
Assessing Adoption Factors for Additive Manufacturing: Insights from Case Studies


Abstract
:1. Introduction
- How can AM be deployed in domestic production environments to provide significant market advantages that justify its adoption?
- What is the general set of market archetypes for which AM will prove to be successful?
2. Literature Review
2.1. Additive Manufacturing
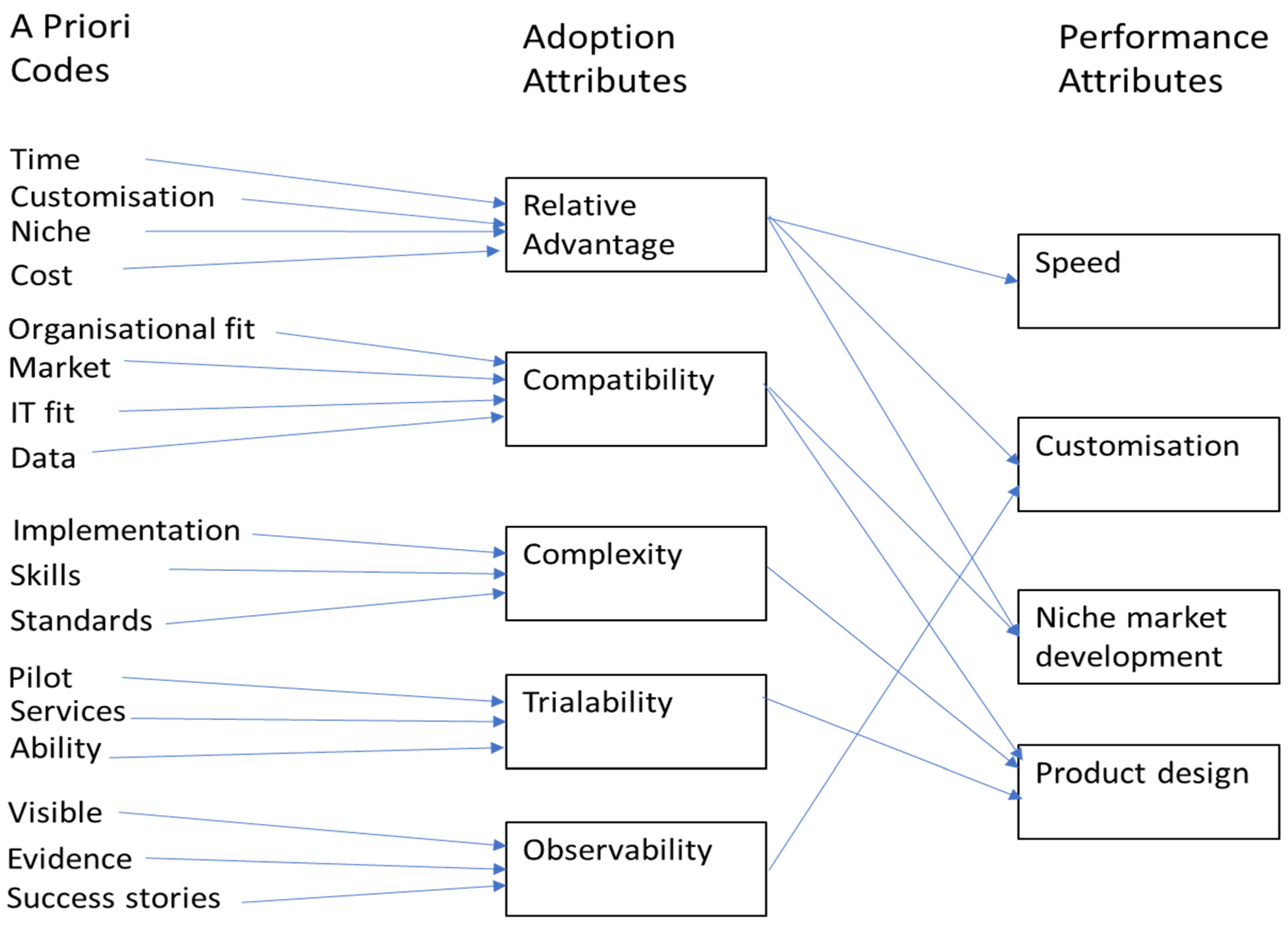
2.2. Theoretical Framework
- AM adoption and Business Outcomes
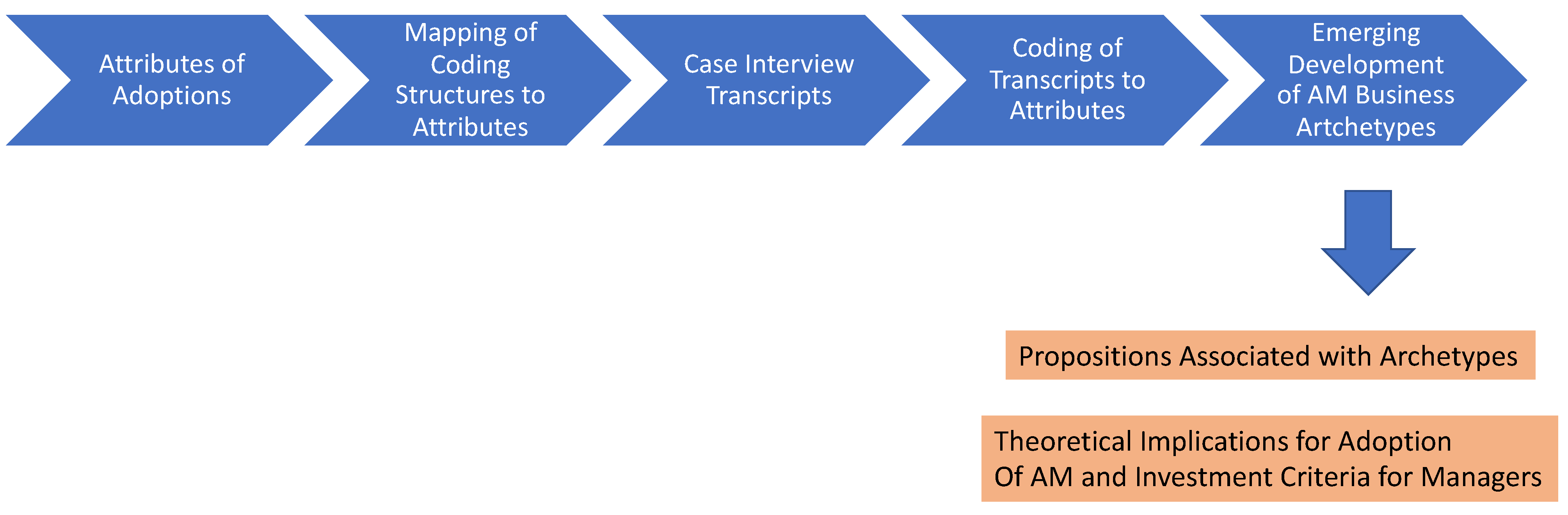
3. Research Methods
4. Discussion of Cases Examined
- Light Co. is an established manufacturer of lighting products for the industrial and commercial sectors exporting across the globe. With the advent of Light Emitting Diode (LED) technology, the organization has had to re-engineer its product range to incorporate the changes in lighting technology as well as introduce new items that can satisfy customers’ demands for longer-life offerings. The sector is actively using AM that supports the promotion of the technology to customers. Light Co. utilizes two printers that are managed by designers and operated by production to develop prototypes and samples that support the salesforce and minimize lost time in designing hard tools. The benefit of AM was highlighted by the Finance Director “If you don’t need inventory, make to customer demand, but that is very much around the bespoke model or customization. That would allow us to evaluate a whole cost model to restructure the supply chain”
- Filters Co. is an established manufacturer of industrial filters predominantly applied in the liquid and gas industry. The company is headquartered in the UK with global reach and employs about 25 people. The company is under increasing pressure from Asian competitors and developed an innovation agenda focusing on AM using Stainless Steel Metal Printers. AM allows Filters Co. a clear distinction in the market by offering highly customized filter solutions. The company invested in one large commercial metal printer. Filters Co. was the first owner-operator of a commercial metal printer in the region. The observability of the technology was extremely low. Filters Co. was able to trial the technology in collaboration with the local University and build capacity through hiring graduates. Compatibility was extremely low due to the highly traditional manufacturing workshop layout and processes. The information flow was predominantly manual and the complexity of this particular technology from a Filters Co. perspective was rather high. The AM machine helped to disrupt the traditional mindset and had a positive impact on the innovative culture in the organization. The technology is viewed as the future of the business by the M.D. “We are not profitable with our AM machine, but we know it is the future”.
