1. Introduction
As a lightweight structural metal, magnesium (Mg) and its alloys have found applications in the engineering and biomedical industries [
1,
2]. Mg-based materials are also very suitable for machining [
3]. Advantages in this regard include lower power consumption, longer tool life, and better surface finishes for a given set of conditions. For these reasons, machining is a commonly employed processing method for Mg-based materials [
4].
However, the machining process (which is subtractive in nature) invariably results in generation of swarf (turnings). These would normally then be discarded or re-melted to recycle the magnesium, which presents additional energy costs and material wastage [
5,
6]. Thus, it is of economic importance that any possible energy and material savings be introduced into the process flow.
Given that primary production of Mg consumes a minimum of 35 kWh/kg while remelting of Mg scrap/turnings only consumes 3 kWh/kg [
7], the already-large energy savings potential of recycling Mg can be increased even further by usage of direct recycling which does not need any form of remelting, with implications of even larger energy savings considering global primary production of Mg in 2020 exceeded 1 million metric tons [
8]. With regards to automobiles, it was also found that a 10% reduction in weight resulted in 5.5% better fuel economy [
9], further providing justification in utilization of Mg materials as structural members not just for their engineering properties, but also associated cost and energy savings in use and recycling.
Swarf recycling is a well-explored concept, and thus far, efforts into recycling of Mg swarf and scrap have been documented. However, as Mg is used as an alloying metal in conjunction with other metals such as aluminum (Al), most recycling efforts are focused on remelting scrap/swarf or electrolysis [
7,
10]. There is some work done on solid-state recycling of swarf/scrap material of metals such as Al and copper, with findings of energy savings and acceptable resulting material properties [
9,
11,
12].
For Mg materials, previous work with solid-state recycling involved Mg alloys with methods such as rheo-diecasting (RDC) utilizing both primary alloy ingots and diecast scrap [
13], blow-forming [
14], extrusion of runner scrap [
15] and turnings [
16], as well as a study regarding the effect of recycled turning/chip sizes on the mechanical properties of the subsequent extruded Mg alloy [
17].
While the resulting recycled Mg products from these studies show acceptable and even improved mechanical properties (especially with regards to tensile strength and in some cases, ductility), these solid-state recycling efforts only concerned Mg alloys and did not explore possibilities involving Mg nanocomposites or other novel materials. In addition, these prior efforts did not indicate plastic deformation on the recycled turnings as a factor in strengthening of the materials.
As the primary focus was on the feasibility and mechanical properties of solid-state recycled Mg scraps/turnings rather than systematic attempts at creating and optimizing a new processing method and its effects on a wider range of properties (such as ignition resistance, damping performance, etc.), the aforementioned works concerning recycling Mg alloy turnings also did not disclose the machining parameters used in generating the turnings.
These factors provided impetus for recent, systematic, and more comprehensive study involving direct utilization of the Mg-material turnings (which underwent plastic deformation in the process) according to documented, fixed machining parameters and cold-compressing them into billets, which were then hot-extruded in the same fashion as conventional machined billets. This was coined as the turning-induced deformation (TID) method and was applied not to just Mg alloys, but also to other lightweight Mg materials such as nanocomposites [
18]. This paper summarizes the most recent works on Mg materials utilizing this method.
