature: ABS is commonly extruded in a temperature range between 220 °C and 250 °C. Therefore, a nozzle temperature of 245 °C was set here.
- Raster orientation/angle: When the fill-pattern is rectilinear, it indicates the orientation angle of the filling beads. Crisscross specimens were here printed with a lamination sequence of 45°/°.
- Layer height: it measures the vertical dimension of each extruded bead. It was set to 0.2 mm.
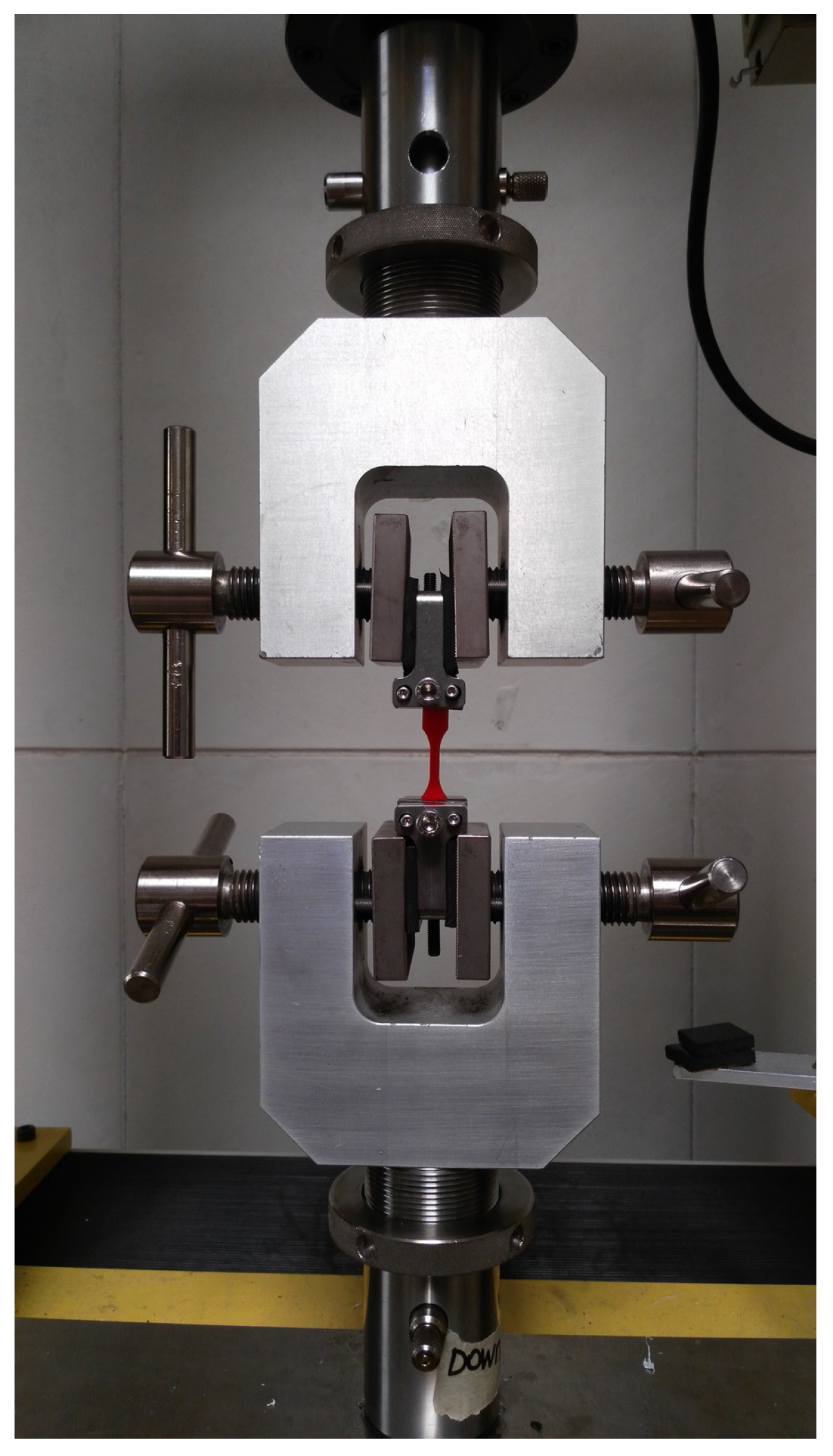
2.3. Test Setup
3. Numerical Analysis
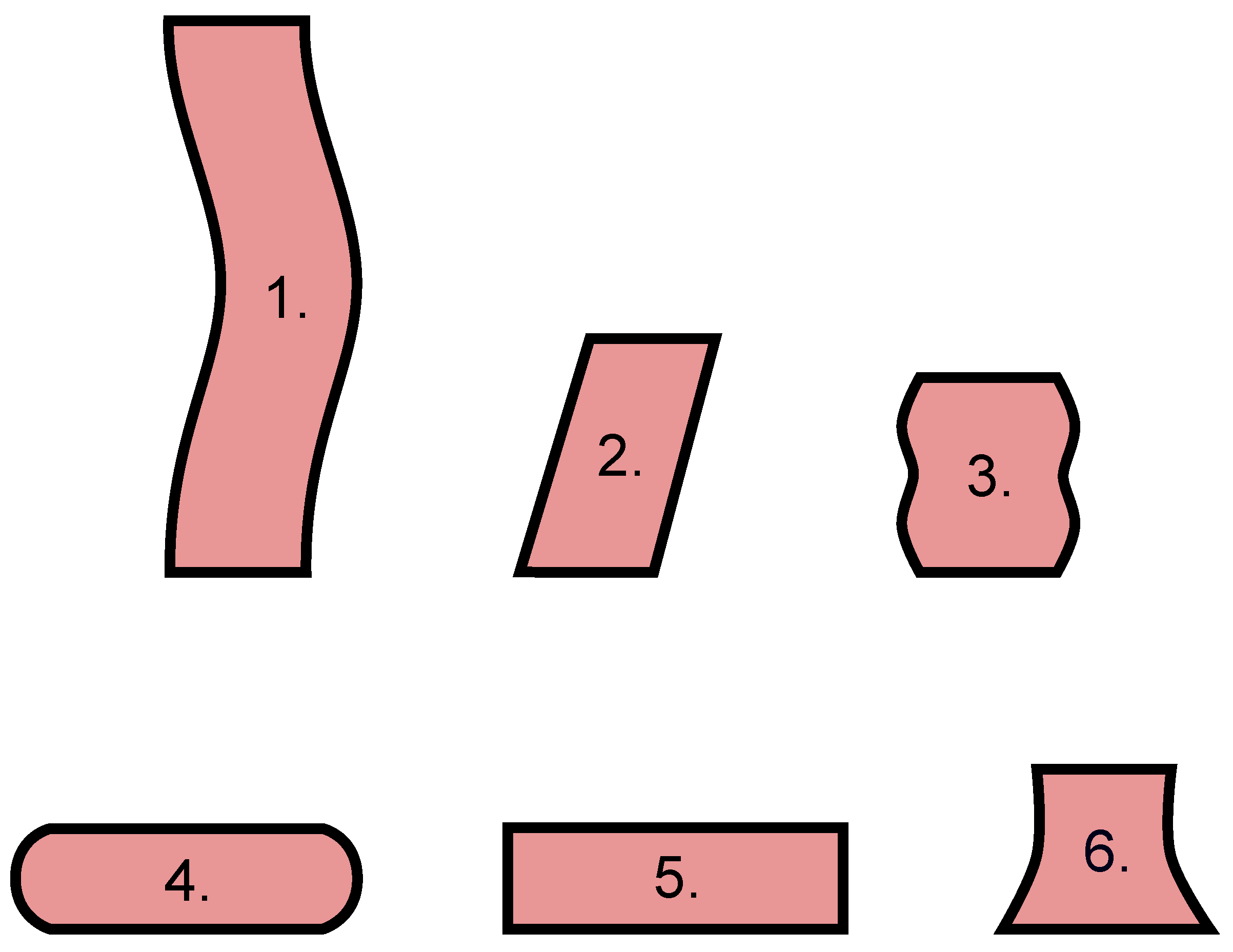
- typical buckling mode: it happens when the ratio between the sample length and its width exceeds five;
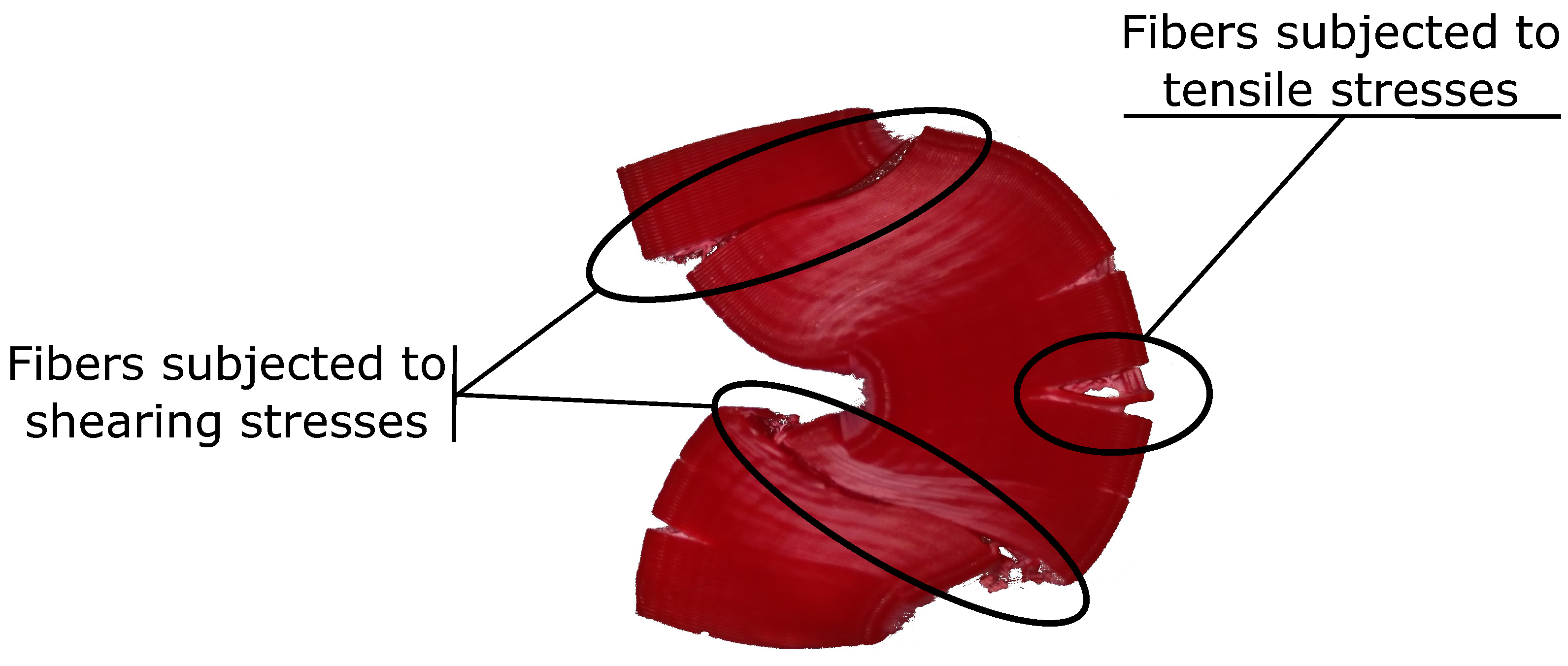
- shearing mode: it may happen when the ratio between the sample length and its width is about five;
- double barreling mode: it may happen when the ratio between the sample length and its width exceeds two and friction is present at the contact surfaces;
- barreling mode: it happens when the ratio between the sample length and its width is less than two;
- homogenous compression mode: it happens when the ratio between the sample length and its width is between 2.0 and 1.5;
- compression instability mode.