- Toys Co. is an Australian-based provider of highly customized electrical components for remote-controlled aircraft employing 5 people. The company provides standard and customized solutions to a global niche market. The end-users are predominantly hobbyists and amateur remote-control aircraft owners requiring customized housing solutions for their model aircraft. Initially, AM was applied for rapid prototyping. It allowed the company to significantly lower the cost of its electrical housing solutions. Recently, the company deployed the printers for low-volume electrical housing manufacturing. AM was a natural evolution for Toys Co. being a niche provider to a highly innovative hobbyist market. According to the operations manager “It is a no brainer. I can test and feel a new design within days costing me a fraction of the traditional plastic molding process. No ROI model required”. AM aligned well with company values and had a strong fit with existing design technology. Product lifecycles are short and new product innovations are rapidly prototyped. The co-owner was introduced to the technology at their local university. The investment into a polymer printer was minor and the use was predominantly self-taught using online media. AM adoption had significant cost benefits by avoiding an elongated molding process, advanced functionality and freedom of design for end-users that desire high levels of customization.
- University Hospital is a Canadian medical research facility with more than 600 people, working to investigate many diseases. The facility seeks to accelerate medical discovery and has key strengths in advanced medical imaging, cellular and molecular biology, genomics, immunology and stem cell biology. The facility employs an interdisciplinary approach with physicians and physicists, biologists and biomedical engineers, all working under one roof. The facility has produced more than 80 patents, 15 licensing agreements and eight spinoff companies that have raised more than $45 M in investment capital. The engineers developed a process where radiology data files are imported and used to produce custom metal components for a closed-loop pipeline for image-based design and additive manufacturing in orthopedics. These are generally in the form of custom-made metal components to guide surgeries, as “cutting guides”, which serve to reduce bloom loss and reduce the time to make accurate cuts during surgery. In addition, the center produces implants for surgery. The AM lab has become a low-volume customized manufacturing facility and is entirely dedicated to the production of parts for its physician and patient community. The opportunity of AM was highlighted in a remark by the Head of the 3D printing lab “Radiology is used to produce images, not plastic or metal models. Surgeons don’t know how to ask for a model. There are very few jurisdictions for a revenue stream. We combined all of these needs and do it in a closed-loop facility where we take the image, build the model, and work with the physician and the patient.” This is a new form of specialized manufacturing adopted by a service provider.