2. TID Methodology
As the generated turnings are obtained by localized plastic deformation on the Mg-material surface arising from the cutting motion [
19], the TID method, apart from its energy savings, also has potential to alter and improve the properties of Mg materials based on existing knowledge surrounding processing of Mg using severe plastic deformation (SPD) techniques [
17,
20,
21], where the extent of deformation during processing imparts superplastic properties on the material. Historically, this has been performed at higher temperatures such as the equal channel angular pressing (ECAP) process as well as at lower temperatures with the high-pressure torsion (HPT) method [
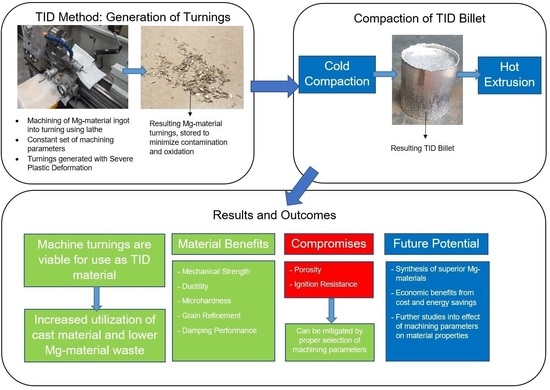
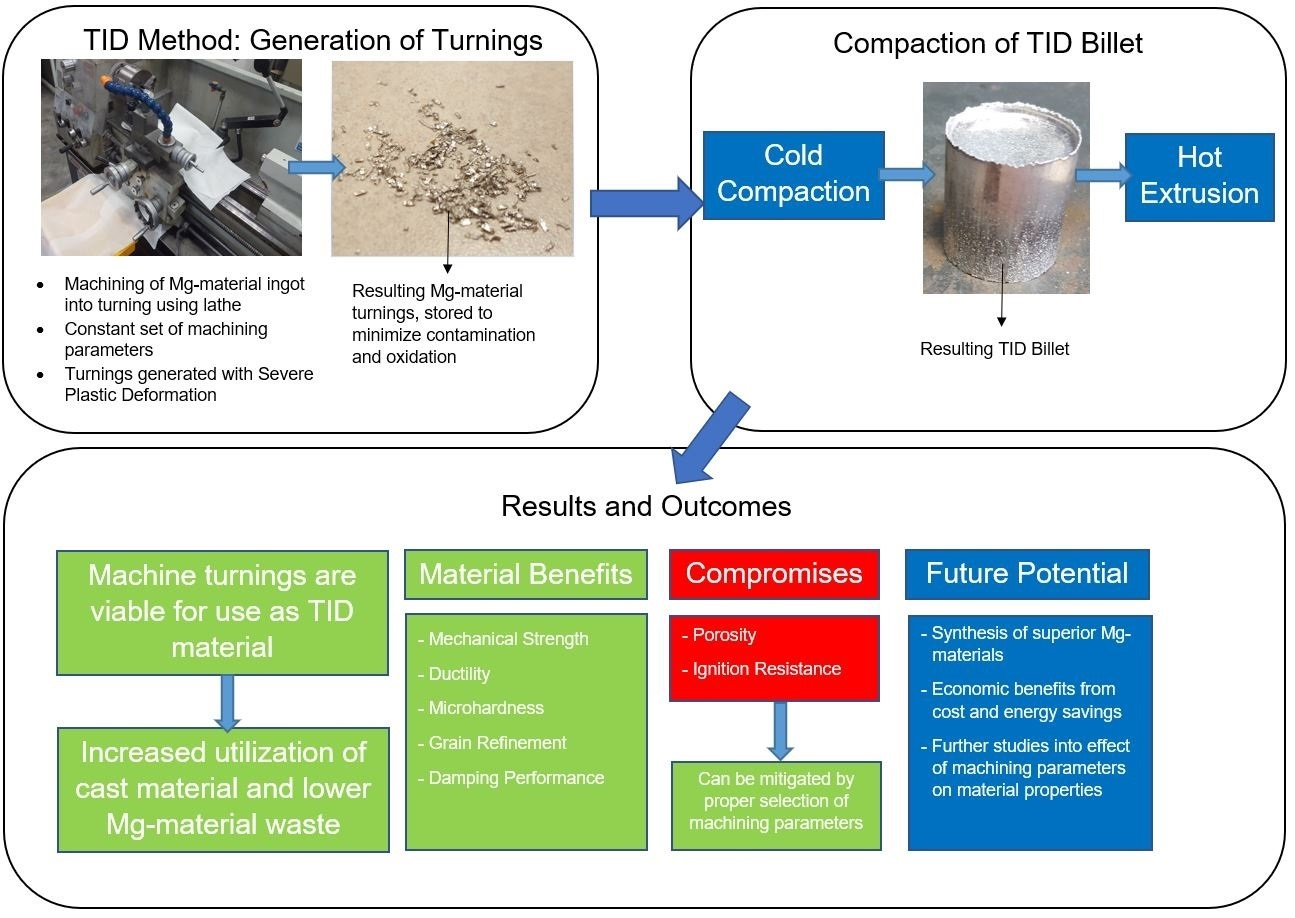
22], thus providing a basis for TID as a new SPD method utilizing pre-deformed Mg materials (turnings) at lower temperatures as an extension of primary processing as seen in
Figure 1 below:
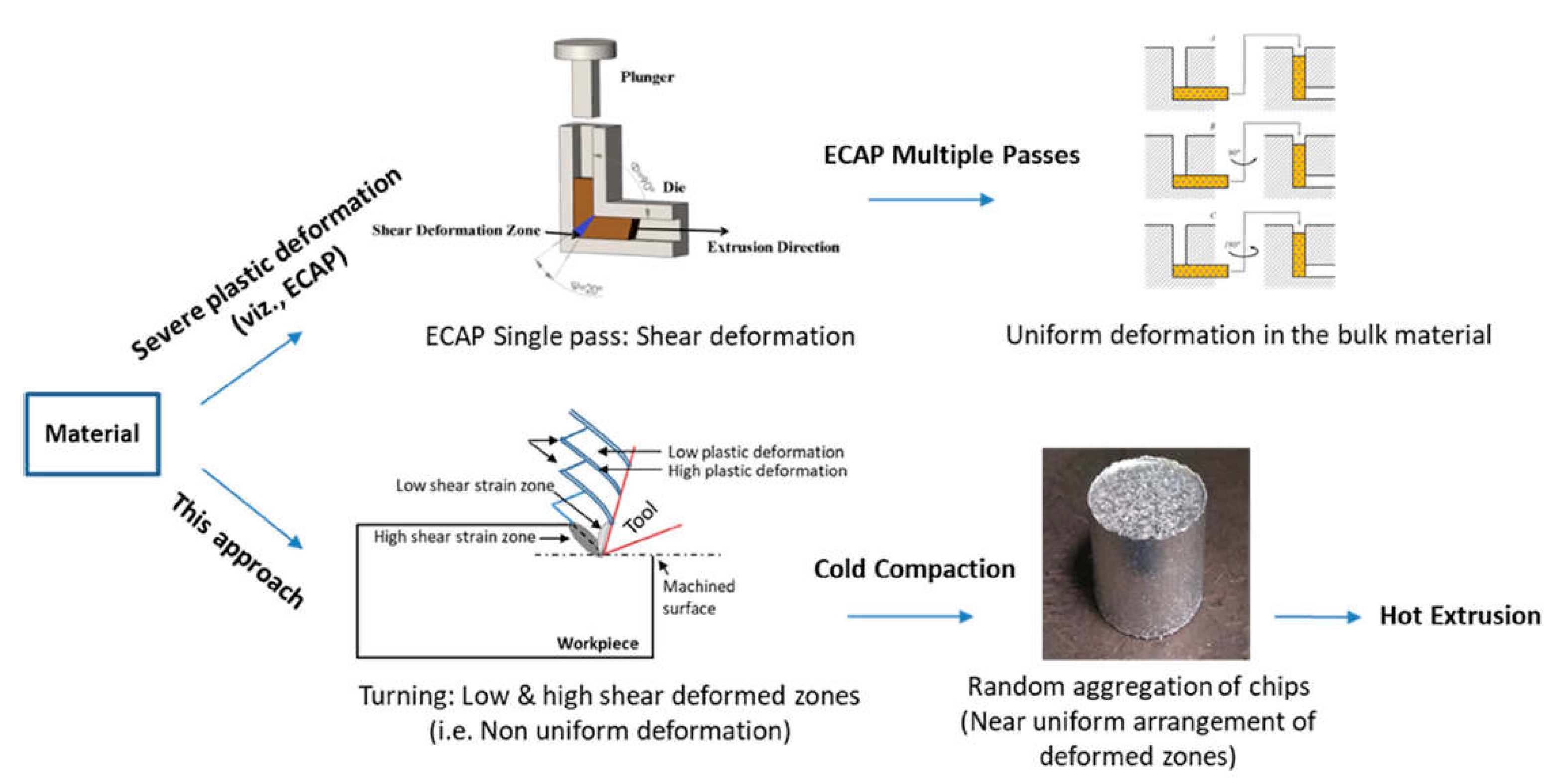
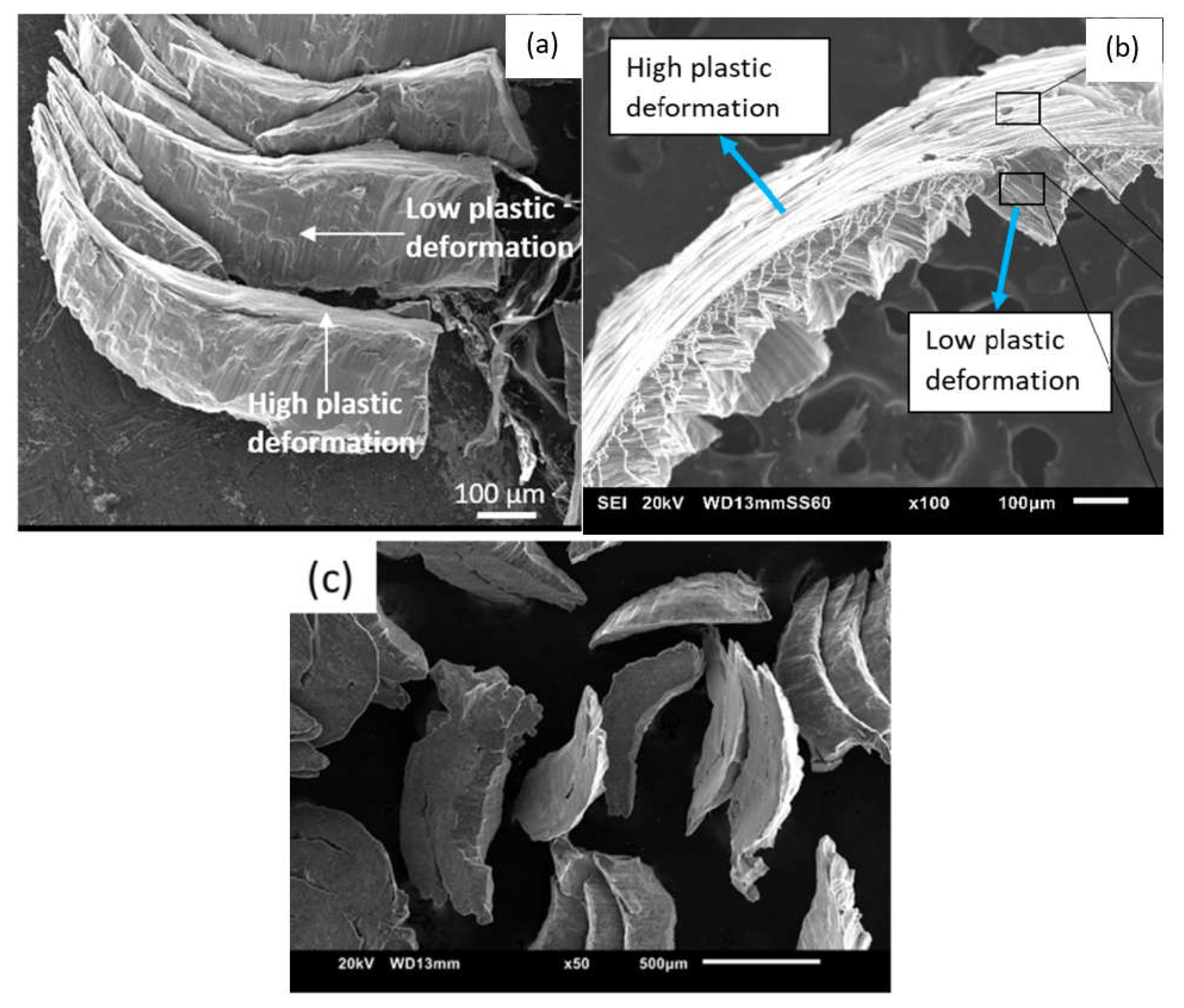
Mg materials in their bulk form are first cast into ingots using the disintegrated melt deposition method [
23] to form the basis for this processing method. The resulting cast ingot then has its surfaces machined off to eliminate surficial contaminants. Turnings were then machined off the ingot using a lathe, which show apparent plastic deformation zones across the surfaces as in
Figure 2 below:
It is of note that in this case, dry machining was done to generate the turnings, owing to the excellent machinability of Mg [
26], ensuring that no additional decontamination or separation steps were required during consolidation of turnings, thus increasing the economic viability of this processing method. The turnings were stored such that contamination and oxidation were minimized.