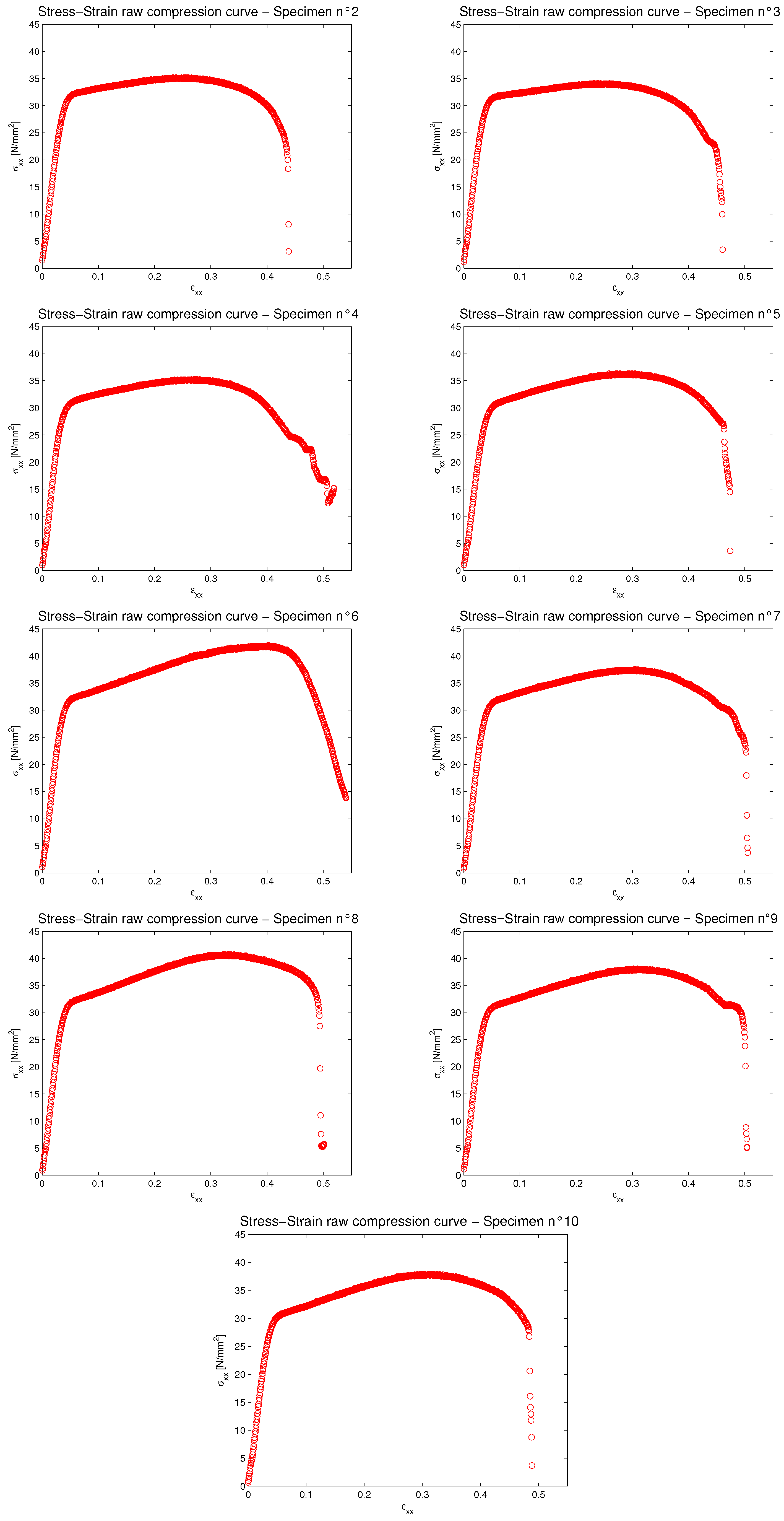
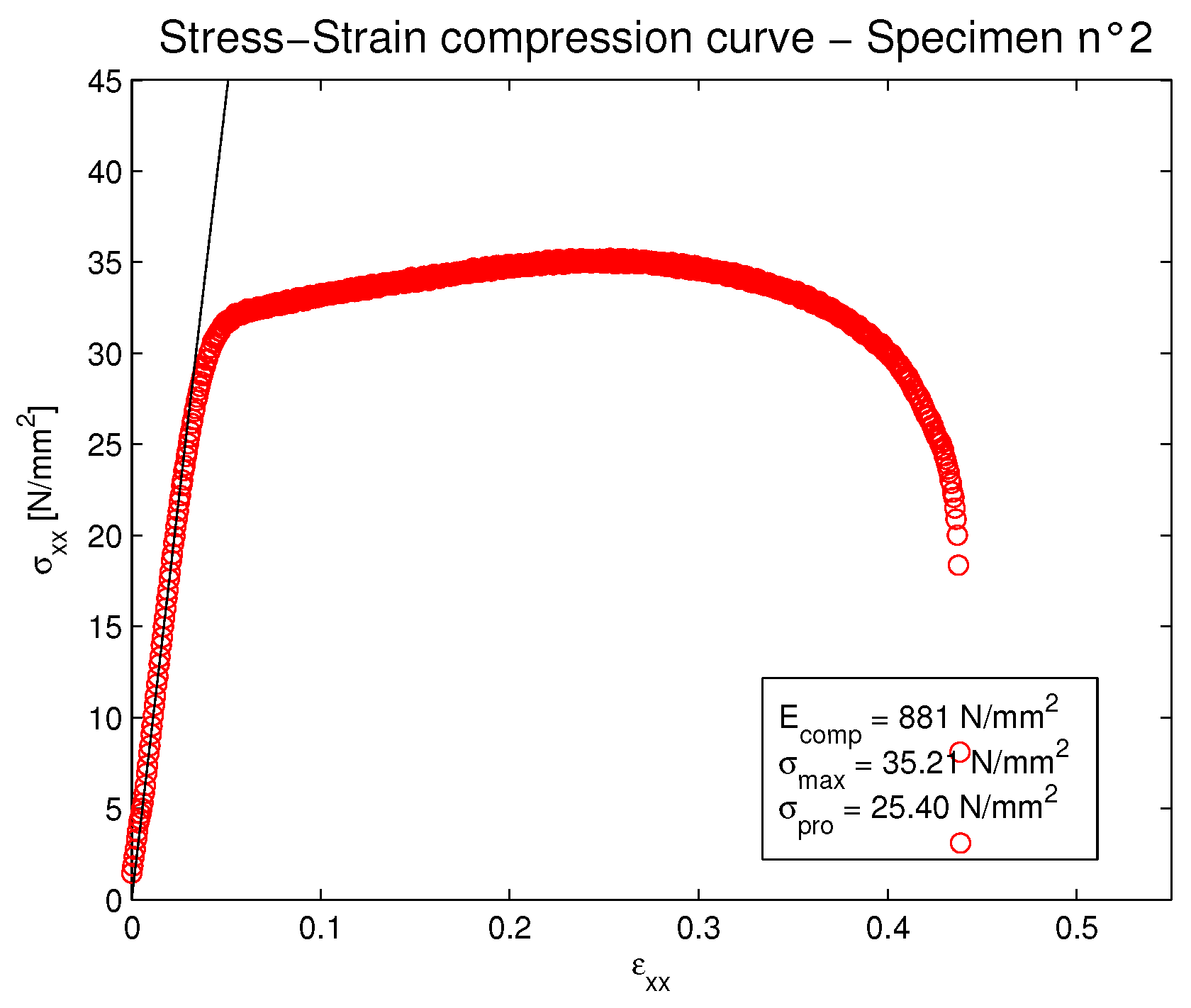
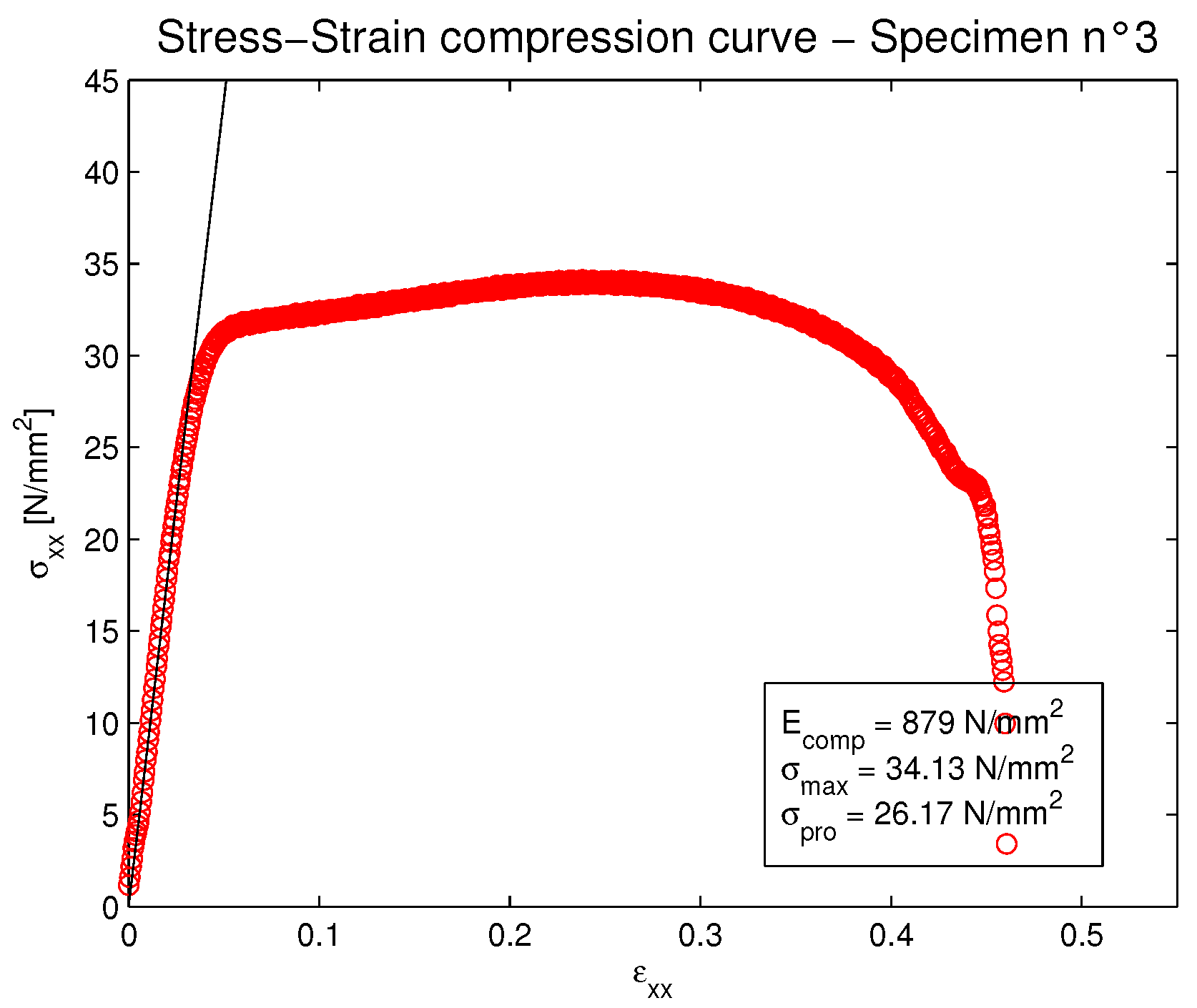
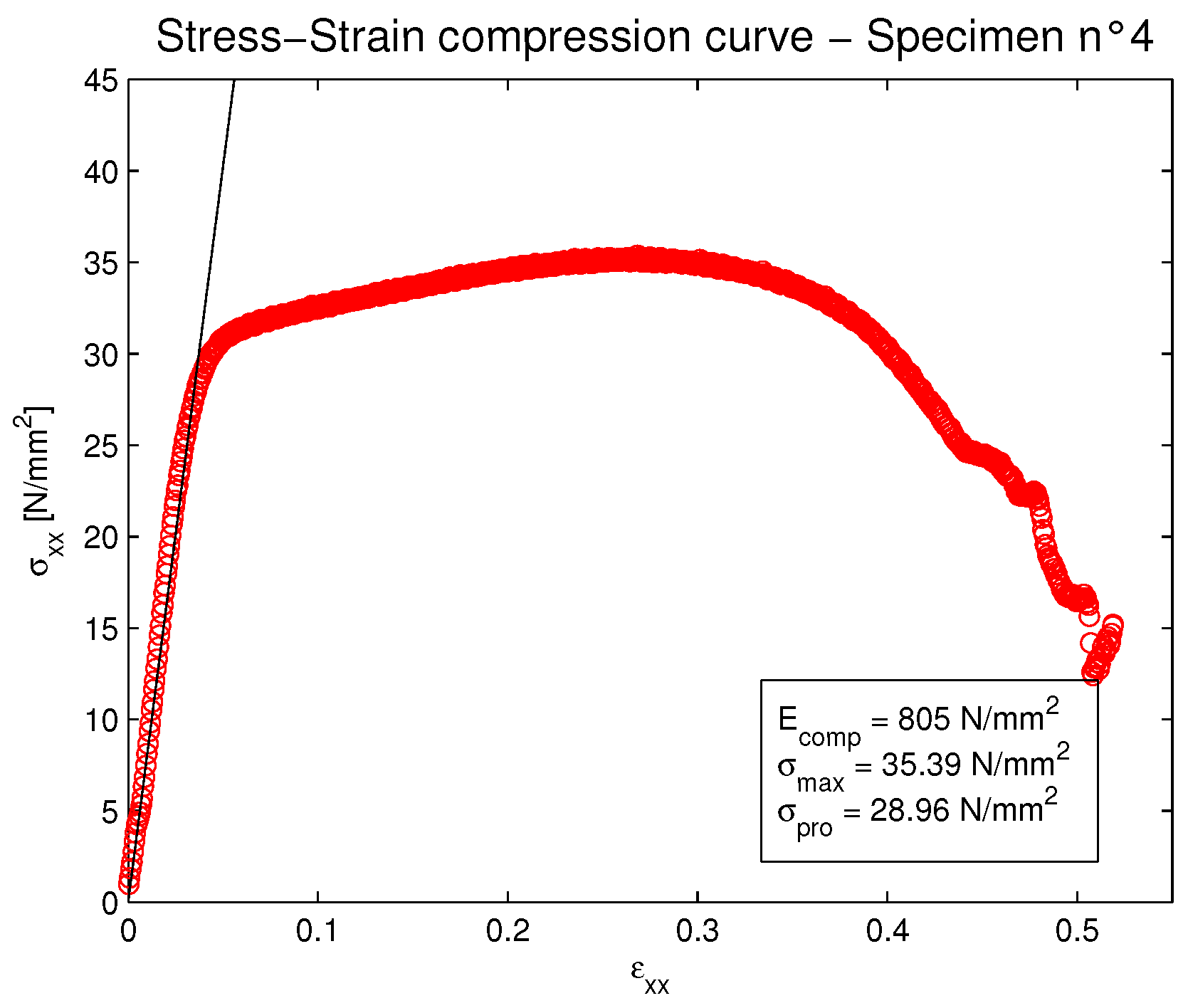
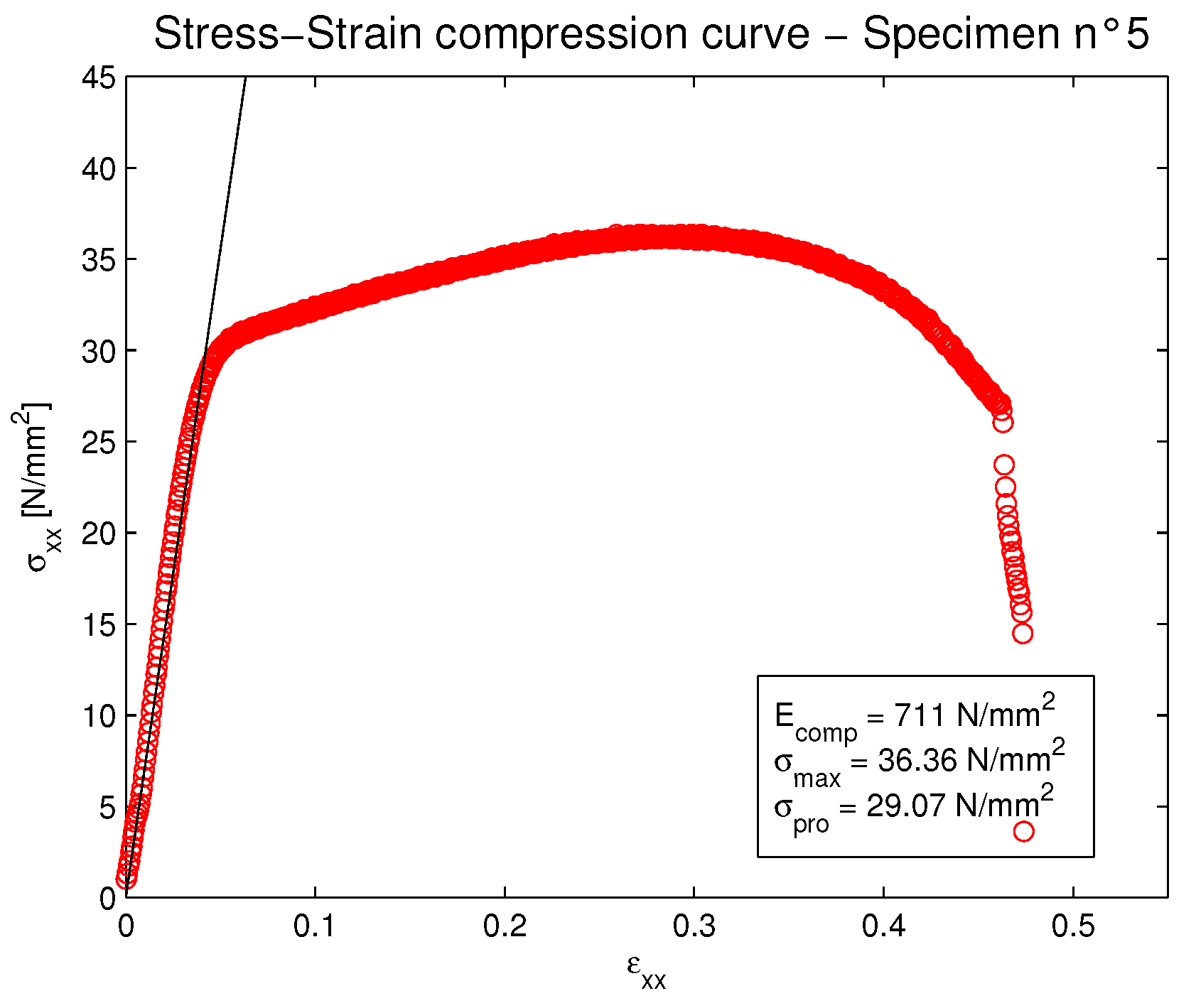
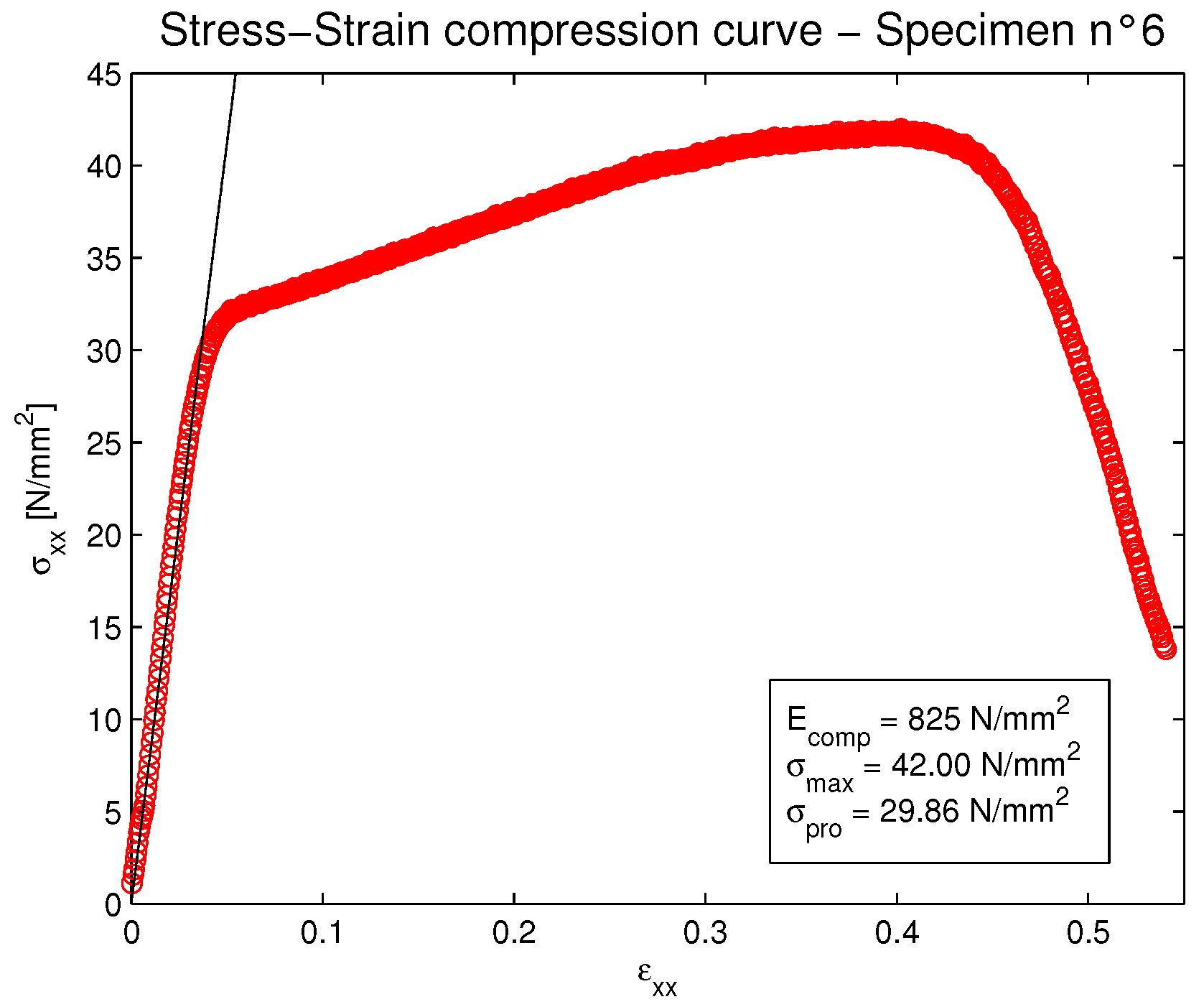
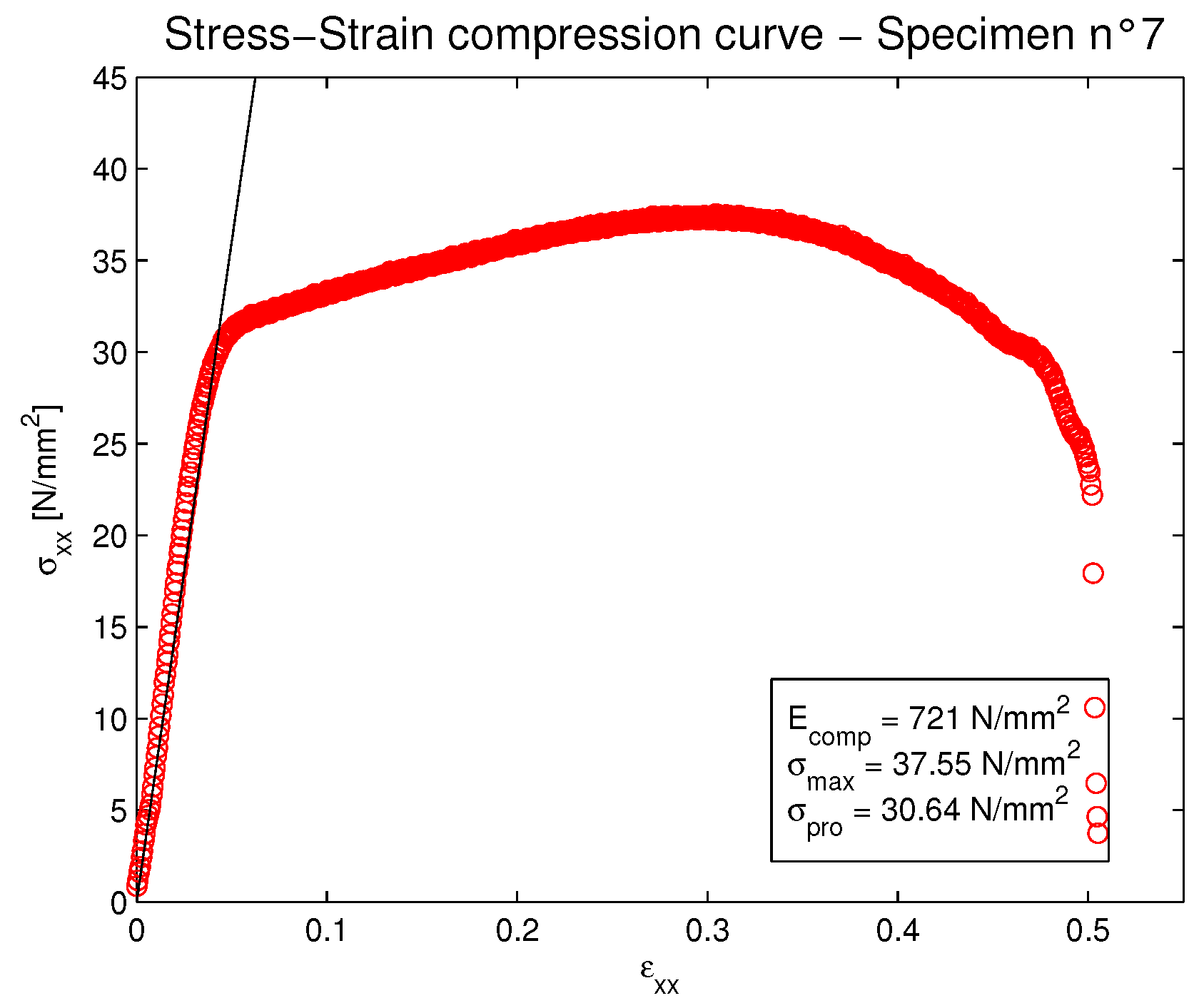
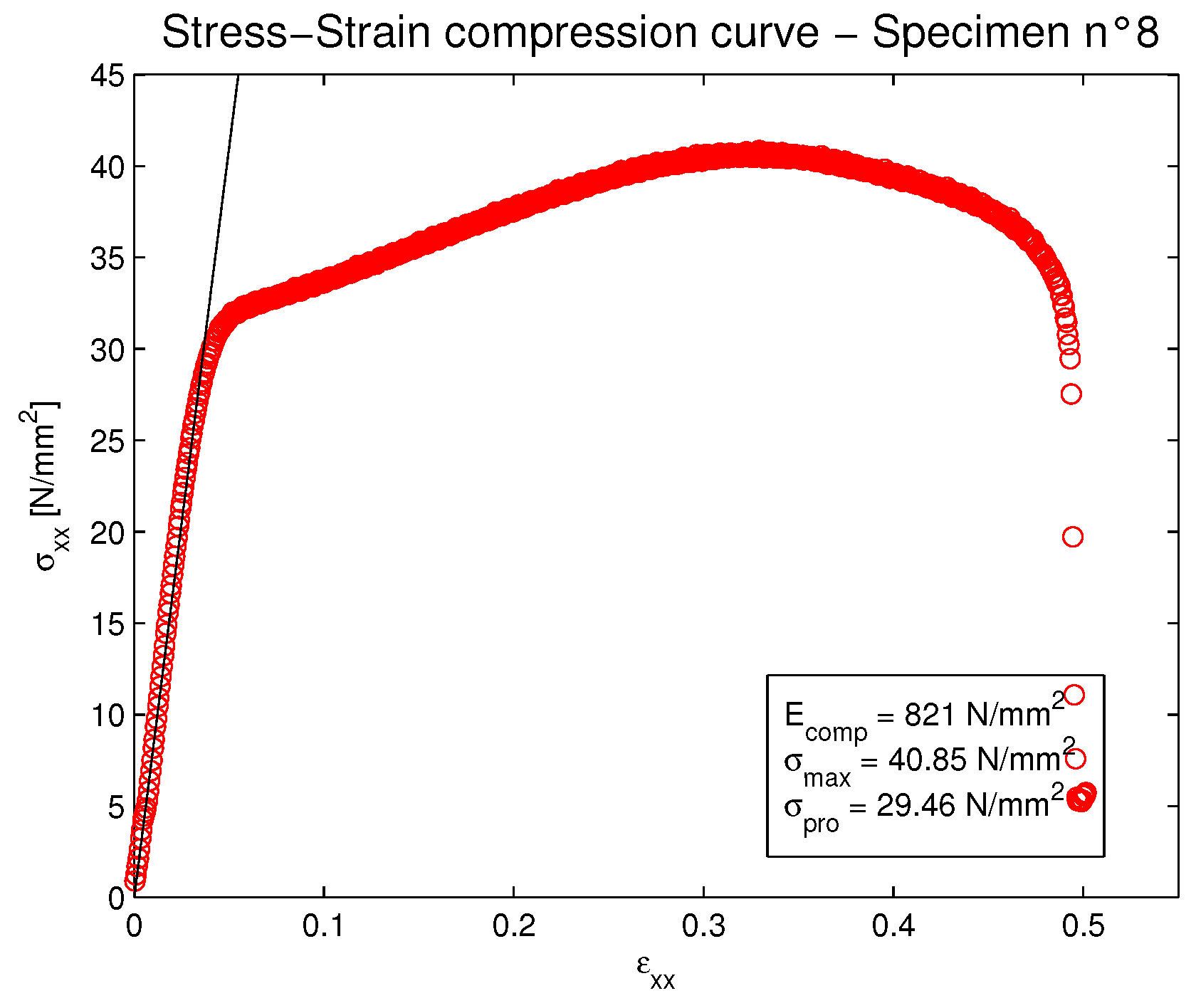
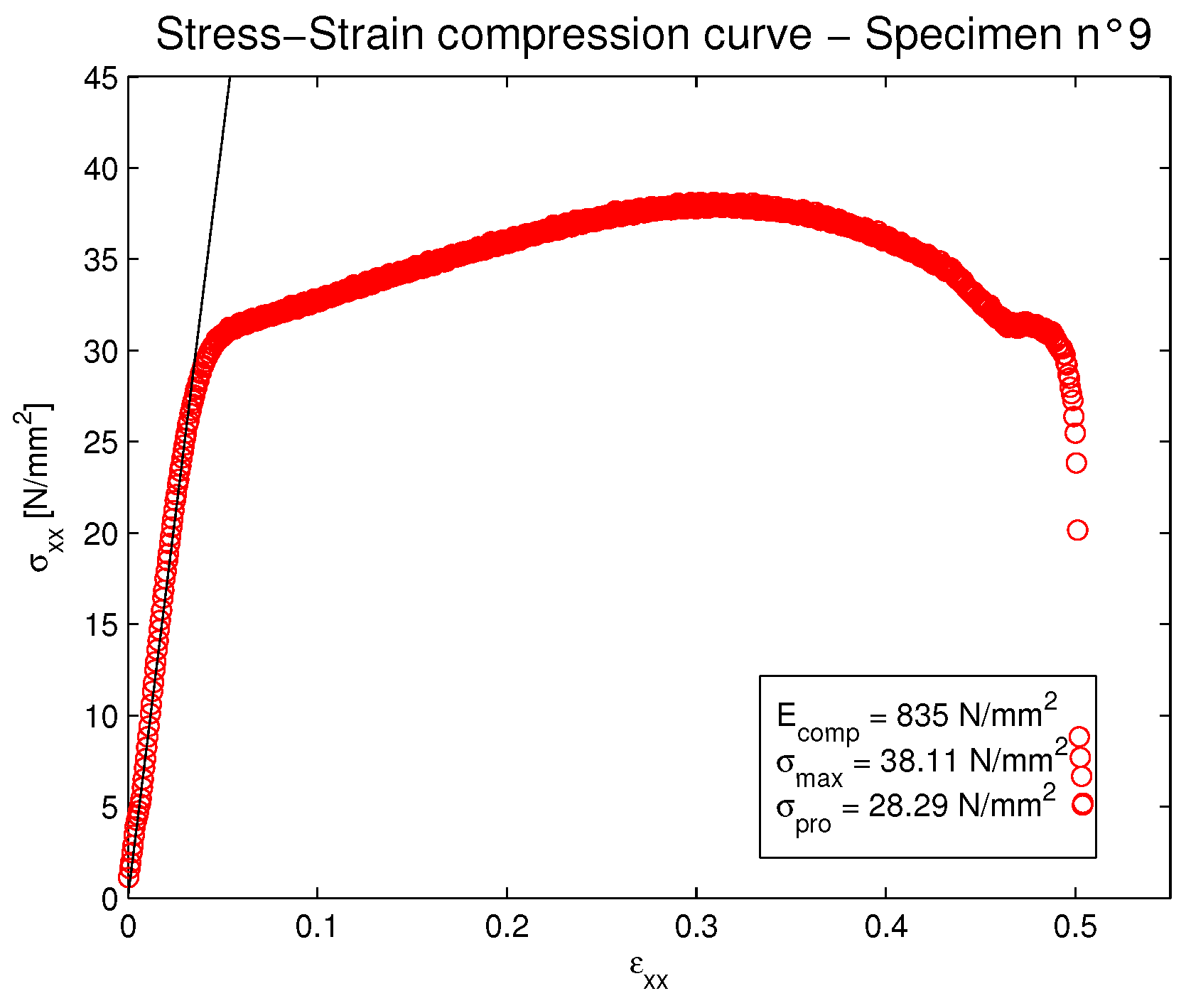
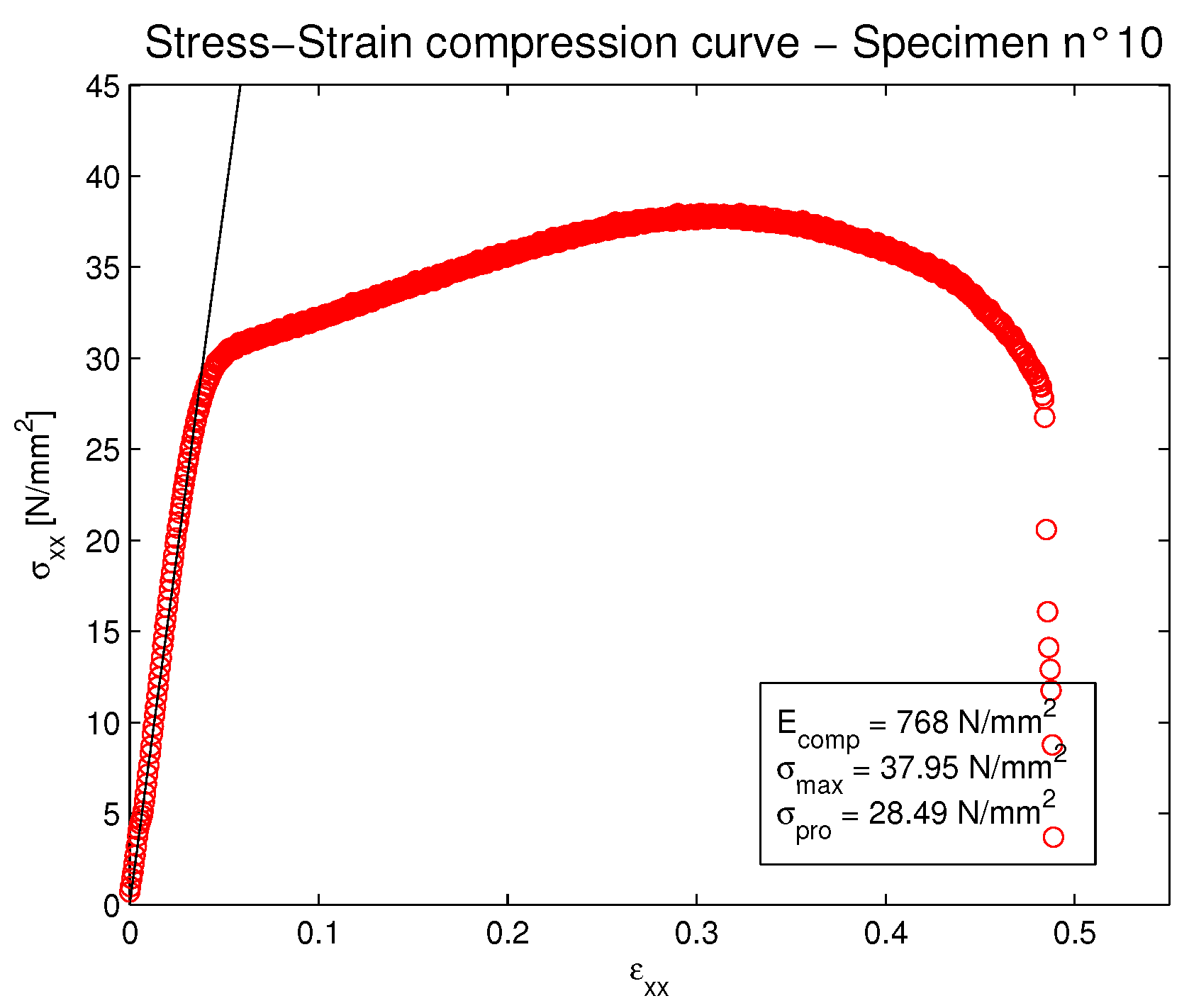
3.1. Post Processing According to ASTM 695