- Life Sciences Inc. is a large global life sciences company that created a 3D Printing Centre of Excellence. They view AM technology as a collection of a broad family of technologies ranging from metals to polymers to biomaterials—materials that mimic living tissue—in order to create objects. The Centre employs technologies to deliver AM printing solutions to different operating companies across the organization. The technology can have transformative applications across all businesses, including surgical tools for surgeons, medical implants for patients and even medicine tablets for consumers. For example, a surgeon treating a person going into trauma surgery might need multiple cases of instruments, which creates a lot of inefficiencies. With AM the goal is to customize these instruments specifically for each patient, eliminating the need to bring multiple-sized instruments into surgery. AM can also speed up the production of tools, producing the entire tool in one sitting. Finally, AM can be used to develop solutions for older patients to remind them to take their pills using AM-printed sensors that send a signal to a cell phone. There are multiple other applications being explored as intimated by the Senior Vice President (SVP) “Our CEO asked the question—why do we have 353 printers around the world, and what are we doing with them? He made it a priority, and we now have a rich set of roadmaps. We will be using it for mass personalization, localized manufacturing, and partially high-volume manufacturing”.
- Electro Co. is a small UK-based company designing and producing specialist power supply, radio and fiber optic products for a range of customers worldwide. The electronics typically need to be housed in shielded metalwork and often need to function in adverse environments. Their products are cost-sensitive and low volume, but time to market is important. AM allows initial physical designs to be evaluated and shared with the customer and final metalwork manufacturer. It is used in the prototyping phase as a straightforward way of establishing the viability of design options in terms of practicality (e.g., cable routing) manufacturability and to show the end customer a physical representation of the unit. For the engineering manager AM has “been invaluable for the company… it gives us that supreme confidence when we get parts cut”. The advantage is primarily that a final design can be agreed upon far more rapidly than if AM were not used. Other internal production support uses (e.g., assembly jigs, component test beds and cable support devices) have been identified once the AM machine was available in their facility.
- Plastic Co. is an Australian-based small enterprise. The company invested in AM technology offering services to existing clients with the objective of growing its client base beyond the local region. It offers services such as reverse engineering of components using handheld scanning devices, CAD design for AM and scale prototypes of next-generation products. This leads to the opportunity for new market entry, and the General Manager commented “one of the most exciting projects was the spare part production of a 1952 Ford Customline. The owner could not identify a suitable spare dashboard for the car, so we scanned the old one and 3D printed a new dashboard in two components due to the large size. We have seen a steady increase in demand for this kind of stuff”. Plastic Co. had strong compatibility with respect to information required in the production area and fit with existing processes and information systems in particular during the design stages. The company had great support from the local University until new AM-specific resources were hired. Additionally, the company observed international evidence of other plastic molding businesses adopting AM technology. Plastic Co. invested in more sophisticated polymer machines, so complexity was judged high. The key advantage is centered around freedom of design for one-off highly customized polymer parts. However, customers also benefitted from a cheaper and faster prototyping process prior to investing in plastic mold.
5. Tying Cases to Defined Archetypes
- Experimental
- Rapid Prototyping
- Spare parts production
- Speed of replenishment is seen as significantly more critical than costs (for example, in aviation applications).
- AM is seen as a way to drive down inventory costs associated with traditional methods of holding spare parts for small demand requirements. For example, spare parts may be used for old cars, but AM can be used to produce such parts on-demand as they are very infrequent.
- Low-volume primary manufacturing of standard designs
- Production of non-standard design
- Optimized design providing better product performance and conformance quality.
- Combined functionality leading to fewer parts and lower inventory costs associated with traditional subtractive and assembly methods.
- Creation of customized make-to-order products expanding product range flexibility.

{kind=link}
{kind=link}
| Archetype (and Case Examples) | Strengths | Limiting Factors | Performance Attributes |
|---|---|---|---|
| 1. Experimental [Light] | R&D/Market Signaling | AM not justifiable based on a cost, quality, delivery or flexibility basis | Pilots to understand technology and skills |
| 2. Rapid prototyping e.g., [15,16,88] [Light, Toys, Electro, Plastic] | Faster prototyping, especially for complex designs Good for marketing to demonstrate products Can provide quicker speed to market | Item size constraint by build tray Minimum mfg. time Material choices/high material costs 3D printing Capex & personnel costs | To meet specific customer needs to view products and market, speed to market |
