1. Introduction
Nuclear physics studies often require isotopically enriched material targets having an area mass density in the range l µg/cm2–10–20 mg/cm2. The targets should be manufactured appropriately to have a uniform thickness distribution, good mechanical strength, high chemical purity and keep integrity during the beam irradiation time.
The most standard nuclear target manufacturing techniques (e.g., vacuum evaporation with e-beam and resistive source, FIB-sputtering, powder pressing, rolling, electrodeposition, different types of sedimentation, etc.) are efficiently used for a considerable number of materials with some exceptions, such as the refractory metals (e.g., Ti, Mo, W, Zr, Hf) [
1]. Indeed, due to their high melting temperatures, they are difficult to evaporate even under vacuum conditions. Materials such as Mo, Nb and Ti, with a high affinity for oxygen, cannot be deposited in the form of pure metallic films by electrodeposition from aqueous solutions. Foil rolling, from oxygen-sensitive refractories, provides good quality targets only when a bulk ingot of material is used in an inert gas atmosphere. However, isotopically enriched materials, typically used for nuclear studies, are usually supplied in powder form, and rolling, followed by preliminary powder pressing, results in very poor quality targets while working with refractory metals. In addition, when isotope-enriched materials are used for target preparation, a technique that provides minimal material losses is absolutely required to keep the final cost as low as possible.
In 1997, Isao Sugai [
2] proposed the High Energy Vibrational Powder Plating (HIVIPP) method that provides a solution to the two above-mentioned problems: minimal losses and the deposition of “problematic” refractory metals. In the next decade, several modifications of this technique were proposed by the same group, increasing the set of materials deposited [
3,
4,
5,
6,
7].
The HIVIPP technique allows for the manufacturing of targets for nuclear physics studies with an area mass density ranging from about l µg/cm2 up to mg/cm2 with a very high yield and excellent thickness homogeneity. This method is based on the motion of the powder inside an electric field. Two target substrates are placed in contact with two electrodes, at the top and bottom, separated by a quartz cylinder in which the powder to be deposited is inserted. This system is placed in a vacuum chamber, and a high electric voltage is applied to the electrodes. As a result of the generated electric field, the powder starts to be electrically charged and quickly moves towards the electrode having opposite charge (typically when the voltage reaches 3 kV). When the powder particles achieve enough kinetic energy, they start to be deposited onto the substrate surface (usually it is required >10 kV voltage). During the HIVIPP process, two targets are produced simultaneously, which is particularly interesting for targets using isotope-enriched materials, due to the negligible losses of these expensive powders and the low amount (usually ~20 mg) necessary for each deposition.
Besides the high-pressure apparatus version proposed by the same group [
5], no other significant modifications of the system have been reported in the literature. In a previous author’s work [
8], the HIVIPP technique was used to prepare
48Ti targets for nuclear cross section measurements, using a set-up similar to the one suggested by I. Sugai [
2]. However, some limitations of such a set-up were observed. First, the assembly and disassembly operations of the sample holder were not so handy and required two people, one to keep the substrates and the cylinder fixed and the other one to secure the system with screws. In addition, the thickness of the substrates was limited to a maximum of 100 µm, otherwise the parallelism between the top and bottom parts was not guaranteed. This is due to the non-uniform spring press on the top electrode. These aspects could cause the powder to escape, sometimes with a consistent loss of the costly isotope-enriched material. Furthermore, the centering of the substrates and cylinder was not guaranteed; this aspect is important when the cyclotron target station, where the target will be used, has a fixed dimension and the irradiation beam has a specific spot size. For noticeable reasons, the difficulty during the assembly and disassembly steps of the system made impossible the use of a glove-bag or a glove-box in the case when oxygen-sensitive materials are processed. Furthermore, such a sample holder did not ensure the pumping out of the residual oxygen from the volume inside the cylinder where the deposition takes place. In some cases, electric discharge effects during the high voltage phase were visually observed. In those cases, the process stopped working, so the voltage level should be manually decreased and then increased to restart again the deposition. Usually, the depositions take more than 10 h to complete; however, without a remote control of the parameters, the experiments would have to be carried out in several steps. Remote control would be a solution for safety and long deposition experiments.
To overcome these limitations, in this work, an upgrade of the apparatus was thus developed to obtain a versatile set-up, aimed at improving the repeatability of the results and optimizing the parameters affecting it. The need to have more reproducible results compared to the one obtained in [
8], as well as to limit the material losses during assembly and disassembly stages of the sample holder, was fueled by the use of expensive
49Ti and
50Ti enriched materials as starting powder. Indeed, such targets were needed to measure the nuclear cross sections for the
49/50Ti(p,x)
47Sc routes, in the framework of the PASTA [
9,
10] and REMIX projects [
11] at INFN-LNL. The results would pave the way for new methods to produce the theranostic
47Sc radionuclide, useful for medical applications, by using particle accelerators.
This work describes the design of an updated version of the HIVIPP apparatus developed by the INFN-LNL group within the E_PLATE project (Electrostatic Powder pLating for Accelerator TargEts), supported by the CSN5 INFN. The aim was to obtain a ‘ready to use’ technology for the new LARAMED target laboratory at INFN. The LARAMED project (LAboratory of RAdionuclides for MEDicine), currently being established at LNL, is devoted to the multidisciplinary research in the cyclotron production of novel radionuclides for medical applications, covering topics from nuclear physics, material science and engineering, to radiochemistry, radiopharmaceuticals and quality controls [
12,
13]. Because targetry is a crucial aspect in the cyclotron-based production of medical radionuclides and in nuclear cross section measurements, the group has been developing different technologies to obtain thin and thick targets suitable for these purposes [
14,
15,
16,
17].
The HIVIPP set-up described in this work was tested to prove its versatility and performance in preparing thin targets starting from metallic powders.
