
Effect of Heat Treatment on the Microstructure of Mg-4Al-Nd Alloys

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
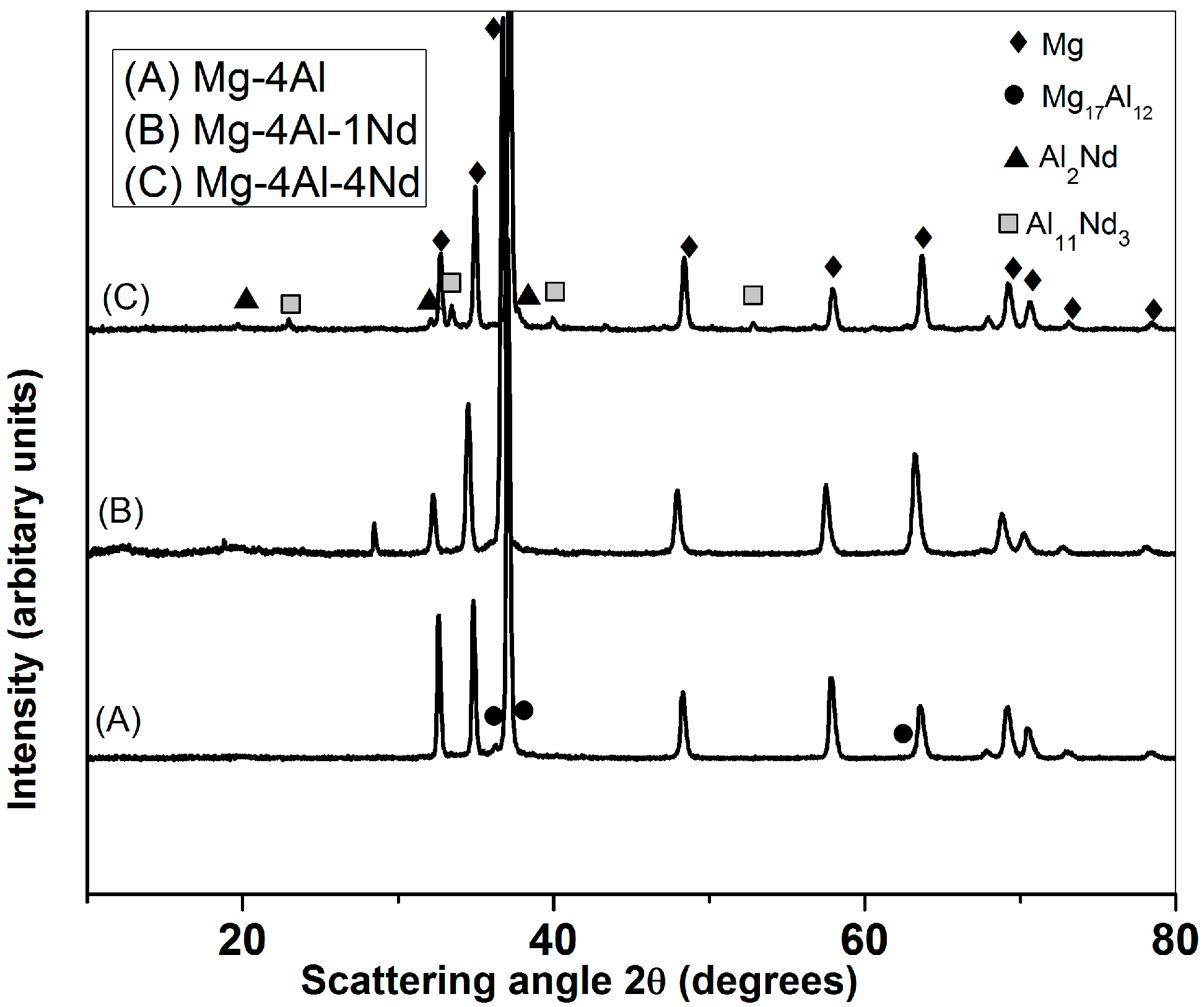
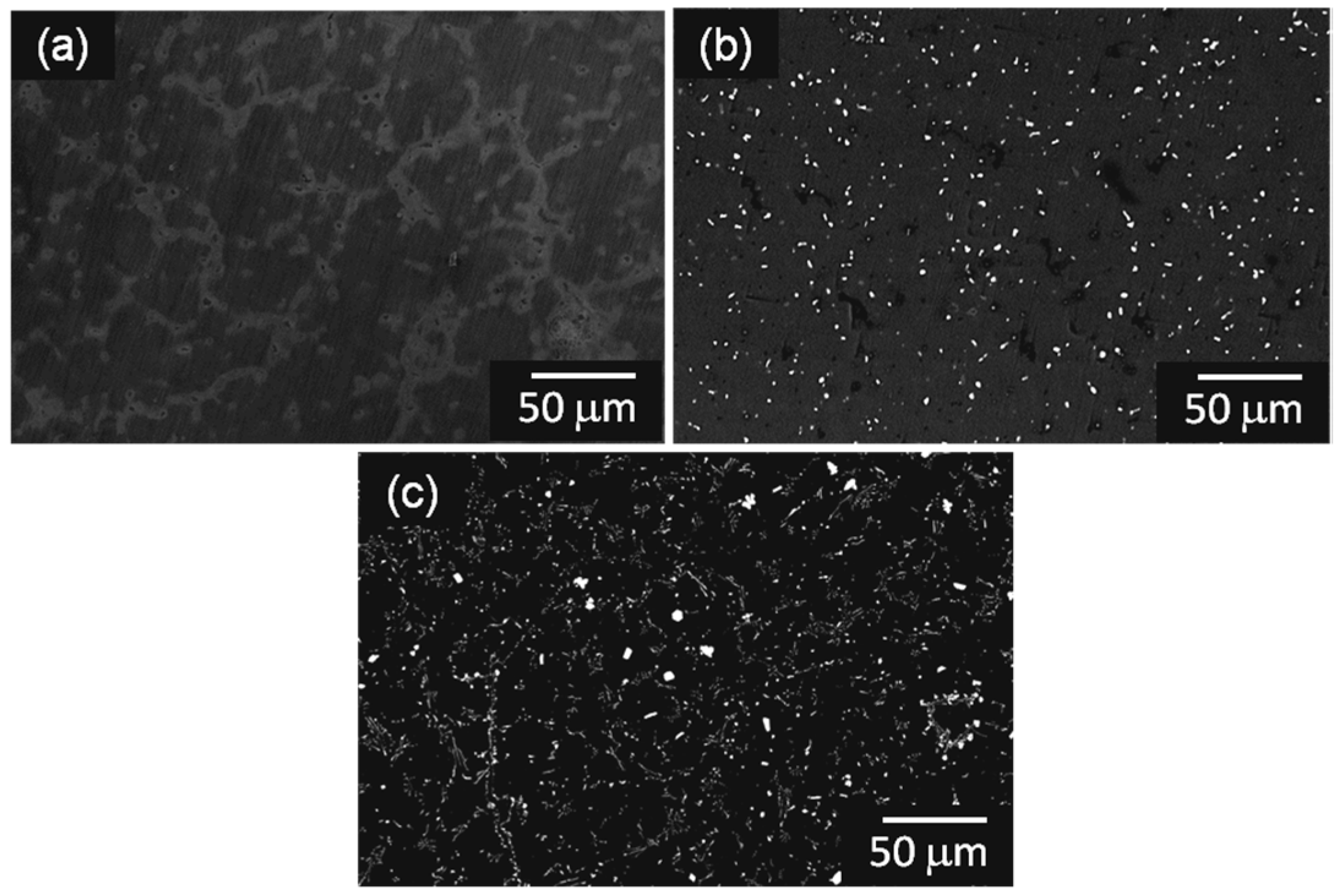
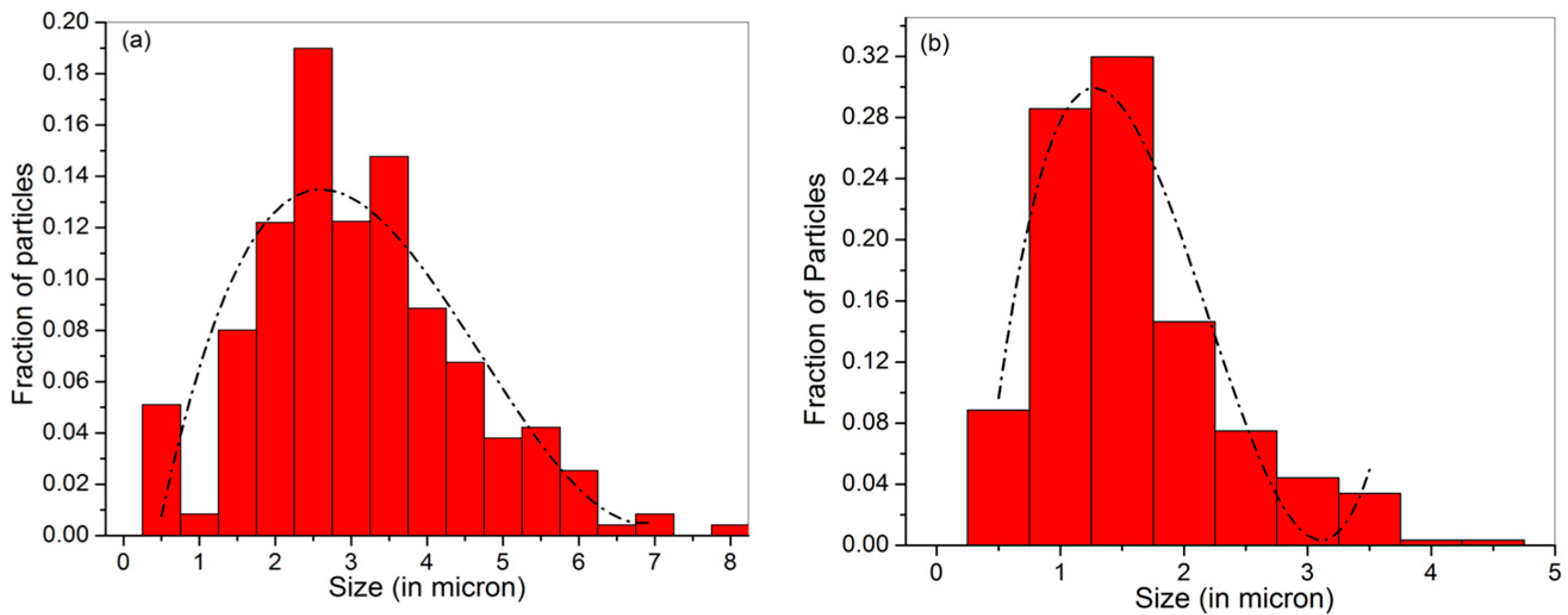
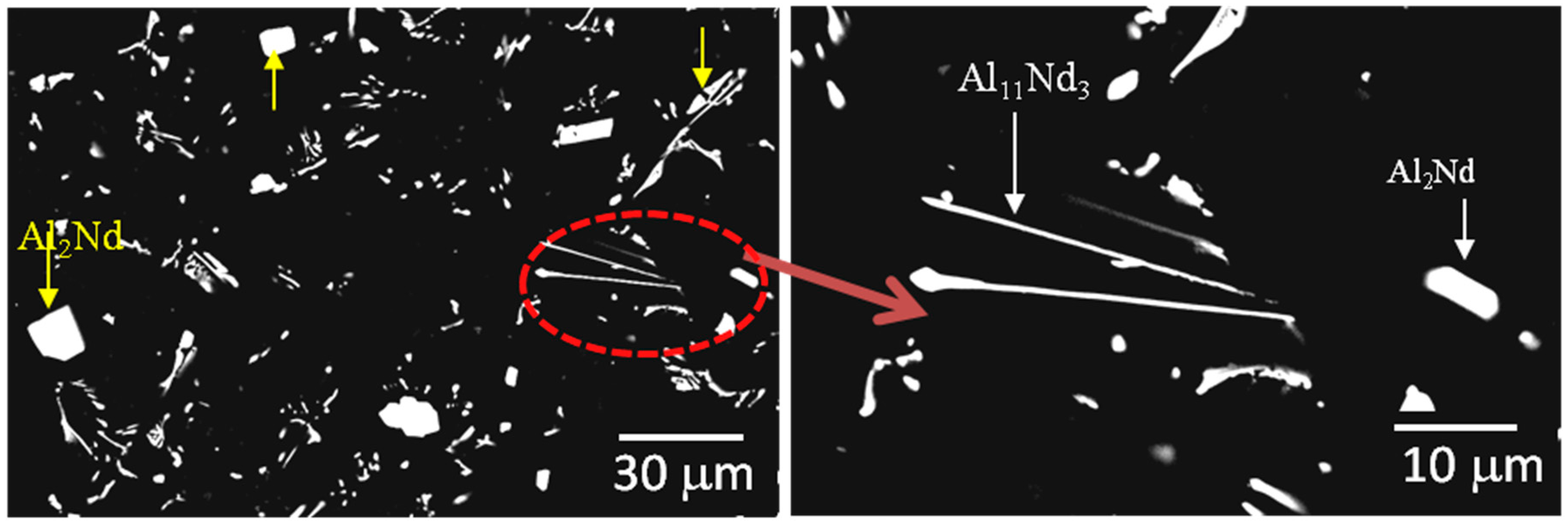
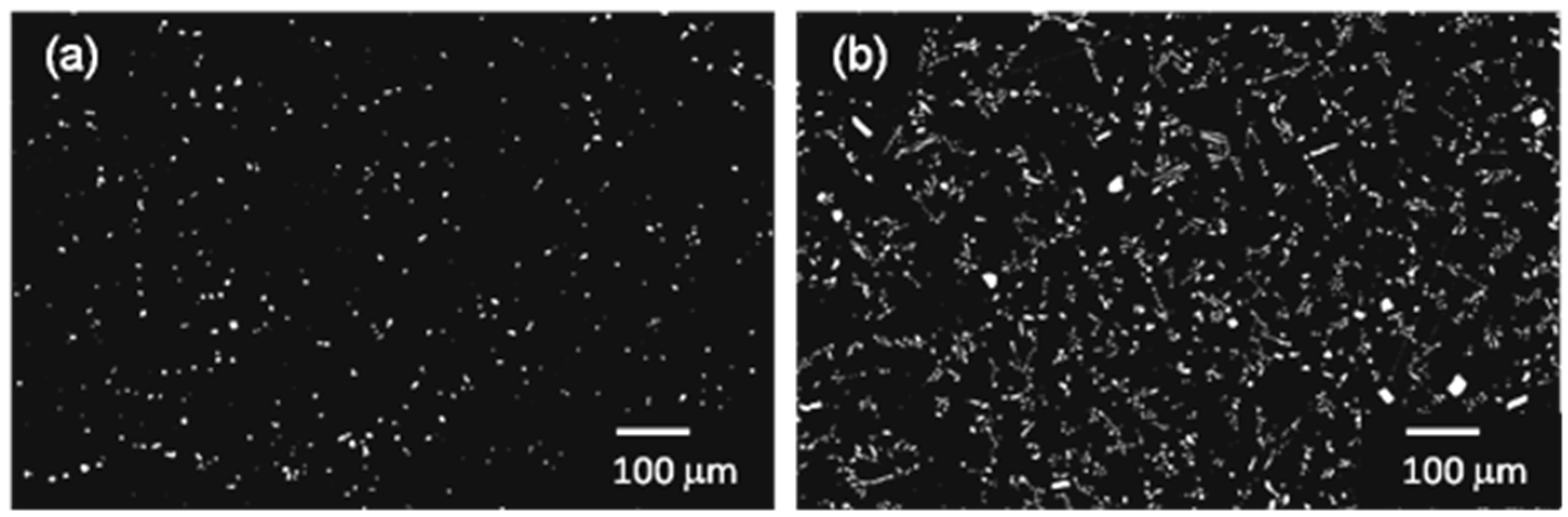
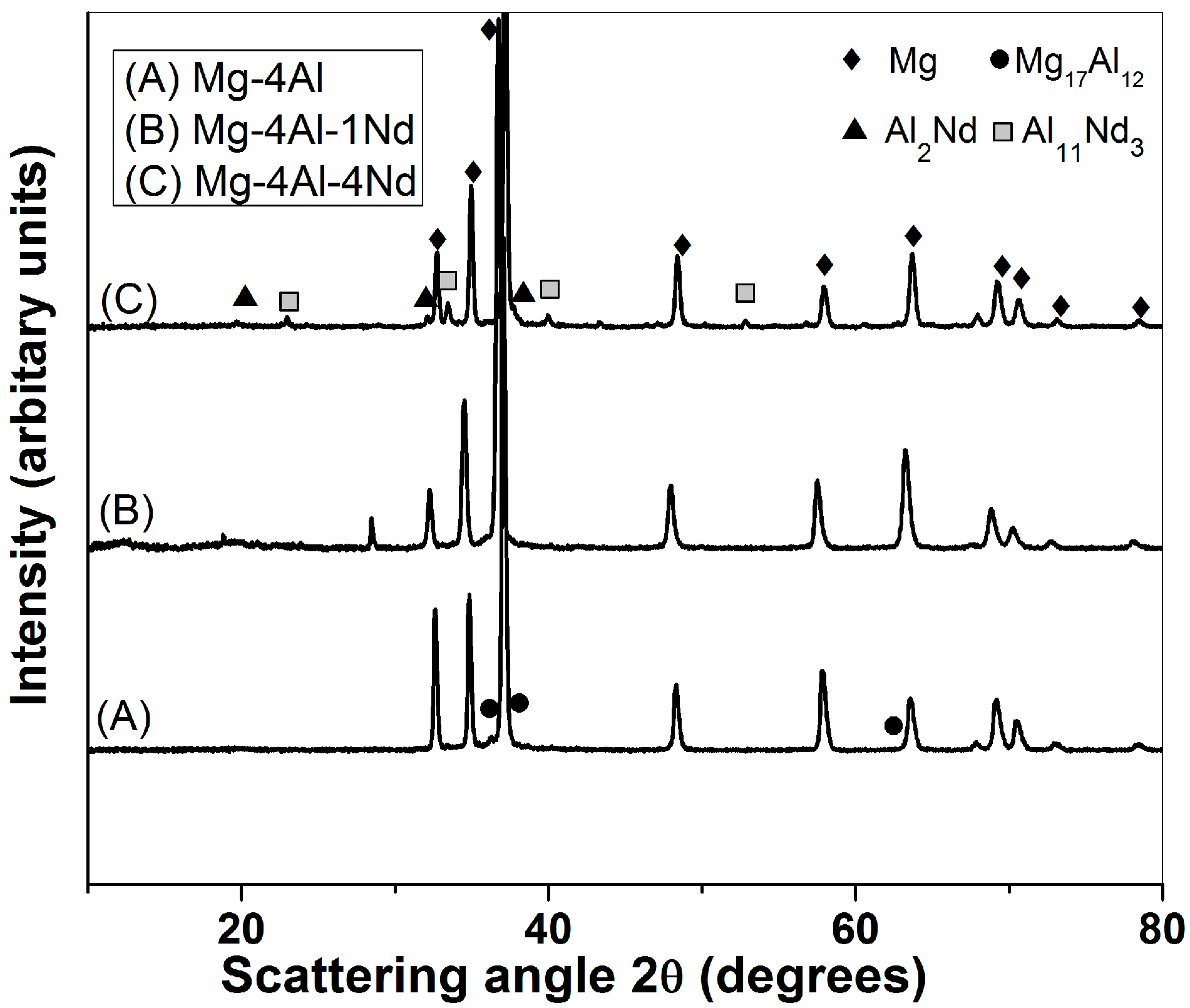
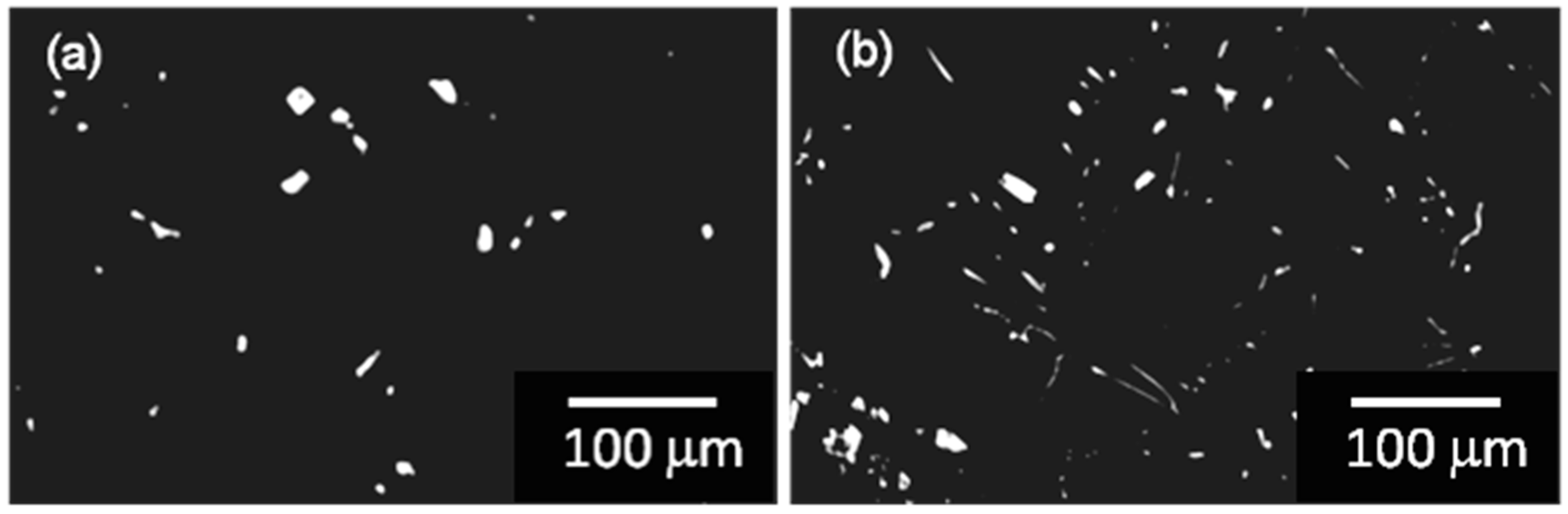
3.1. Phase Analysis and Microstructure
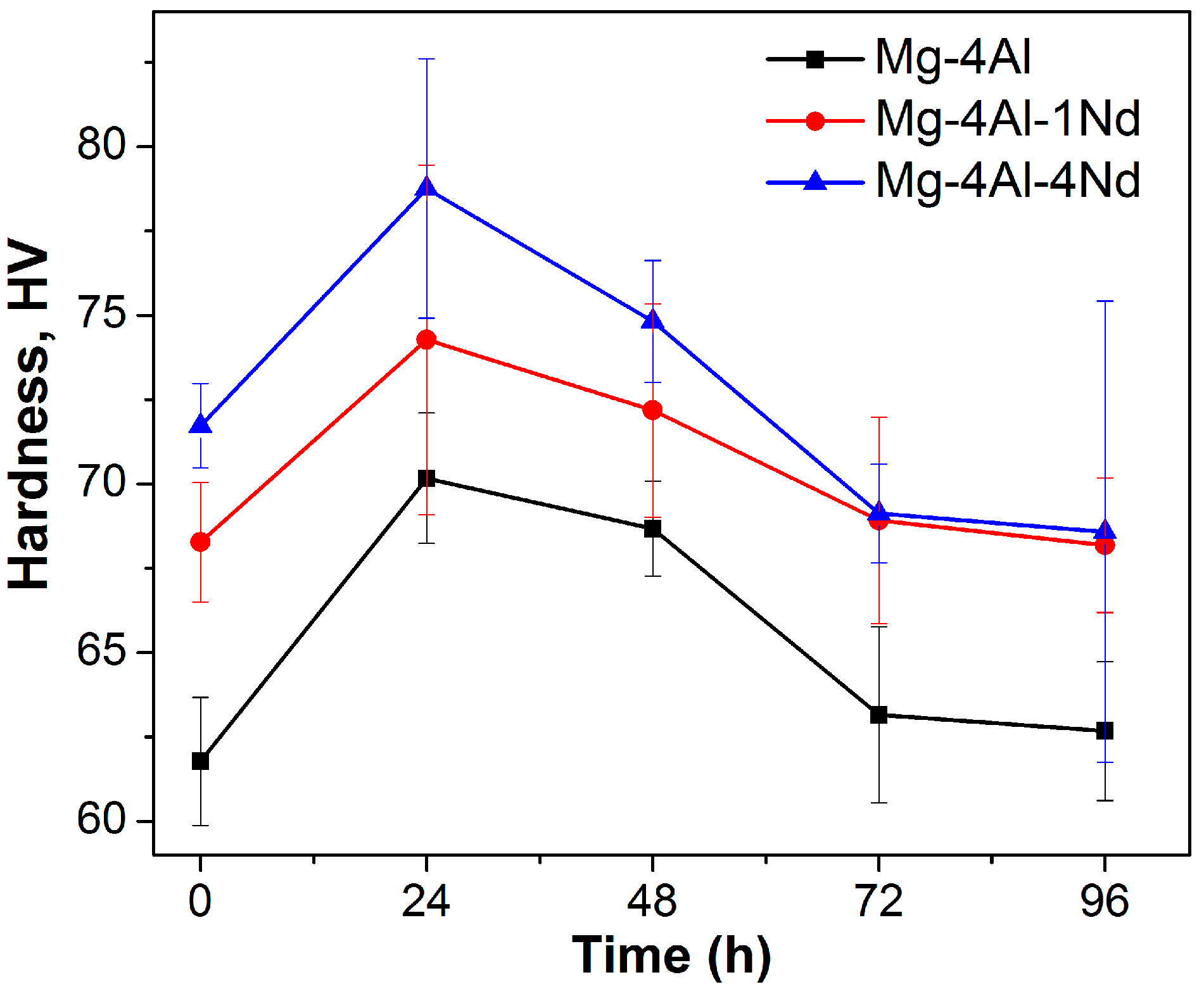
3.2. Hardness
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mordike, B.L.; Ebert, T. Magnesium Properties-applications-potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Bai, J.; Sun, Y.; Xun, S.; Xue, F.; Zhu, T. Microstructure