As the TID method is also intended to improve material properties, for any given material, parameters that may be adjusted such as depth of cut (DOC), cutting speed, and feed speed [
27] are first selected, and kept constant for each set of turnings associated with each Mg material. Once sufficient loose turnings have been collected and gathered, they were then compressed into billets as in
Figure 3 below:
The resulting compacted billets then undergo secondary processing (soaking for homogenization and hot extrusion) to obtain rods suitable for characterization, much in the same manner as with conventional machined billets. It should also be noted that the TID billets were synthesized without need for sintering, which further lowers the associated energy and production costs and thus increases the economic potential of this method.
For each material studied, conventional processing benchmarks were obtained by conventionally machining a billet from these ingots, followed by soaking and hot extrusion into sample rods under the same conditions as the TID billets. These sample rods were then also processed for characterization and quantification of material properties.
3. Results
Results and properties of Mg materials from previous works [
18,
24,
25] concerning the TID method were consolidated and discussed in this review.
3.1. TID Effect on Porosity
As the TID method results in materials synthesized from compacted turnings, the resultant materials also had higher porosity than equivalent materials synthesized conventionally [
12]. The increase in porosity due to the TID method is caused by presence of voids and pores within the resulting materials, consistent with findings in previous works related to recycling of Al turnings [
12]. This can be mitigated by appropriate selection of machining parameters during turning generation, namely, with higher DOCs and lower cutting speeds, as seen in the following
Table 1:
3.2. TID Effect on Ignition Resistance
The resultant increase in porosity is linked with lower ignition temperature (and hence resistance) due to higher exposed material surface area for oxidation [
25,
28]. Hence the ignition temperatures of TID materials as measured using a thermo gravimetric analyzer (TGA) are generally lower with higher porosity compared to conventionally-processed Mg materials seen in
Table 2 below:
As seen in
Table 2 above, while the TID method does result in lower ignition temperature compared to conventionally-processed Mg materials, it is also seen that lower cutting speeds resulted in higher ignition temperatures, indicating that this parameter can be used to mitigate the adverse impact on ignition resistance.
3.3. TID Effect on Damping Performance
The increased porosity of the TID method has brought a benefit in terms of material damping performance; TID materials were found to have higher damping capacities as shown in
Table 3 below. This is due to the presence of air gaps within the TID materials [
29], and this effect has also been observed in works concerning porous magnesium materials [
30,
31] as well as spray-formed alloys [
32]. It is also noted that for TID materials, no significant differences in elastic modulus were observed, indicating that the materials retained their stiffness, which is of importance in engineering/structural applications:
It was observed that while the TID method led to better (higher) damping capacities as a whole, the lowest cutting speeds were found to result in Mg materials with the best overall damping properties, achieved with minimal differences to elastic modulus compared with conventionally-processed counterparts.