2. Materials and Methods
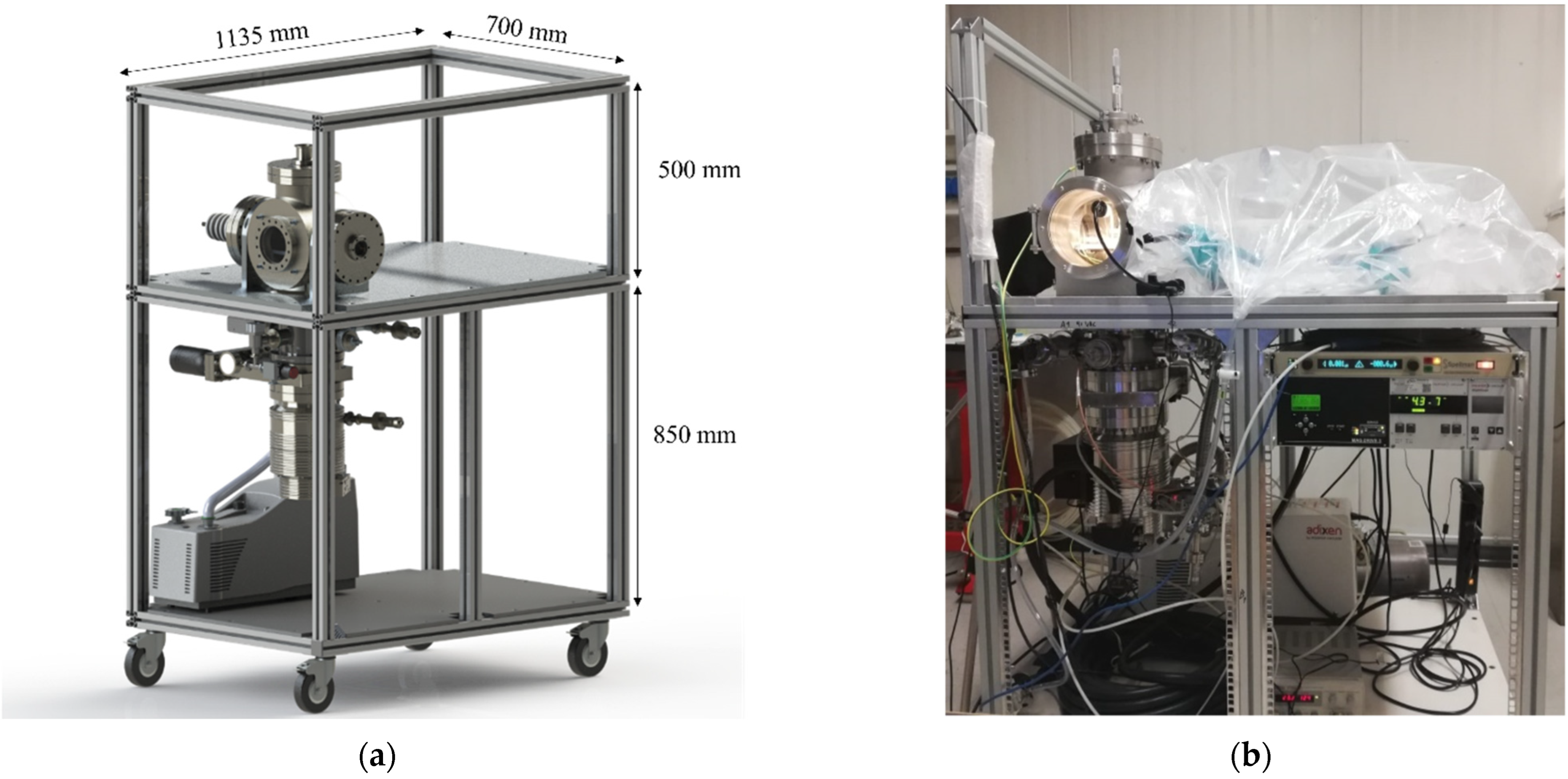
The HIVIPP set-up consists of aluminum profile structure, vacuum system, sample holder, high-voltage power supply controlled by a PC with LabView program, and a camera to visualize the powder motion. In addition, a suitable clamp for easy sample holder manageability has been designed to guarantee the stability of the electrodes (substrates), the cylinder, and the contained powder during assembly. All components may be unmounted, providing greater flexibility for any modification aimed at future upgrade steps. A 3D drawing and a picture of the assembled HIVIPP set-up developed are shown in
Figure 1a,b, respectively.
The aluminum profile structure provides a compact system that is easily moved in a laboratory room. The cart is electrically connected to the vacuum chamber and grounded to the building for safety reasons. The working table was used to install a glove-bag and was designed in a way to facilitate installation of a glove-box, in the future, directly connected to the vacuum chamber to manage oxygen-sensitive materials.
2.1. Vacuum System
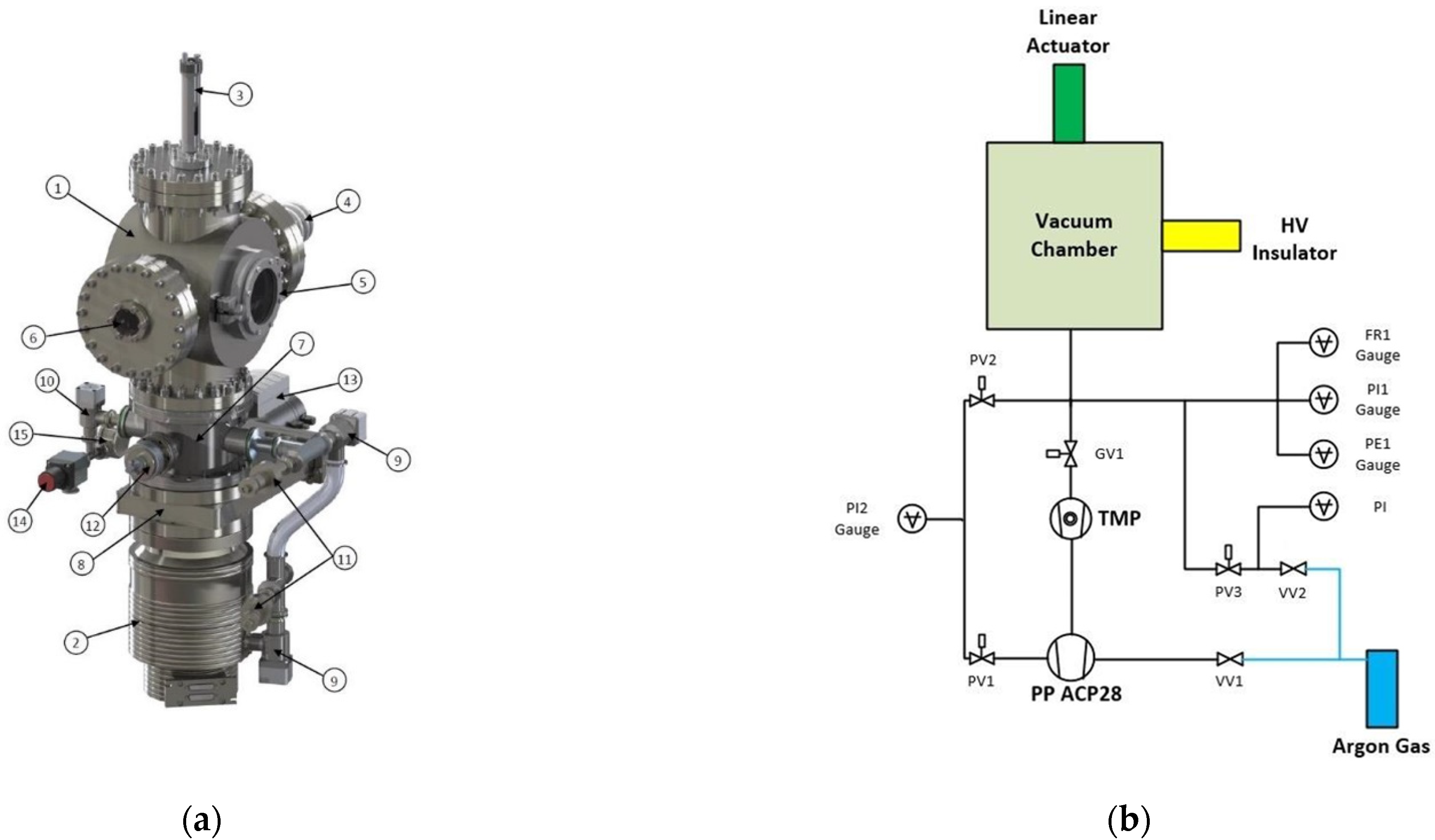
The vacuum chamber is a cylindrical stainless steel (SS) chamber with six 200 CF flanges to connect different components: high voltage insulator, two fixed viewports, DN100 opening viewport for easy access, linear manual actuator for cylinder moving, transitions for other connections (e.g., vacuum gauges, gate valves, etc.).
The schematic representation of the vacuum system is shown in
Figure 2 and the description of the items is listed in
Table 1.