and tensile creep behavior of Mg-4Al based magnesium alloys with alkaline-earth elements Sr and Ca additions. Mater. Sci. Eng. A 2006, 419, 181–188. [Google Scholar] [CrossRef]
- Luo, A.A. Recent magnesium alloy development for elevated temperature applications. Int. Mater. Rev. 2009, 49, 13–130. [Google Scholar] [CrossRef]
- Zhang, P.; Watzinger, B.; Blum, W. Changes in microstructure and deformation resistance during creep of the die-cast Mg-Al-Base Alloy AZ91 hp at intermediate temperatures up to 150 °C. Phys. Status Solidi A 1999, 175, 481–489. [Google Scholar] [CrossRef]
- Moreno, I.P.; Nandy, T.K.; Jones, J.W.; Allison, J.E.; Pollock, T.M. Microstructural stability and creep of rare-earth containing magnesium alloys. Scr. Mater. 2003, 48, 1029–1034. [Google Scholar] [CrossRef]
- Dargush, M.S.; Dunlop, G.L.; Pettersen, K. Transactions of 19th International Die Casting Congress; Higgins, W., Ed.; North American Die Casting Association: Rosemont, IL, USA, 1997; pp. 131–137. [Google Scholar]
- Bai, J.Y.; Sun, S.; Xue, F.; Xue, S.; Qiang, J.; Zhu, T.B. Influence of annealing on microstructures, mechanical and creep properties of Mg-4Al-2Sr alloy. Mater. Sci. Technol. 2006, 22, 1208–1212. [Google Scholar] [CrossRef]
