1. Introduction
Additive manufacturing (AM) presents itself as an excellent manufacturing technology for biologically inspired mechanical assemblies [
1,
2,
3,
4]. All AM technologies have the layered part building process in common. For example, either heat-liquefied plastic is layered on top of each other through a nozzle (Fused Deposition Modelling—FDM), parts are produced by sequentially layering plastic or metal powder in a powder bed and then melting it by laser (Selective Laser Sintering—SLS and Selective Laser Melting—SLM), or resins are selectively cured layer by layer with ultraviolet light (Stereolithography—SLA). In particular, AM stands out from conventional manufacturing techniques due to the great geometric design freedom, the wide variety of materials, the high production speed (rapid prototyping), and the constant production costs from a quantity of one [
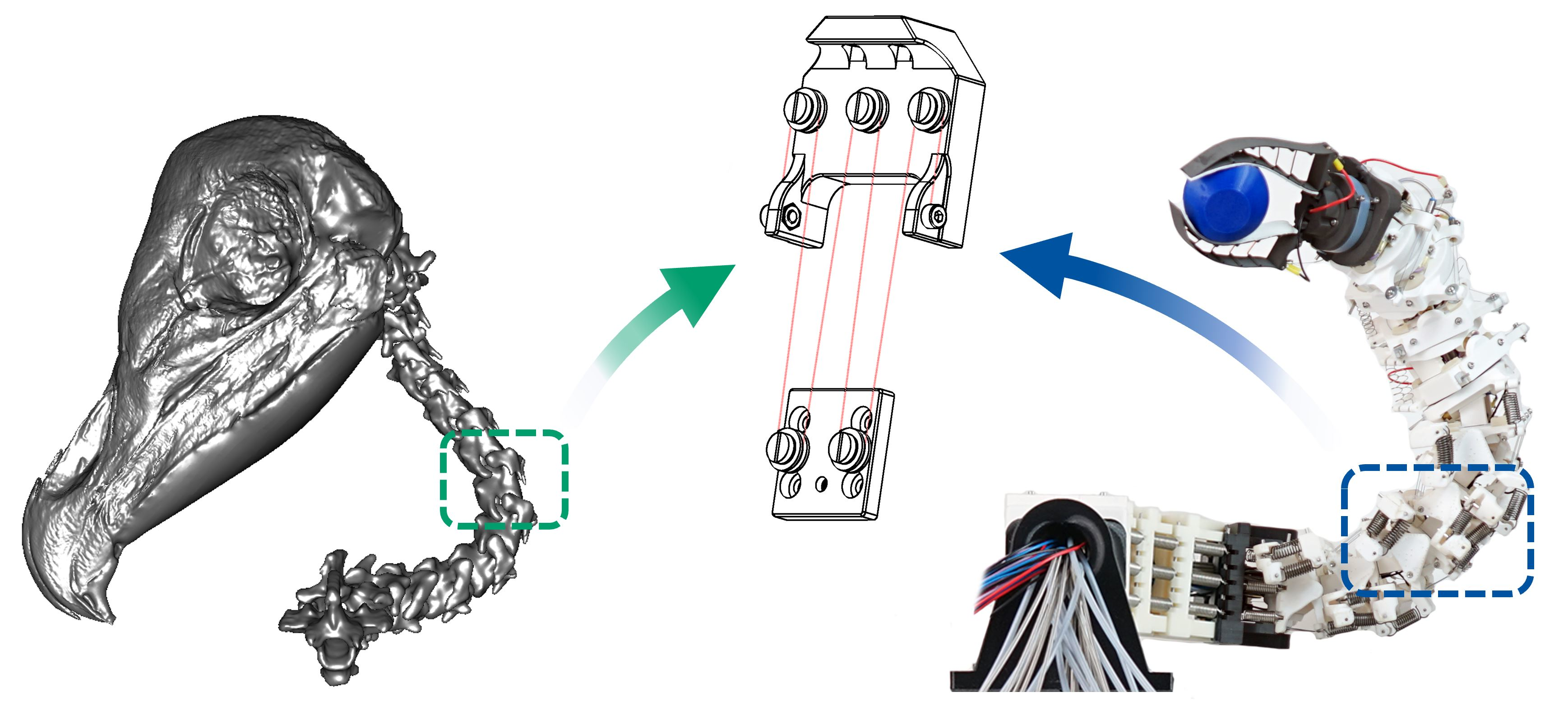
5]. It is thus possible, for example, to print biological joints, joint assemblies, or bone structures in great detail for analysis purposes [
6,
7] (
Figure 1a–c) or to produce biomimetic designs for technical applications with high mechanical loads [
6,
8,
9] (
Figure 1d–f). Even the flexible membrane of the spider’s leg in
Figure 1d is printed using SLS technology. For highly stressed zones within the components, either thinner wall cross-sections in the form of a topology optimisation or local density differences through different infill patterns can be applied to save material. Through these possibilities, biomimetic product development can be optimised in terms of quality, speed, and, in particular, practical feasibility.
In combination with smart materials, in the case presented in this paper of wires made of shape memory alloys (SMA), the advantages mentioned come into their own. Actuators made of SMA generate their movement through a reversible phase transformation from martensite to austenite [
10,
11]. This phase transformation causes the actuator to remember a trained geometric shape, which provides it its name [
12,
13]. For example, it is possible to shorten a 100 mm long and 0.381 mm in diameter nickel–titanium (NiTi) wire by heating it to 78 °C to a length of about 95 mm and thereby lift a weight of 2000 g. The weight of the wire actuator is only 0.074 g (0.395 g with ring cable terminals) [
14]. It is possible to make this muscle-like movement of the SMA wire actuators optimally usable for joint assemblies by means of AM carrier components. The problem of the difficult combination of high-force, large-stroke, and small installation space can thus be addressed. The comparatively low stroke of the SMA wire actuators is often cited as the main difficulty of this actuation technology [
15]. This problem can be tackled by appropriately fitting the SMA wire actuators in a three-dimensional space. The highest energy density among the known actuator principles, which results in an enormous force with low self-weight, is the crucial factor [
16,
17]. A suitable mechanical transmission, which leads to a larger stroke with less force, can therefore be used.
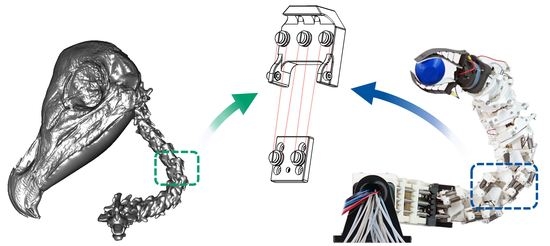
The need to design such joint assemblies arose during research into a biomimetic joint robot arm (hyper-redundant robot) based on the model of the cervical spine of American barn owls [
18]. The delicate vertebral structures with the internal supply channels of the owl’s neck [
19] had to be technically abstracted and reproduced. In particular, the actuator selection and integration posed the greatest challenge. Only by using the aforementioned SMA wire actuators was it possible to implement the motions of the biological model of the barn owl within the framework of the tight installation spaces. The limitation of the use of the SMA wire actuators due to their small contraction was of less importance, as in the case of the owl’s cervical spine, many small movements of the individual cervical vertebrae produce a large overall movement. At the same time, the use of little raw material in AM and SMA wire actuators made it possible to achieve a resource-efficient arrangement of biomimetic joints.
The framework for the development of the biologically inspired articulated robot arm is the guideline 6220 (Biomimetics: Fundamentals, conception, and strategy) of VDI (Verein Deutscher Ingenieure—Association of German Engineers) [
20]. This guideline defines the requirements for a biomimetic system and presents basic information on biomimetic development processes. The requirements are as follows: A Biological Model is available, The Working Principle is abstracted and transferred into a Technical Application and A Prototype of the Implementation is available. These requirements are used to enable the development of the articulated robotic arm, shown to be comparable with other biomimetic projects.