The pumping system includes two stages: a primary pump (PP) to provide an ultimate pressure of 3 × 10−2 mbar (model ACP28 by Pfeiffer) and a turbomolecular pump (TMP) (2) with the related controller (model MAG W 600 P by Leybold Vacuum) to obtain an ultimate pressure of 10−8–10−10 mbar. A gate valve (GV1) (8) is used to separate the process chamber (1) from the TMP (2). A metallic grid is installed between the turbomolecular pump and the chamber to prevent any eventual debris from falling into the TMP causing damage. However, changing its position will be considered in the future, for example, on one side of the vacuum chamber. A “transition” (7) between the chamber (1) and the gate valve (8) is installed to allow the connection of pneumatically controlled valves (9, 10) and a set of vacuum meters (11, 12, 13) with the corresponding controllers.
A manual venting valve (14), connected to the argon cylinder, is used for chamber venting (VV1) after deposition. A viewport (6) is installed for visual observation of the powder motion through a monitor-connected BOSCH VBC-255-51 color CCD video camera.
A feedthrough (Allectra LTD) (4) with a maximum sustainable voltage of 60 kV is connected to the high voltage (HV) power supply.
A linear manual actuator (3) is connected to the sample holder system to control the opening of the quartz cylinder (more details are explained in the next section).
2.2. Sample Holder
The sample holder for HIVIPP deposition is the crucial component that requires to be properly devised.
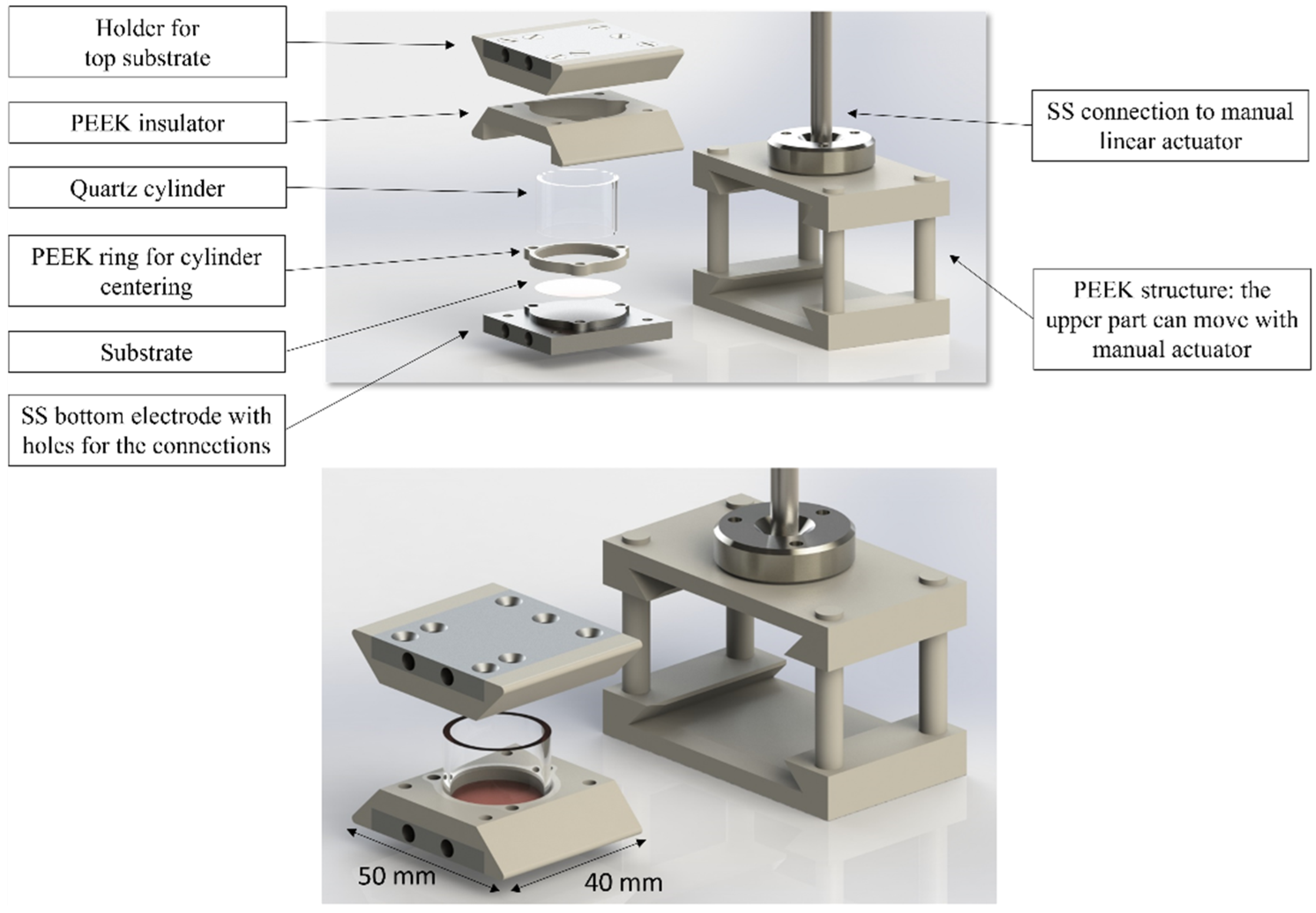
The new design guarantees improved handling during the assembly and disassembly steps to minimize the powder losses. The conception and design of the sample holder is represented schematically in
Figure 3, and the details of each component are explained below.
