
Improving Replenishment Flows Using Simulation Results: A Case Study


Abstract
:1. Introduction
- Optimising the distribution flows to different workstations.
- Elaborating an accurate replenishment cartography.
- Reducing inventory level of the Work in Process/Progress (WIP).
- Eliminating waste [8].
- Smoothing the line feeding process flow:
- -
- To avoid erratic line stops.
- -
- To eliminate the stock take gaps.
- -
- To ensure traceability of material within the WIP processes.
- Standardising the feeding system flows.
2. Literature Review
3. Wire Harness Production
3.1. Presentation of the Company
3.2. Manufacturing Process of Wire Harness
3.2.1. Wire Harness
3.2.2. Manufacturing Process
Reception of Raw Materials
Production
- ○
- Cutting
- ○
- Pre-Assembly
- -
- Manual Setting: it is not possible sometimes to set the terminals to the edge of the wires automatically by the machine; therefore, this operation is occasionally done using manual presses.
- -
- Twist: Twisting two wires ensure their protection from magnetic fields.
- ○
- Assembly
- -
- The Insertion: This step consists of inserting, manually and respectively, the terminals in their connectors. In order to help operators, sub-assembly schema is displayed on each workstation.
- -
- The Welding: This operation serves to weld the edges of stripped wires in order to realise a pairing using an ultrasound machine that applies precise strength and vibrations during a pre-defined time.
- -
- The Wrapping: This operation consists of covering the wires with ribbons and protectors.
- -
- Inspection and Testing: These operations consist of testing the wire harness in an essay machine that helps to detect electrical shortcuts and to check the presence of connectors thanks to integrated sensors. Then, the final wire harness goes through a compulsory visual test to check certain dimensions. Two other workstations for testing are:
- ○
- Clip checker: This device makes it possible to check whether each clip is used in its correct position. Clips are used to gather and fix the wire harness in the car chassis.
- ○
- Packaging: Each finished product has a label with a barcode. The product is placed in a plastic bag, packed in boxes, and delivered to the shipping area.
Expedition
3.3. Problem
- Buffer stock of raw materials and subassemblies are kept in different locations within the production lines and workstations. This organisation involves a non-optimised inventory level due to the existence of the same components in different locations.
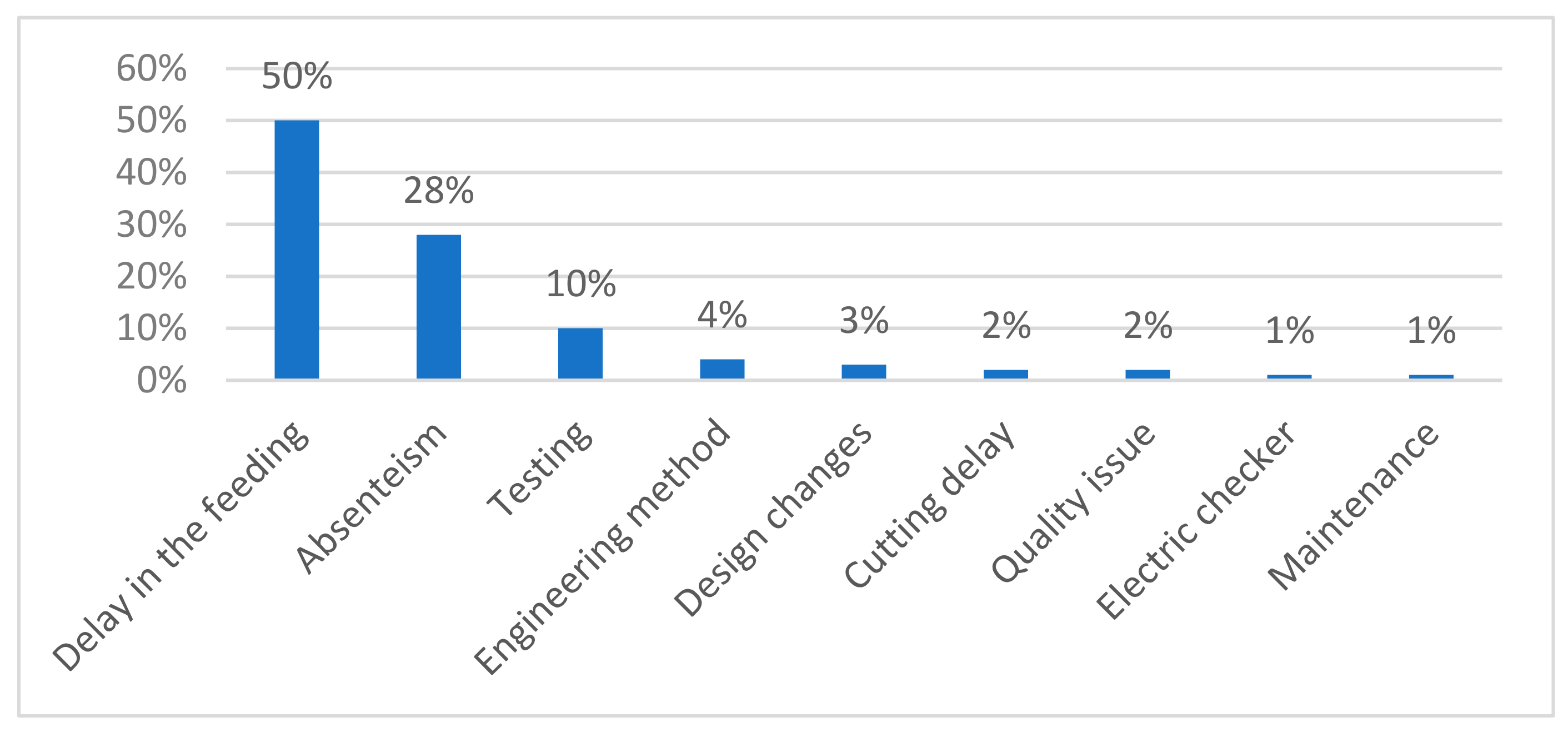
- The 2nd set of improvement is that the production lines are stopped due to the method used for the replenishment of the raw materials despite the high level of inventory. When the production operator does not scan the consumed material, the system does not send any signal to the warehouse operator to prepare the goods. This non-synchronization between the WIP buffer stock and the central warehouse leads to repetitive stoppages of the production lines, resulting in hidden costs due to non-productive time.
- -
- Reducing the inventory in the WIP.
- -
- Putting in place a lean replenishment flow.
4. Methodology and Methods
4.1. Adopted Approach
4.2. Kaizen Concept
4.3. DMAIC Method
- -
- Conformance issues defined by the unsatisfactory performance of a well-specified system.
- -
- Efficiency issues, resulting from unsatisfactory performance from the standpoint of stakeholders.
- -
- Unstructured performance problems, resulting from unsatisfactory performance by a poorly specified system.
- -
- Product design problems, involving the design of new products that better respect the expectations of customers that matter most to them.
- -
- Process design issues, involving the design of new processes or substantially revising existing ones.
- -
- Assist problem solving teams by providing a framework to ensure that data-driven decisions are conducted, ensuring the robustness of the solution.
- -
- Use the DMAIC 5-Panel as a flexible format that can be shared by all manufacturing plants.
- -
- Propose a consistent and concise communication means to management.
5. Data
5.1. Data Collection
- Bin in the buffer stock become empty.
- Scan the “empty Kanban” to create material reservation in the system for the warehouse.
- According to the FIFO (First In, First Out) concept, the system proposes a box to be picked.
- Scan the box for confirmation—this refers to the Kanban signal and made the box full.
- Bring the carton box physically to the empty bin on the buffer stock.
- Fulfil the empty place on the buffer stock.
- -
- Damaged components, as they can fall out of boxes.
- -
- There is a risk that dust may be at the origin of electric shortcuts in case components are affected.
- -
- The Enterprise Resource Planning (ERP) system cannot handle incomplete boxes.
- Lead-time: there are components that can go through the manufacturing process in nine working days, whereas others have a very short lead-time. This leads to constraints on the stock levels specific to each of the components. These unbalanced processes create a lot of inefficient movements of operators or lead to their reconciliation with buffer stocks.
