
A Stepwise Diagnosis Method for the Catalyst Loss Fault of the Cyclone Separator in FCC Units


Abstract
:1. Introduction
2. Classification of Catalyst Loss
3. Diagnosis Method of Catalyst Loss Fault
3.1. Characteristics of Catalyst Loss Fault
- Diversity and multifactor. Many process parameters and equipment parameters are related to catalyst loss in the cyclone separators, which leads to various forms of catalyst loss. The extent of catalyst loss fault is also different. Catalyst loss is caused by one or multiple factors (usually a combined result of multiple factors). The operation of each unit in the FCC unit is interrelated with catalyst circulation and the failure of one unit will directly affect the operation of the next unit or other units. For example, the overload operation of the FCC unit will lead to the increase in the inlet velocity to deviate from the optimal design range. Further, the catalyst attrition and the erosion of refractory lining will increase.
- Delay and burst. The cyclone separator is subject to the erosion and wear by the gas–solid two-phase flow, which leads to the aging of the equipment and the degradation of the separation function. The catalyst loss shows a gradual increase, which is characterized by time delay or time varying. For example, the refractory lining of the cyclone separator is worn for a long time until the wall is perforated. Sometimes, the catalyst loss fault occurs suddenly, e.g., when the dipleg of the cyclone separator is blocked or fractured.
- Uncertainty. The forms of catalyst loss are often different, even for two FCC units with the same configuration. The fault symptom may be from different causes of a variety of faults or one fault shows a variety of symptoms; hence, there exists the uncertainty of fault symptoms and causes. The mechanisms of most catalyst losses are not clear and there is a lack of measurable parameters to accurately diagnose the fault causes.
3.2. Stepwise Diagnosis Method for Catalyst Loss Fault
3.2.1. Data Collection
3.2.2. Fault Factors Analysis
- 4.
- Catalyst loss rate.
- 5.
- Pressure drop.
- 6.
- Catalyst particles.
3.2.3. Diagnosis Method for Catalyst Loss Fault
3.2.4. A Case of Catalyst Loss Fault in a Commercial FCC Unit
4. Conclusions
- 7.
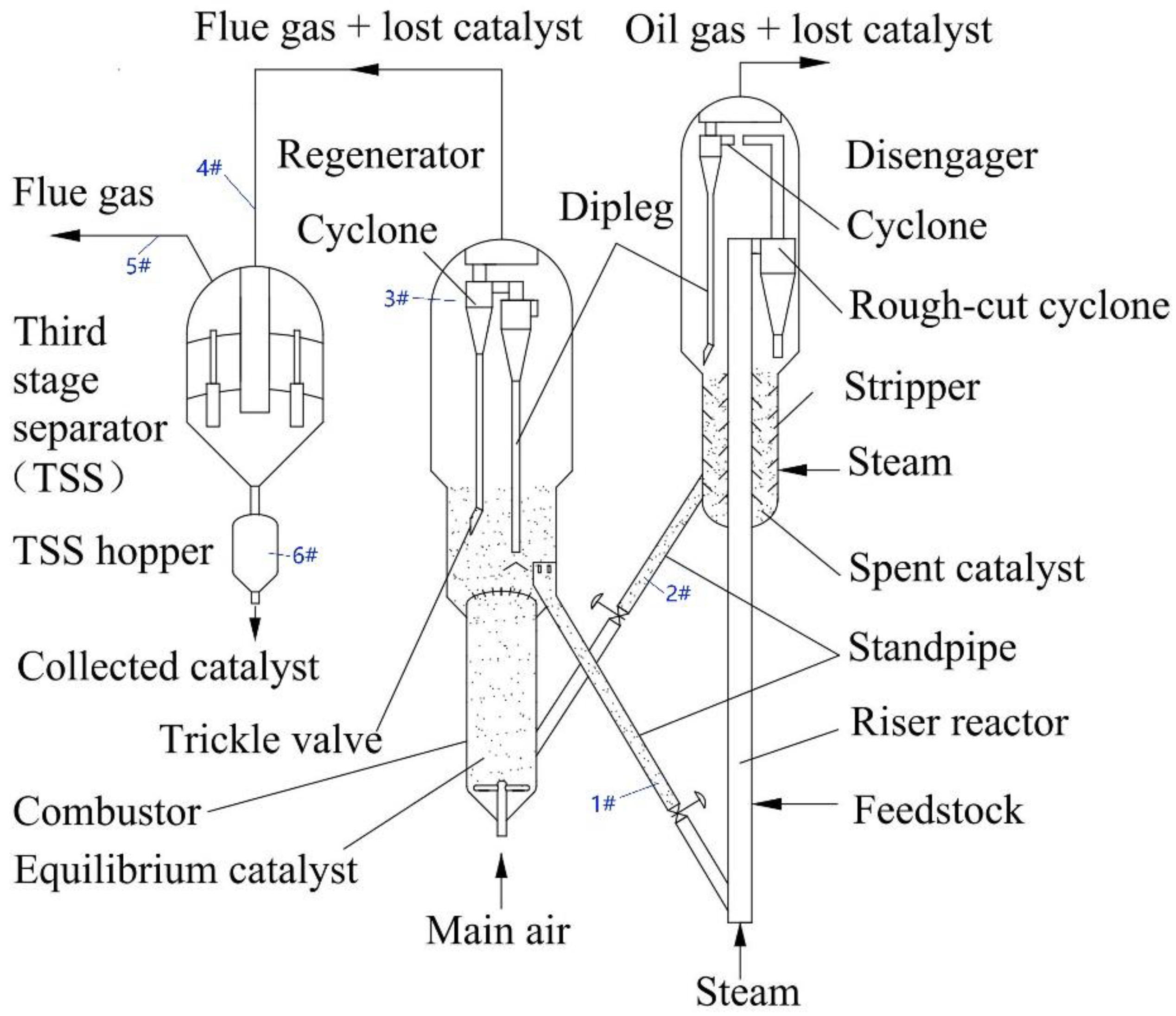
- The FCC catalyst loss can be divided into the natural loss and the non-natural loss. Under normal operations, the catalyst PSD by the natural loss was presented from the different sampling positions in an industrial 2.0 Mt/a FCC unit, which suggested that the regenerated catalyst (equilibrium catalyst), the spent catalyst, and the fresh catalyst were the normal bell curves in the logarithmic coordinates. The characteristic sizes of the spent catalyst and the fresh catalyst were close to that of the equilibrium catalyst. The PSDs of the lost catalyst showed an irregular distribution curve.
- 8.
