1. Introduction
With the decreasing size and increasing complexity of Integrated Circuits (ICs) processes, it is increasingly difficult to locate defects in integrated circuits. Therefore, defect location plays an important role in IC failure analysis, which cannot be achieved without the development of various failure analysis techniques. There are different localization techniques for different failure principles, such as micro-optical microscopy (PEM) for PN junction leakage and latch-up [
1,
2,
3], Optical Beam Induced Resistance Change (OBIRCH) for meta or poly bridge defects [
4,
5,
6], Thermal Emission Microscopy (EMMI) for via/contact resistance anomaly, and dielectric leakage [
7,
8,
9].
Many studies have been conducted on the application of the OBIRCH technique: Ref. [
10] proposed a numerical aperture increasing lens (NAIL) technology to increase image resolution. Ref. [
11] proposed a design to increase the resistance value of the measurement circuit to improve the fault isolation success of the system in measuring short-circuit defects. Ref. [
12] described a method to locate the IC leakage current by combining IR-OBIRCH and PEM techniques. The OBIRCH technique is part of the Thermal Laser Stimulation (TLS) technique. TLS technology contains the OBIRCH technique, the Thermally Induced Voltage Alteration (TIVA) technique [
13], and the SEI technique [
14]. The Seebeck effect (SEI) signal affects the OBIRCH signal in thermal laser localization experiments [
15,
16]. A simulation model of OBIRCH and TIVA was proposed early [
17], and there is also a study on the models of TLS [
18]. However, no one has constructed a corresponding defect localization system based on an analytical model of TLS.
In this paper, a design method for a static defect localization system based on TLS technology is proposed. The system consists of a hardware part and a software part. First, the paper gives the equations for the temperature change of the metal wire, diode, and MOSFET during 1310 nm continuous laser heating, and the equations for the change of electrical parameters due to the temperature change. Then, the paper describes the hardware design of the system and how the software can automatically control the laser, mobile stage, and data acquisition unit. Several methods to help users quickly locate defects in the system are presented, including the scanning method, eliminating the Seebeck signal, and extracting the anomaly signal. Finally, the localization experiment on the MRAM sample verifies the localization capability of the system, and the integrated localization accuracy can reach 1 μm. The system can provide good help for the failure analysis of the device.
2. Model of TLS
When laser irradiates the Integrated Circuit(IC), the thermal stimulation will cause the temperature of the material to rise, and the temperature rise will affect the carrier density and mobility, resulting in a change in resistivity [
17]. TLS technology locates these defect points by identifying the resistance changes. TLS technology includes three sub-technologies: OBIRCH, TIVA, and SEI, as shown in
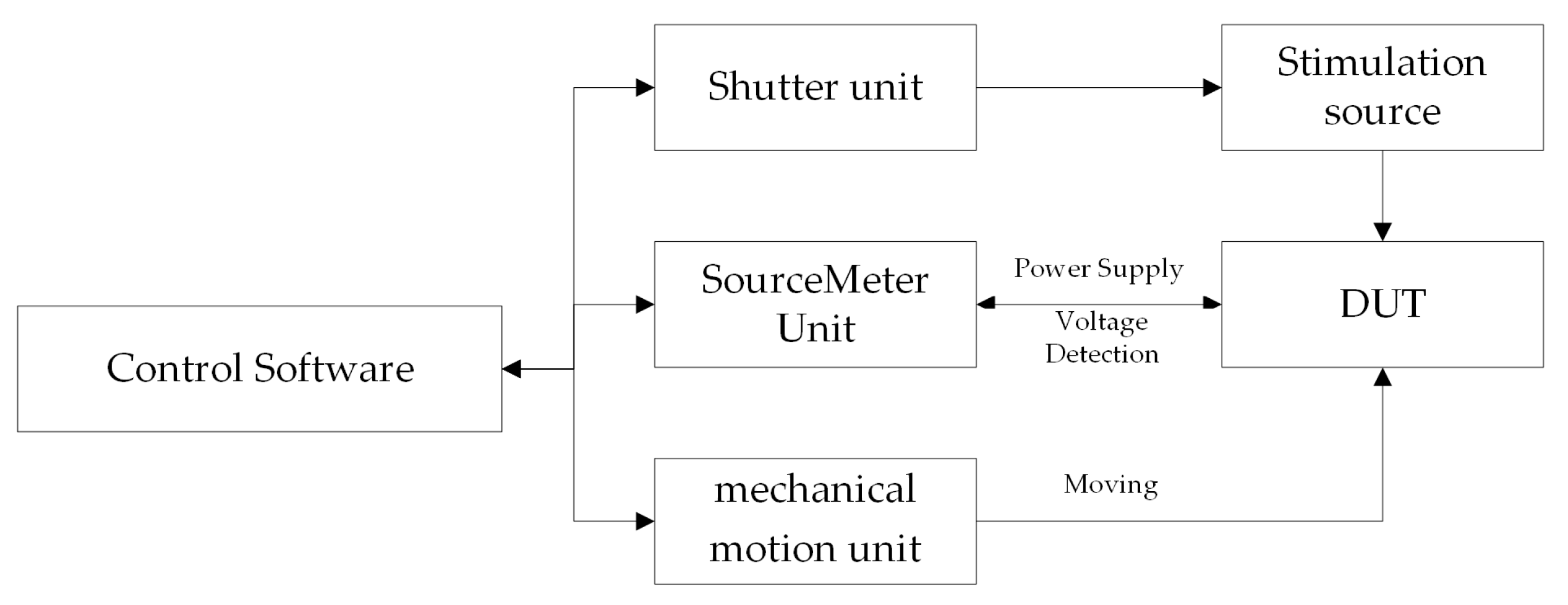