- The high level of inventory is also one of the dysfunctionalities that must be fixed. Two dimensions need to be investigated.
- ○
- The number of storage locations in production: since we have two storage points, we indirectly create too much inventory in the WIP.
- ○
- Calculations of the net demand to suppliers do not consider the WIP inventory. Most important to notice is that the ERP system cannot handle open boxes and so this inventory is somehow ignored. Since the inventory in WIP is not part of the calculations, it leads the system to order more materials from suppliers. This increases, once again, the stock level in the whole plant.
- The Kaizen approach helps eliminate useless movements and waiting times, and helps achieve continuous improvement in visual management and on the discipline of the scan during physical movements as well as the traceability between the processes.
- -
- A lack of components: the trigger of the order to the warehouse is interrupted by missing scans of the consumed products in WIP storage locations.
- -
- Operators take different routes to complete replenishment, causing delays.
- -
- The type of the trolley used does not help to optimise the quantity of products in a trip.
- -
- The Kanban boxes used do not respect the proper timing for the operator to make the round trip. As the operator returns to fulfil the boxes, the line is already stopped.
- -
- There is poor communication between production operators and line feeders.
- -
- Value-added operations: these are operations that are directly involved in the creation of an added value in the product.
- -
- Non-value-added operations: this is an intermediate step, sometimes necessary for the implementation of the next operation, but not essential for the mission of the line feeder.
5.2. Data Analysis
5.2.1. Inventory Level
- -
- yj = Daily Needs on Component j
- -
- C = Daily Capacity for Component j regarding Each Family Product
- -
- i = Family Product (out of the 10 family products indicated at the top of the Table 3)
- -
- Pj = Penetration of Component j
5.2.2. Waiting Muda of Line Feeders
6. FlexSim Simulator
- -
- FlexSim is a simulator with a certain flexibility, offering the possibility to simulate and model any process, in addition to its strong characteristics of optimisation.
- -
- It is used mostly for material handling and warehousing more than the other competitive software, which was the dominant criterion for having chosen FlexSim.
- -
- Visualising the bottlenecks.
- -
- Identifying the inventory caused by over-production and over-processing.
- -
- Analyses of new concepts highlighting some parameters linked to the productivity.
- -
- Evaluation of operational decisions regarding lean processes and materials transfer.
7. Results and Analysis
7.1. Consolidated Supermarket
7.1.1. Space Optimisation
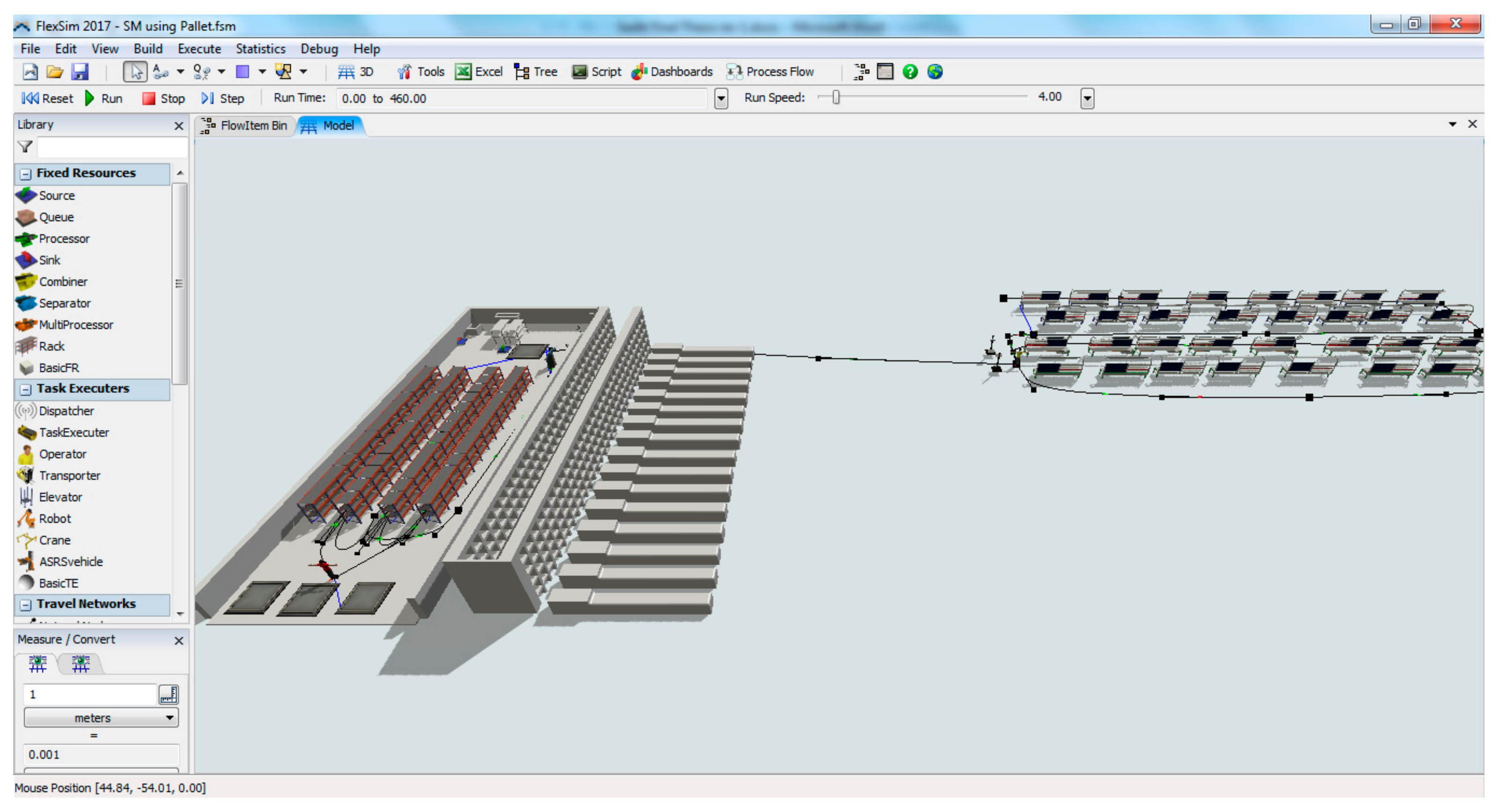
7.1.2. Simulations Regarding the Consolidated Supermarket
- -
- 13 bays with 1.40 cm width;
- -
- 4 levels with a height of 0.65 cm each;
- -
- a capacity of 104 boxes for each rack that represents 1.5 days’ consumption;
- -
- Rack D is used for high runner items where production replenishment is done from the supplier’s complete original packaging. Racks A, B, and C are used for open boxes distributed to the lines by a returnable plastic box in a trolley.
- -
- 1st operator moves the loads box by box.
- -
- 2nd operator moves loads using a pallet with a capacity of 15 boxes (standard capacity of a pallet).