- Jing, B.; Yangshan, S.; Feng, X.; Shan, X.; Jing, Q.; Weijian, T. Effect of extrusion on microstructures, and mechanical and creep properties of Mg-Al-Sr and Mg-Al-Sr-Ca alloys. Scr. Mater. 2006, 55, 1163–1166. [Google Scholar] [CrossRef]
- Rzychoń, T.A.; Kiełbus Cwajna, J. Microstructure stability and creep properties of die-casting Mg-4Al-4RE alloy. Mater. Charact. 2009, 60, 1107–1113. [Google Scholar] [CrossRef]
- Powell, B.R.; Rezhets, V.; Balogh, M.P.; Waldo, R.A. Microstructure and creep behavior in AE42 magnesium die-casting alloy. JOM 2002, 54, 34–38. [Google Scholar] [CrossRef]
- Wang, Y.-X.; Fu, J.-W.; Yang, Y.-S. Effect of Nd addition on microstructures and mechanical properties of AZ80 magnesium alloys. Trans. Nonferr. Met. Soc. China 2012, 22, 1322–1328. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Qiu, X.; Zhang, D.; Tian, Z.; Niu, X.D.; Tang, D.X.; Jian, M. Effect of Nd on the microstructure, mechanical properties and corrosion behavior of die-cast Mg-4Al-based alloy. J. Alloys Compd. 2008, 464, 556–564. [Google Scholar] [CrossRef]
- Zou, H.H.; Zeng, X.Q.; Zhai, C.Q.; Ding, W.J. Effects of Nd on microstructure of ZA52 alloy. Mater. Sci. Eng. A 2005, 392, 229–234. [Google Scholar] [CrossRef]
- Bryla, K.; Dutkiewicz, J.; Faryna, M.T.; Dobatkina, V.; Rokhlin, L.L. The influence of Nd and Ho addition on the microstructure of Mg-7Al alloy. Arch. Mater. Sci. Eng. 2008, 29, 40–44. [Google Scholar]