Figure 1. OBIRCH technology uses a constant voltage source to supply power to the Device Under Test (DUT), measures the change in current to measure the resistance change, and then locates the defect point. TIVA technology uses a constant current source to supply power to the DUT, measures the change in voltage to measure the resistance change, and then locates the defect point. When there is a temperature difference, the diffusion of carriers inside the material will create a potential difference. SEI technology locates the defect point by detecting abnormal voltage changes at the defect point [
19].
To reasonably set the parameters of the system scanning and positioning, we also need to conduct an in-depth analysis of the influence of the parameters of the laser device on the electrical parameters.
For metal wiring, when a device is biased with a constant voltage
, the variation of current
is [
20]:
When a device is biased with a constant current
, the variation of current
is [
20]:
R is the fixed resistance of the circuit, and ∆
R is the change in resistance due to thermal change. According to the resistance formula, suppose the laser irradiation region is modeled as a small metal region of length ∆
l and cross-sectional area
and scanned along the X-axis,
can be calculated from Equation (3) as follows:
Combined with Formula (3), under the condition of constant voltage bias, the current change of the metal resistor is:
For a diode, the PN junction of the diode is considered an ideal PN junction, the Shockley equation is satisfied between the forward current and the voltage, the terminal current is completely a diffusion current, and the current variation formula with temperature is [
21]:
where
γ is a constant related to the carrier coefficient and concentration;
is the charge of the electron;
is the band gap;
is the Boltzmann constant; and
is the voltage across the diode. When the applied voltage
is less than the forward voltage of the diode
,
. When
is greater than
,
, the typical value of
is 0.5–0.8 V for silicon diodes, and the value of
is 1.169 eV. Therefore,
. The e-function value increases with temperature.
For the MOSFET, when the device is in the saturation region, the drain current is
as follows [
22]:
where
is the channel width;
is the channel length;
is the capacitance per unit area of the gate oxide layer;
is the gate bias voltage;
is the threshold voltage; and
is the carrier mobility. The specific formula of
is as follows:
where
is the carrier mobility at 300 K;
θ is an empirical value; and
is legate conduction threshold voltage [
23]:
where
is the reference voltage of the semiconductor impurity concentration;
is the dielectric constant of the semiconductor;
is the thickness of the oxide layer;
is the dielectric constant of the oxide layer;
is the total number of acceptor atoms; and
is the dielectric constant of the oxide layer.
where
is the Boltzmann function;
is the charge of an electron;
is the total number of atoms in the acceptor; and
is the intrinsic carrier concentration.
where
is the Planck constant, and
and
are the effective masses of electrons and holes, respectively.