- Compressive modulus of elasticity: The coefficients of the linear regressions based on point-by-point increasing ranges of values were averaged. This procedure had as the starting point the one next to the graph change of slope and as the ending point the one at which the new regression coefficient differed by more than 5% from the averaged one.
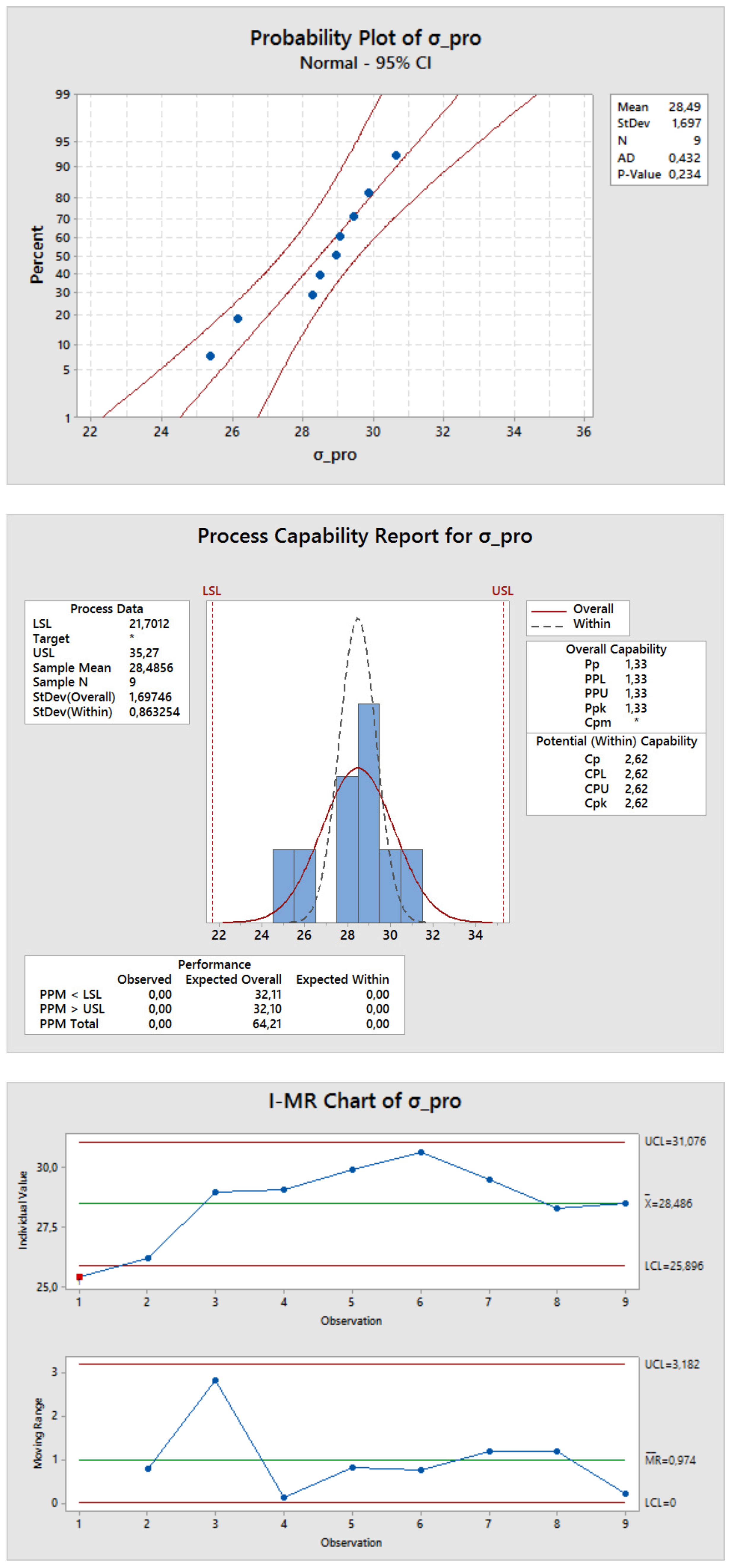