- Zheng, X.; Wang, L.; Wang, J.; Wu, Y.; Ning, Z.; Sun, J.; Wang, L. Microstructure and mechanical properties of Mg-4Al-4Nd-0.5Zn-0.3Mn alloy. Mater. Sci. Eng. A 2009, 515, 98–101. [Google Scholar] [CrossRef]
- Kiełbus, A.; Adamie, J.; Cwajn, J.; Paśko, J. The influence of heat-treatment on microstructure of GA8 magnesium alloy. J. Achiev. Mater. Manuf. Eng. 2007, 201, 131–134. [Google Scholar]
- Silva, E.P.; Batista, L.F.; Callegari, B.; Buzolin, R.H.; Warchomicka, F.; Requena, G.C.; Brito, P.P.; Pinto, H.C. Solution and aging heat treatments of ZK60 magnesium alloys with rare earth additions produced by semi-solid casting. Mater. Res. 2014, 17, 1507–1512. [Google Scholar] [CrossRef]
- Wei, L.Y.; Dunlop, G.L. The solidification behavior of Mg-Al rare-earth alloy. J. Alloys Compd. 1996, 232, 264–268. [Google Scholar] [CrossRef]
- Kim, S.H.; Kim, D.H.; Kim, N.J. Structure and properties of rapidly solidified Mg-Al-Zn-Nd alloys. Mater. Sci. Eng. A 1997, 226–228, 1030–1034. [Google Scholar]
- Yu, Y.N. The Science and Design of Engineering Materials; China Machine Press: Beijing, China, 2003; pp. 632–634. [Google Scholar]








© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mishra, S.; Chaubey, A.; Mandal, A. Effect of Heat Treatment on the Microstructure of Mg-4Al-Nd Alloys. Technologies 2017, 5, 23. https://doi.org/10.3390/technologies5020023
Mishra S, Chaubey A, Mandal A. Effect of Heat Treatment on the Microstructure of Mg-4Al-Nd Alloys. Technologies. 2017; 5(2):23. https://doi.org/10.3390/technologies5020023
Chicago/Turabian StyleMishra, Sibani, Anil Chaubey, and Animesh Mandal. 2017. "Effect of Heat Treatment on the Microstructure of Mg-4Al-Nd Alloys" Technologies 5, no. 2: 23. https://doi.org/10.3390/technologies5020023
APA StyleMishra, S., Chaubey, A., & Mandal, A. (2017). Effect of Heat Treatment on the Microstructure of Mg-4Al-Nd Alloys. Technologies, 5(2), 23. https://doi.org/10.3390/technologies5020023