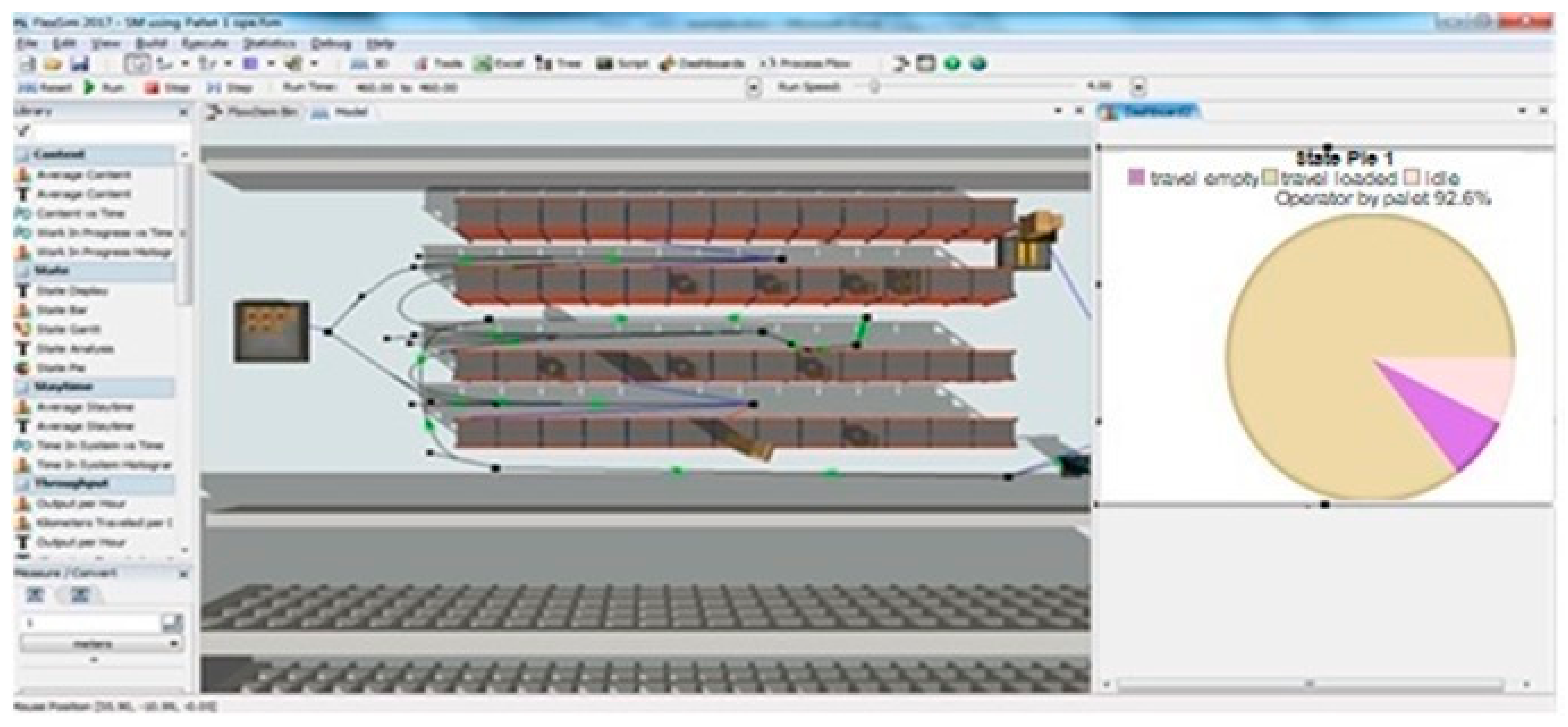
- -
- Travel loaded: 89.2%;
- -
- Travel empty: 5.4%;
- -
- Idle time: 5.5%.
7.2. Line Feeding Process
7.2.1. Description, Measurements, and Paths Configuration
- -
- What is the demand?
- -
- What are the currently available articles?
- -
- What is on order?
- -
- What will need to be ordered?
- -
- When do orders need to be released?
- -
- How much should be ordered?
- -
- Visual Review System: this method focuses on a visual check of the physical inventory to reach the minimum required quantity that triggers the demand. In other words, when there is one pallet remaining, a demand is triggered to supply another one. In this case, one pallet is the minimum stock level and two pallets are the maximum stock levels. The advantage of this method is its simplicity and does not require any software or high training level of the employees.
- -
- Two-Bin System: this is a fixed ordering flow where the inventory is controlled through two bins. One bin is located in the workstation area, while the other one is in the picking area. Practically, the bin in the workstation area is used as full, while the bin in the picking area is empty. The empty bin is the trigger of the replenishment demand.
- -
- Periodic Review: it is a fixed review timing system and tends to make replenishment on a regular and deterministic cycle. The main advantage of this method is that it can be used without a computer-based solution.
- -
- Order Point: it is the minimum quantity for which the order is placed to make the replenishment. This method requires a close follow-up of consumed quantities, generally through an ERP.
- -
- The timing: the time to pick up the full and empty bins.
- -
- The quantity: the quantity to be transported to the production lines.
- -
- The route: it is about the optimal route to consider.
- -
- The physical flows: how are materials stacked and what is the chosen frequency?
- -
- Identify all the necessary components in the workstation.
- -
- Identify the quantities needed by a component.
- -
- Identify the type of container
- ○
- Plastic bin;
- ○
- Original packaging.
- -