- According to the industrial investigation, the catalyst loss faults of the cyclone separator were closely related to FCC operating conditions (such as the gas flow rate, solids’ loading, operating pressure, catalyst properties, etc.) and equipment performance and integrity. For the catalyst loss fault of the cyclone separator, there are three main characteristics, i.e., diversity and multifactor, delay and burst, and uncertainty. The catalyst loss rate, pressure drop, and PSD of catalyst particles are three key and measurable parameters for the identification of the catalyst loss fault of the cyclone separator.
- 9.
- Given the complexity of the catalyst loss fault, a stepwise diagnosis method based on the measurable data was proposed and the detailed flow diagnosis diagram was introduced. A commercial case suggested the stepwise diagnosis method is effective and helpful, which can be applied in the commercial operations of the FCC unit.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sadeghbeigi, R. Fluid Catalytic Cracking Handbook, 2nd ed.; Gulf Professional Publishing Company: Houston, TX, USA, 2000. [Google Scholar]
- Chen, Y.-M. Recent advances in FCC technology. Powder Technol. 2006, 163, 2–8. [Google Scholar] [CrossRef]
- Bollas, G.M.; Vasalos, I.A.; Lappas, A.A.; Iatridis, D.K.; Voutetakis, S.S.; Papadopoulou, S.A. Integrated FCC riser—Regenerator dynamics studied in a fluid catalytic cracking pilot plant. Chem. Eng. Sci. 2007, 62, 1887–1904. [Google Scholar] [CrossRef] [Green Version]
- Jarullah, A.T.; Awad, N.A.; Mujtaba, I.M. Optimal design and operation of an industrial fluidized catalytic cracking reactor. Fuel 2017, 206, 657–674. [Google Scholar] [CrossRef] [Green Version]
- John, Y.M.; Mustafa, M.A.; Patel, R.; Mujtaba, I.M. Parameter estimation of a six-lump kinetic model of an industrial fluid catalytic cracking unit. Fuel 2019, 235, 1436–1454. [Google Scholar] [CrossRef] [Green Version]
- Hoffmann, A.C.; Stein, L.E. Gas Cyclones and Swirl Tubes: Principles, Design and Operation, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Niccum, P.K. 20 questions: Identify probable causes for high catalyst loss. Hydrocarb. Process. 2010, 9, 29–38. [Google Scholar]
- Fletcher, R. Stepwise method determines source of FCC catalyst losses. Oil Gas J. 1995, 93, 79–81. [Google Scholar]
- Saidulu, G.; Palappan, K.G.; Bhuyan, M.K.; Satheesh, V.K.; Bhattacharyya, D.; Rajagopal, S. Optimizing conditions, modifying design improve FCC regenerator. Oil Gas J. 2010, 108, 123–129. [Google Scholar]
- Koebel, J.; Davison, G. Troubleshooting FCC Catalyst Losses. Refin. Oper. 2011, 2, 1–4. [Google Scholar]
- Hunt, D.A.; Krishnaiah, G. Optimizing FCC regenerator can minimize catalyst losses. Oil Gas J. 2001, 99, 56–58, 60–61. [Google Scholar]
- McLean, J.B. FCC catalyst properties can affect cyclone erosion. Oil Gas J. 2000, 98, 33–36. [Google Scholar]