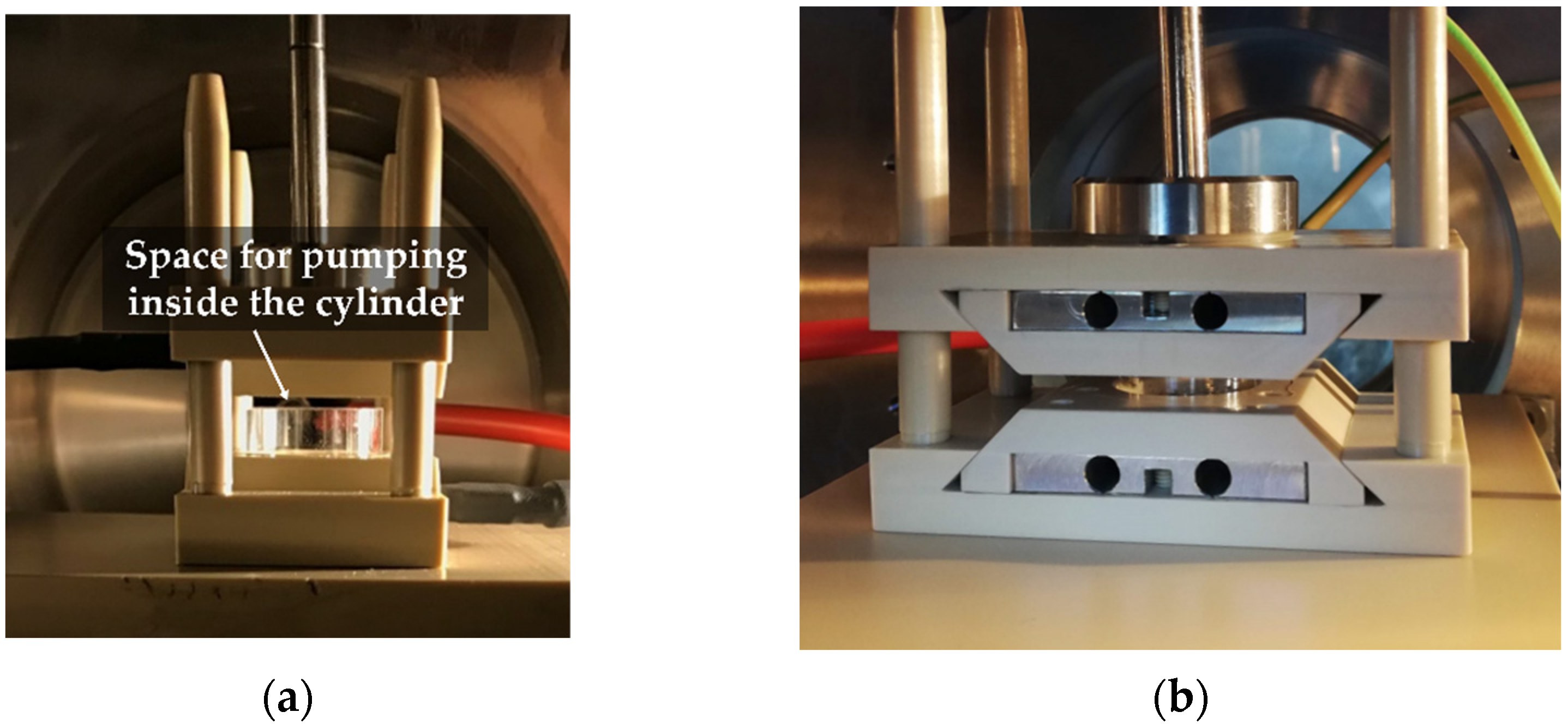
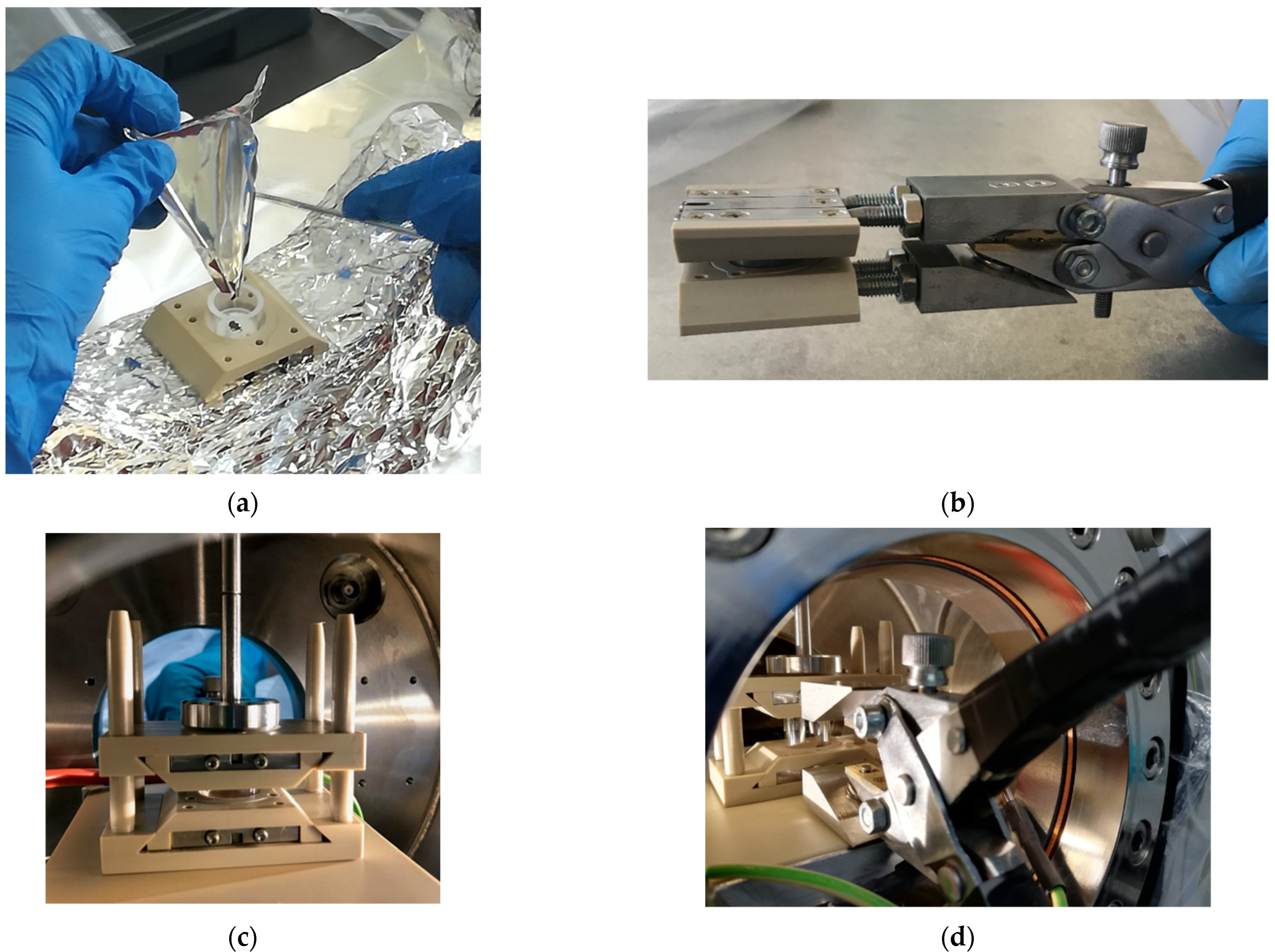
The top and bottom substrate holders are the same and they are composed of an SS electrode on which the substrate is placed, a PEEK insulator and a PEEK ring to fix the substrate and center the quartz cylinder. The cylinder is inserted between the disks to confine the particles in the electrostatic field. M3 PEEK screws are used to assemble each component. By simply changing the ring size, it is possible to host quartz cylinders with different diameters, based upon specific needs (in this work, three sizes were tested: 14-, 18- and 22-mm external diameter corresponding to 10-, 14- and 20-mm internal diameter, respectively). The quartz cylinders were purchased from Helios Italquartz (Milan, Italy). Additionally, a manual linear actuator was connected to the upper part of the sample holder. The PEEK gripping structure allows the top holder to move sliding on vertical rods. This can allow (i) the use of different cylinder heights (in this work, the cylinder height tested ranging from 1 to 2 cm) and (ii) the improvement of vacuum inside the quartz cylinder. To achieve low pressure also in the deposition volume, the top side of the cylinder can be raised 1 mm (i.e., open configuration) during the vacuum pumping step.
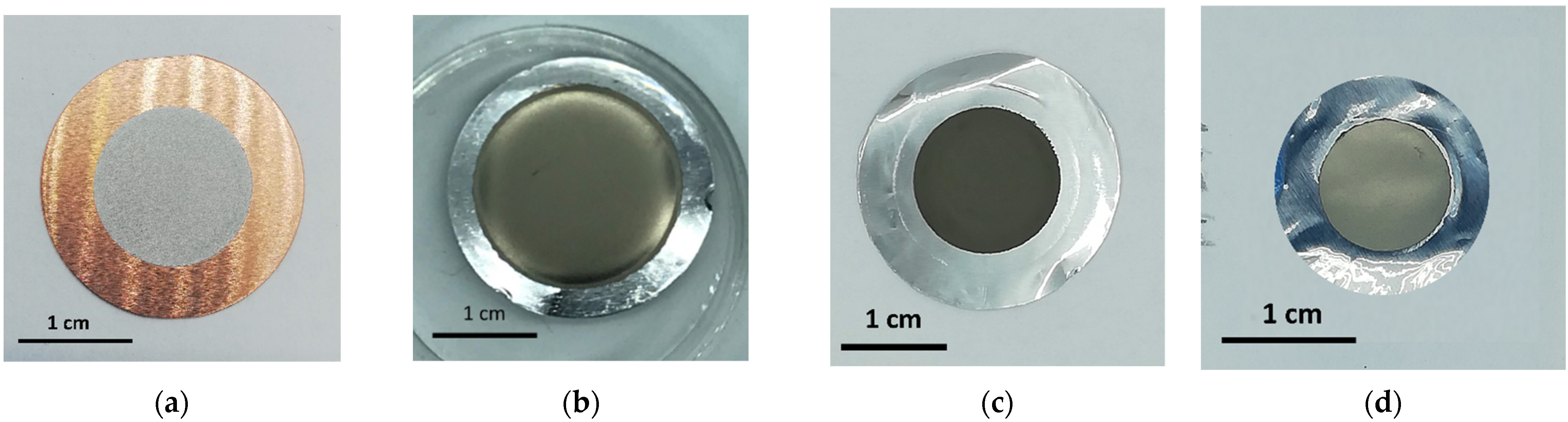
The SS electrodes (Top and Bottom) have 4 holes to grasp the assembled sample holder with cylinder using a parallel clamp, besides allowing the insertion of electrodes’ pins with fast connections.