- Design the workstation in accordance with the rules of ergonomics.
- -
- Implement the two-bin concept.
- -
- Standardising the line feeding process
- -
- Defining the number of operators required
- ○
- Define the preliminary routes of line feeders;
- ○
- Standardise the in/out trajectories for each assembly line.
- -
- Adopt and execute the visual management technique for the raw materials flows
- ○
- Checklists
- ○
- Specific colour by location of the raw materials.
- CycleT.line F: total cycle time of the line feeders
- CycleT.comp: cycle time to supply components using the Kanban bins
- CycleT.HR: cycle time to supply High Runner (HR) parts
- -
- Collect the empty Kanban bins in the production lines.
- -
- Replenish the full Kanban bins using:
- ○
- The scan of the empty Kanban bins;
- ○
- The scan of the full Kanban bins with components.
- Time.collection: time to collect the Kanban bins from the production line
- Time.line feeding: time the operator makes distribution of the components to the workstations.
- -
- The number of components supplied to each product family;
- -
- The synergies between the same product families in different projects;
- -
- The distance to the consolidated supermarket;
- -
- The timing balance between all the operators.
7.2.2. Simulations
Replenishment Inside the Consolidated Supermarket
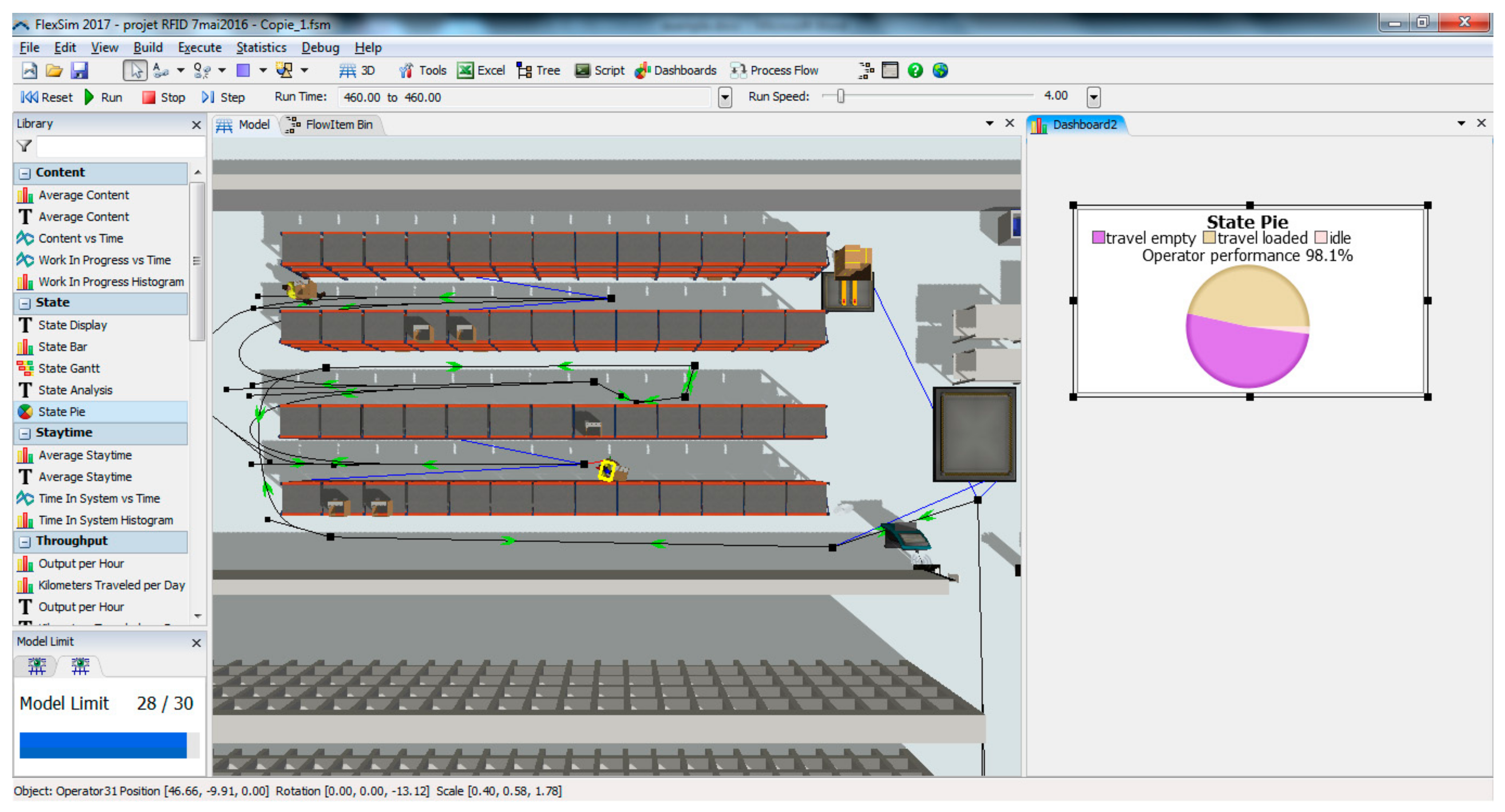
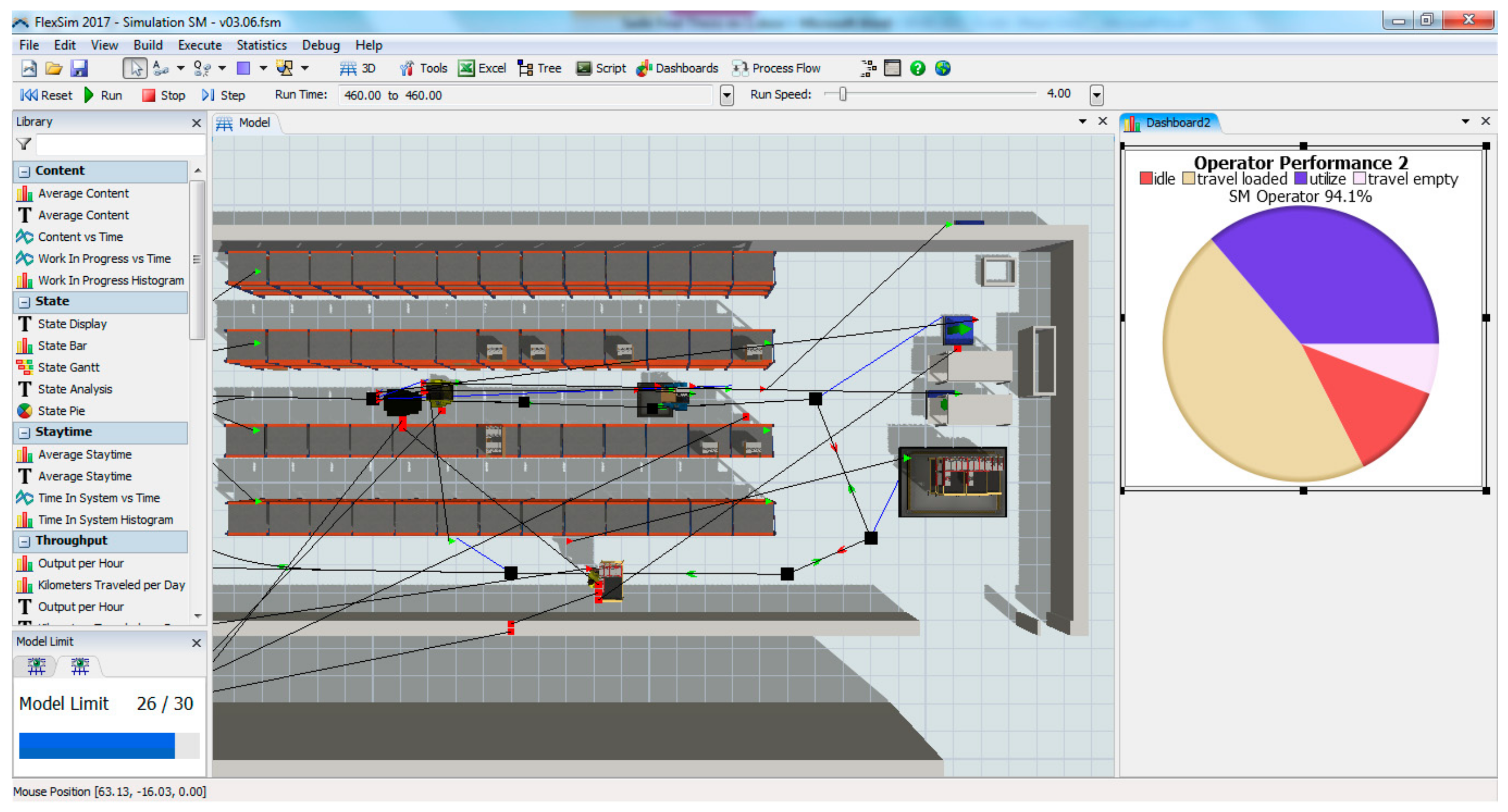
Simulations of the Supermarket Operator Performance
- -
- 64.7% as travel loaded, which is the operation when the operator picks the empty trolley and moves between the racks in order to fill the boxes.
- -
- 26.6% as the “utilize” mode, which is when the operator is picking the components and puts the required quantity in the boxes.
- -
- 8.7% for travels empty, which refers to the time when the operator moves to pick the empty trolley.
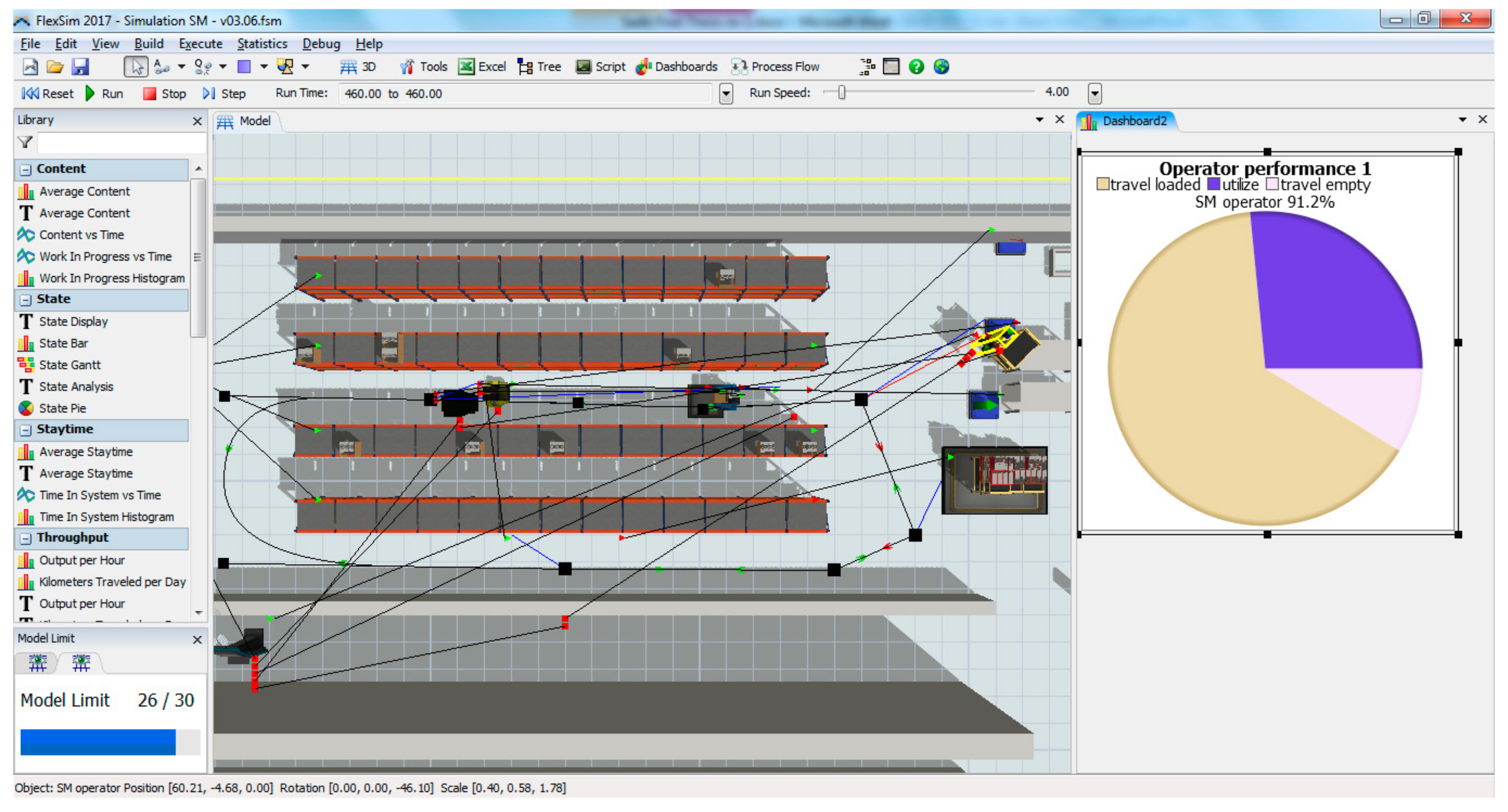
- -
- Travel loaded is reduced significantly from 64.7% to 49.1%. This proves that the colour coding helps the operator to move efficiently without substantial returns; the operator strictly follows the work sequence from one area to another.