- Compressive proportional limit: From the previously found modulus of elasticity, it was possible to identify the stress value, which differed by more than 5% from the expected value; this was conventionally identified as the proportional limit
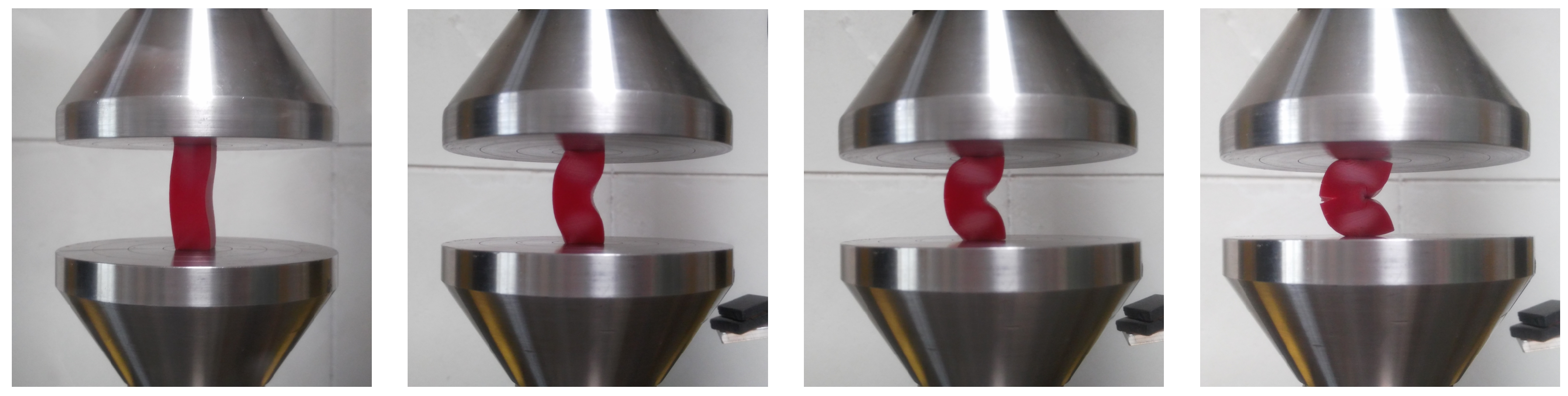
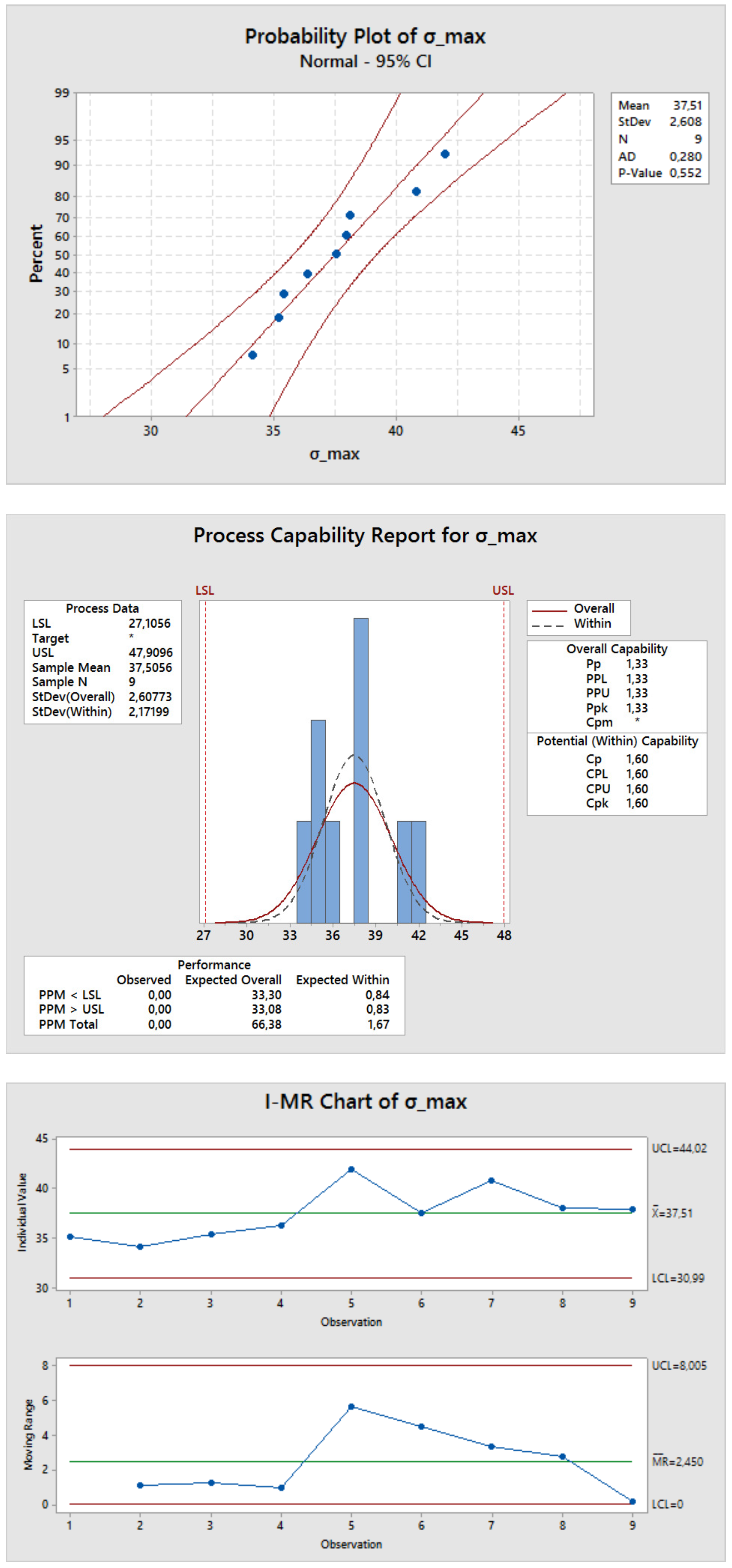
- Maximum compressive stress: It was calculated by dividing the maximum load by the minimum cross-sectional area value. However, as all of the specimens suffered buckling, it