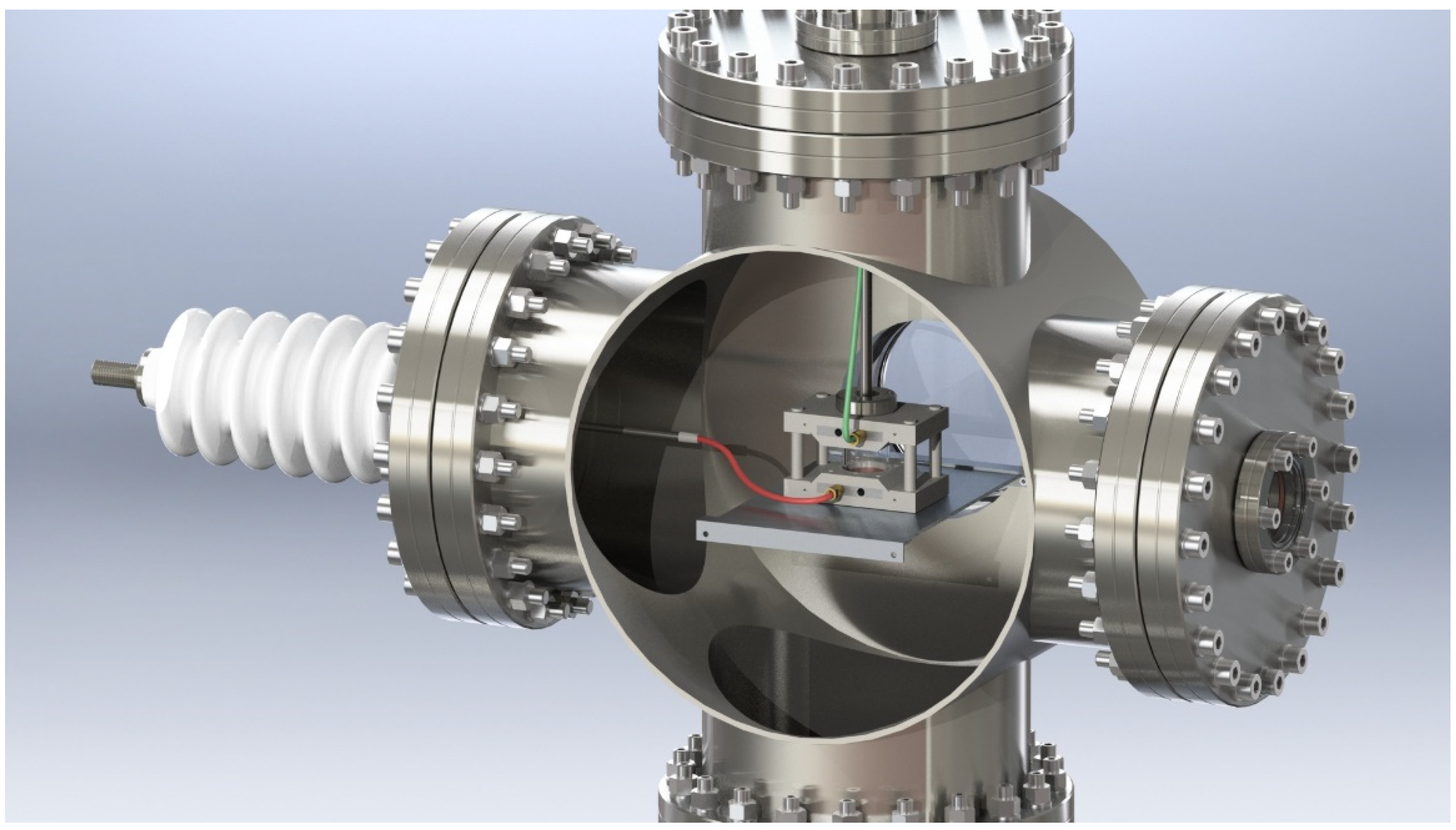
The sample holder with cylinder and powders is placed inside the vacuum chamber (
Figure 4) through the CF100 fast-opening viewport using a dedicated parallel clamp to keep the assembly together. This is inserted inside the PEEK gripping structure that is already fixed on a PEEK platform inside the vacuum chamber.
The bottom electrode is connected to the high voltage supply, whereas the top electrode is grounded (connected to the vacuum chamber). However, the electrode connectors can be inverted because the top electrode is insulated from the SS connection of the linear actuator.
2.3. High Voltage Power Supply and Control with LabView Program
Spellman SL60N60/230 with eSL Ethernet option was used as high voltage power supply (HVPS).
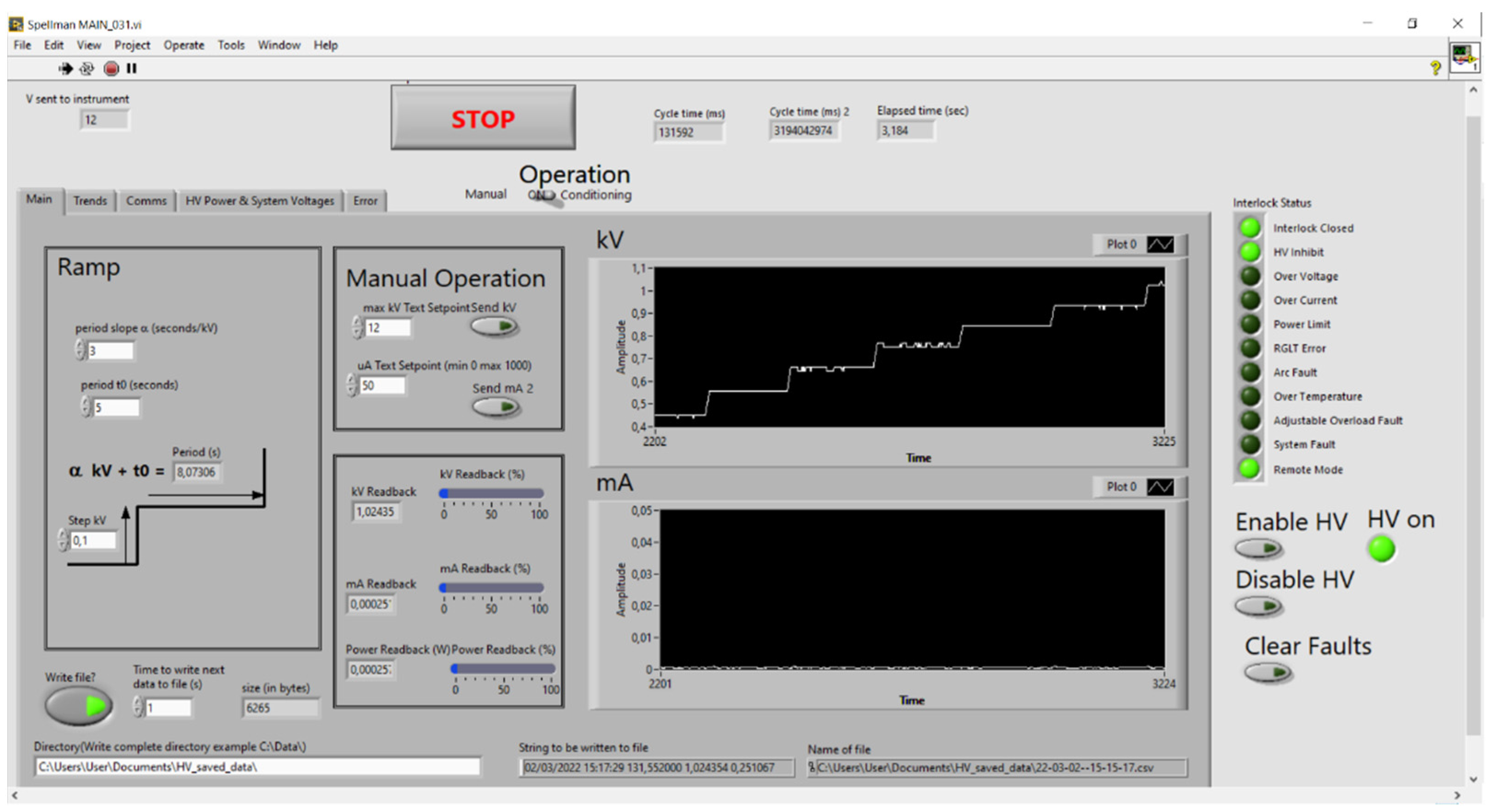
The power supply operation can be controlled from either the local front panel or remotely via the Ethernet connector. Spellman provides a basic demo GUI for the convenience of the user, but in this work, a tailored LabView program was implemented.