- -
- While reducing the travel loading time, the “utilize” step as the central activity of the process increases from 26.6% to 38.6%.
- -
- Idle capacity is evaluated to 12.3%, which represents the free capacity generated from the colour coding concept introduction. This means that we free up the time of the operator by 56.58 min (460 min/day × 12.3%) implying that we may give other tasks to the operators of the warehouse in order to be fully occupied.
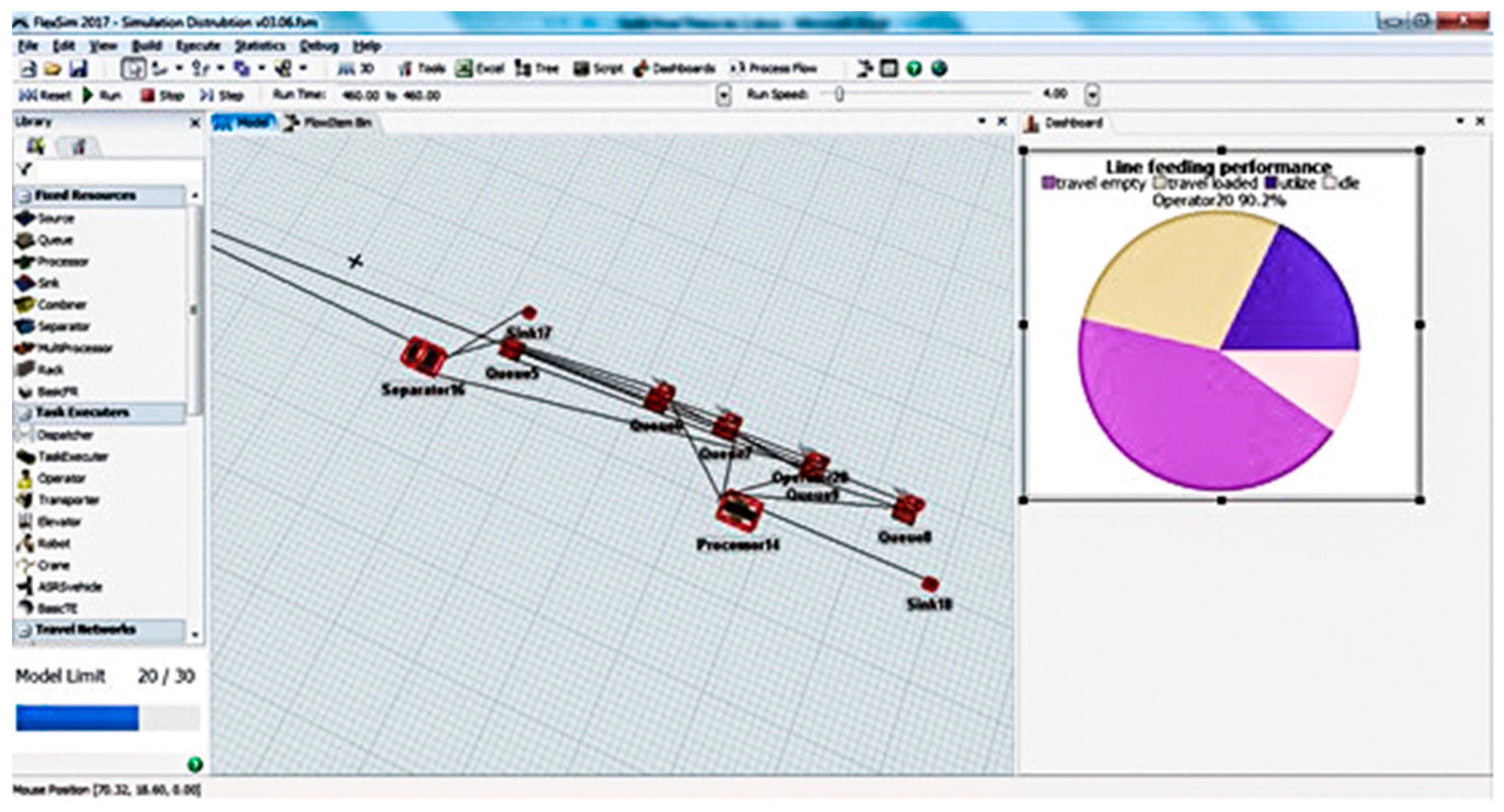
Simulations of the Line Feeding Process Flows
- -
- A 1st trip with components in returnable boxes placed in the trolley.
- -
- A 2nd trip with components in the original supplier packaging (volume or high-runner items).
- -
- 4 h consumption.
- -
- 200 Kanban bins.
- -
- 4 h consumption of empty boxes moving to the supermarket.
- -
- 4 h consumption of full boxes used in the production lines.
- -
- 44% for traveling empty from production lines to the consolidated supermarket;
- -
- 28.4% for traveling loaded, which refers to the delivery of raw materials on the trolley from the supermarket to the production lines;
- -
- 17.8% in the “utilize” mode, which represents the operations of putting in place full boxes on the lines and picking the empty ones;
- -
- 9.8% as the idle time that is the theoretically free capacity; the operator is waiting for the trolley to be fulfilled.