is not advisable to take account of these values as compressive strength, and it will be necessary to repeat the test with more stubby specimens in accordance with the standard. The results are reported in any case to be thorough.
3.2. Compression Critical Load
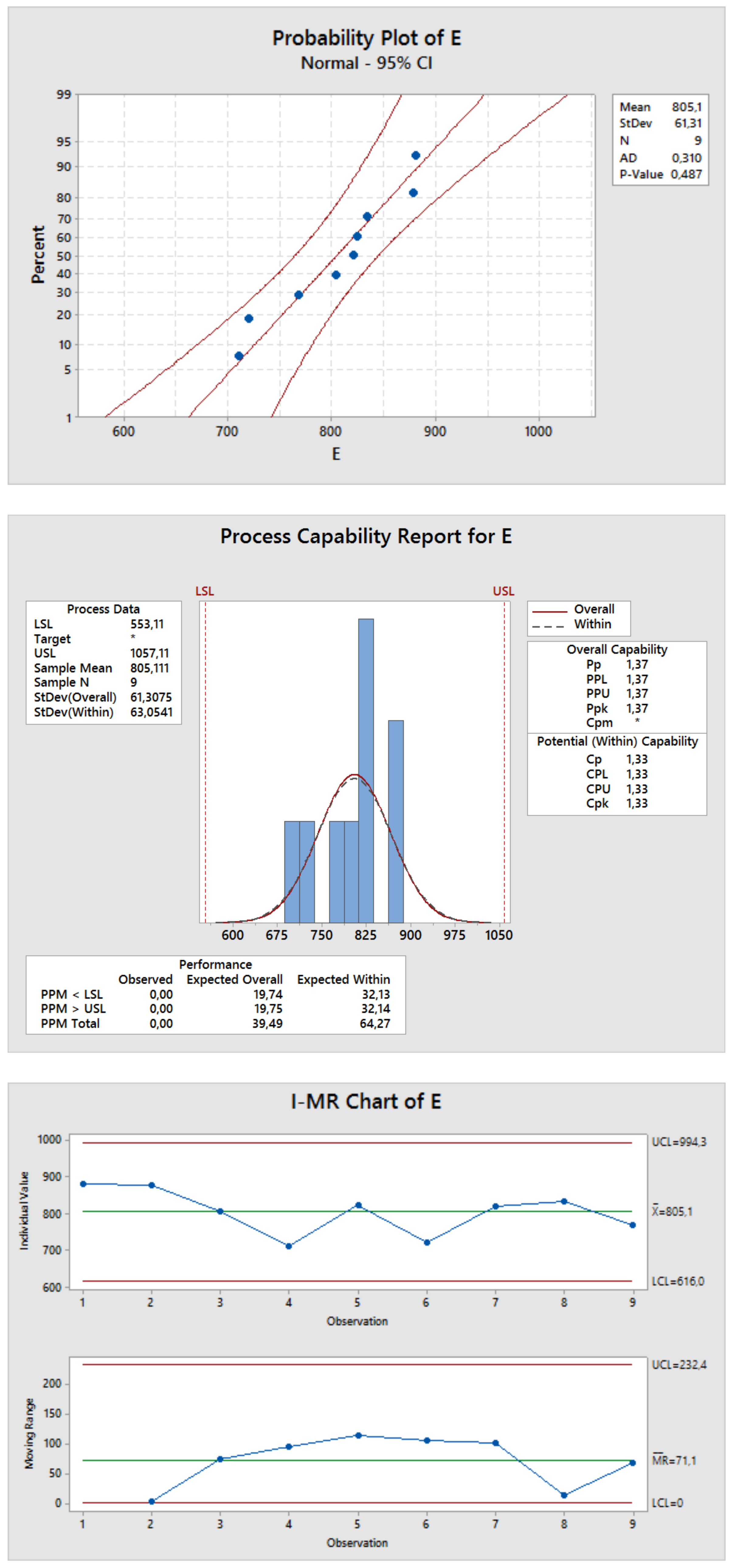
3.3. Statistical Analysis
4. Results
4.1. Capability Analysis for Mechanical Properties
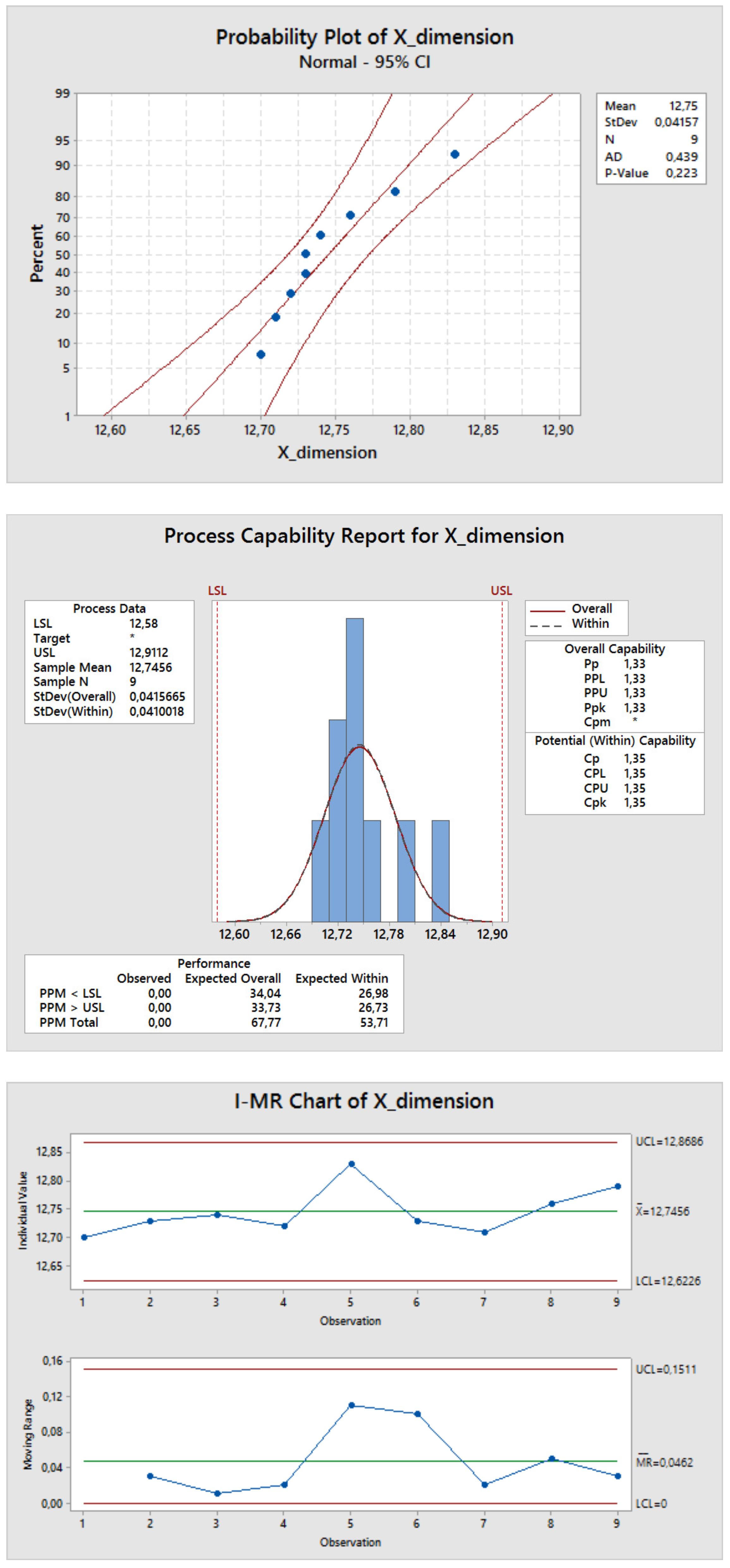