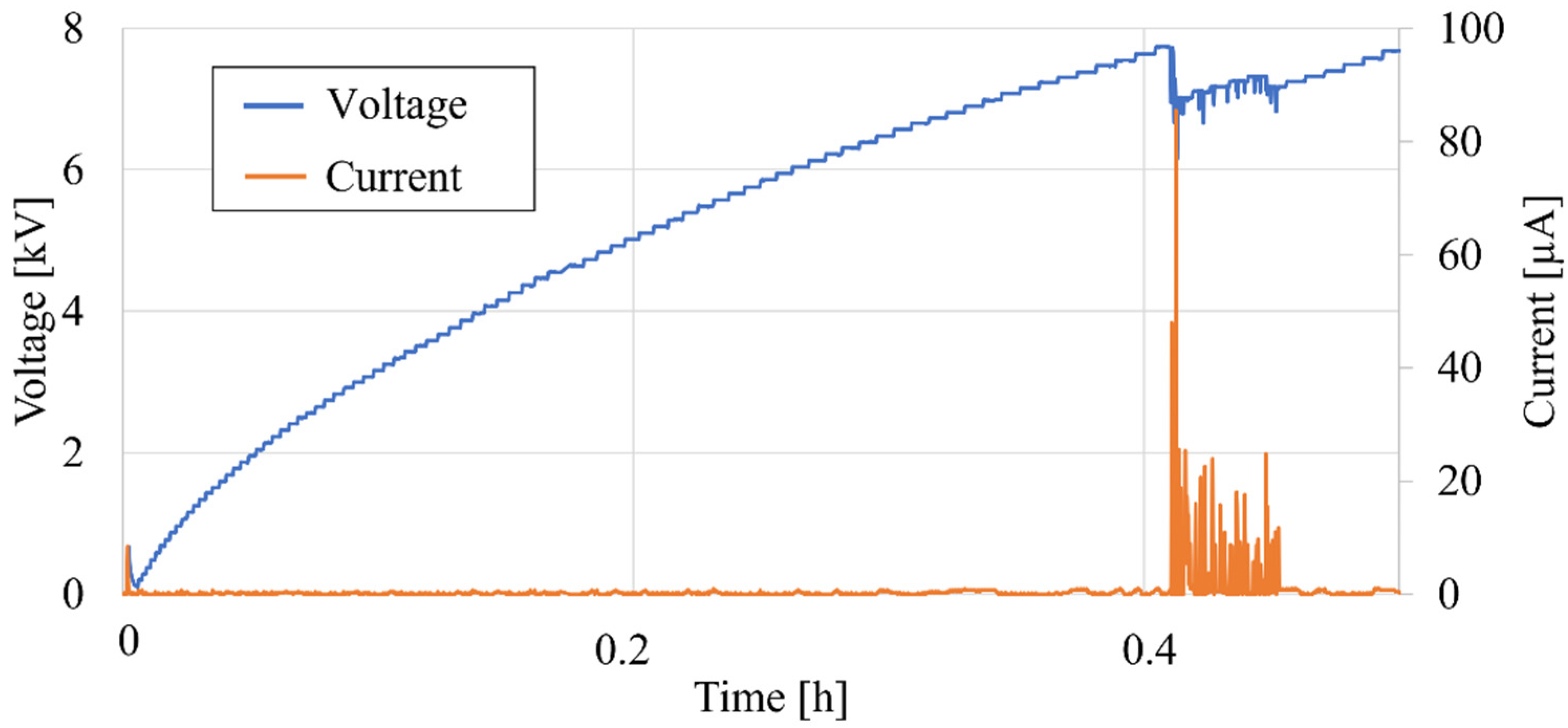
The LabView control system was designed to allow a system conditioning (i.e., avoiding arc discharge from surface), automatization and remote control of the process, and to record the applied current and voltage. The LabView program also allows for full access to the control and diagnostics of the HVPS. The control strategy is based on readings of the actual voltage and current values. The operator can set up a voltage ramp based on a series of steps, whose duration and voltage level increase can be constant, or user-defined. A linear function allows one to have a constant voltage step that holds for a duration that is increasing with the high-voltage value. This is necessary in order to allow for an appropriate conditioning of the apparatus: indeed, the higher the voltage, the longer the conditioning should be. It must be noted that the set voltage of each step is not a priori defined: the voltage step is added to the last read voltage instead of the last set voltage. This allows efficient conditioning, based on the actual status of the experiment. This can lead to unpredictable duration of the ramp, but on the other hand, it allows for a more efficient process restart.
The LabView program is open to the inclusion of a Digital (to) Analog Converter (DAC) to read other parameters from the experiment, such as pressure and temperature. These features could be implemented in the future to allow more complete data analysis or interlock.