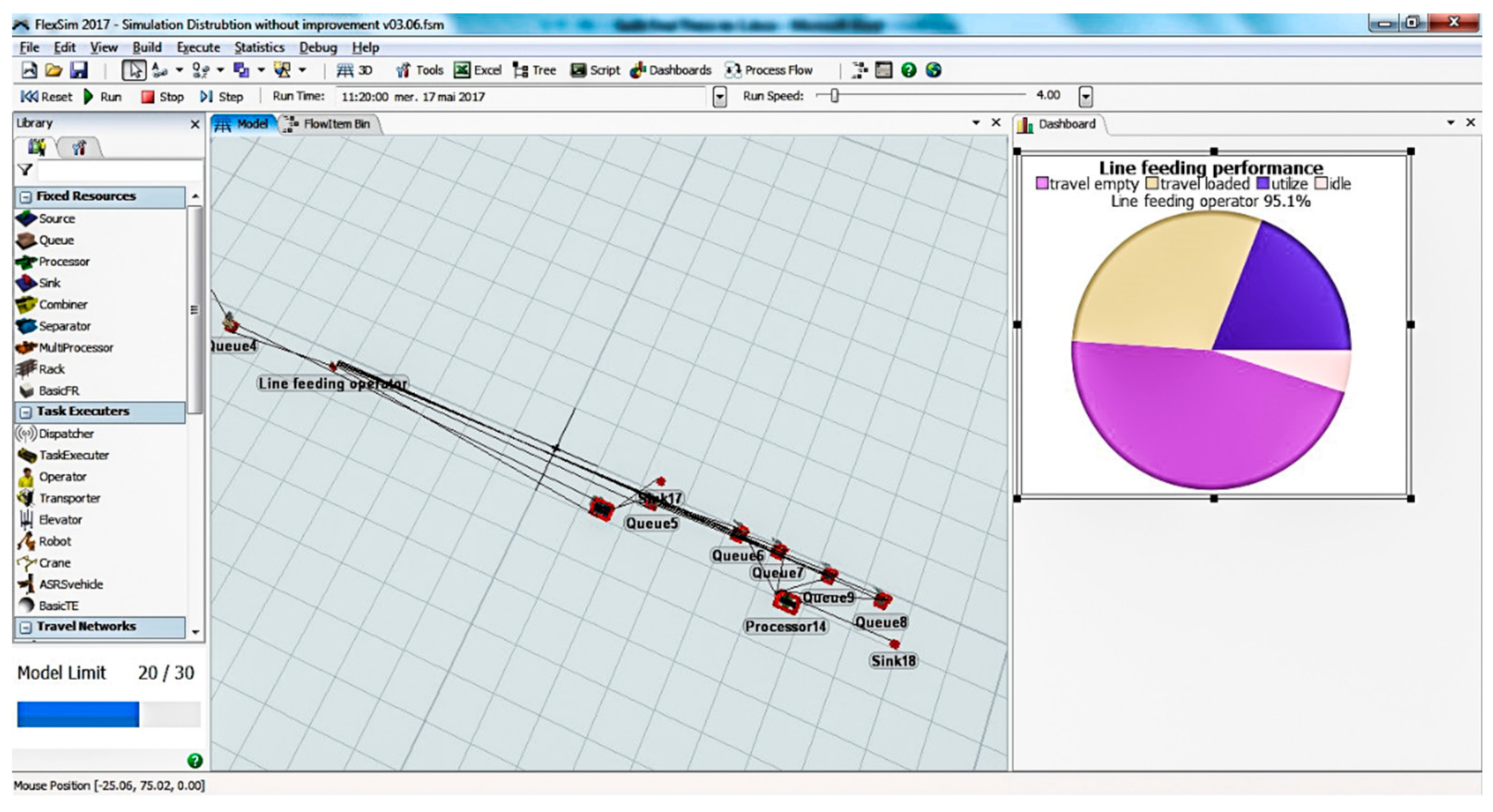
Sensitivity Analysis of the Line Feeding Process
- -
- An idle capacity of 4.9% per shift instead of 9.8%, i.e., a net gain of 22.54 min;
- -
- 46.2% travelling empty compared to 44% previously achieved;
- -
- 29.8% travelling loaded instead of 28.4%;
- -
- 19.1% in the “utilize” mode instead of 17.8% previously.
- -
- The supermarket operator will work inside the warehouse, store the goods inside the supermarket, and prepare the trolleys.
- -
- The line delivery operator will scan the empty boxes inside the supermarket and participate in the 6S-based activities (Sort, Set in order, Shine, Standardise, Sustain, and Safe).
8. Lessons and Future Improvements
8.1. Lessons and Contributions
- -
- Space optimisation: the optimisation of space in the production workshop allows implementation of at least one new project in order to increase the turnover.
- -
- Available inventory days: this part draws attention to the commodity inventory level for the main warehouse and WIP.
- -
- Production line shutdowns: this is linked to the discrepancies observed between the characteristic flows of the old process and the trend observed with the new simulated configuration, with a special introduction to the consolidated supermarket concept.
- -
- Logistics costs: the costs of logistics are reduced and are mainly impacted by staff cost optimisations. With logistics downsizing, costs have dropped from 6.51% in monthly sales values to an average of 4.84%.
- -
- Is there an overproduction waste or excessive WIP in certain areas or extra processing times? How to remedy these dysfunctions thanks to modelling, simulations and the factual interpretation of the results?
- -
- Where can we reduce stocks or position and use supermarkets correctly?
- -
- Where can internal physical flows be improved?
- -
- What other improvements are needed? Should we create a new layout for specific areas?
8.2. Future Improvements
8.2.1. RFID Solution
- -
- Manage more detailed traceability throughout the supply chain;
- -
- Follow in real-time the available inventory and the different movements;
- -
- Allow a strong and rapid reaction in the resolution and anticipation of problems;
- -
- Avoid all scan errors that lead to inventory discrepancies.
- -
- Step 1: Extract the request from the supermarket, print the corresponding selection list and start preparing it physically. This picking list is sorted by storage location in the warehouse, which follows the sequence of picking the required items.
- -
- Step 2: Receive the necessary equipment and distribute it inside the supermarket. The operator ensures that the material is positioned in the right place.
- -
- Step 3: The requirements of the production lines presented in the pick lists received, as well as the empty boxes on the trolleys, are triggers for the supermarket operators to launch the preparation.
- -
- Step 4: The fourth step is important because the operators scan the empty boxes, becoming a signal for:
- ○
- Moving material in the warehouse system to WIP for consumption;
- ○
- Ensuring the order and the replacement of the box at the warehouse.
- -
- Step 5: This is the physical delivery to the production lines.
- -
- Component reference.
- -
- The quantity contained.
- -
- The position in the consolidated supermarket.
- -
- The workstation for which it is intended in the production line.
- -
- Kanban to Full: The RFID tag is detected as a full box delivered to the production line. The ERP system recognises it through the Kanban status of the box and transfers this quantity to the WIP.
- -
- Kanban to Empty: The RFID tag is detected in an empty state as soon as it is returned from production.
- -
- The advantages behind this solution are as follows:
- -
- Inventory accuracy.
- -
- Visibility of the supply chain/reduction of the shortage risk.
- -
- Reduction of the error rate.
- -
- Productivity gains for operators (line feeders).
- -
- More detailed traceability.
8.2.2. Automatised Replenishment to Production Lines
- -
- Automatic train: a train that can be programmed and delivers automatically without a driver. This type of logistic train requires a greater focus on:
- ○
- Detailed programming devices for stop and go.
- ○
- Respect of timing.
- ○
- High investment.
- ○
- A large dedicated corridor.
- -
- Mechanical train: identical to the automatic train, except that it requires a driver to move it. It involves:
- ○
- One driver.
- ○
- Less machine programming.
- ○
- Flexibility in the time slot.
- ○
- Less investment compared to the automatic train.
- ○
- A large dedicated corridor.