| 3. Spare part production (existing traditional design) e.g., [45,89] [Life, Toys] | Inventory cost savings Tooling cost savings Higher material yields Improved operations performance through AM production of tooling, changeover devices and selected MRO speed to market (outbound logistics) | Same as above, plus: Potentially higher per-unit transportation costs due to shipping quantities of one. Item size constraints Minimum mfg. time Material choices/high material costs 3D printing Capex & personnel cost, Quality constraints due to higher tolerance levels | Can meet customer needs for spare parts |
| 4. Low-volume primary mfg. (traditional design) e.g., [56,81] [Life] | Same as above, plus: Reduced outsourcing costs Enhanced supply chain resilience due to localized manufacturing, more cost-effective for very low volume production runs (e.g., avoid molding costs) | Same as above | Meet market niche for low volume products in shorter time |
| 5. Production of non-standard design [15,90] [Filters, Toys, Uni Hosp, Life] | Optimized design—better product performance Combined functionality—fewer parts, fewer suppliers, lower upstream SCM costs Customization | Same as above, plus: Product designers/engineers capable of exploiting/maximizing AM technology product performance | Customization of products for specific customer needs in shorter time period |
6. Practical Implications and Recommendations
7. Conclusions and Limitations
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A. Case Study Characteristics
| Adoption Attribute | Relative Advantage | Compatibility | Complexity | Trialability | Observability | Performance Attributes | |
| Business Application | |||||||
| Light Co. (prototyping and experimentation) | Improved product development and prototyping speed. Used for quick production of jigs and machine parts Manufacturing of special, one-off, products without having to cost in a tool | Quick customer approval due to AM, which is better than 3D drawings and visualizations. Outsourcing of AM used for items too large for own printer, material is not suitable for in-house equipment. | Used by designers as technology is similar to CAD Looking to replace sand-casted components with AM items as a traditional supply route | Printers are relatively cheap to purchase providing a low barrier to entry Supports evaluation stage of new products with customers’ input | AM used to showcase technology to customers. AM currently a design and marketing tool more than a manufacturing instrument, though industry use is widespread. | Speed, product design viability, product demonstrations Experiments to try and develop alternative machine parts | |
| Filters Co. (production of non-standard designs) | Improved product design not feasible to manufacture using traditional methods. Improved liquids and gas throughputs (efficiency gains) for company customers Growing new market segment | AM is used for manufacturing using a hybrid system; filter elements are printed to stock and then welded together in the workshop. Only recently was AM used to make components for final assembly | Supply chain complexity is transferred into product design. Certain metal meshes are hard to come by; a lot of supply problems and complexities have been removed. | The company started trialing the technology at University. Only then was investment in a large metal printer undertaken. | Customers often do not want to know if their part is AM or not. Customers expect lower quality of an AM part, so process origin is not declared to the customer. Customers are reserved in terms of change. | Customized products for niche market | |
| Toys (rapid prototyping and production of non-standard designs) | Improved product development and prototyping speeds at a fraction of the traditional cost for molding and reshaping. Highly customized designs required for electrical housings due to space constraints. Speed to market for existing customer segment | Enabled the company to gain market share in a very niche market segment through high levels of customization and speed. AM is contributing components to small batch production. All designs are developed using 3D modeling software; therefore integrates seamlessly into the in-house manufacturing process. | Little systems complexity. AM brought new improved functionality and speed | Printers are relatively cheap to purchase providing a low barrier to entry. Handling and operation of the printer was self-taught using YouTube. | AM is heavily used for rapid prototyping in the hobbyist niche market. Printers often run small batch production of customized electrical housing solutions due to size constraints in the application (model planes) | Customized products for niche market Meet market niche for low volume products in shorter time | |
| University Hospital (production of non-standard designs) | Uses high-quality images to produce cutting guides for orthotic surgeries, using metal or plastic. Reduces cost of the component by in-house production. Reduces Operating Room (OR) time ($80/minute) and reduces time for patient to recover. One day of hospital recovery time pays for 3D printing cost. | Needed to develop a robust procedure for biomedical engineers and physicians to collaborate well. Cloud computing allowed rapid exchange of information that was fundamental to this. Need imaging equipment that can produce a robust 3D Printing data set that can be used for printing on AM equipment. | Required investment in the right imaging equipment. Keeping the AM center in-house allowed the hospital to service its own patients, without being subject to international audit requirements. More complicated if required to use in US and Canada. | Plastic technology was well-developed and group could run cheap trials. Once surgeons saw the success of the technology, they started eagerly requesting AM to create components to put in humans. | Marketed to patients as customized implants; surgeons saw immediate benefits of cutting OR time during surgery using jigs. Increased visibility of the hospital in the community. | Customized product for patient operations and implants in short period of time Meet market niche for low volume products in shorter time | |