Firstly, the Formulas (6)–(10) are derived, then
,
,
,
are substituted into
, which leads to the change in MOSFET’s electrical parameter caused by temperature,
Assume that the laser obeys a Gaussian distribution in space; when the laser is incident on the material, the coordinate values of the
- and
- axes are much larger than the value of the z-axis, and TLS technology generally provides two-dimensional positioning coordinates. Therefore, we ignore the case of z-axis conduction. We let the spot incident on the surface of the material be the minimum spot; the scanning speed is
, and the Gaussian laser heat source
can be expressed as follows [
17]:
where
is the reflectivity of the material surface to the laser;
is the power of the laser incident on the material surface; and
is the minimum spot radius of the laser. According to Fourier’s heat transfer law, the heat conduction equation is:
where
is the density of the material;
c is the specific heat capacity; and
is the thermal conductivity. Considering the scanning area as infinite, the first type of boundary conditions is:
To solve the above equation, we assume that the temperature
of the irradiated surface is affected by the heat flow at any location
at any time
:
where Σ is the area where the chip is irradiated, and
is the Green’s function.
where
, and
;
. When Equations (12), (13) and (16) are combined with the first type of boundary conditions (14), we can obtain the temperature change formula after integration.
where
is scanning speed. The laser scans cyclically along the x-axis, with an interval of Δ𝑦 on the y-axis. The points that experience the smallest temperature increase during the scanning heating process are
) and
). The minimum change in temperature for the entire heated area is obtained.
When Equations (4) and (18) are combined, Equation (1) can be converted into:
Equation (2) can be converted into:
where:
According to Equation (18), the system can calculate the temperature change of different devices based on scanning speed, laser energy, spot size, and other parameters we set, thereby assisting users in setting reasonable scanning parameters. At the same time, to protect the device from being damaged due to excessive laser heating temperature, it is also necessary to use the above formula to limit the parameter setting range. From Equations (4), (5) and (11), it can be noted that the change in the electrical parameter is negative when the laser heats the metal interconnection wires, the change is positive when the laser heats the diode, and the change may be positive or negative when laser heats the triode. Therefore, we can judge the type of damaged components in the IC preliminarily according to the positive or negative of the measured electrical parameter change value.
4. Methodology
This section describes the ways to improve system reliability, including the operating mode of scanning and location, eliminating the influence of the Seebeck effect, and extracting the defect spots from test data when encountering different samples.
4.1. Scanning Method
The system defaults to a 50× objective and divides the scanning process into two parts: fast and slow scan modes. The fast scan mode has a high scanning speed; however, it is affected by the coordinate output of the moving table, the sampling rate of the source table, and the running speed of the control software, which cannot obtain all the coordinate information and affects the positioning accuracy. In the fast scan mode, the device can be set with more considerable laser power and voltage or current value bias to obtain a higher thermal response. We can also appropriately reduce the scan speed to obtain enough sampling heating time and more sampling data for each point. The slow scan mode uses point-to-point scanning when the laser spot size is fixed. Consistent with the
Section 2, we consider the laser spot to have a consistent light intensity distribution within its focused spot size
, divide the active area into individual points concerning the spot size, then perform point-by-point scanning. Scanning speed and laser power affect the heating temperature in the whole system. We can reduce the test time by increasing the scanning speed and obtaining sufficient temperature rise by an internal laser power adjustment. The time required to change the electrical parameters due to temperature change is negligible compared to the temperature rise.
In the actual scanning process, we first use the fast mode to determine the distribution of anomalies in the device. Then, we should reduce the scan speed and laser power in slow mode. Finally, the system will scan the marked area point by point to determine the exact coordinates of the defects.