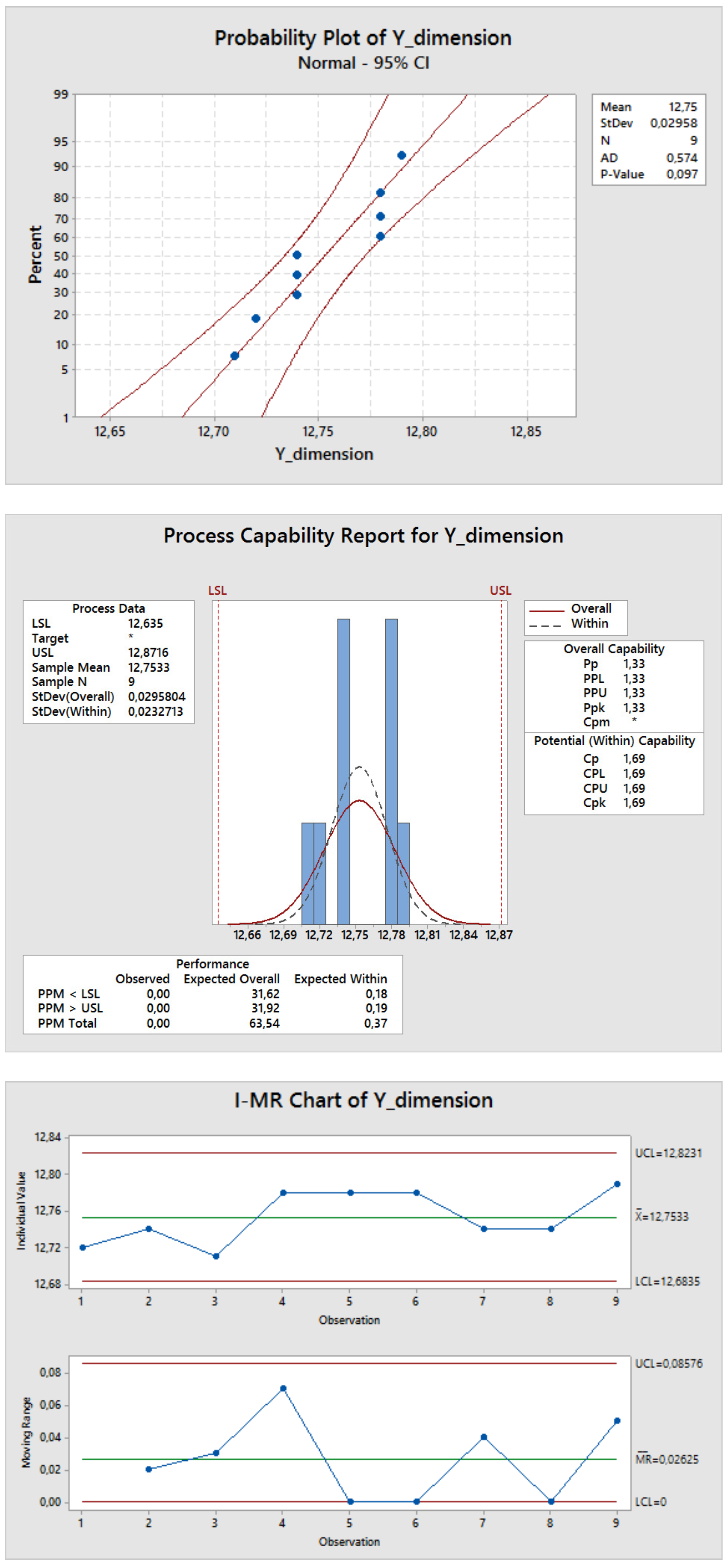
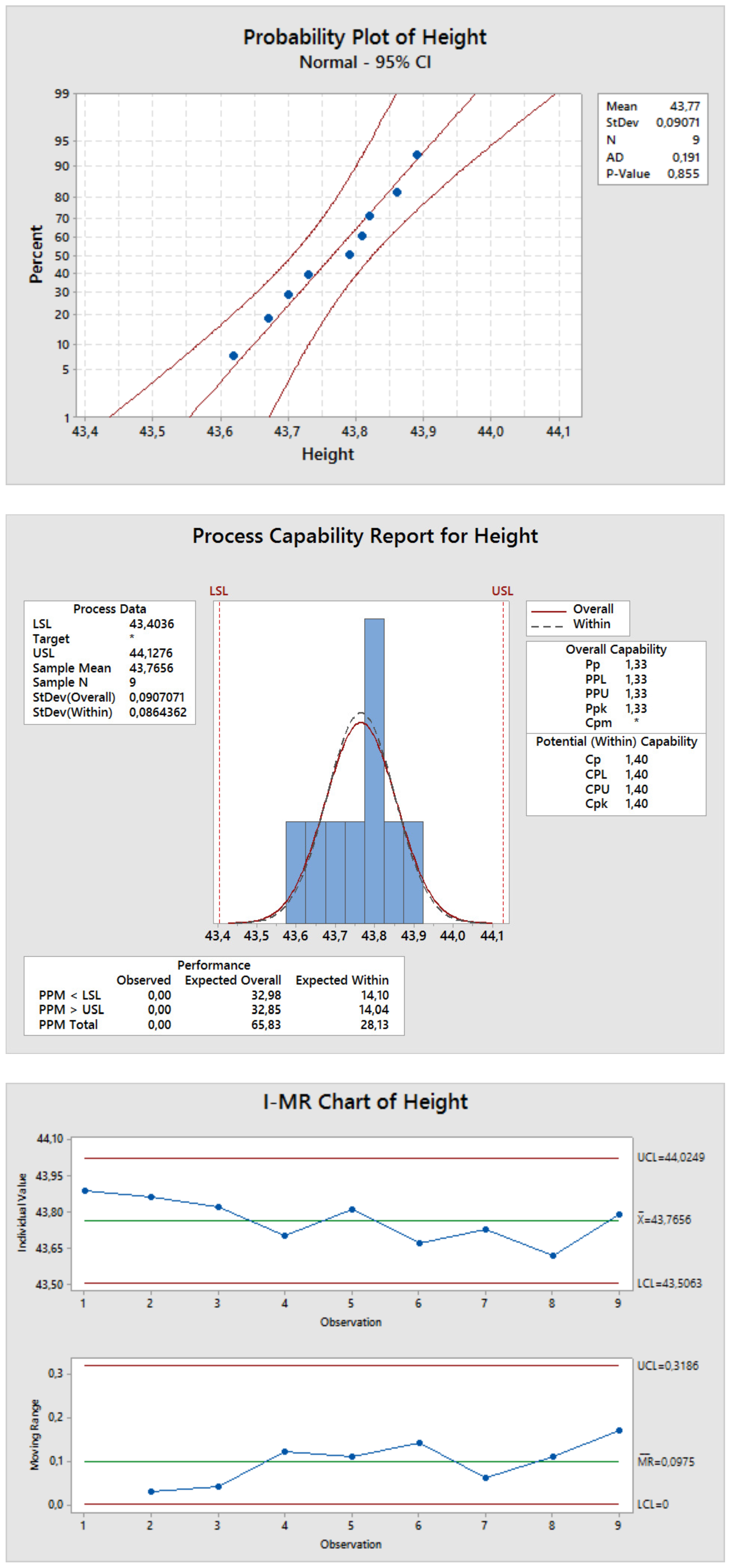
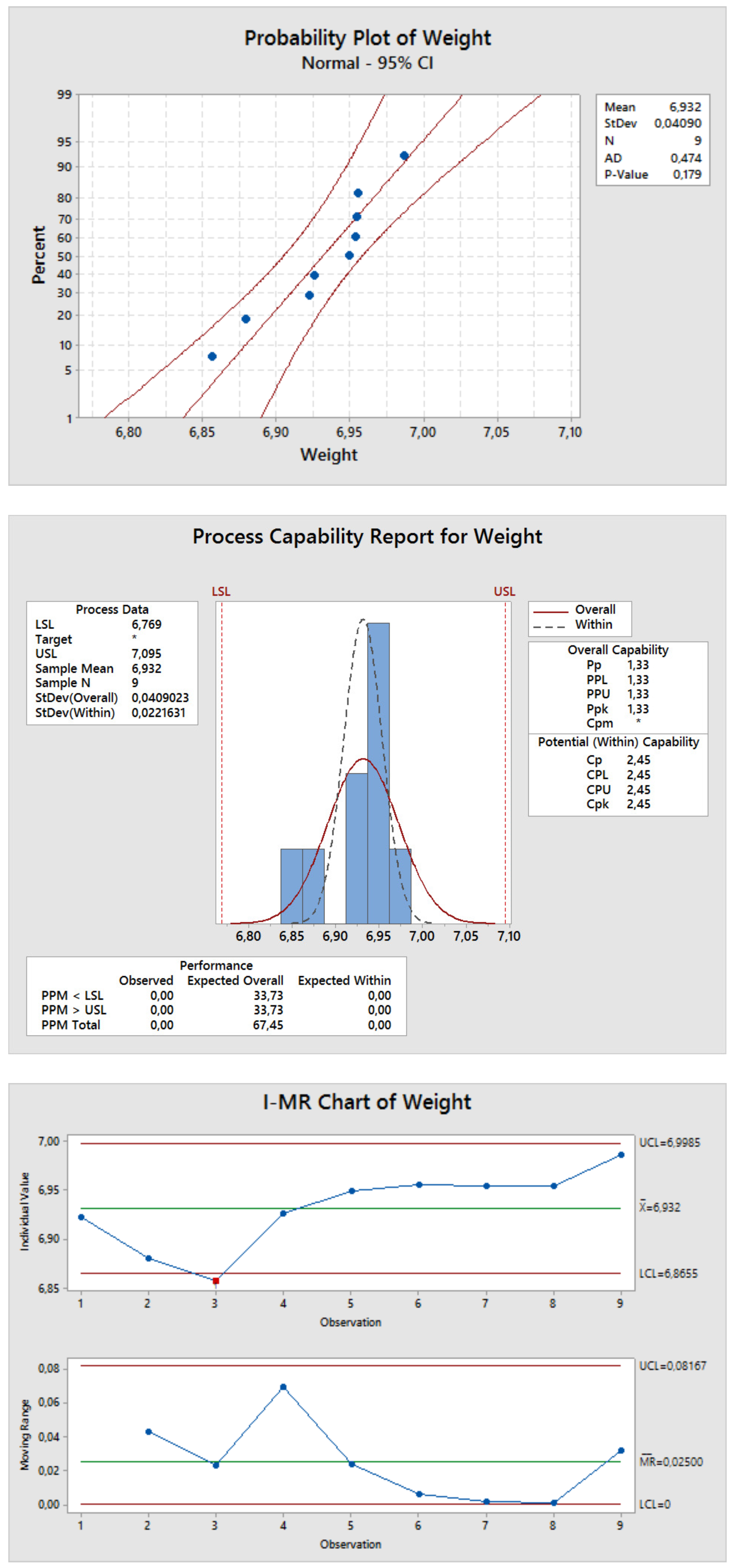
4.2. Capability Analysis for Dimensional Characteristics
5. Conclusions and Further Developments
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Wright, D. Drones: Regulatory challenges to an incipient industry. Comput. Law Secur. Rev. 2014, 30, 226–229. [Google Scholar] [CrossRef]
- Clarke, R.; Moses, L.B. The regulation of civilian drones’ impacts on public safety. Comput. Law Secur. Rev. 2014, 30, 263–285. [Google Scholar] [CrossRef]
- Clarke, R. The regulation of civilian drones’ impacts on behavioural privacy. Comput. Law Secur. Rev. 2014, 30, 286–305. [Google Scholar] [CrossRef]
- ENAC Regulation, Remotely Piloted Aerial Vehicles. Available online: https://www.enac.gov.it/repository/ContentManagement/information/N122671512/Reg_APR_Ed202_2.pdf (accessed on 26 July 2015).