| Life Sciences Inc. (Low volume primary manufacturing, spare instruments and production of non-standard designs) | A custom-produced tri-flange cuff with flanges used in a hip replacement can cost $60 K to produce today. With 3D printing, it costs as little as $5 K and is much faster (weeks vs. months) Cost of materials is the primary disadvantage today, but this will get less expensive as volumes go up. | One of the biggest barriers is the slow reaction of the FDA to approve 3D printed parts and allow them on the market. Once approved, it will bring the cost down further by 90%, and will continue to drop. Cloud computing is an essential component of the development of AM. Computing power in the last five years has sped up the growth of 3D printing. | Up until recently, the size of the data file and the complexity of the information was the biggest barrier. With cloud computing, that is no longer an issue. The complexity of valuation and qualification is not well understood, and there is a need to work on how to monitor the process, predict the outcome and measure and prove it on a one-off basis. Not validated to full potential. | Company has been very open about its progress and has been showcasing the technology at trade shows. Have developed global partnerships with major manufacturers to develop processes with them, including pharmaceuticals, medical devices and others. | Demonstrations allow patients to envision what is possible and allow surgeons the ability to introduce new methods that are more efficient. | Customized product for patient operations and implants in short period of time Meet market niche for low volume products in shorter time | |
| Electro Co. (rapid prototyping) | Ability to ensure products are brought to market quickly by de-risking new designs. Example: metal housing, £1200- and 4–5-week delivery vs. plastic AM model £300 made overnight. | Predominantly used for prototyping parts before they are cut in metal in a standard manufacturing facility. Rapid, low-cost, evaluation of new housings and structures before committing to new, long lead-time, metalwork | Able to test structures to make sure they function and are acceptable to the customer. | Allows a physical representation to be made quickly and easily before discussion with the metalwork supplier. Superior options in terms of manufacturability or cost may then be identified as a result. | Ability to evaluate the assembly of a complex multi-element structure to develop market position | Speed, product design viability, product demonstrations | |
| Plastic Co. (rapid prototyping and reverse engineering of spare parts) | Improved product development and prototyping speeds for rapid prototyping customersManufacturing of special spare parts, which are no longer available or highly customized to end-user needs—predominantly private automotive enthusiasts Increased service offering to existing market segment and growth of new B2C segment | Highly compatible with existing business. Extension of old polymer molding business and creation of new value stream Lack of compatibility with existing IT infrastructure, processes, practices and knowledge due to traditional manufacturing background. High upfront investment cost in capacity and capability. Establishment of a new, separate value stream. No financial modeling conducted. | The workforce had major difficulty in comprehending innovation, as well as the sales team, which was reluctant to sell new AM capabilities offered. High investment cost in staff (AM expert hired) and training cost of existing sales force | At the time of investment into AM, polymer technology trialability was limited. Small trials run with local University improved perception of risk. High financial risk due to limited trialability in remote Australia | Visibility in the community is high due to the nature of the parent company. Visibility beyond the region is marginal. Visibility allowed the establishment of strong local market reputation with increase in demand for existing and new AM value stream over the past 5 years. AM had a spillover effect. | Deliver customer needs for spares through reverse engineering Speed, product design viability, product demonstrations | |
Appendix B. Details of Interviews
| Organization | Interview Duration | No. of Researchers Present | Years of Adoption | Respondents |
| Light Co. | 1.5 h | 2 | 3 | Finance Director, Operations Director, Production Manager |
| Filters Co. | 1.5 h | 3 | 7 | Managing Director |
| Toys Co. | 1.5 h | 1 | 3 | Operations Manager, Director |
| Hospital | 1 h | 1 | 4 | Head of 3D Printing Lab |
| Life Sciences | 1 h | 1 | 5 | SVP of 3D Print Division |
| Electro Co. | 2 h | 1 | 3 | Engineering Manager, Mechanical Engineer, 2. Electrical Engineers |
| Plastic Co. | 2 h | 2 | 8 | AM Manager, AM Engineer, Director |
References
- De Treville, S.; Ketokivi, M.; Singhal, V. Competitive manufacturing in a high-cost environment: Introduction to the special issue. J. Oper. Manag. 2017, 49, 1–5. [Google Scholar] [CrossRef]
- Boehme, T.; Aitken, J.; Turner, N.; Handfield, R. COVID-19 response of an additive manufacturing cluster in Australia. Supply Chain Manag. Int. J. 2021, 26, 767–784. [Google Scholar] [CrossRef]
- Roscoe, S.; Cousins, P.D.; Handfield, R. The microfoundations of an operational capability in digital manufacturing. J. Oper. Manag. 2019, 65, 774–793. [Google Scholar] [CrossRef]
- Frost & Sullivan’s Global Research Team. Global Additive Manufacturing Market, Forecast to 2025. Ghomashchi. 2016. Available online: https://namic.sg/wp-content/uploads/2018/04/global-additive-manufacturing-market_1.pdf (accessed on 15 October 2021).