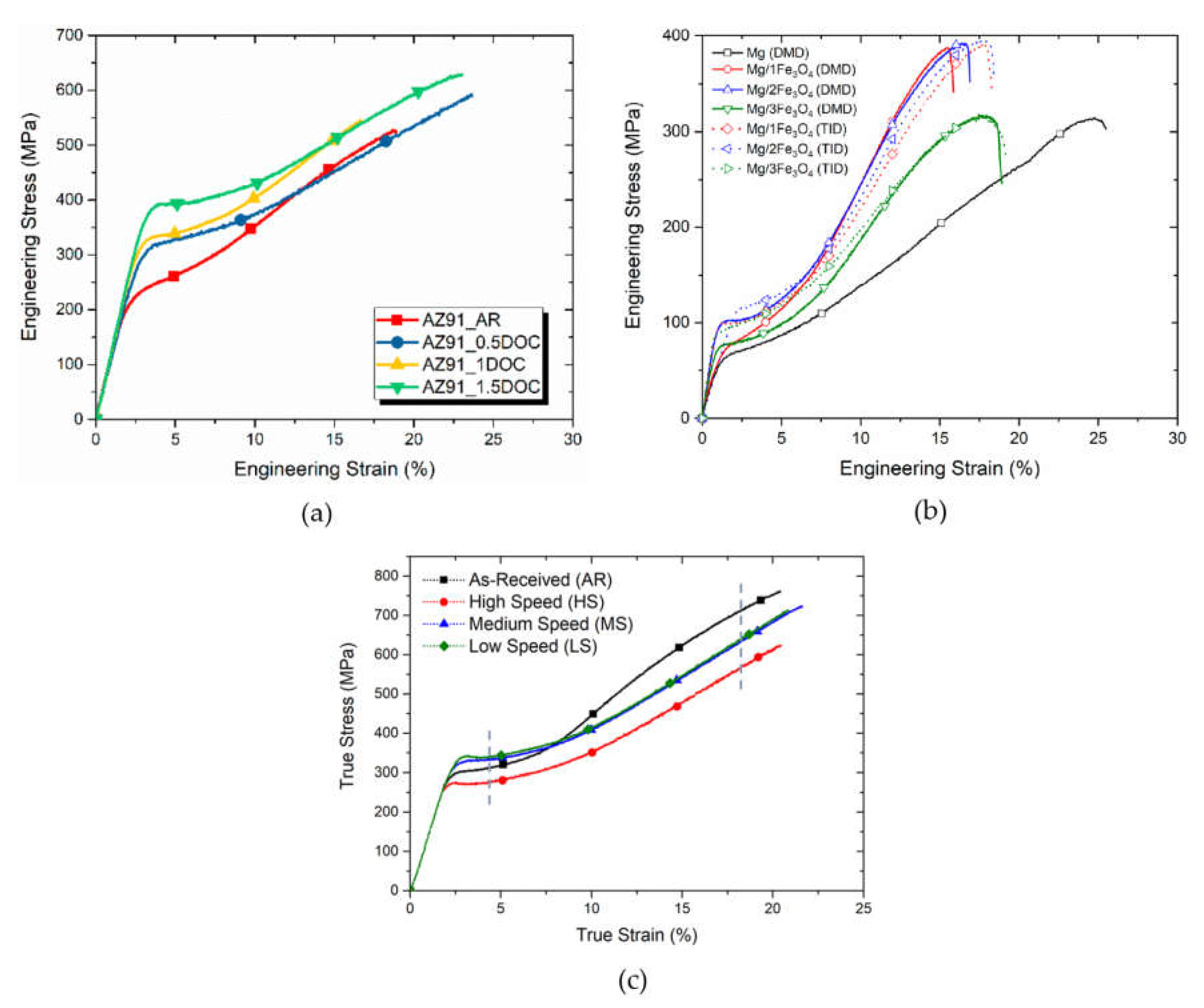
3.4. TID Effect on Mechanical Strength
TID-processed Mg materials have been observed to possess superior compressive and fracture strengths without compromising ductility. Considering the role of Mg as a structural metal in many engineering applications, increases in strength without compromising ductility (a well-known shortcoming of Mg) [
33] using the TID method enables it to be used as a favorable pathway to generate superior Mg materials in the future as seen in
Figure 4 and
Table 4 below:
As seen in the
Figure 4 and
Table 4 above, the TID method has positive influence on the yield strengths of all Mg materials. Notably, for Mg alloys, highest DOCs and lowest cutting speeds were observed to result in Mg materials with the best yield strength, while maintaining the ductility levels associated with the as-received (conventionally-processed) samples. For Mg nanocomposites, while the study was a direct comparison between conventional machining and the TID method with only one set of TID parameters, the TID method resulted in not only improved strength, but also improved ductility with higher failure strains. Such improvements without compromise in ductility thus provide justification for this method in producing Mg materials with superior strengths.