The voltage and current values are saved (with a user-defined frequency) in a .csv file for further analysis of the process parameters.
2.4. Visual Observation
Because the process duration can last for several hours, remote control and observation is required. For this purpose, an online method is used. A BOSCH VBC-255-51 color CCD camera, connected with a USB video adapter, allows one to always obtain a view on the screen about the powder motion during the process. Further remote control is realized by TeamViewer.
2.5. Deposition Experiments
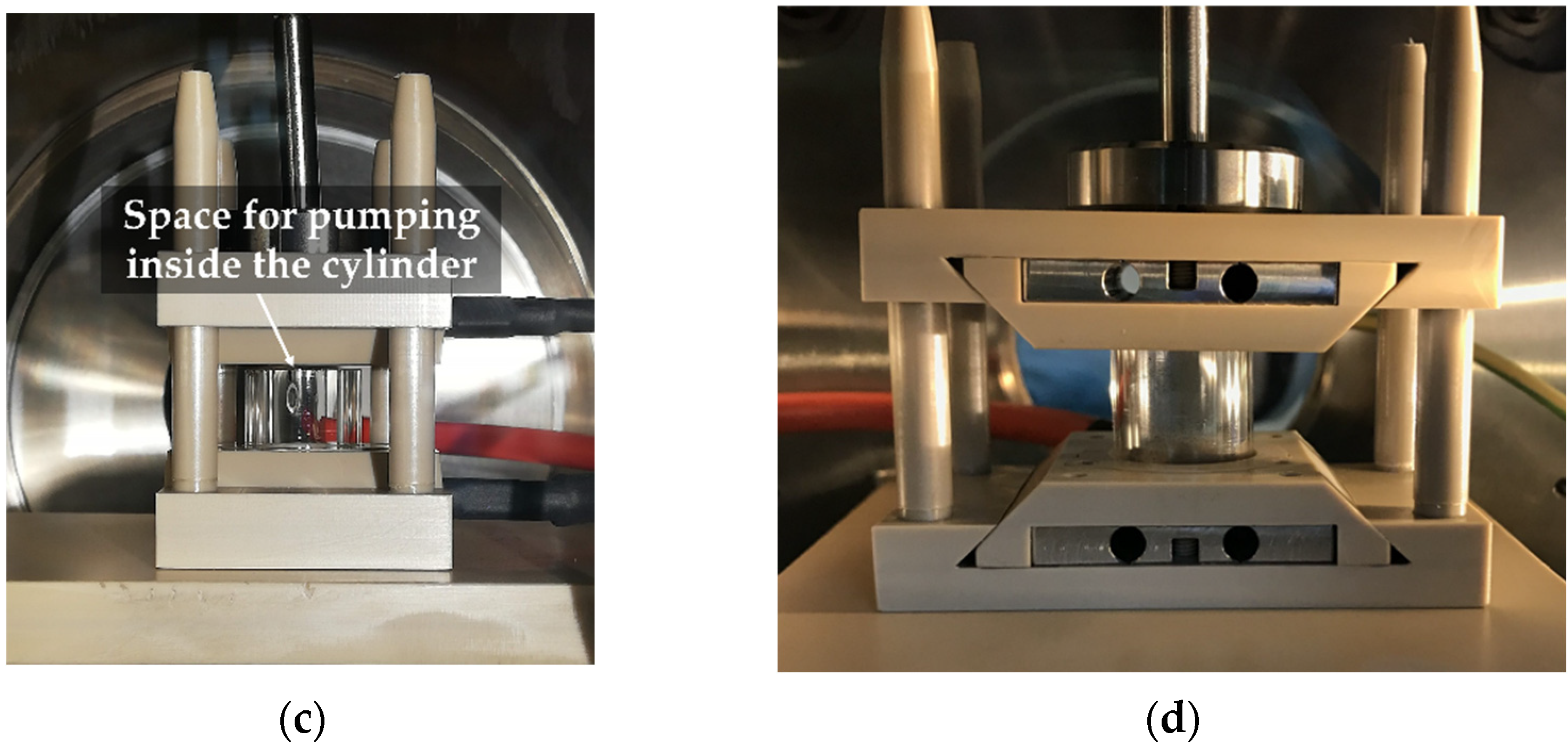
To prove the flexibility of the developed HIVIPP apparatus, several experiments were performed using Mo and Ti powders and Cu and Al substrates, respectively. Four digits analytical balance RADWAG, model AS220.R2, was used to weigh the powder and the substrates before and after deposition, aiming at the preliminary calculation of the areal density deposited.
4. Discussion and Conclusions
The set-up apparatus described here was developed to study and use the High Energy Vibrational Powder Plating technique for making targets for nuclear physics experiments or applications. Despite its advantages for the realization of targets starting from enriched isotopic materials in powder form, the literature on the High Energy Vibrational Powder Plating technique is anyway not sufficient.
The updated apparatus developed in this work includes the automation of the power supply and the data recording that can allow one to associate the quality of the targets obtained with the evolution of the process and with the parameters used.
The improvements in the HIVIPP apparatus have indeed allowed us to start a deep study on how some selected HIVIPP parameters (i.e., powder size, electric field, cylinder height, powder oxidation, etc.) may influence the thickness and the uniformity of the depositions, keeping other variables constant (e.g., powder and substrate materials, deposition time) to create a model of the process. A set of experiments was carried out within the framework of the E_PLATE project; however, it is beyond the scope of this work to report additional details of this study [
21,
22]. Until the process is not very well understood, there are always some uncontrollable variables (e.g., environmental humidity, operator, etc.) influencing the depositions. For such a reason, it is important to have a set-up that allows a precise control of the assembly steps and power supply automation to have more reproducible experiments; once these conditions are obtained, the parameters influencing the quality of the targets can be optimized.
We have demonstrated that this kind of HIVIPP set-up is versatile because different substrates and cylinder sizes can be used based on the needs. Furthermore, it can allow us to manufacture reproducible targets using the same powder material, powder size, cylinder heights and substrates (Ti targets), and the loss of the starting material during the target preparation process is about 3%, which corresponds to less than 1 mg.
To conclude, we have confirmed that the HIVIPP technique could be a viable, simple, and material-cost-saving alternative for thin target manufacturing. These results are considerably promising, and they pave the way for the use of the developed HIVIPP system with expensive enriched materials, in metallic powder form, such as 49,50Ti, to manufacture thin homogeneous targets suitable for nuclear cross section measurements.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}