- Atzeni, E.; Iuliano, L.; Minetola, P.; Salmi, A. Redesign and cost estimation of rapid manufactured plastic parts. Rapid Prototyp. J. 2010, 16, 308–317. [Google Scholar] [CrossRef]
- Thomas, D.S.; Gilbert, S.W. Costs and cost effectiveness of additive manufacturing. NIST Speical Publ. 2014, 1176, 12. [Google Scholar]
- Baumers, M.; Holweg, M. On the economics of additive manufacturing: Experimental findings. J. Oper. Manag. 2019, 65, 794–809. [Google Scholar] [CrossRef]
- Steenhuis, H.J.; Pretorius, L. Consumer additive manufacturing or 3D printing adoption: An exploratory study. J. Manuf. Technol. Manag. 2016, 27, 990–1012. [Google Scholar] [CrossRef]
- Eyers, D.R.; Potter, A.T.; Gosling, J.; Naim, M.M. The impact of additive manufacturing on the product-process matrix. Prod. Plan. Control 2021, 1–17. [Google Scholar] [CrossRef]
- Holmström, J.; Partanen, J.; Tuomi, J.; Walter, M. Rapid manufacturing in the spare parts supply chain: Alternative approaches to capacity deployment. J. Manuf. Technol. Manag. 2010, 21, 687–697. [Google Scholar] [CrossRef]
- Ortt, J.R. Is additive manufacturing evolving into a mainstream manufacturing technology? J. Manuf. Technol. Manag. 2017, 28, 2–9. [Google Scholar] [CrossRef]
- Weller, C.; Kleer, R.; Piller, F.T. Economic implications of 3D printing: Market structure models in light of additive manufacturing revisited. Int. J. Prod. Econ. 2015, 164, 43–56. [Google Scholar] [CrossRef]
- Rogers, E.M.; Shoemaker, F.F. Communication of Innovations: A Cross-Cultural Approach, 2nd ed.; The Free Press: New York, NY, USA, 1971. [Google Scholar]
- Ehigie, B.O.; McAndrew, E.B. Innovation, diffusion and adoption of total quality management (TQM). Manag. Decis. 2005, 43, 925–940. [Google Scholar] [CrossRef] [Green Version]
- Chan, H.K.; Griffin, J.; Lim, J.J.; Zeng, F.; Chiu, A.S.F. The impact of 3D Printing Technology on the supply chain: Manufacturing and legal perspectives. Int. J. Prod. Econ. 2018, 205, 156–162. [Google Scholar] [CrossRef]
- Mellor, S.; Hao, L.; Zhang, D. Additive manufacturing: A framework for implementation. Int. J. Prod. Econ. 2014, 149, 194–201. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Q.; Vonderembse, M.A.; Cao, M. Product concept and prototype flexibility in manufacturing: Implications for customer satisfaction. Eur. J. Oper. Res. 2009, 194, 143–154. [Google Scholar] [CrossRef]
- Niaki, M.K.; Nonino, F. Additive manufacturing management: A review and future research agenda. Int. J. Prod. Res. 2017, 55, 1419–1439. [Google Scholar] [CrossRef]
- Baumers, M.; Beltrametti, L.; Gasparre, A.; Hague, R. Informing additive manufacturing technology adoption: Total cost and the impact of capacity utilisation. Int. J. Prod. Res. 2017, 55, 6957–6970. [Google Scholar] [CrossRef] [Green Version]
- Kunovjanek, M.; Knofius, N.; Reiner, G. Additive manufacturing and supply chains—A systematic review. Prod. Plan. Control 2020, 1–21. [Google Scholar] [CrossRef]
- Friesike, S.; Flath, C.M.; Wirth, M.; Thiesse, F. Creativity and productivity in product design for additive manufacturing: Mechanisms and platform outcomes of remixing. J. Oper. Manag. 2019, 65, 735–752. [Google Scholar] [CrossRef]
- Ratnayake, R.M.C. Enabling RDM in challenging environments via additive layer manufacturing: Enhancing offshore petroleum asset operations. Prod. Plan. Control 2019, 30, 522–539. [Google Scholar] [CrossRef]
- Rayna, T.; Striukova, L. From rapid prototyping to home fabrication: How 3D printing is changing business model innovation. Technol. Forecast. Soc. Chang. 2016, 102, 214–224. [Google Scholar] [CrossRef] [Green Version]
- Roscoe, S.; Blome, C. Understanding the emergence of redistributed manufacturing: An ambidexterity perspective. Prod. Plan. Control 2019, 30, 496–509. [Google Scholar] [CrossRef]
- Rylands, B.; Böhme, T.; Gorkin, R.; Fan, J.; Birtchnell, T. The adoption process and impact of additive manufacturing on manufacturing systems. J. Manuf. Technol. Manag. 2016, 27, 969–989. [Google Scholar] [CrossRef]
- Wu, P.; Zhao, X.; Baller, J.H.; Wang, X. Developing a conceptual framework to improve the implementation of 3D printing technology in the construction industry. Arch. Sci. Rev. 2018, 61, 133–142. [Google Scholar] [CrossRef]
- Murmura, F.; Bravi, L. Additive manufacturing in the wood-furniture sector: Sustainability of the technology, benefits and limitations of adoption. J. Manuf. Technol. Manag. 2017, 29, 350–371. [Google Scholar] [CrossRef]
- Niaki, M.K.; Nonino, F. Impact of additive manufacturing on business competitiveness: A multiple case study. J. Manuf. Technol. Manag. 2017, 28, 56–74. [Google Scholar] [CrossRef]
- Tziantopoulos, K.; Tsolakis, N.; Vlachos, D.; Tsironis, L. Supply chain reconfiguration opportunities arising from additive manufacturing technologies in the digital era. Prod. Plan. Control 2019, 30, 510–521. [Google Scholar] [CrossRef]
- Schniederjans, D.G. Adoption of 3D-printing technologies in manufacturing: A survey analysis. Int. J. Prod. Econ. 2017, 183, 287–298. [Google Scholar] [CrossRef]
- Wagner, S.M.; Walton, R.O. Additive manufacturing’s impact and future in the aviation industry. Prod. Plan. Control 2016, 27, 1124–1130. [Google Scholar] [CrossRef]
- Hasan, S.; Rennie, A.; Hoque, M.R.; Ahmed, N. Requirements for large-scale adoption of rapid manufacturing technologies. Cogent Bus. Manag. 2019, 6, 1623151. [Google Scholar] [CrossRef]
- Yampolskiy, M.; King, W.E.; Gatlin, J.; Belikovetsky, S.; Brown, A.; Skjellum, A.; Elovici, Y. Security of additive manufacturing: Attack taxonomy and survey. Addit. Manuf. 2018, 21, 431–457. [Google Scholar] [CrossRef]
- Bibby, L.; Dehe, B. Defining and assessing industry 4.0 maturity levels–case of the defence sector. Prod. Plan. Control 2018, 29, 1030–1043. [Google Scholar] [CrossRef]
- Yeh, C.-C.; Chen, Y.-F. Critical success factors for adoption of 3D printing. Technol. Forecast. Soc. Chang. 2018, 132, 209–216. [Google Scholar] [CrossRef]