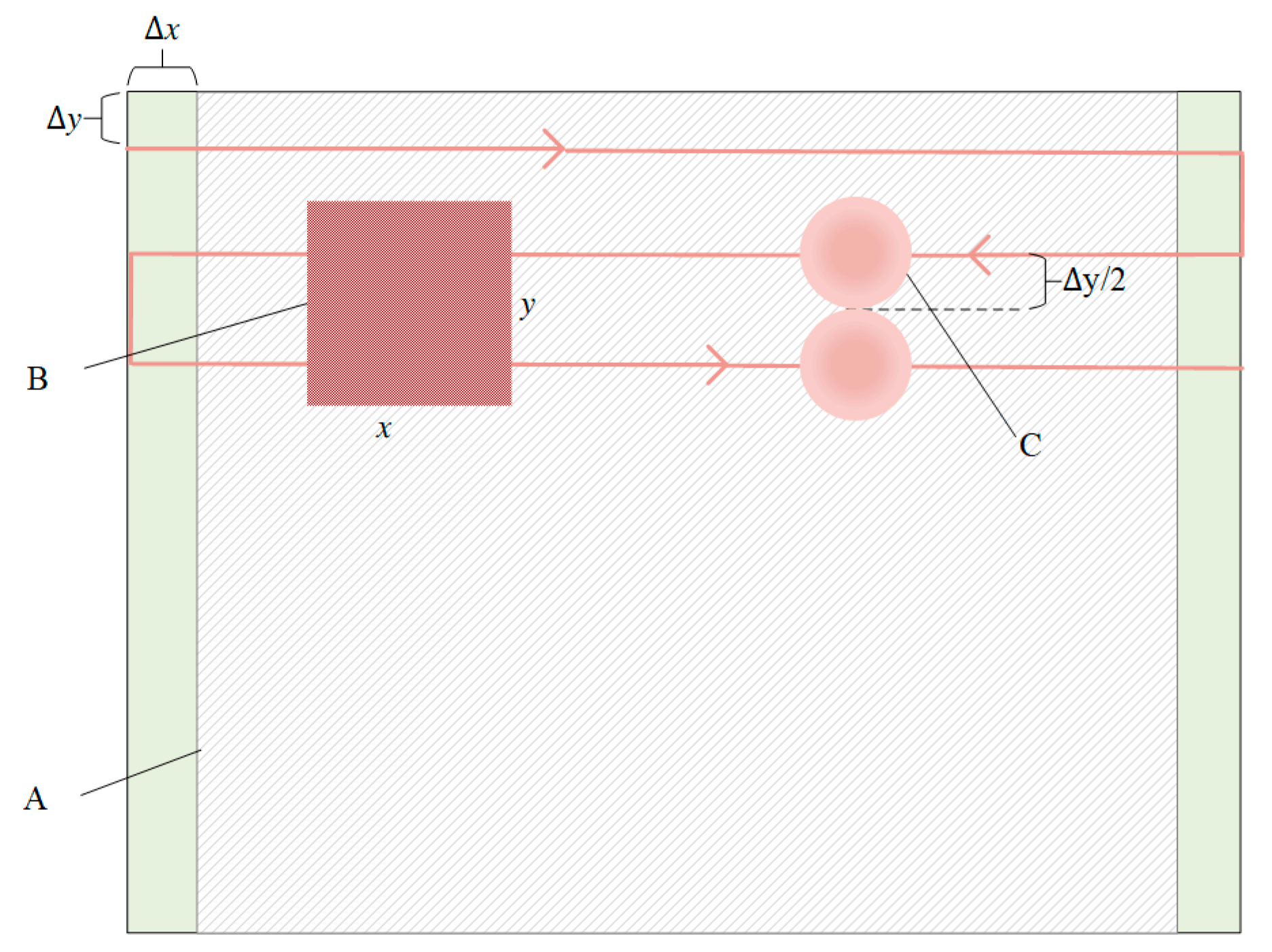
As shown in
Figure 4, area A indicates the fast scan area and area B indicates the slow scan area we chose. C is the area affected by laser heating. A certain additional distance
needs to be set to ensure a uniform scanning speed.
is the vertical interval of the scan path, and its value is determined by the laser energy, spot size, and scanning speed. By preliminary analyzing the laser heating formula and summarizing the experimental data, we can know the temperature value decreases by about one-third at a distance of two times the diameter of the principal laser center, so we recommend that the value of ∆y be set to no more than twice the laser diameter. Before scanning starts, we need to adjust the mobile platform to let the substrate surface on the same horizontal surface, and set reasonable laser energy and scan speed to ensure that all areas have sufficient temperature rise during laser irradiation.
By analyzing Equation (17), we can see that an increase in laser power of 10 mW will result in a temperature increase of 42 degrees (with sufficient heating time). In order to make the current change significant, the current change should be at least twice that of room temperature, so the temperature change should be greater than twice that of room temperature. The working temperature of typical industrial devices does not exceed 85 °C. Therefore, to ensure that the heating temperature does not exceed the device’s working temperature and that there is sufficient current change, we recommend setting the laser power to be greater than 5 mW but not more than 20 mW. The scanning speed has a small impact on the temperature rise, but the real-time sampling speed of the system limits its fast scanning. Considering the system’s sampling speed (1000 S/s), the minimum movement distance (1 μm), and the diameter of the focused spot under a 50× objective lens (approximately 6 μm), we recommend a scanning speed of no more than 5000 μm/s.