The research presented in this paper includes the combination of the abstracted owl neck vertebrae for biomimetic application, AM, and smart materials actuators in the form of SMA wire actuators. More specifically, joint assemblies with different mechanical transmissions are presented. These joint assemblies were manufactured and examined by means of experiments. In the process, the prevailing disadvantage of SMA wire actuators in the form of the low contraction had to be compensated by the enormous potential of the highest energy density of SMA wire actuators [
16,
17] in combination with AM, so that generally applicable joint assemblies could be developed. The original idea for these joints was the cervical spine of the American barn owl with its 14 individual joints [
19]. Based on the different joint assemblies, the potential of combining these topics is presented and made usable for other engineers and researchers in such a way that joint assemblies for the most diverse applications can be designed within a shortened development time. In particular, the focus is on the efficient use of resources through the material-saving potential of AM technology and SMA wire actuators [
21]. This eliminates the use of conventional, heavy drives in the form of electric motors, hydraulics, or pneumatics.
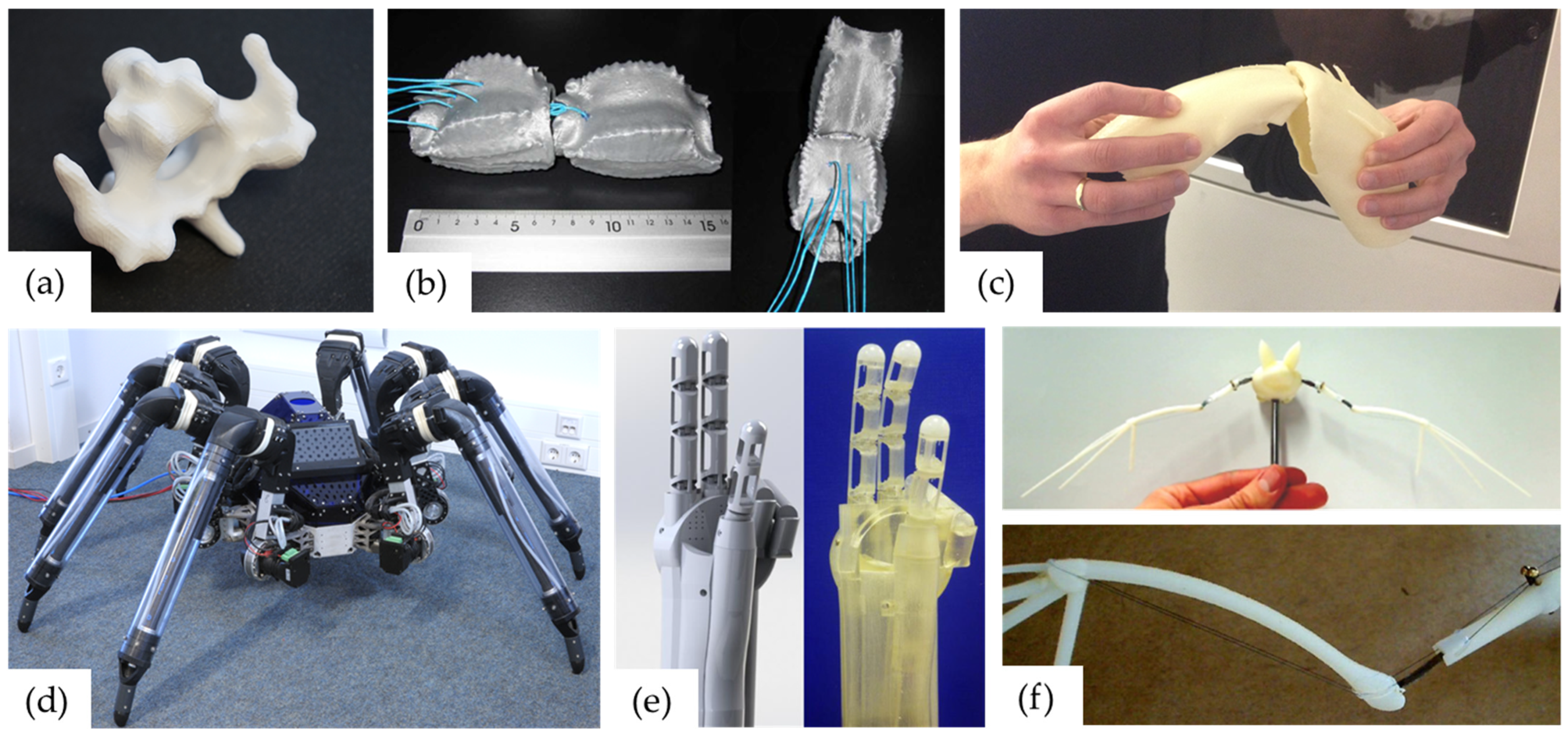
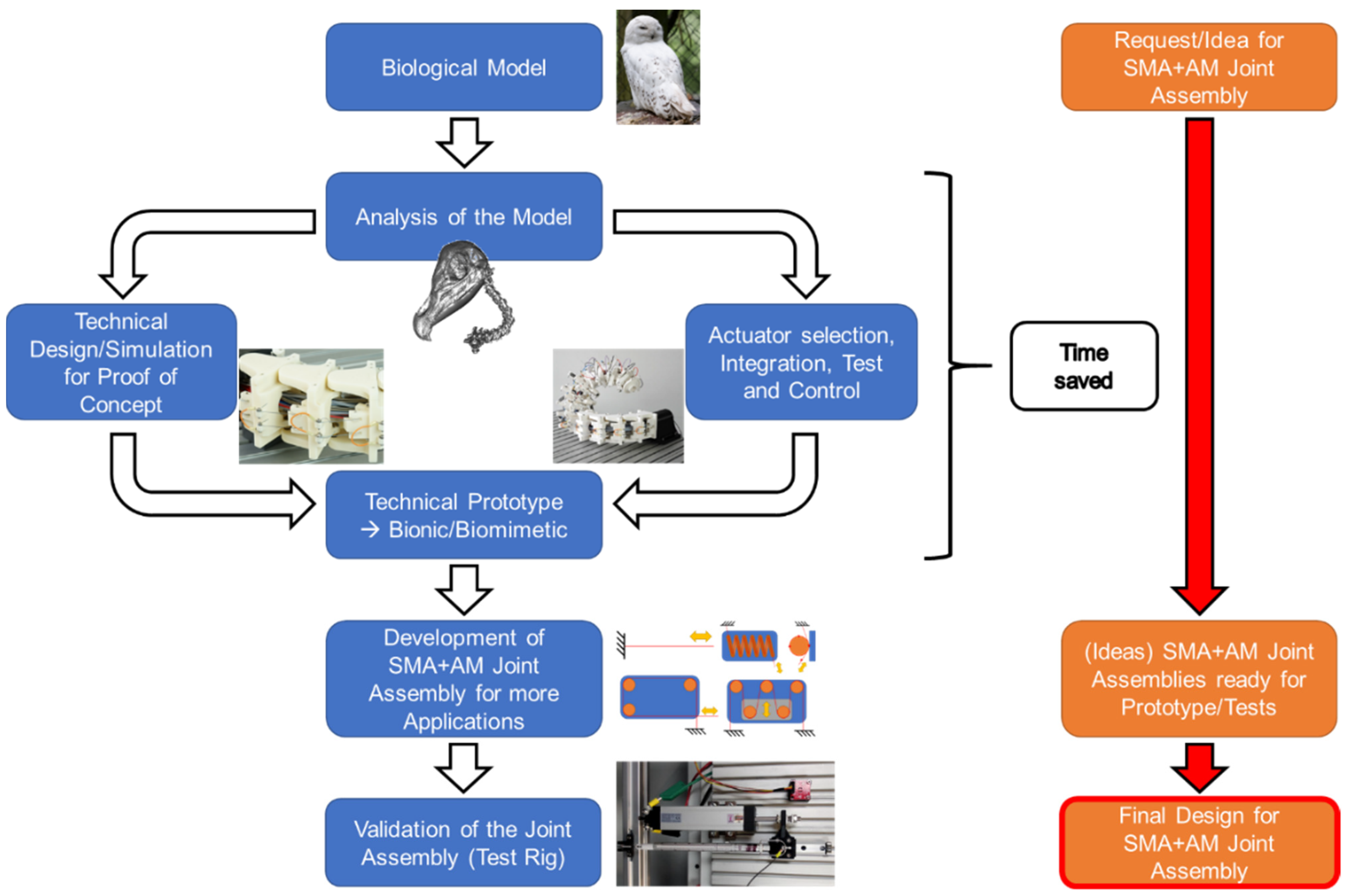
Figure 2 shows the development of the biologically inspired joints as a flowchart. The chronological representation clearly illustrates the entire development process, starting with the biological inspiration, through the biomechanical investigations and the motion simulation, to the first technical prototype and the resulting joints. In particular, the greatly reduced development process through the research presented in this article is illustrated on the right side of the figure. At the same time, the flowchart illustrates the structure of this paper.