9. Conclusions and Limitations
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chapman, S.N.; Arnold, J.R.T.; Gatewood, A.K.; Clive, L.M. Introduction to Materials Management; Pearson: Harlow, UK, 2017. [Google Scholar]
- Paul, R.K.; Kalyan, S.; Luk, N.V. Sustainable operations management. Prod. Oper. Manag. 2005, 14, 482–492. [Google Scholar]
- Giret, A.; Trentesaux, D.; Prabhu, V. Sustainability in manufacturing operations scheduling: A state of the art review. J. Manuf. Syst. 2015, 37, 126–140. [Google Scholar] [CrossRef]
- Yang, Q.; Meng, X.; Zhao, H.; Cao, C.; Liu, Y.; Huisingh, D. Sustainable operations-oriented painting process optimisation in automobile maintenance service. J. Clean. Prod. 2021, 324, 129191. [Google Scholar] [CrossRef]
- Christensen, C.M.; Anthony, S.D.; Roth, E.A. Seeing What’s Next: Using the Theories of Innovation to Predict Industry Change; Harvard Business School Press: Boston, MA, USA, 2004. [Google Scholar]
- Danneels, E. Disruptive technology reconsidered: A critique and research agenda. J. Prod. Innov. Manag. 2004, 21, 246–258. [Google Scholar] [CrossRef]
- Esmaeilian, B.; Behdad, S.; Wang, B. The evolution and future of manufacturing: A review. J. Manuf. Syst. 2016, 39, 79–100. [Google Scholar] [CrossRef]
- El-Tamimi, A.M.; Abidi, M.H.; Mian, S.H.; Aalam, J. Analysis of performance measures of flexible manufacturing system. J. King Saud Univ. Eng. Sci. 2012, 24, 115–129. [Google Scholar] [CrossRef] [Green Version]
- Stevenson, W.J. Operations Management, 12th ed.; McGraw-Hill Education: New York, NY, USA, 2015. [Google Scholar]
- Jalali, H.; Nieuwenhuyse, I.V. Simulation optimization in inventory replenishment: A classification. IIE Trans. 2015, 47, 1217–1235. [Google Scholar] [CrossRef]
- Lacksonen, T. Empirical comparison of search algorithms for discrete event simulation. Comput. Ind. Eng. 2001, 40, 133–148. [Google Scholar] [CrossRef]
- Yokoyama, M. Integrated optimization of inventory-distribution systems by random local search and a genetic algorithm. Comput. Ind. Eng. 2002, 42, 175–188. [Google Scholar] [CrossRef]
- Chen, S.-P. An alternating variable method with varying replications for simulation response optimization. Comput. Math. Appl. 2004, 48, 769–778. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.-P. Simulation response optimization via an alternating variable method. Eng. Optim. 2003, 35, 675–684. [Google Scholar] [CrossRef]
- Kleijnen, J.P.C.; van Beers, W.; van Nieuwenhuyse, I. Constrained optimization in expensive simulation: Novel approach. Eur. J. Oper. Res. 2010, 202, 164–174. [Google Scholar] [CrossRef]
- Shukla, S.K.; Tiwari, M.K.; Wan, H.-D.; Shankar, R. Optimization of the supply chain network: Simulation, Taguchi, and psychoclonal algorithm embedded approach. Comput. Ind. Eng. 2010, 58, 29–39. [Google Scholar] [CrossRef]
- Taleizadeh, A.A.; Niaki, S.T.A.; Meibodi, R.G. Replenish-up-to multi-chance-constraint inventory control system under fuzzy random lost-sale and backordered quantities. Knowl.-Based Syst. 2013, 53, 147–156. [Google Scholar] [CrossRef]
- Taleizadeh, A.A.; Niaki, S.T.A.; Nikousokhan, R. Constraint multiproduct joint-replenishment inventory control problem using uncertain programming. Appl. Soft Comput. 2011, 11, 5143–5154. [Google Scholar] [CrossRef]
- Wong, J.-T.; Su, C.-T.; Wang, C.-H. Stochastic dynamic lot-sizing problem using bi-level programming base on artificial intelligence techniques. Appl. Math. Model. 2012, 36, 2003–2016. [Google Scholar] [CrossRef]
- Scholz, A.; Wäscher, G. Order batching and picker routing in manual order picking systems: The benefits of integrated routing. Cent. Eur. J. Oper. Res. 2017, 25, 491–520. [Google Scholar] [CrossRef]
- Kia, R.; Khaksar-Haghani, F.; Javadian, N.; Tavakkoli-Moghaddam, R. Solving a multi-floor layout design model of a dynamic cellular manufacturing system by an efficient genetic algorithm. J. Manuf. Syst. 2014, 33, 218–232. [Google Scholar] [CrossRef]
- Matusiak, M.; de Koster, R.; Saarinen, J. Utilizing individual picker skills to improve order batching in a warehouse. Eur. J. Oper. Res. 2017, 263, 888–899. [Google Scholar] [CrossRef]
- Glock, C.H.; Grosse, E.H. Storage policies and order picking strategies in U-shaped order-picking systems with a movable base. Int. J. Prod. Res. 2012, 50, 4344–4357. [Google Scholar] [CrossRef]
- Matusiak, M.; de Koster, R.; Kroon, L.; Saarinen, J. A fast simulated annealing method for batching precedence-constrained customer orders in a warehouse. Eur. J. Oper. Res. 2014, 236, 968–977. [Google Scholar] [CrossRef]
- Franzke, T.; Grosse, E.H.; Glock, C.H.; Elbert, R. An investigation of the effects of storage assignment and picker routing on the occurrence of picker blocking in manual picker-to-parts warehouses. Int. J. Logist. Manag. 2017, 28, 841–863. [Google Scholar] [CrossRef]
- Spearman, M.L.; Zazanis, M.A. Push and pull production systems: Issues and comparisons. Oper. Res. 1992, 40, 521–532. [Google Scholar] [CrossRef]
- Huang, C.-C.; Kusiak, A. Manufacturing control with a push-pull approach. Int. J. Prod. Res. 1998, 36, 251–276. [Google Scholar] [CrossRef]
- Geraghty, J.; Heavey, C. A comparison of hybrid push/pull and CONWIP/pull production inventory control policies. Int. J. Prod. Econ. 2004, 91, 75–90. [Google Scholar] [CrossRef]
- Zheng, W.; Ma, Y.; Zheng, Y.; Shi, X.; Li, B.; Jiang, Y. The research of pull production strategy and method. In Proceedings of the 2010 International Conference on Management and Service Science, Wuhan, China, 24–26 August 2010; pp. 1–4. [Google Scholar]
- Muniappan, P.; Uthayakumar, R.; Ganesh, S. A production inventory model for vendor-buyer coordination with quantity discount, backordering and rework for fixed life time products. J. Ind. Prod. Eng. 2016, 33, 355–362. [Google Scholar] [CrossRef]
- Chaudhary, U.; Singh, S.R.; Chaudhary, U. Supply chain model for deteriorating items with imperfect production process under budget constraint. In Information Systems Design and Intelligent Applications, Advances in Intelligent Systems and Computing; Mandal, J.K., Satapathy, S.C., Sanyal, M.K., Sarkar, P.P., Mukhopadhyay, A., Eds.; Springer: New Delhi, India, 2015; Volume 340, pp. 273–284. [Google Scholar]
- Ghasemi, N. Developing EPQ models for non-instantaneous deteriorating items. J. Ind. Eng. Int. 2015, 11, 427–437. [Google Scholar] [CrossRef] [Green Version]
- Burganova, N.; Grznar, P.; Gregor, M.; Mozol, S. Optimalisation of internal logistics transport time through warehouse management: Case study. Transp. Res. Procedia 2021, 55, 553–560. [Google Scholar] [CrossRef]
- Masae, M.; Glock, C.H.; Grosse, E.H. Order picker routing in warehouses: A systematic literature review. Int. J. Prod. Econ. 2020, 224, 107564. [Google Scholar] [CrossRef]
- Kapoor, A.; Agarwal, K.M.; Sheokand, A. Lean Implementation Value in Automobile Sector. In Recent Advances in Industrial Production; Springer: Singapore, 2022; pp. 303–314. [Google Scholar]
- Tsigkas, A. Principles of Lean Production. In The Modern Lean Enterprise; Springer: Berlin/Heidelberg, Germany, 2022; pp. 43–51. [Google Scholar]
- Haug, P. Toolbox of Supply Chain Management. In Project Management in Logistics and Supply Chain Management; Springer Gabler: Wiesbaden, Germany, 2022; pp. 91–124. [Google Scholar]
- Helmold, M.; Küçük Yılmaz, A.; Dathe, T.; Flouris, T.G. Global Supply Chains. In Supply Chain Risk Management; Springer: Cham, Switzerland, 2022; pp. 79–89. [Google Scholar]