4.2. Eliminate the Influence of the Seebeck Effect
When laser heating is applied, the temperature change affects the resistivity of the semiconductor material, and a temperature gradient is generated at the junction of some materials. Changing resistance can produce a current signal, called the OBIRCH signal, and the temperature gradient also can produce a voltage signal, called the Seebeck signal. The variation of current under laser stimulation is influenced by OBIRCH and Seebeck signals. OBIRCH and SEI signals have negative effects on each other [
18]. When the bias voltage is low, the SEI signal dominates; when the bias voltage is high, the OBIRCH signal dominates. When a constant voltage bias
is applied, the current
measured under laser heating is composed of the current variation
due to Seebeck signal, the current variation
due to OBIRCH signal, and the device current
under normal operation. For metal wiring, the current variation
is:
When a constant current bias
is applied, the voltage variation
due to the OBIRCH signal is:
where
is the voltage value measured during laser heating;
is the Seebeck voltage; and
is the voltage change caused by the current bias.
For MOSFETs, if the generated Seebeck voltage ∆V_S inside due to laser heating is taken into account, the current at this time is:
Similar to Equation (22), the change in MOSFET current
caused solely by temperature variations is:
For components using materials with a high Seebeck coefficient (greater than 200 μV/K), we can eliminate the influence of the Seebeck signal in three steps. First, measuring the current without a bias voltage. Second, measuring the current with normal bias voltage. Finally, the data of the second measurement is subtracted from the data of the first to obtain the data without the Seebeck signal.