2. Materials and Methods
2.1. Transfer of the Biological Model to Technical Joint Assemblies
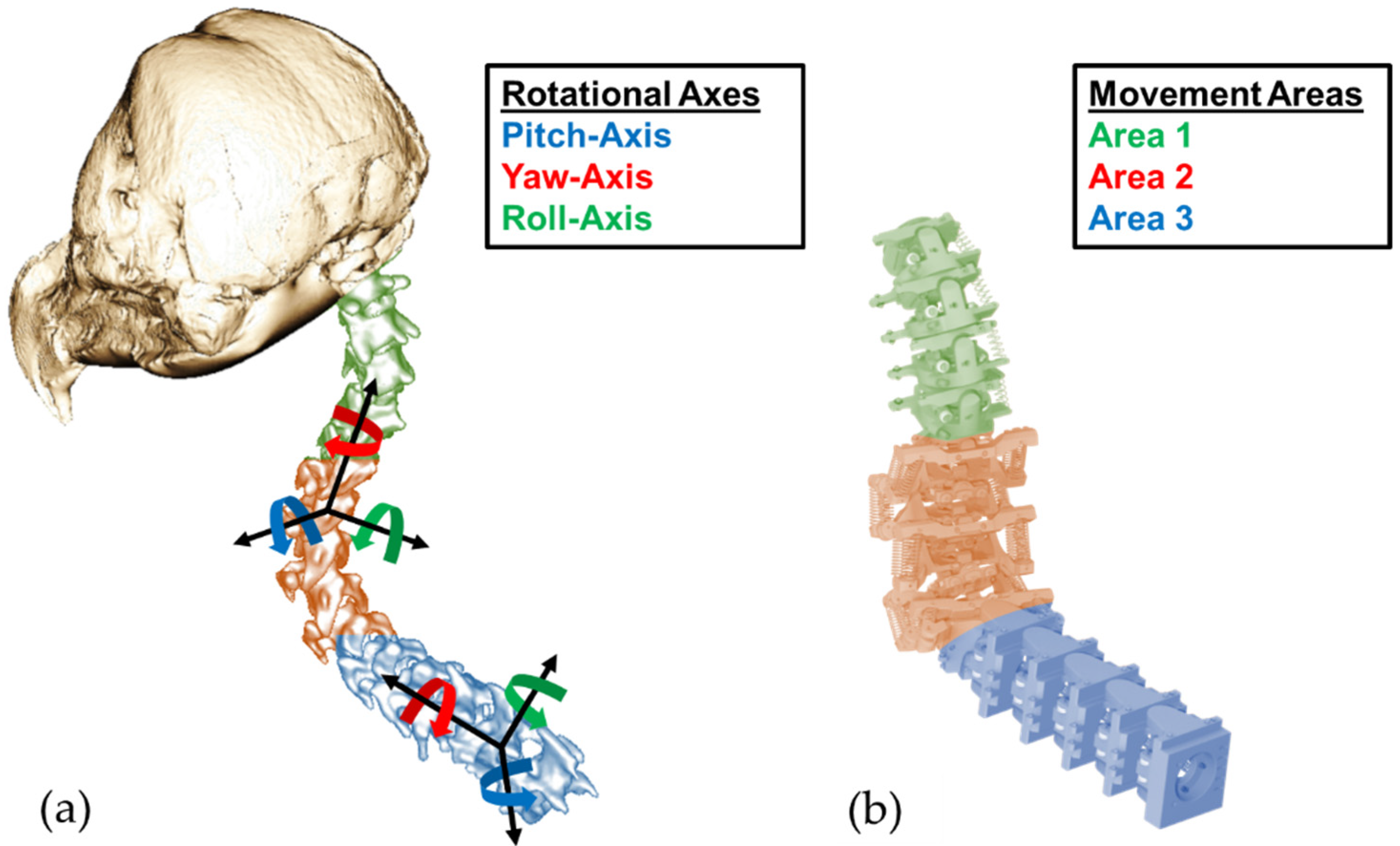
The necessary biological motion data as a foundation for the development of the joint assemblies could be obtained, evaluated, and abstracted through the cooperation with the RWTH Aachen, Institute of Biology II (Zoology). There, the data were collected by analysing dissected American barn owls as well as through X-ray and micro-CT images of the animals. The data were then further analysed in the form of 3D models. In this way, the great mobility of the cervical spine of American barn owls was proven and quantified. In particular, Krings et al. [
22] described the subdivision of the cervical spine into three relevant areas of motion (see the coloured areas in
Figure 3). Depending on the range of motion, the individual movements of the cervical vertebrae take place around different axes of rotation. It was also found that saddle joints occur for the most part. Only the last two joints in the direction of the head differ from this. The second-last joint is a pivot joint. The last joint in front of the owl’s head is a ball and socket joint [
19,
22].
These datasets served as the basis for developing the technically abstracted joint assemblies from the biological model of the individual joints. For this purpose, slightly different articulation angles within the motion areas were adapted to each other so that only identical pairs of vertebrae were installed in each of the three motion areas. For example, this is clearly visible in the blue-marked area 3 in
Figure 3. Compared to the biological vertebrae on the left side, the technical vertebrae on the right side are exactly the same, which greatly simplified the production and following control concept. In addition, the saddle joints, which enable the movement of the respective pairs of vertebrae around two axes of rotation, were reshaped into two successively linked rotary joints. This allowed a technical design in the form of a fixed bearing of the axes of rotation, whereby a doubling of the number of vertebrae occurred. After the technical design of the cervical spine, its overall mobility was simulated and successfully verified with the help of inverse kinematics [
23] in the development environment of Unity3D 2018.4.11f1 (Unity Technologies, San Francisco, CA, USA). The procedure for the simulative verification of the biological movement is described in [
18] using a specifically developed method.
2.2. Manufacturing of the Biomimetic and Technical Joints
Different manufacturing processes were used to produce the biomimetic vertebrae of the robot arm and the technical joints of the test rig. The choice of process depended on the geometry and the mechanical as well as the thermal requirements of the parts. For example, milled components made of aluminium were selected for attaching measuring instruments to the test rig, as the force and stroke measurements are affected by deformed parts. The basic structure of the test rig was also made of aluminium profiles. Due to the robust setup, only the SMA wire and joint component deformations should influence the measurement. The actual biomimetic joint assembly parts were made of ABS-M30i using the FDM printing process on a Fortus 400mc Large (Stratasys Ltd., Rehovot, Israel). This was particularly beneficial for the prototype due to the free geometric design possibilities and the rapid manufacturing speed. The mechanical strength and temperature resistance of the components produced in this way are sufficient, taking into account the correct part orientation in the building chamber, because of the anisotropic mechanical properties. Referring to the manufacturer’s website and data sheet, the manufacturing parameters of the components and the relevant material characteristics are described in
Table 1 [
24,
25]. The mechanical and thermal characteristics of the support material are not described because it was removed after the printing process.
The deflection components in contact with the SMA wire actuators were made of polytetrafluoroethylene (PTFE). PTFE has a comparatively high heat stability and very low friction with the SMA wires. Since the expected temperatures of the SMA wires are 70–100 °C, PTFE is generally sufficient and recommended, as PTFE also insulates electrically. During the preliminary and prototype tests, which consisted of up to 100 cycles, no sinking of the wires into the PTFE deflection components was observed. The PTFE components were manufactured conventionally, via turning or milling.