- Damanpour, F.; Schneider, M. Phases of the adoption of innovation in organizations: Effects of environment, organization and top managers 1. Br. J. Manag. 2006, 17, 215–236. [Google Scholar] [CrossRef]
- Al-Jabri, I.M.; Sohail, M.S. Mobile banking adoption: Application of diffusion of innovation theory. J. Electron. Commer. Res. 2012, 13, 379–391. [Google Scholar]
- Min, S.; So, K.K.F.; Jeong, M. Consumer adoption of the Uber mobile application: Insights from diffusion of innovation theory and technology acceptance model. J. Travel Tour. Mark. 2019, 36, 770–783. [Google Scholar] [CrossRef]
- Grover, P.; Kar, A.K.; Janssen, M. Diffusion of blockchain technology: Insights from academic literature and social media analytics. J. Enterp. Inf. Manag. 2019, 32, 735–757. [Google Scholar] [CrossRef]
- Martinsuo, M.; Luomaranta, T. Adopting additive manufacturing in SMEs: Exploring the challenges and solutions. J. Manuf. Technol. Manag. 2018, 29, 937–957. [Google Scholar] [CrossRef]
- Knofius, N.; van der Heijden, M.C.; Zijm, W.H.M. Moving to additive manufacturing for spare parts supply. Comput. Ind. 2019, 113, 103134. [Google Scholar] [CrossRef]
- Van der Auweraer, S.; Boute, R. Forecasting spare part demand using service maintenance information. Int. J. Prod. Econ. 2019, 213, 138–149. [Google Scholar] [CrossRef]
- Ben-Ner, A.; Siemsen, E. Decentralization and localization of production: The organizational and economic consequences of additive manufacturing (3D printing). Calif. Manag. Rev. 2017, 59, 5–23. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Mortara, L.; Parisot, N.G. Through entrepreneurs’ eyes: The Fab-spaces constellation. Int. J. Prod. Res. 2016, 54, 7158–7180. [Google Scholar] [CrossRef] [Green Version]
- Sirichakwal, I.; Conner, B. Implications of additive manufacturing for spare parts inventory. 3D Print. Addit. Manuf. 2016, 3, 56–63. [Google Scholar] [CrossRef]
- Ghadge, A.; Karantoni, G.; Chaudhuri, A.; Srinivasan, A. Impact of additive manufacturing on aircraft supply chain performance: A system dynamics approach. J. Manuf. Technol. Manag. 2018, 29, 846–865. [Google Scholar] [CrossRef] [Green Version]
- Son, S.; Na, S.; Kim, K.; Lee, S. Collaborative design environment between ECAD and MCAD engineers in high-tech products development. Int. J. Prod. Res. 2014, 52, 6161–6174. [Google Scholar] [CrossRef]
- Durach, C.F.; Kurpjuweit, S.; Wagner, S.M. The impact of additive manufacturing on supply chains. Int. J. Phys. Distrib. Logist. Manag. 2017, 47, 954–971. [Google Scholar] [CrossRef]
- Petrick, I.J.; Simpson, T.W. 3D printing disrupts manufacturing: How economies of one create new rules of competition. Res. Technol. Manag. 2013, 56, 12–16. [Google Scholar] [CrossRef]
- Oettmeier, K.; Hofmann, E. Additive manufacturing technology adoption: An empirical analysis of general and supply chain-related determinants. J. Bus. Econ. 2017, 87, 97–124. [Google Scholar] [CrossRef]
- Arvanitis, S.; Hollenstein, H. The determinants of the adoption of advanced manufacturing technology: An empirical analysis based on firm-level data for Swiss manufacturing. Econ. Innov. New Technol. 2001, 10, 377–414. [Google Scholar] [CrossRef]
- Fawcett, S.E.; Waller, M.A.; Miller, J.W.; Schwieterman, M.A.; Hazen, B.T.; Overstreet, R.E. A trail guide to publishing success: Tips on writing influential conceptual, qualitative, and survey research. J. Bus. Logist. 2014, 35, 1–16. [Google Scholar] [CrossRef]
- Maylor, H.; Turner, N. Understand, reduce, respond: Project complexity management theory and practice. Int. J. Oper. Prod. Manag. 2017, 37, 1076–1093. [Google Scholar] [CrossRef] [Green Version]
- Williams, T. Assessing and moving on from the dominant project management discourse in the light of project overruns. IEEE Trans. Eng. Manag. 2005, 52, 497–508. [Google Scholar] [CrossRef]
- Barratt, M.; Choi, T.Y.; Li, M. Qualitative case studies in operations management: Trends, research outcomes, and future research implications. J. Oper. Manag. 2011, 29, 329–342. [Google Scholar] [CrossRef] [Green Version]
- Additive Manufacturing’s Supply Chain Applications Deloitte Insights. Available online: https://www2.deloitte.com/us/en/insights/focus/3d-opportunity/additive-manufacturing-supply-chain-applications.html (accessed on 2 June 2022).
- Sykes, B.L.; Verma, A.; Hancock, B.H. Aligning sampling and case selection in quantitative-qualitative research designs: Establishing generalizability limits in mixed-method studies. Ethnography 2018, 19, 227–253. [Google Scholar] [CrossRef] [Green Version]
- Handfield, R.B.; Pagell, M.D. An analysis of the diffusion of flexible manufacturing systems. Int. J. Prod. Econ. 1995, 39, 243–253. [Google Scholar] [CrossRef]
- Rogers, E.M. A prospective and retrospective look at the diffusion model. J. Health Commun. 2004, 9, 13–19. [Google Scholar] [CrossRef]
- Eisenhardt, K.M. Building theories from case study research. Acad. Manag. Rev. 1989, 14, 532–550. [Google Scholar] [CrossRef]
- Yin, R.K. The case study method as a tool for doing evaluation. Curr. Sociol. 1992, 40, 121–137. [Google Scholar] [CrossRef]
- McCutcheon, D.M.; Meredith, J.R. Conducting case study research in operations management. J. Oper. Manag. 1993, 11, 239–256. [Google Scholar] [CrossRef]
- Kianian, B.; Tavassoli, S.; Larsson, T.C.; Diegel, O. The adoption of additive manufacturing technology in Sweden. Procedia CIRP 2016, 40, 7–12. [Google Scholar] [CrossRef] [Green Version]
- Bitektine, A. Prospective case study design: Qualitative method for deductive theory testing. Organ. Res. Methods 2008, 11, 160–180. [Google Scholar] [CrossRef] [Green Version]
- Bocken, N.M.P.; Short, S.W.; Rana, P.; Evans, S. A literature and practice review to develop sustainable business model archetypes. J. Clean. Prod. 2014, 65, 42–56. [Google Scholar] [CrossRef] [Green Version]
- Brady, T.; Davies, A. Building project capabilities: From exploratory to exploitative learning. Organ. Stud. 2004, 25, 1601–1621. [Google Scholar] [CrossRef]