In slow mode, the system first measures the Seebeck signal at zero bias during laser scanning at each point and then measures the TLS signal at a constant bias. After the measurement is completed, the system can calculate the resistance change signal of each point based on the coordinate information.
As a type of laser thermal effect, the Seebeck effect is a phenomenon commonly found within materials. Therefore, in this section, we analyze how to measure the current/voltage data affected by the Seebeck voltage [
28]. However, for common materials in semiconductor devices, the Seebeck coefficient is relatively low. For example, the Seebeck coefficient of Al is −3.5 μV/K, and Cu is 6.5 μV/K. The Seebeck voltage is in the microvolt range, which can be ignored compared to the voltage change caused by resistance (greater than or equal to millivolts level). In the preliminary experimental analysis, the effect of the Seebeck voltage can be ignored for normal silicon process devices.
4.3. The Method of Extracting Defective Point
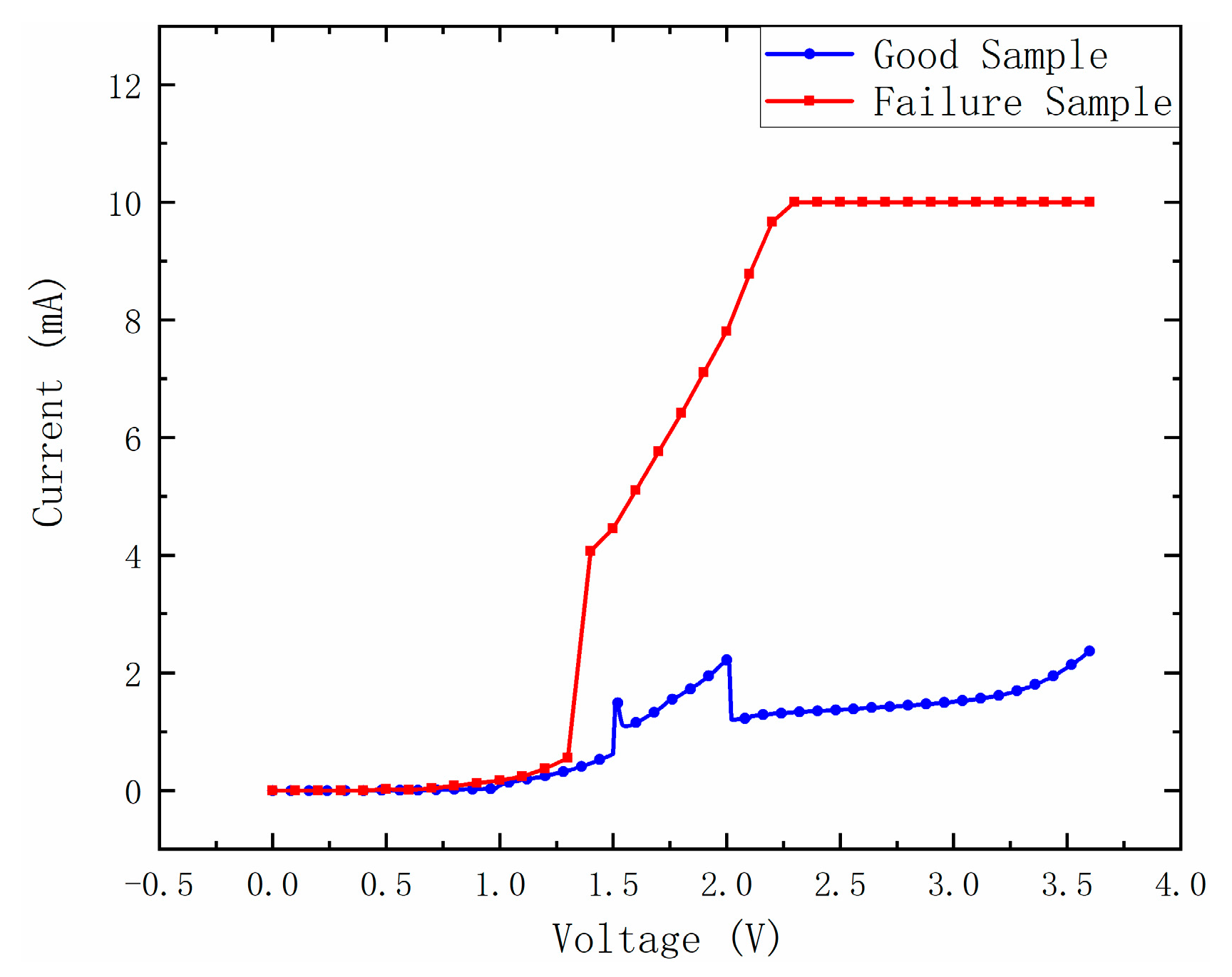
For generic devices, the value of electrical parameters caused by resistive defects is usually large. Due to the complex structure of the circuit, it is complicated to calculate the changes in electrical parameters caused by laser heating through theoretical equations. During laser scanning, the electrical parameters change of good samples caused by temperature are within a specific range, but the changes of failure samples can exceed the specified range when the laser stimulates the defective area. Therefore, we set the specific range as the threshold to determine the defective spot.
For electrical signals with apparent changes in pulse amplitude, it can be judged directly by comparing the average of the amplitude generally. However, some special non-defective areas can also cause abnormal changes in the electrical parameters when it is necessary to combine the actual situation to locate the analysis.