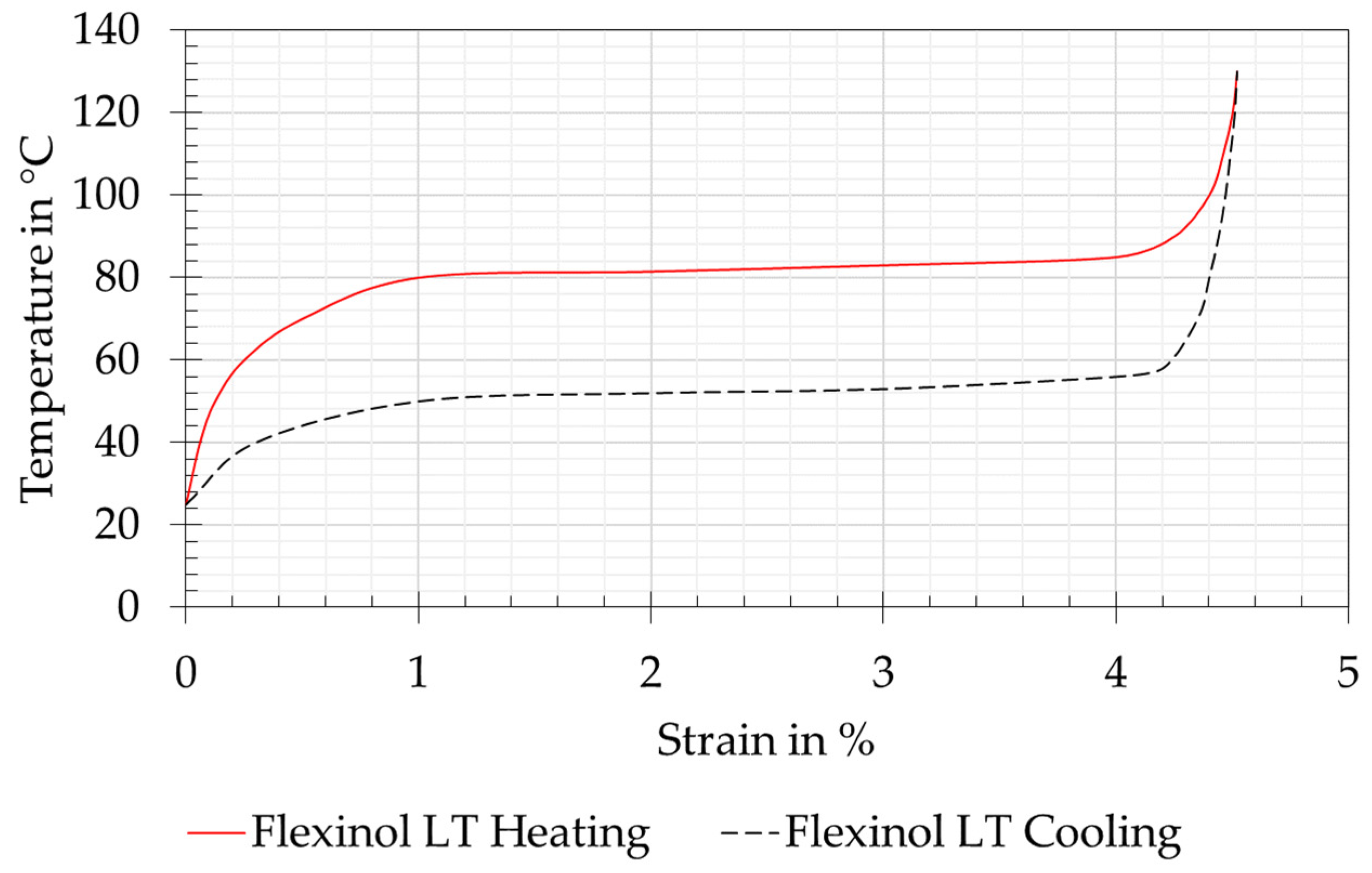
2.3. Shape Memory Effect and Characteristics of the SMA Wires Used
SMA wire actuators were used to actuate the biomimetic joints in the prototype of the technical owl’s neck and for the measurements in the test rig. More precisely, these were Flexinol Low Temperature (LT) wires (Dynalloy Inc., Irvine, CA, USA), which are made of a NiTi alloy. The transition temperatures are described in [
26] and listed in
Table 2. The specifications for the contraction and cooling times are provided by the manufacturer. The contraction time referred to a complete transformation of the wire with the given information on the electrical power. The cooling time served as an approximate reference value at a wire temperature of 70 °C.
Figure 4 shows the corresponding strain and temperature curve provided by the manufacturer [
14].
The Flexinol SMA wire actuators have the advantage that they are supplied ready for use and therefore additional training, as is the case with other commercially available wires, is not necessary [
14]. They can be used directly with the extrinsic two-way shape memory effect, which means that the SMA wire can remember its shape at both high and low temperatures. A mechanical force is still needed to reset the wire. Depending on the required pulling force, either 0.254 mm (0.01 in) or 0.381 mm (0.015 in) diameter wires were used in the biomimetic joint assemblies of the prototype. Wires with a diameter of 0.254 mm (0.01 in) were used in the test rig. The exact data of the SMA actuator wires are provided by the manufacturer and can be found in [
14].
According to the manufacturer, several tens of millions of cycles are possible if the values provided in [
14] are maintained. If the given operating temperature is exceeded, the number of cycles may be greatly reduced at first and the wire actuator may be damaged in the long run. Since neither the articulated robot arm nor the test setup of the technical joint assemblies is intended to achieve such a high number of cycles, the specified maximum forces are exceeded in some cases. The targeted number of cycles is in the range of a few thousand contractions.
The SMA wire actuators were formed into loops at both ends and crimped with the help of ring cable terminals. This formed a force-fit connection between the SMA wire and the ring cable terminal. Fastening to the part was achieved by means of screw connections, which created a further frictional connection between the loop-shaped wire, the screw head, and the contact surface of the ring cable terminal. If the wire had slipped, this could be checked visually at the ring cable terminal. In the previous tests, no slippage could be observed. The crimping procedure is based on Czechowicz [
10], the manufacturer’s specifications [
14], and VDI 2248 [
21].
2.4. Biomimetic Joint Assemblies
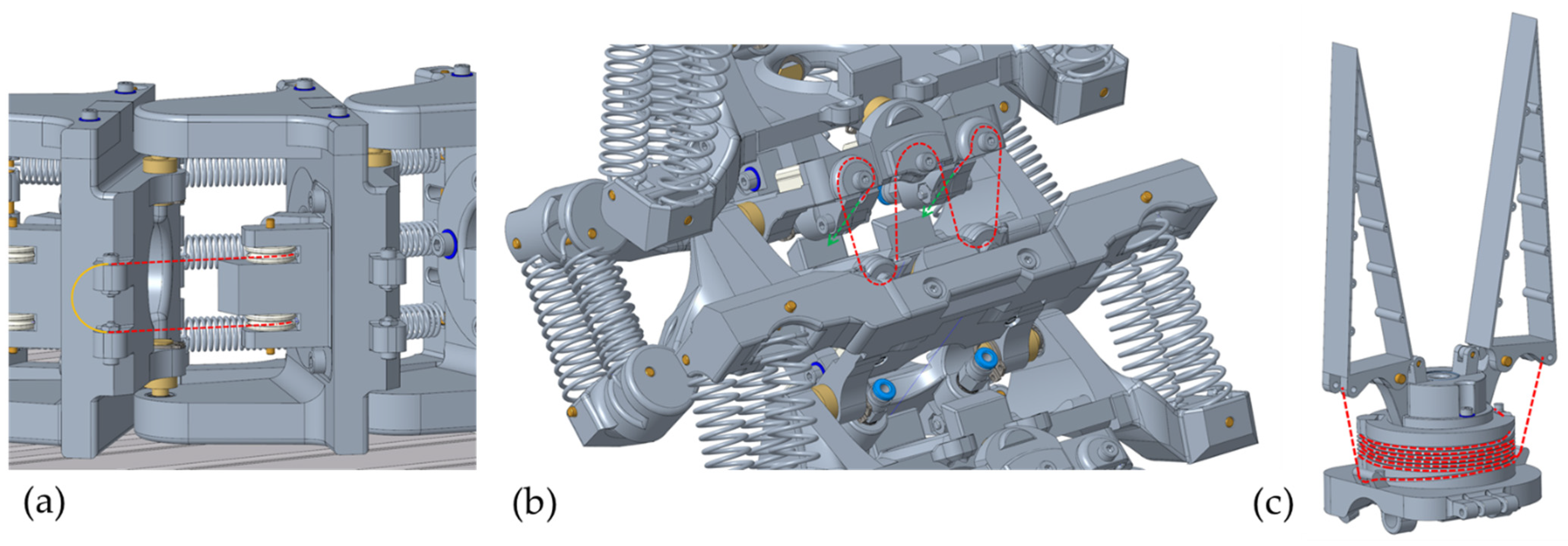
Through the transfer described in
Section 2.1 from the biological model to technical joint assemblies, it was possible to develop a total of five biomimetic joint assemblies for the three cervical vertebrae areas as well as a gripper mechanism for the end effector. Of the total of six mechanisms, three joint assemblies were fundamentally different. These are shown as 3D models in
Figure 5. The other three joint assemblies were analogously designed and are therefore not described separately. The information on the required wire lengths and forces resulted from geometric, weight, and centre of gravity analyses of the CAD model. More precisely, these data were used to calculate the distances between the points of force engagement and the axes of rotation. The pose that was extended the greatest distance in relation to the axis of rotation was always used as the reference point. The return forces of the antagonist springs were included as a further contributing factor. These forces were needed to pull the SMA wires in their cold martensite form back to the initial length. This reduced the actuation force of each vertebra. Appropriate safety factors were included for the weight deviations of the physical prototype. The results of these calculations for the required wire lengths and diameters of the corresponding vertebrae are described below. A detailed description of the calculations is not provided, as the articulated robot arm presented in this section serves as inspiration for the technical joint assemblies described in 3.2, which are the focus of the article. The results of the force, displacement, and power measurements of this technical joint assemblies are described in more detail below.