- Montgomery, A. The Drone Economy Moves Beyond Science Fiction. Available online: https://www.forbes.com/sites/mikemontgomery/2015/11/05/the-drone-economy-moves-beyond-science-fiction/#3828b9022aa3 (accessed on 4 May 2017).
- Brischetto, S.; Ciano, A.; Raviola, A. A Multipurpose Modular Drone with Adjustable Arms. Patent Temporary Number 102015000069620, 5 November 2015. [Google Scholar]
- Ferro, C.G.; Grassi, R.; Seclì, C.; Maggiore, P. Additive Manufacturing Offers New Opportunities in UAV Research. Procedia CIRP 2015, 41, 1004–1010. [Google Scholar] [CrossRef]
- Khajavi, S.H.; Partanen, J.; Holmstro, J. Additive manufacturing in the spare parts supply chain. Comput. Ind. 2014, 65, 50–63. [Google Scholar] [CrossRef]
- Brischetto, S.; Ciano, A.; Ferro, C.G. A multipurpose modular drone with adjustable arms produced via the FDM additive manufacturing process. Curved Layer. Struct. 2016, 3, 202–213. [Google Scholar] [CrossRef]
- Rossi, G.; MORETTI, S.; CASAGLI, N. An Improved Drone Structure. Patent WO2015036907A1, 19 March 2015. [Google Scholar]
- Choe, J.P. The Rotor Arm Device of Multi-Rotor Type Drone. Patent KR101456035B1, 4 November 2014. [Google Scholar]
- Guilhot-Gaudeffroy, M. Gyroptere a Securite Renforcee. Patent WO2004113166A1, 29 December 2014. [Google Scholar]
- Desaulniers, J.-M. Amphibious Gyropendular Drone for Use in e.g., Defense Application, has Safety Device Arranged in Periphery of Propulsion Device for Assuring Floatability of Drone, and Upper Propulsion Device for Maintaining Drone in Air During Levitation. Patent FR2937306A1, 23 April 2010. [Google Scholar]
- Krache, R.; Debbah, I. Some mechanical and thermal properties of PC/ABS blends. Mater. Sci. Appl. 2011, 2, 404–410. [Google Scholar] [CrossRef]
- Nunez, P.J.; Rivas, A.; Garcia-Plaza, E.; Beamud, E.; Sanz-Lobera, A. Dimensional and surface texture characterization in fused deposition modelling (FDM) with ABS plus. Procedia Eng. 2015, 132, 856–863. [Google Scholar] [CrossRef]
- Ferro, C.G.; Brischetto, S.; Torre, R.; Maggiore, P. Characterisation of ABS specimens produced via the 3D printing technology for drone structural components. Curved Layer. Struct. 2016, 3, 172–188. [Google Scholar]
- Brischetto, S.; Ferro, C.G.; Torre, R.; Maggiore, P. Tensile and compression characterization of 3D printed ABS specimens for UAV applications. In Proceedings of the 3rd International Conference on Mechanical Properties of Materials (ICMPM 2016), Venice, Italy, 14–17 December 2016. [Google Scholar]
- Bellini, A.; Guceri, S. Mechanical characterization of parts fabricated using fused deposition modeling. Rapid Prototyp. J. 2003, 9, 252–264. [Google Scholar] [CrossRef]
- Anitha, R.; Arunachalam, S.; Radhakrishnan, P. Critical parameters influencing the quality of prototypes in fused deposition modelling. J. Mater. Process. Technol. 2001, 118, 385–388. [Google Scholar] [CrossRef]
- Weng, Z.; Wang, J.; Senthil, T.; Wu, L. Mechanical and thermal properties of ABS/montmorillonite nanocomposites for fused deposition modeling 3D printing. Mater. Des. 2016, 102, 276–283. [Google Scholar] [CrossRef]
- Torrado, A.R.; Shemelya, C.M.; English, J.D.; Lin, Y.; Wicker, R.B.; Roberson, D.A. Characterizing the effect of additives to ABS on the mechanical property anisotropy of specimens fabricated by material extrusion 3D printing. Addit. Manuf. 2015, 6, 16–29. [Google Scholar] [CrossRef]
- Faes, M.; Ferraris, E.; Moens, D. Influence of inter-layer cooling time on the quasi-static properties of ABS components produced via fused deposition modelling. Procedia CIRP 2016, 42, 748–753. [Google Scholar] [CrossRef]
- ASTM D695-02. Standard Test Method for Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, PA, 2002. Available online: www.astm.org (accessed on 4 May 2017).
- Ahn, S.-H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef]
- Sharebot srl. Sharebot Next Generation User Manual. 2015. Available online: https://www.sharebot.it/downloads/NG/Manuale_NG.pdf (accessed on 4 May 2017).
- Burg Wachter PRECISE PS 7215 Digital Caliper User Manual. Available online: https://www.burg.biz/.../BUW-0621-15-PRECISE-Web-EN.pdf (accessed on 30 September 2016).
- QTest 10, Artisan Technology Group. Available online: https://www.artisantg.com/info/PDF__4D54535F51746573745F446174617368656574.pdf (accessed on 27 April 2016).
- Kuhn, H.; Medlin, D. Mechanical Testing and Evaluation. 2000. Available online: http://app.knovel.com/hotlink/toc/id:kpASMHVMT2/asm-handbook-volume-08/asm-handbook-volume-08 (accessed on 4 May 2017).
- Altenaiji, M.; Schleyer, G.K.; Zhao, Y.Y. Characterisation of Aluminium Matrix Syntactic Foams Under Static and Dynamic Loading. In Composites and Their Properties; Hu, N., Ed.; InTech: Rijeka, Croatia, 2012; ISBN 978-953-51-0711-8. [Google Scholar]
- Schmid, S.R.; Hamrock, B.J.; Jacobson, B.O. Fundamentals of Machine Elements, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Anderson, T.W.; Darling, D.A. Asymptotic theory of certain “Goodness of Fit” criteria based on stochastic processes. Ann. Math. Stat. 1952, 23, 193–212. [Google Scholar] [CrossRef]
- Anderson, T.W.; Darling, D.A. A test of goodness of fit. J. Am. Stat. Assoc. 1954, 49, 765–769. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| X dimension (mm) | ||||||||||||
| Y dimension (mm) | ||||||||||||
| Length (mm) | ||||||||||||
| Weight (g) |
| Specimen | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| E (MPa) | 881 | 879 | 805 | 711 | 825 | 721 | 821 | 835 | 768 | ||
| (MPa) | |||||||||||
| (MPa) |
| Goodness of Fit Test | Compression Modulus | |||||
|---|---|---|---|---|---|---|
| Normal | ||||||
| Box–Cox transformation | ||||||
| Lognormal | ||||||
| 3-Parameter lognormal | − | − | − | |||
| 2-Parameter Exponential | >0.250 | |||||
| Weibull | >0.250 | >0.250 | >0.250 | |||
| N3-parameter Weibull | >0.500 | >0.500 | ||||
| Smallest extreme value | >0.250 | >0.250 | ||||
| Largest extreme value | >0.250 | |||||
| Gamma | >0.250 | >0.250 | ||||
| Logistic | >0.250 | >0.250 | >0.250 | |||
| Loglogistic | >0.250 | >0.250 | ||||
| 3-Parameter Loglogistic | − | − | − | |||
| Goodness of Fit Test | Width: X Dimension | Thickness: Y Dimension | Length | Weight | ||||
|---|---|---|---|---|---|---|---|---|
| Normal | ||||||||
| Box–Cox transformation | ||||||||
| Lognormal | ||||||||
| 3-Parameter lognormal | − | − | − | − | ||||
| Exponential | − | − | − | − | <0.003 | <0.003 | ||
| 2-Parameter exponential | >0.250 | |||||||
| Weibull | >0.250 | >0.250 | ||||||
| 3-Parameter Weibull | >0.500 | >0.500 | ||||||
| Smallest extreme value | >0.250 | >0.250 | ||||||
| Largest extreme value | >0.250 | >0.250 | ||||||
| Gamma | >0.250 | >0.250 | ||||||
| 3-Parameter gamma | − | − | − | − | − | − | ||
| Logistic | >0.250 | >0.250 | ||||||
| Loglogistic | >0.250 | >0.250 | ||||||
| 3-Parameter loglogistic | − | − | − | − | ||||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brischetto, S.; Ferro, C.G.; Maggiore, P.; Torre, R. Compression Tests of ABS Specimens for UAV Components Produced via the FDM Technique. Technologies 2017, 5, 20. https://doi.org/10.3390/technologies5020020
Brischetto S, Ferro CG, Maggiore P, Torre R. Compression Tests of ABS Specimens for UAV Components Produced via the FDM Technique. Technologies. 2017; 5(2):20. https://doi.org/10.3390/technologies5020020
Chicago/Turabian StyleBrischetto, Salvatore, Carlo Giovanni Ferro, Paolo Maggiore, and Roberto Torre. 2017. "Compression Tests of ABS Specimens for UAV Components Produced via the FDM Technique" Technologies 5, no. 2: 20. https://doi.org/10.3390/technologies5020020
APA StyleBrischetto, S., Ferro, C. G., Maggiore, P., & Torre, R. (2017). Compression Tests of ABS Specimens for UAV Components Produced via the FDM Technique. Technologies, 5(2), 20. https://doi.org/10.3390/technologies5020020