Under the test conditions with good samples for comparison, we can test the good sample first and then the failure sample under the same experimental conditions.
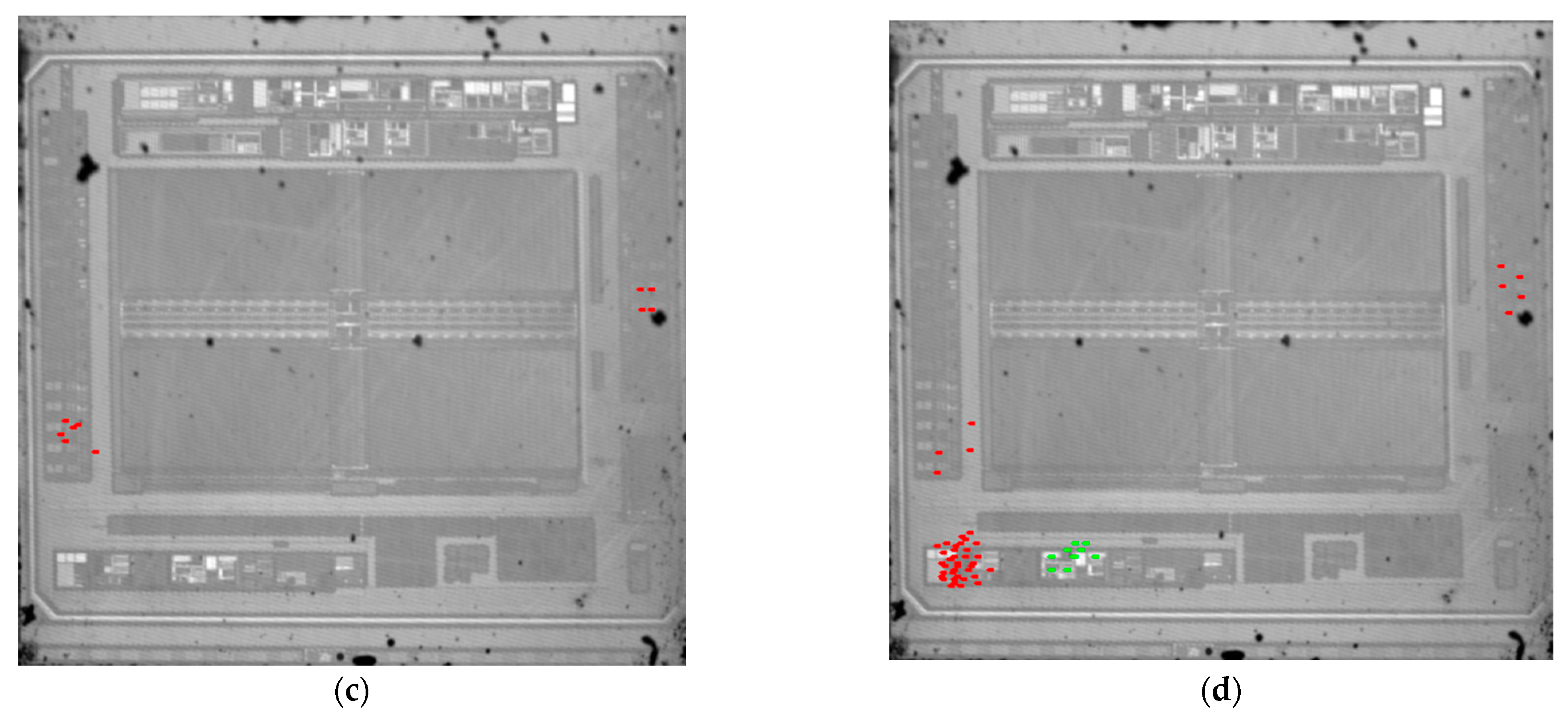
The system software uses the average value of electrical parameter changes multiplied by coefficient data as the threshold to calculate two sets of data representing signal anomalies and compare these two sets of data to obtain defect points. The software can also use the coordinate information from two sets of data to generate a distribution map of defective points on the infrared image of the DUT. By comparing the distribution maps between the good and failure samples, we can easily determine the location of the defect points.
Under the test conditions without good samples for comparison, we should first collect the scan data when the laser scans the area without large current changes when laser radiation, then calculate the average values of some normal area by way of sliding windows, and then take the maximum value and calculate the percentage change of the maximum value in the mean value of the window as the judgment threshold of failure samples. Set the standard area data as (
), the value of window length as m (m is an odd number), and set the mean values of m as (
). Among them:
when
or
,
. The amplitude change
is:
The maximum amplitude
is:
If we obtain
when the sequence number is
, the threshold value of the electrical signal amplitude variation
is:
Considering the complexity of the internal structure of the chip and the uncertainty of the induction signal level of thermal laser scanning, some normal areas may also cause changes in electrical parameters during fast scanning, so if the threshold calculated by the above method is less than 10%, typically the threshold is also set to 10% [
17].