2.4.1. Joint Assembly for the Roll Movement in the Lower Area (Area 3)
In
Figure 5a, the joint assembly for generating the roll movement in the lower area of the owl’s neck spine can be seen. Five of these were arranged successively, each of which generated ±22.5° as a single movement. This created a roll movement of ±112.5° in the entire area. As in the biological model, this resulted in the curved shape of area 3 of the cervical spine and the lateral offset of the following areas compared to the vertical centre axis [
22]. The theoretically necessary force of 46.4 N was generated by the parallel installation of two SMA wire actuators with a diameter of 0.381 mm. The movement was reset by three parallel tension springs. In order to be able to provide the necessary wire length of the SMA actuators of 1500 mm for these joint assemblies, the wires were installed underneath the worktable and guided directly to the respective vertebrae by means of a Bowden cable arrangement. The Bowden cable consisted of the inner SMA wire, which is enclosed by a PTFE tube and a long tension spring. The Bowden cable was mechanically connected by means of pneumatic connectors. As shown in
Figure 5a, a pulley was attached to the vertebra to align the SMA wire, which guides the wire to the fastening screw of the following vertebra. For easier electrical wiring, the mechanically parallel FGL wires were electrically connected in series. This means that the positive and negative poles are located underneath the worktable.
2.4.2. Joint Assembly for Pitch Movement in the Middle Area (Area 2)
In
Figure 5b, the second significantly different variant for installing the replacement muscles in the form of SMA wire actuators for producing the pitch movement of the middle section can be seen. Five joint assemblies were arranged in sequence for a possible total movement of ±125°. This movement is mainly for tilting and raising the end effector. It should be noted that a large negative movement resulted in a collision with the work table during this setup of the robot arm. Each of the individual joint assemblies generated a movement of ±25° and had to be able to move a force of 129.4 N in theory. To generate the force, an SMA wire with a diameter of 0.381 mm was installed in each joint assembly in an arrangement comparable to a factor pulley. Due to the arrangement with four movable wires, analogous to ropes in a pulley block, the load on the respective wire segments was reduced by a factor of four, where, at the same time, four times the wire length had to be installed to generate the movement of 23 mm. With a necessary safety factor, an SMA wire with a total length of approximately 2650 mm had to be installed. Analogous to the variant shown in
Figure 5a, the SMA wires installed in this section were guided under the work table by means of Bowden cables in order to install a greater wire length there. The difference here is that only one wire was installed per joint assembly. This was guided upwards to the vertebra once, installed there as shown, and then guided back under the worktable. The wire was reset via parallel tension springs on both sides of the respective pair of vertebrae.
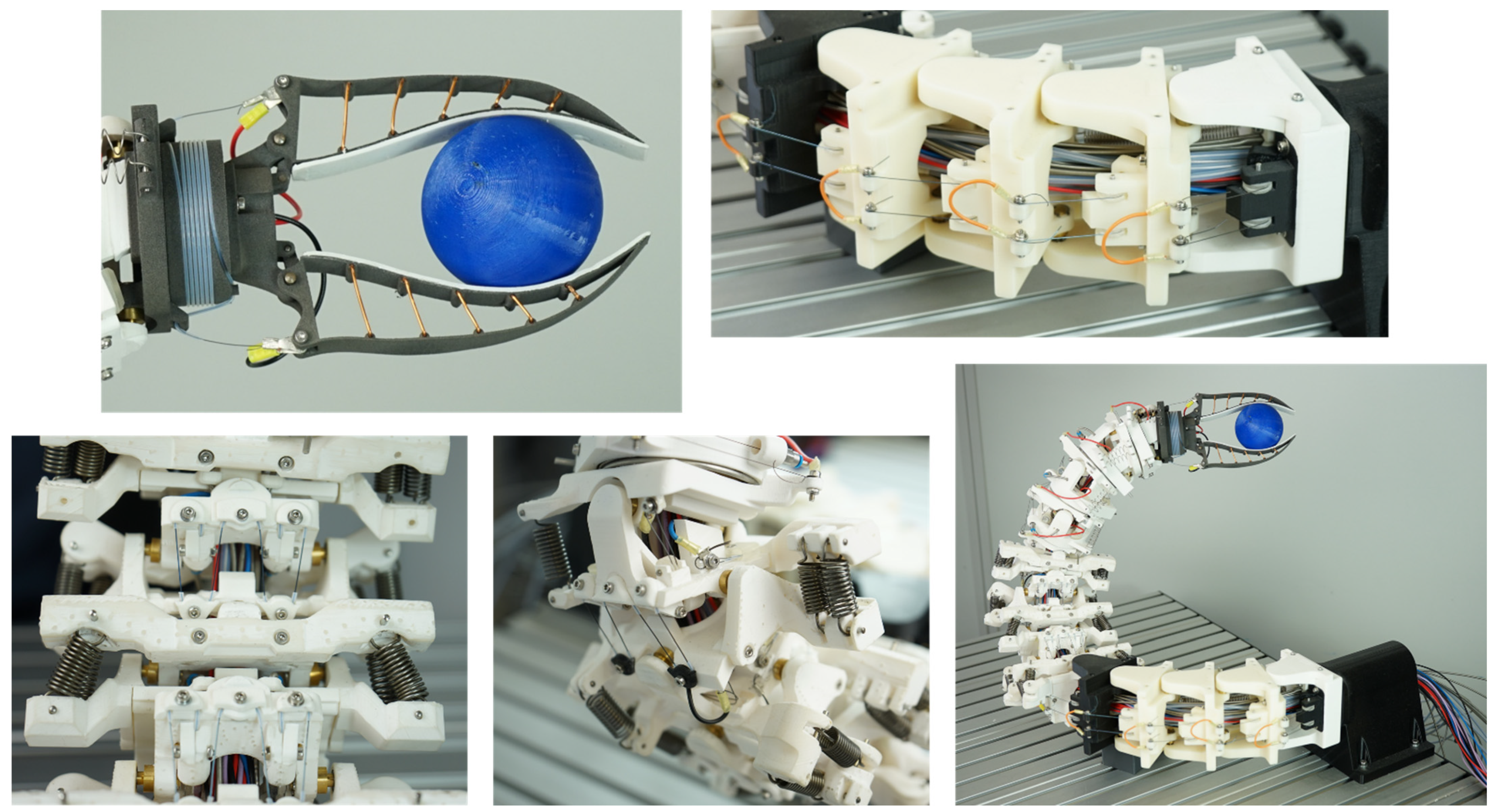
2.4.3. Joint Assembly for the Fin Ray Gripper
The third variant can be seen in
Figure 5c. This variant was used for the gripping movement of the Fin Ray gripper at the end effector. The basic function of the biomimetic Fin Ray gripper [
27] is not part of this research project. In order to achieve an energy-free holding position of the gripper, the gripping movement of the two jaws was realised with an internally installed tension spring. A 0.25 mm SMA wire actuator was used only for the quick opening movements of the gripper. This wire was wound spirally around the base body of the gripper in a 0.5 × 1 mm PTFE tube. This allowed a wire length of approximately 1000 mm to be fitted into the available installation space and a theoretical opening angle of 50° to be produced with sufficient holding force for a weight of 150 g. The use of a single SMA wire was sufficient for the assembly. This wire was attached with its two ends to the force engagement points of the gripper jaws. The electrical cables could be guided through the hollow inside of the gripper to the channel in the technical cervical spine. This resulted in a very compact mechanical and electrical design with a gripper weight of only 27 g.