- Shaw, D.F.; Walter, R.E. How FCCU trickle valves affect catalyst losses. Hydrocarb. Process. 2007, 171, 75–84. [Google Scholar]
- Wang, J.; Lin, Y.; Xu, W.; Li, Q.; Dandekar, A. Effects of blade roughness on particle deposition in flue gas turbines. Powder Technol. 2019, 353, 426–432. [Google Scholar]
- Xu, W.; Zhu, K.; Wang, J.; Lin, Y.; Li, Q. Modeling and numerical analysis of the effect of blade roughness on particle deposition in a flue gas turbine. Powder Technol. 2019, 347, 59–65. [Google Scholar]
- Pan, J.; Wang, J.; Chen, S.; Zhang, X.; Liu, S. Numerical study of inlet Reynolds number in fine particles deposition processes in a flue gas turbine. Powder Technol. 2018, 339, 506–520. [Google Scholar] [CrossRef]
- Peng, W.; Wei, Y.; Liu, Y.; Han, S.; Bao, B. Effect of flow patterns in the recirculation catalyst standpipe on the performance of FCC high-efficiency regenerator. Chem. Eng. Sci. 2022, 248, 117145. [Google Scholar] [CrossRef]
- Zheng, M.; Chen, G.; Han, J. Failure analysis on two austenitic stainless steels applied in cyclone separators of catalytic cracking unit. Eng. Fail. Anal. 2011, 18, 88–96. [Google Scholar] [CrossRef]
- McPherson, L.J. Causes of FCC reactor coke deposits identified. Oil Gas J. 1984, 82, 139–143. [Google Scholar]
- Koten, H. Recent Research in Engineering Sciences; Livre de Lyon: Lyon, France, 2021; ISBN 978-2-38236-155-9. [Google Scholar]
- Thon, A.; Püttmann, A.; Hartge, E.-U.; Heinrich, S.; Werther, J.; Patience, G.S.; Bockrath, R.E. Simulation of catalyst loss from an industrial fluidized bed reactor on the basis of labscale attrition tests. Powder Technol. 2011, 214, 21–30. [Google Scholar] [CrossRef]
- Wang, D.; Sun, L.; Wang, J.; Liu, J.; Wei, Y.; Song, J. Experimental study of the dynamic characteristics of a cyclone by hot wire/film anemometry: Effects of gas leakage. Sep. Purif. Technol. 2020, 251, 117365. [Google Scholar] [CrossRef]
- Cahyadi, A.; Neumayer, A.H.; Hrenya, C.M.; Cocco, R.A.; Chew, J.W. Comparative study of Transport Disengaging Height (TDH) correlations in gas–solid fluidization. Powder Technol. 2015, 275, 220–238. [Google Scholar] [CrossRef]
- Whitcombe, J.; Cropp, R.; Braddock, R.; Agranovski, I. Application of sensitivity analysis to oil refinery emissions. Reliab. Eng. Syst. Saf. 2003, 79, 219–224. [Google Scholar] [CrossRef]
- Karri, S.; Knowlton, T.M. Effect of Aeration on the Operation of cyclone diplegs fitted with trickle valves. Ind. Eng. Chem. Res. 2004, 43, 5783–5789. [Google Scholar] [CrossRef]
- Bayham, S.C.; Breault, R.; Monazam, E. Particulate solid attrition in CFB systems–An assessment for emerging technologies. Powder Technol. 2016, 302, 42–62. [Google Scholar] [CrossRef] [Green Version]
- Kukade, S.; Kumar, P.; Rao, P.V.; Choudary, N.V. Comparative study of attrition measurements of commercial FCC catalysts by ASTM fluidized bed and jet cup test methods. Powder Technol. 2016, 301, 472–477. [Google Scholar] [CrossRef]