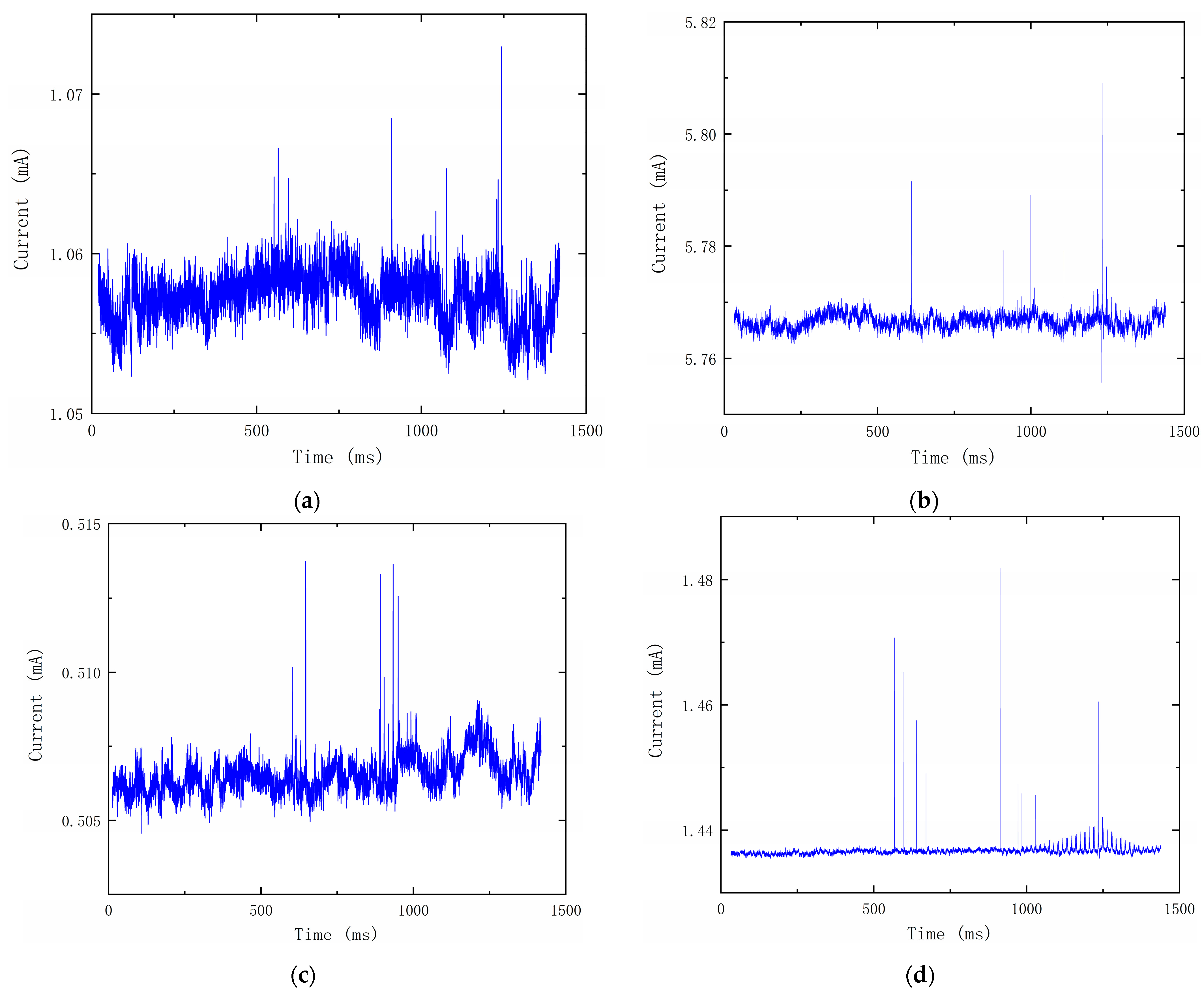
For signals with insignificant amplitude changes, the system uses the sliding window’s algorithm to judge abnormal data by the average and variance values in every window. The variance is suitable for detecting signal data’s upper and lower edges, but a rectangular pulse will form two variance peaks, so we need to combine them. At the same time, there will be limitations on the oscillating signal when abnormal judgment data is just by average, but the signal can be well identified by the variance. Similar to the condition with noticeable amplitude change, the average and variance values will be obtained by applying statistical methods to data within a sliding window. At this time, the pulse signal detection intensity needs three thresholds; the upper threshold
, lower threshold
, and variance threshold
of the average value. Considering the symmetry of the vibration signal when the amplitude is not apparent, the upper and lower thresholds are set the same. The specific value set principle is the same as the method described above, and the maximum value of the average value variation of adjacent windows
is:
the variance of adjacent windows
is:
After the data acquisition unit obtains the above data, the failure point will be identified after the data acquisition is completed because of the massive data. In addition to the input and reference threshold calculated by the system, there is a variable threshold value designed for the application with more pulsed anomalous data. This value is smaller than the input threshold. Adjusting this value to filter the hot spots displayed on the IR image allows a visual comparison of hot spots of good samples and hot spots of anomalous samples.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