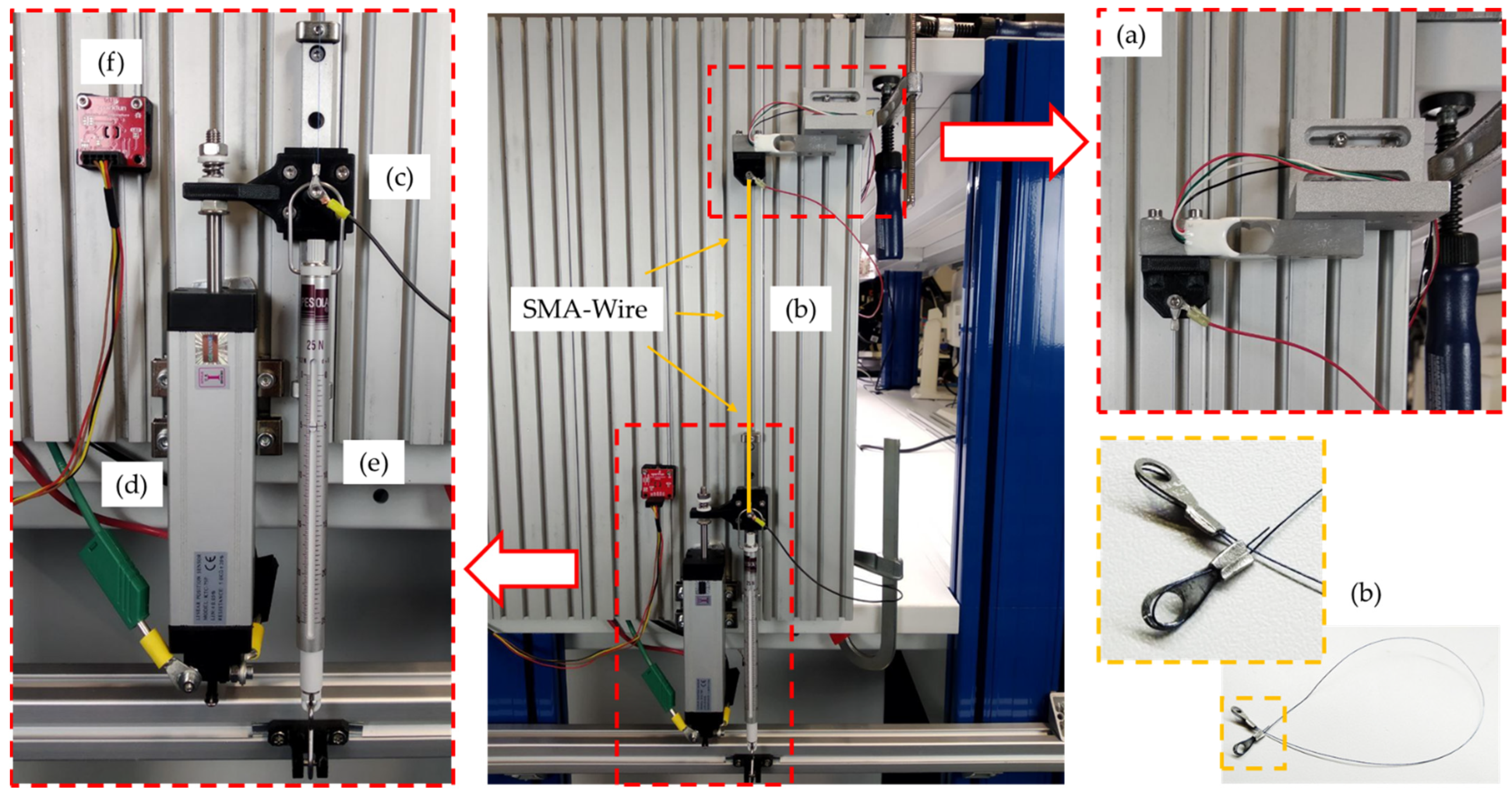
2.5. Test Rig and Technical Joint Assemblies
The biomimetic joint assemblies described in
Section 2.4 were further simplified, manufactured, installed in a specially developed test rig, and analysed in pre-tests. Friction and force losses in the deflection points as well as the general usability of the joint assemblies and the possibility of compact design were examined.
In the centre of
Figure 6, the vertically oriented mounting plate and the test rig assembly can be seen. Basically, the measurement setup always included a load cell at the upper end of the test rig (a), the SMA wire actuator clamped in between (b), a connecting platform between the SMA wire (c), the linear potentiometer (d), and a counterweight in the form of a tension spring balance at the lower end of the test rig (e). The arrangement of the SMA wire was variable due to different deflection variants. Thus, different wire lengths could be fitted and tested in different installation designs.
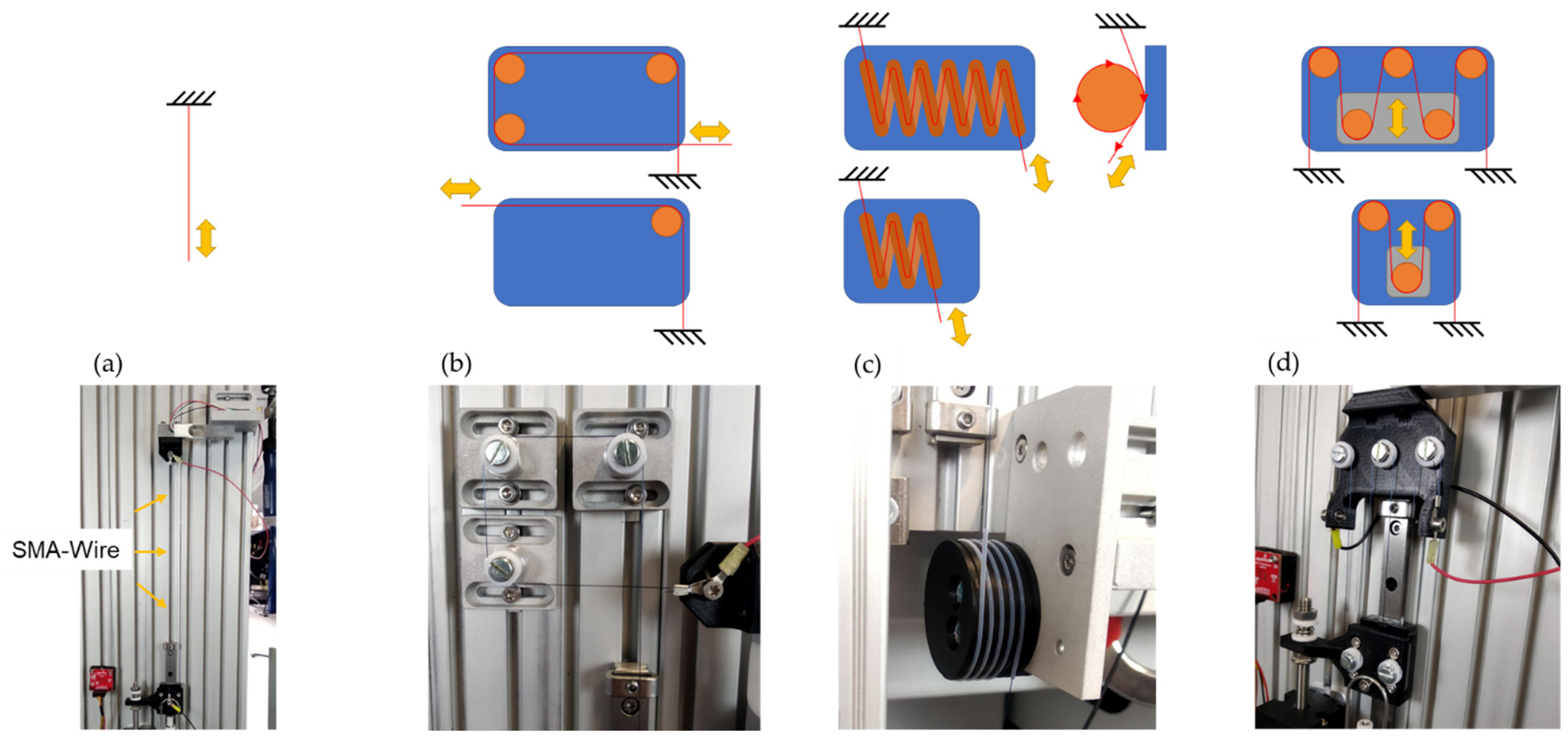
Figure 7 shows a straight clamped SMA wire actuator as a reference measurement and three deflection variants, analogous to the vertebra assemblies in the biomimetic articulated robot arm described in
Section 2.4. The three deflection variants also include two sub-variants each. For all measurements, the 0.25 mm diameter SMA wires, described in
Section 2.3, were used in lengths of 250 mm, 450 mm, and 750 mm. The PTFE pulleys shown were used in combination with ball bearings to minimize rolling friction. A detailed description of the deflection variants is shown in
Table 3. In order to obtain repeatable results, a new SMA wire was used for each of the measurement series of the variants. All measurements were carried out at room temperature in the range of 21–24 °C.