- Makinde, O.; Selepe, R.; Munyai, T.; Ramdass, K.; Nesamvuni, A. Improving the Supply Chain Performance of an Electronic Product-Manufacturing Organisation Using DMAIC Approach. Cogent Eng. 2022, 9, 2025196. [Google Scholar] [CrossRef]
- Bakker, O.J.; Papastahis, T.N.; Ratchev, S.M.; Popov, A.A. Recent research on flexible fixtures for manufacturing processes. Recent Pat. Mech. Eng. 2013, 6, 107–121. [Google Scholar] [CrossRef] [Green Version]
- Hussein, B.; Hammoud, M.; Bazzi, H.; Haj-Ali, A. PRISM—Process reengineering integrated spiral model: An agile approach to business process reengineering (BPR). Int. J. Bus. Manag. 2014, 9, 134–142. [Google Scholar] [CrossRef] [Green Version]
- Hammer, M.; Champy, J.A. Reengineering the Corporation: A Manifesto for Business Revolution; Harper Business Books: New York, NY, USA, 1993. [Google Scholar]
- Kholil, M.; Suparno, A.; Hasan, S.B.H.; Aprilia, R. Lean approach for waste reduction in production line by integrating DMAIC, VSM, and VALSAT method (Study case: Assembling bracket manufacturing automotive industry). J. Intell. Decis. Support Syst. 2022, 5, 37–43. [Google Scholar] [CrossRef]
- Williams, M.A. Six Sigma; Rath & Strong/Aon Management Consulting: Lexington, MA, USA, 2006. [Google Scholar]
- Sangwa, N.R.; Sangwan, K.S. Leanness assessment of a complex assembly line using integrated value stream mapping: A case study. TQM J. 2022. ahead-of-print. [Google Scholar] [CrossRef]
- Helmold, M. Performance Management in Operations Management. In Strategic Performance Management; Springer: Cham, Switzerland, 2022; pp. 57–70. [Google Scholar]
- Vavrík, V.; Fusko, M.; Bučková, M.; Gašo, M.; Furmannová, B.; Štaffenová, K. Designing of Machine Backups in Reconfigurable Manufacturing Systems. Appl. Sci. 2022, 12, 2338. [Google Scholar] [CrossRef]
- Gochel, A.; Gebeyehu, S.G.; Abebe, M. Production lead time improvement through lean manufacturing. Int. J. Ind. Syst. Eng. 2022, 40, 147–156. [Google Scholar] [CrossRef]
- Smith, S. Muda, muri and mura. Lean Six Sigma Rev. 2014, 13, 36. [Google Scholar]
- Chen, T.C.T.; Wang, Y.C. Basics in Lean Management. In Artificial Intelligence and Lean Manufacturing; Springer: Cham, Switzerland, 2022; pp. 1–12. [Google Scholar]
- Abu-taieh, E.; El Sheikh, A. Commercial simulation packages: A comparative study. Int. J. Simul. Syst. Sci. Technol. 2007, 8, 66–76. [Google Scholar]
- Ross, D.F. Distribution Planning and Control: Managing in the Era of Supply Chain Management; Kluwer Academic Publisher: Norwell, MA, USA, 2004. [Google Scholar]
- Ho, G.T.S.; Choy, K.L.; Poon, T.C. Providing decision support functionality in warehouse management using the RFID-based fuzzy association rule mining approach. In Proceedings of the 2010 8th International Conference on Supply Chain Management and Information, Hong Kong, China, 6–9 October 2010; pp. 1–7. [Google Scholar]
- Chen, J.C.; Cheng, C.-H.; Huang, P.B.; Wang, K.J.; Huang, C.-J.; Ting, T.-C. Warehouse management with lean and RFID application: A case study. Int. J. Adv. Manuf. Technol. 2013, 69, 531–542. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 1st Why | Why do we have a high inventory level in the WIP? This is due to different storage locations inside the factory. |
| 2nd Why | Why do we have too much storage locations inside? To have available raw materials as close as possible to the workshops. |
| 3rd Why | Why do we need to have raw materials as close as possible to the workshops? To avoid line stops. |
| 4th Why | Why do we have line stops? Line feeders do not bring material on time. |
| 5th Why | Why do line feeders not bring material on time? Because the Kanban system and management flows are not well set. |
| Operation | Time (s) | % |
|---|---|---|
| Inspection | 922 | 7% |
| Collect | 1568 | 11% |
| Supply components | 2261 | 16% |
| Walking | 1368 | 10% |
| Waiting | 2493 | 18% |
| Abnormal flows | 5520 | 39% |
| Value Added | 6119 | 43% |
| Non-Value Added | 8013 | 57% |
| Reference | Main A | Rear A | Engine A | Small Parts 1 | Small Parts 2 | Small Parts 3 | Small Parts 4 | Small Parts 5 | Main B | Rear B |
|---|---|---|---|---|---|---|---|---|---|---|
| Component 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 37 | 37 |
| Component 2 | 0 | 5 | 7 | 2 | 4 | 4 | 2 | 0 | 4 | 4 |
| Component 3 | 0 | 5 | 22 | 5 | 6 | 9 | 5 | 2 | 7 | 7 |
| Component 4 | 0 | 0 | 3 | 0 | 4 | 0 | 0 | 0 | 7 | 7 |
| Component 5 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 2 | 2 |
| Component 6 | 32 | 18 | 8 | 20 | 12 | 36 | 31 | 21 | 8 | 8 |
| Component 7 | 1 | 6 | 0 | 6 | 0 | 0 | 0 | 0 | 4 | 4 |
| Component 8 | 11 | 12 | 35 | 10 | 1 | 46 | 28 | 1 | 6 | 6 |
| Component 9 | 2 | 27 | 44 | 30 | 40 | 11 | 11 | 4 | 27 | 27 |
| Reference | Max Daily Consumption | Physical Inventory | Gap per Day | Gap per Day |
|---|---|---|---|---|
| (pcs) | (pcs) | (pcs) | (Days) | |
| Component 1 | 20.72 | 88,398 | 67,678 | 3 |
| Component 2 | 6.08 | 65,976 | 59,896 | 10 |
| Component 3 | 12.56 | 65,427 | 52,867 | 4 |
| Component 4 | 5.04 | 51,541 | 46,501 | 9 |
| Component 5 | 1.28 | 45,965 | 44,685 | 35 |
| Component 6 | 32.96 | 74,042 | 41,082 | 1 |
| Component 7 | 4.32 | 44,582 | 40,262 | 9 |
| Component 8 | 2.64 | 65,084 | 38,684 | 15 |
| Component 9 | 43.12 | 80,742 | 37,622 | 1 |
| Shift | Line Feeders | Production Line for Project | Distance (m) | N° Components | |
|---|---|---|---|---|---|
| M/A | 1 | Project A | Small parts | 33 | 102 |
| Project B | Small parts | 96 | 135 | ||
| 2 | Project A | Small parts | 82 | 102 | |
| Project B | Small parts | 85 | 135 | ||
| 3 | Project A | Engine | 79 | 187 | |
| Project B | Engine | 84 | 193 | ||
| 4 | Project A | Rear | 66 | 224 | |
| Project C | Rear | 69 | 224 | ||
| Project B | Rear | 73 | 224 | ||
| 5 | Project A | Main | 54 | 283 | |
| Project B | Main | 48 | 296 | ||
| 6 | Project A | Engine | 79 | 187 | |
| Project B | Engine | 84 | 193 | ||
| Project A | Main | 54 | 283 | ||
| Project B | Main | 48 | 296 | ||
| Project A | Rear | 66 | 224 | ||
| Project B | Rear | 73 | 235 | ||
| Project C | Rear | 69 | 228 | ||
| Software | Typical Applications | Primary Markets |
|---|---|---|
| AnyLogic | Multi-method general-purpose simulation tool | Manufacturing, Supply Chains and Logistics, Warehousing, Business Processes, Healthcare, Pedestrian Dynamics, Railroads, Vehicle Traffic, Oil and Gas, Mining, Defense, Social Processes and Marketing, Ports and Container Terminals, and more |
| Arena | Used for simulating and analysing existing and proposed systems as well as operational analysis | Manufacturing, Supply Chain, Government, Healthcare, Logistics, Food and Beverage, Packaging, Mining, Call Centers |
| FlexSim | Simulation and modeling of any process with the purpose of analysing, understanding, and optimising that process | Manufacturing, Packaging, Warehousing, Material Handling, Supply Chains and Logistics, Healthcare, Factory, Aerospace, Mining |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Benmoussa, O. Improving Replenishment Flows Using Simulation Results: A Case Study. Logistics 2022, 6, 34. https://doi.org/10.3390/logistics6020034
Benmoussa O. Improving Replenishment Flows Using Simulation Results: A Case Study. Logistics. 2022; 6(2):34. https://doi.org/10.3390/logistics6020034
Chicago/Turabian StyleBenmoussa, Othmane. 2022. "Improving Replenishment Flows Using Simulation Results: A Case Study" Logistics 6, no. 2: 34. https://doi.org/10.3390/logistics6020034
APA StyleBenmoussa, O. (2022). Improving Replenishment Flows Using Simulation Results: A Case Study. Logistics, 6(2), 34. https://doi.org/10.3390/logistics6020034