- Fulchini, F.; Ghadiri, M.; Borissova, A.; Amblard, B.; Bertholin, S.; Cloupet, A.; Yazdanpanah, M. Development of a methodology for predicting particle attrition in a cyclone by CFD-DEM. Powder Technol. 2019, 357, 21–32. [Google Scholar] [CrossRef]
- Whitcombe, J.M.; Agranovski, I.E.; Braddock, R.D. Attrition due to mixing of hot and cold FCC catalyst particles. Powder Technol. 2003, 137, 120–130. [Google Scholar] [CrossRef]
- Venkatasubramanian, V.; Rengaswamy, R.; Yin, K.; Kavuri, S.N. A review of process fault detection and diagnosis. Part I. Quantitative model-based methods. Comput. Chem. Eng. 2003, 27, 293–311. [Google Scholar] [CrossRef]
- Sotomayor, O.A.; Odloak, D. Observer-based fault diagnosis in chemical plants. Chem. Eng. J. 2005, 112, 93–108. [Google Scholar] [CrossRef]
- Agudelo, C.; Anglada, F.M.; Cucarella, E.Q.; Moreno, E.G. Integration of techniques for early fault detection and diagnosis for improving process safety: Application to a Fluid Catalytic Cracking refinery process. J. Loss Prev. Process Ind. 2013, 26, 660–665. [Google Scholar] [CrossRef]
- Tian, W.; Wang, S.; Sun, S.; Li, C.; Lin, Y. Intelligent prediction and early warning of abnormal conditions for fluid catalytic cracking process. Chem. Eng. Res. Des. 2022, 181, 304–320. [Google Scholar] [CrossRef]
- Bi, X.; Qin, R.; Wu, D.; Zheng, S.; Zhao, J. One step forward for smart chemical process fault detection and diagnosis. Comput. Chem. Eng. 2022, 164, 107884. [Google Scholar] [CrossRef]
- Arunthavanathan, R.; Khan, F.; Ahmed, S.; Imtiaz, S. An analysis of process fault diagnosis methods from safety perspectives. Comput. Chem. Eng. 2021, 145, 107197. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Sampled Catalyst | Median (μm) | Mean (μm) | Mode (μm) |
|---|---|---|---|---|
| 1 | Regenerated catalyst (equilibrium catalyst) | 67.82 | 72.18 | 72.94 |
| 2 | Spent catalyst | 68.03 | 72.29 | 80.07 |
| 3 | Fresh catalyst | 71.04 | 77.53 | 72.94 |
| 4 | Catalyst in dilute zone of the regenerator | 38.24 | 40.69 | 37.97 |
| 5 | Catalyst in TSS inlet | 19.07 | 17.51 | 23.81 |
| 6 | Catalyst in TSS outlet | 1.689 | 2.16 | 1.919 |
| 7 | Collected catalyst in TSS hopper | 14.92 | 14.71 | 21.69 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, J.; Wang, D.; He, Y.; Lei, P.; Peng, W.; Wei, Y. A Stepwise Diagnosis Method for the Catalyst Loss Fault of the Cyclone Separator in FCC Units. Separations 2023, 10, 28. https://doi.org/10.3390/separations10010028
Song J, Wang D, He Y, Lei P, Peng W, Wei Y. A Stepwise Diagnosis Method for the Catalyst Loss Fault of the Cyclone Separator in FCC Units. Separations. 2023; 10(1):28. https://doi.org/10.3390/separations10010028
Chicago/Turabian StyleSong, Jianfei, Di Wang, Yanmin He, Peng Lei, Wei Peng, and Yaodong Wei. 2023. "A Stepwise Diagnosis Method for the Catalyst Loss Fault of the Cyclone Separator in FCC Units" Separations 10, no. 1: 28. https://doi.org/10.3390/separations10010028