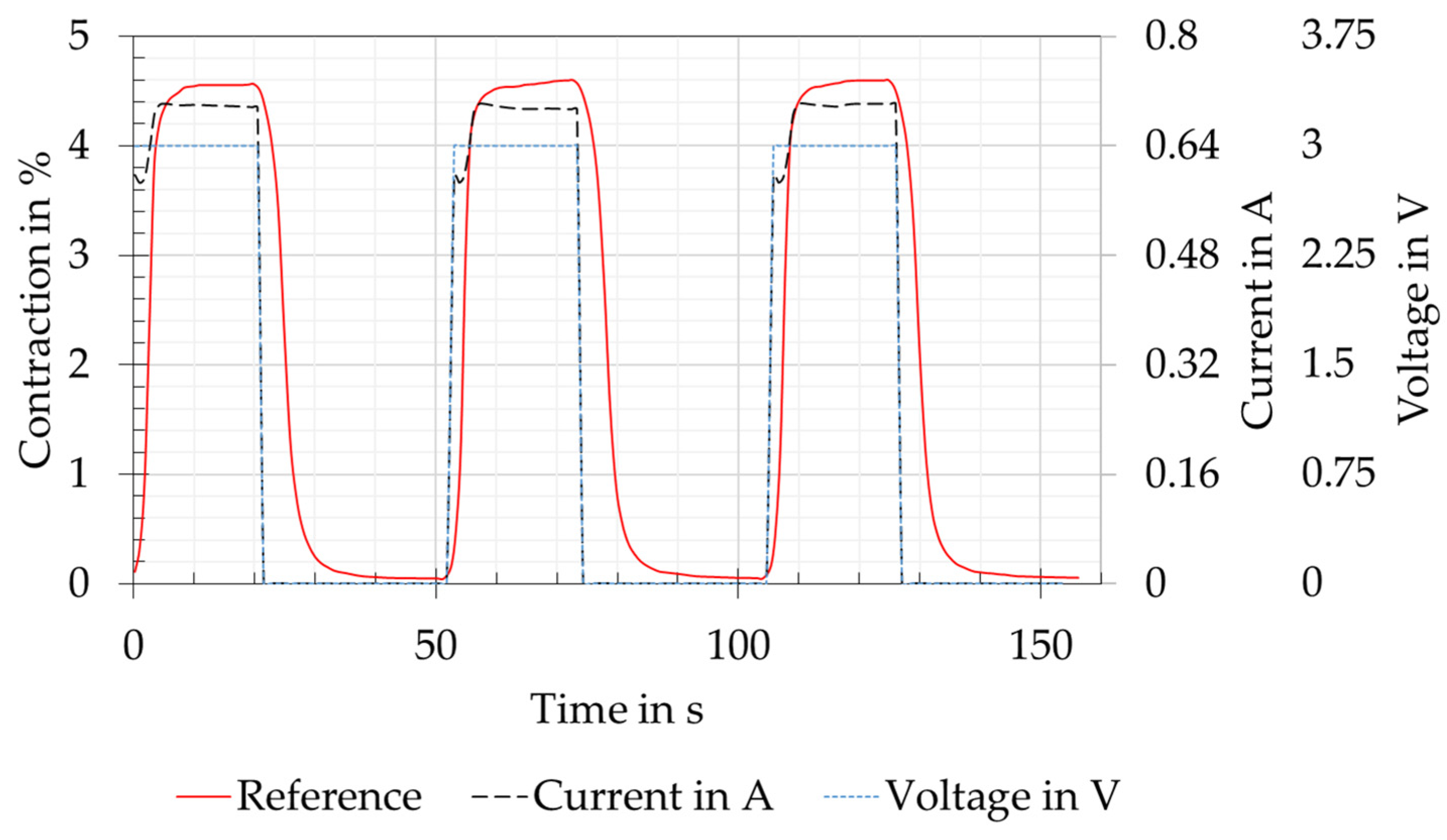
As can be seen in
Figure 8, the SMA wire was supplied with power at a constant voltage for each contraction cycle. The power was provided by a E36313A laboratory power supply unit (Keysight Technologies, Santa Rosa, CA, USA). The current results from the relationship between power and resistance. In the process of the current increase, a slight drop could be seen at about 0.6 A. This results, as described by Lewis et al. [
28], from a short increase in resistance with increasing temperature. This causes the power and the temperature to drop for a short time. After less than four seconds, the current stabilised again and increased to the maximum. This behaviour results from the decreasing resistance as the phase transformation and thus the contraction of the wire is continued. The geometric change, therefore, affects the resistance more than the temperature [
29,
30]. This behaviour could be seen in all test versions and could be tolerated for the pre-tests, as the maximum forces and contraction were reached within an acceptable time. For further tests, the aim should be power control, as this can ensure a constant temperature during the phase transformation [
28].
Data collection was conducted with a parallel system consisting of an Arduino Uno (Arduino, New York, NY, USA), a 34460A bench multimeter (Keysight Technologies, Santa Rosa, CA, USA), and an E36313A laboratory power supply unit (Keysight Technologies, Santa Rosa, CA, USA). The data from the Arduino Uno were collected with a self-developed software based on MATLAB (The MathWorks, Inc., Natick, MA, USA). The Keysight devices were operated and read out via BenchVue (Keysight Technologies, Santa Rosa, CA, USA). The evaluation was carried out with Microsoft Excel (Microsoft Corporation, Redmond, DA, USA).
5. Conclusions and Outlook
This article presented the development of additively manufactured joint assemblies with SMA wire actuators as drive technology. Additive manufacturing is mainly characterised by the possibility of a geometrically flexible design. The SMA wire actuators offer the highest energy density among the known actuator technologies [
16,
17]. With the combination of these potentials, it was possible to integrate large wire lengths into compact joint assemblies and thus develop actuator assemblies with large strokes, acceptable forces, and high resource efficiency. The basic design ideas for the joints originated from a biomimetic project to develop an articulated robot arm modelled on the American barn owl. This involved working on the problem of fitting large SMA wire lengths into compact biomimetic owl neck vertebrae.
Using an additively manufactured prototype of the biomimetic owl neck spine with integrated SMA wire actuators as muscle substitutes, the basic function of the flexible movement could be reproduced. The 14 biological cervical vertebrae, most of which occur as saddle joints, were abstracted as 28 technical rotary joints and finally realised as 23 rotary joints.