To an extent, these findings align with previous observations involving solid-state recycling of Mg materials, both from scraps as well as machine turnings [
14,
15,
16,
17] as they exhibit higher mechanical (tensile) strength than conventionally-processed materials. However, with regards to (tensile) ductility, previous efforts involving machine turnings report inferior ductility compared to conventionally-processed counterparts [
14,
17], citing excessive oxide presence due to contamination as the cause.
Considering that recent TID efforts specifically stored Mg turnings in such a manner as to avoid contamination and oxidation [
24,
25], and the knowledge that oxide size affects ductility [
18], this can explain the difference in reported ductility levels and thus overall material performance.
It was also reported that increases in mechanical strength could be attributed to dispersion of oxide particles from turning surfaces [
34], but in absence of a comprehensive study concerning the effects of oxide particle presence and dispersion on mechanical strength within recycled Mg materials, a definitive conclusion cannot yet be made.
3.5. TID Effect on Microhardness
Another mechanical property positively affected by the TID method is the microhardness. Unlike yield strength, as previously elaborated, this is an indicator of local mechanical behavior of the material.
Table 5 below shows the microhardness values of Mg alloys:
The increased microhardness of TID materials relative to conventionally-processed counterparts conform with prior efforts involving severe plastic deformation processing methods of Mg materials [
21], indicating that the TID method was effective in imparting superior microhardness.
With regards to Mg alloys fabricated by the TID method, as with the previous compressive strength observed previously, once again highest DOCs and lowest cutting speeds produced Mg alloys with the highest microhardness values.
3.6. TID Effect on Grain Size
Furthermore, with regards to grain size, the hot extrusion performed on the Mg materials also allows for dynamic recrystallization to occur, resulting in finer (smaller) average grain sizes [
35,
36,
37]. Previous TID method studies on Mg materials (alloys and nanocomposites) have further reduced the grain sizes compared to conventionally-processed Mg materials undergoing the same hot extrusion process, as in
Table 6 below:
Comparing the findings in
Figure 4 and
Table 4,
Table 5 and
Table 6 above, the smaller grains contribute to multiple desirable outcomes such as grain hardening [
38] and higher hardness. The smaller average grain sizes also correlate with increasing mechanical strength according to the Hall–Petch relationship [
39] due to the greater amounts of grain boundary area, increasing the barriers to dislocation propagation [
40].
This is also in line with other studies concerning Mg materials which underwent prior deformation including severe plastic deformation as with ECAP and HPT [
21,
22], uniaxial compaction [
17,
28], and efforts regarding solid-state recycling of Mg turnings [
14,
15,
16,
17] exhibiting smaller average grain sizes and higher mechanical strength. Thus, this is yet another finding in favor of TID as a Mg-material processing method.
Within the TID method itself, for Mg alloys highest DOCs and lowest cutting speeds resulted in the finest grain sizes. As for nanocomposites, available work focused on only one set of machining parameters. However, the TID method resulted in markedly finer grains as compared to conventionally-processed nanocomposites. This finding explains the previous observed correlation between machining parameters (highest DOCs and lowest cutting speeds) with superior mechanical properties.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}