- Turner, N.; Swart, J.; Maylor, H. Mechanisms for managing ambidexterity: A review and research agenda. Int. J. Manag. Rev. 2013, 15, 317–332. [Google Scholar] [CrossRef]
- Wied, M.; Koch-Ørvad, N.; Welo, T.; Oehmen, J. Managing exploratory projects: A repertoire of approaches and their shared underpinnings. Int. J. Proj. Manag. 2020, 38, 75–84. [Google Scholar] [CrossRef]
- Geng, X.; Lin, L.; Whinston, A.B. Effects of organizational learning and knowledge transfer on investment decisions under uncertainty. J. Manag. Inf. Syst. 2009, 26, 123–145. [Google Scholar] [CrossRef]
- Klein, B.; Meckling, W. Application of operations research to development decisions. Oper. Res. 1958, 6, 352–363. [Google Scholar] [CrossRef]
- Lenfle, S.; Loch, C. Lost roots: How project management came to emphasize control over flexibility and novelty. Calif. Manag. Rev. 2010, 53, 32–55. [Google Scholar] [CrossRef] [Green Version]
- Turner, J.R.; Cochrane, R.A. Goals-and-methods matrix: Coping with projects with ill defined goals and/or methods of achieving them. Int. J. Proj. Manag. 1993, 11, 93–102. [Google Scholar] [CrossRef]
- Kianian, B.; Tavassoli, S.; Larsson, T.C. The role of additive manufacturing technology in job creation: An exploratory case study of suppliers of additive manufacturing in Sweden. Procedia CIRP 2015, 26, 93–98. [Google Scholar] [CrossRef] [Green Version]
- Muir, M.; Haddud, A. Additive manufacturing in the mechanical engineering and medical industries spare parts supply chain. J. Manuf. Technol. Manag. 2017, 29, 372–397. [Google Scholar] [CrossRef]
- Heinen, J.J.; Hoberg, K. Assessing the potential of additive manufacturing for the provision of spare parts. J. Oper. Manag. 2019, 65, 810–826. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Cheng, Y.; Hu, Q.; Zhou, S.; Ma, L.; Lim, M.K. The influence of additive manufacturing on the configuration of make-to-order spare parts supply chain under heterogeneous demand. Int. J. Prod. Res. 2019, 57, 3622–3641. [Google Scholar] [CrossRef]
- Knofius, N.; van der Heijden, M.C.; Zijm, W.H.M. Consolidating spare parts for asset maintenance with additive manufacturing. Int. J. Prod. Econ. 2019, 208, 269–280. [Google Scholar] [CrossRef] [Green Version]
- Chekurov, S.; Metsä-Kortelainen, S.; Salmi, M.; Roda, I.; Jussila, A. The perceived value of additively manufactured digital spare parts in industry: An empirical investigation. Int. J. Prod. Econ. 2018, 205, 87–97. [Google Scholar] [CrossRef]
- Liu, P.; Huang, S.H.; Mokasdar, A.; Zhou, H.; Hou, L. The impact of additive manufacturing in the aircraft spare parts supply chain: Supply chain operation reference (scor) model based analysis. Prod. Plan. Control 2014, 25, 1169–1181. [Google Scholar] [CrossRef]
- Glasschroeder, J.; Prager, E.; Zaeh, M.F. Powder-bed-based 3D-printing of function integrated parts. Rapid Prototyp. J. 2015, 21, 207–215. [Google Scholar] [CrossRef]
- Katic, M.; Agarwal, R. The Flexibility paradox: Achieving ambidexterity in high-variety, low-volume manufacturing. Glob. J. Flex. Syst. Manag. 2018, 19, 69–86. [Google Scholar] [CrossRef]
- Achillas, C.; Tzetzis, D.; Raimondo, M.O. Alternative production strategies based on the comparison of additive and traditional manufacturing technologies. Int. J. Prod. Res. 2017, 55, 3497–3509. [Google Scholar] [CrossRef]
- Sasson, A.; Johnson, J.C. The 3D printing order: Variability, supercenters and supply chain reconfigurations. Int. J. Phys. Distrib. Logist. Manag. 2016, 46, 82–94. [Google Scholar] [CrossRef] [Green Version]
- Colosimo, B.M.; Huang, Q.; Dasgupta, T.; Tsung, F. Opportunities and challenges of quality engineering for additive manufacturing. J. Qual. Technol. 2018, 50, 233–252. [Google Scholar] [CrossRef] [Green Version]
- Shukla, M.; Todorov, I.; Kapletia, D. Application of additive manufacturing for mass customisation: Understanding the interaction of critical barriers. Prod. Plan. Control 2018, 29, 814–825. [Google Scholar] [CrossRef] [Green Version]
- Childerhouse, P.; Aitken, J.; Towill, D.R. Analysis and design of focused demand chains. J. Oper. Manag. 2002, 20, 675–689. [Google Scholar] [CrossRef]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Li, Y.; Jia, G.; Cheng, Y.; Hu, Y. International Journal of Production Research Additive manufacturing technology in spare parts supply chain: A comparative study Additive manufacturing technology in spare parts supply chain: A comparative study. Int. J. Prod. Res. 2017, 55, 1498–1515. [Google Scholar] [CrossRef]
- Achillas, C.; Tzetsis, D.; Raimondo, M.-O. Alternative Business Strategies Based on the Comparison of Modern and Traditional Manufacturing Technologies. Available online: https://repository.ihu.edu.gr/xmlui/handle/11544/621 (accessed on 2 June 2022).
- Aitken, J.; Bozarth, C.; Garn, W. To eliminate or absorb supply chain complexity: A conceptual model and case study. Supply Chain Manag. Int. J. 2016, 21, 759–774. [Google Scholar] [CrossRef]
- DiMaggio, P.J.; Powell, W.W. The Iron Cage Revisited: Institutional Isomorphism and Collective Rationality in Organizational Fields. Am. Sociol. Rev. 1983, 48, 147. [Google Scholar] [CrossRef] [Green Version]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Handfield, R.B.; Aitken, J.; Turner, N.; Boehme, T.; Bozarth, C. Assessing Adoption Factors for Additive Manufacturing: Insights from Case Studies. Logistics 2022, 6, 36. https://doi.org/10.3390/logistics6020036
Handfield RB, Aitken J, Turner N, Boehme T, Bozarth C. Assessing Adoption Factors for Additive Manufacturing: Insights from Case Studies. Logistics. 2022; 6(2):36. https://doi.org/10.3390/logistics6020036
Chicago/Turabian StyleHandfield, Robert B., James Aitken, Neil Turner, Tillmann Boehme, and Cecil Bozarth. 2022. "Assessing Adoption Factors for Additive Manufacturing: Insights from Case Studies" Logistics 6, no. 2: 36. https://doi.org/10.3390/logistics6020036