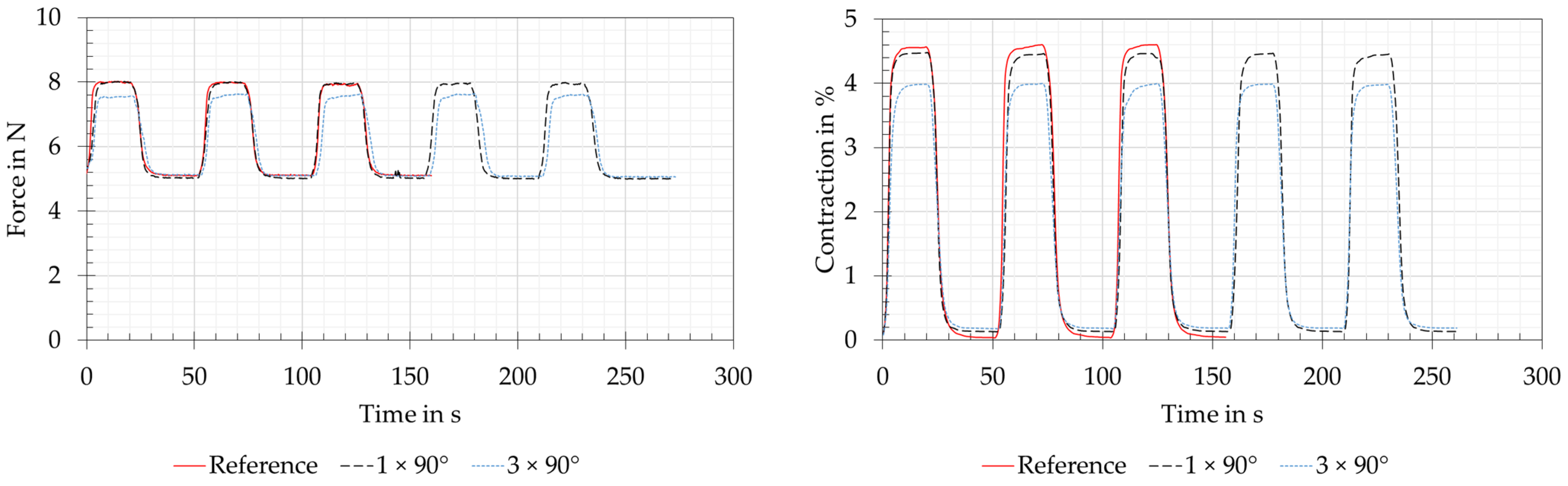
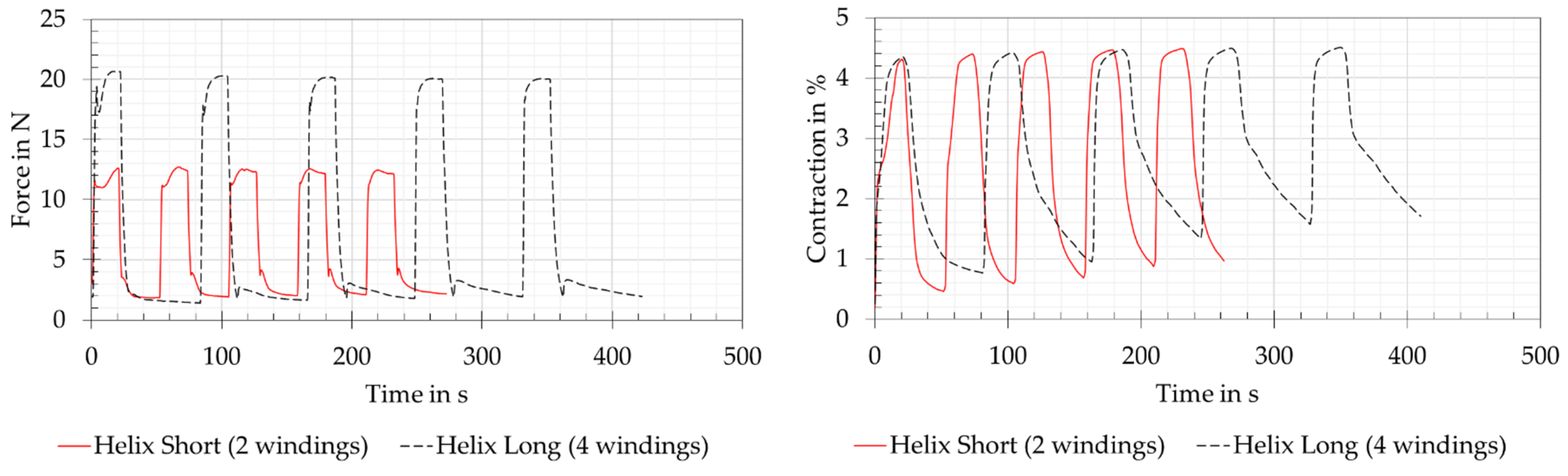
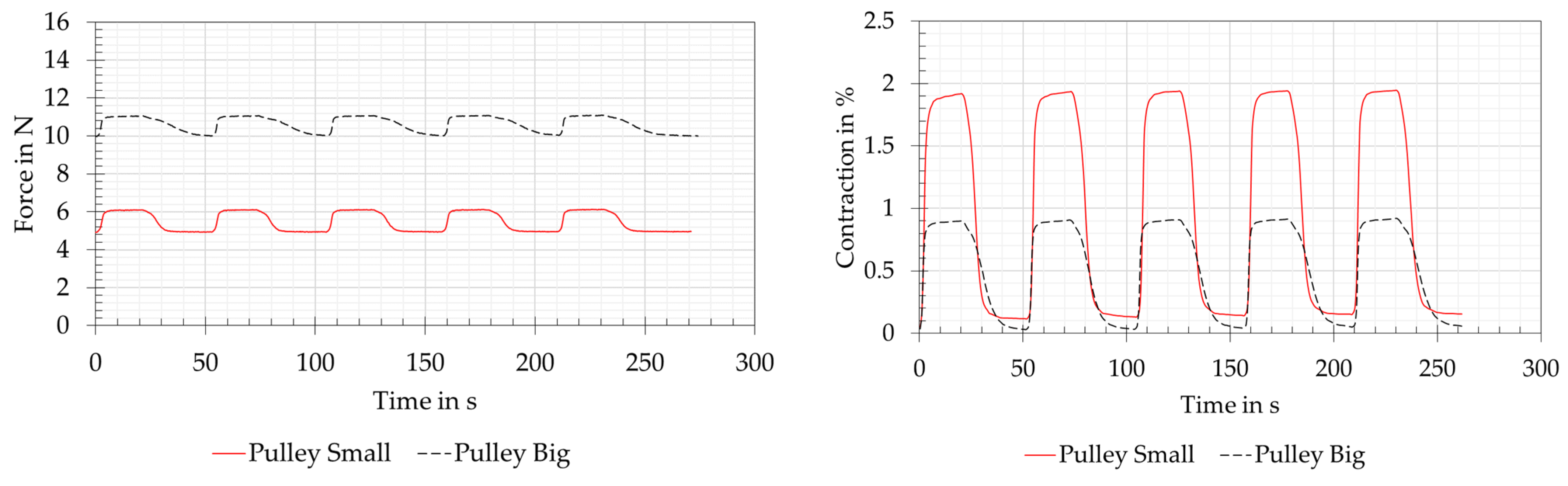
With the demonstrated function of the biomimetic owl neck as a basis, further abstracted technical joints were developed and their basic function and basic performance data (force and contraction) were first examined with the help of a test rig within the framework of preliminary tests. The basic function of all technical joints was thus proven. This made it possible to integrate longer wire lengths of SMA actuators into more compact design volumes. It should be noted that a larger number of deflection points or windings resulted in increased force and contraction losses. In addition, it is known that material fatigue and thus a shortened lifetime can be expected [
15,
38].
The test rig used will be upgraded in the form of a frictionless bearing and a non-contact displacement measurement system in order to be able to continue the development of the joint assemblies. This is intended to further quantify the measurements described in this article in order to optimise friction and temperature losses in the deflection points. In addition, the joint assemblies will be further developed with regard to a lightweight design and the resulting resource efficiency, e.g., through topology-optimised AM carrier components, and the use of further AM manufacturing technologies, e.g., SLM. In addition, the findings of the measurements carried out on the joint assemblies will be made available to other researchers and engineers within the framework of a design guideline with design catalogues. This should enable shorter and thus more efficient development processes for innovative SMA + AM joint assemblies.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}