
Design and Manufacture of a Test Device for Radiosynthesizer Vacuum Pumps



Abstract
:1. Introduction
2. Materials and Methods
2.1. Design Guidelines
- Replicates the fluidic pathway of the Synthera® system;
- Wetted surfaces are resistant to ethanol and acetonitrile, the two most abundant solvents to which the pump is exposed during experiments;
- Fluidic components are tight from 0 to 131 kPa absolute, the operational limits of Synthera®;
- Keeps inert gas supply pressure below 131 kPa, the maximum permissible operating pressure limit set by KNF for the pumps in Synthera V1, V2, and Plus;
- A gauge provides the user with a constant reading of the gas pressure at the intake of the pump;
- Components surrounding the pump heads can withstand exposure to a liquid leak-detector solution;
- Compact, portable, and not controlled by a computer;
- Attaching the pump does not require tools;
- Fasteners absorb vibrations from the pump;
- Provides easy access to components to simplify maintenance.
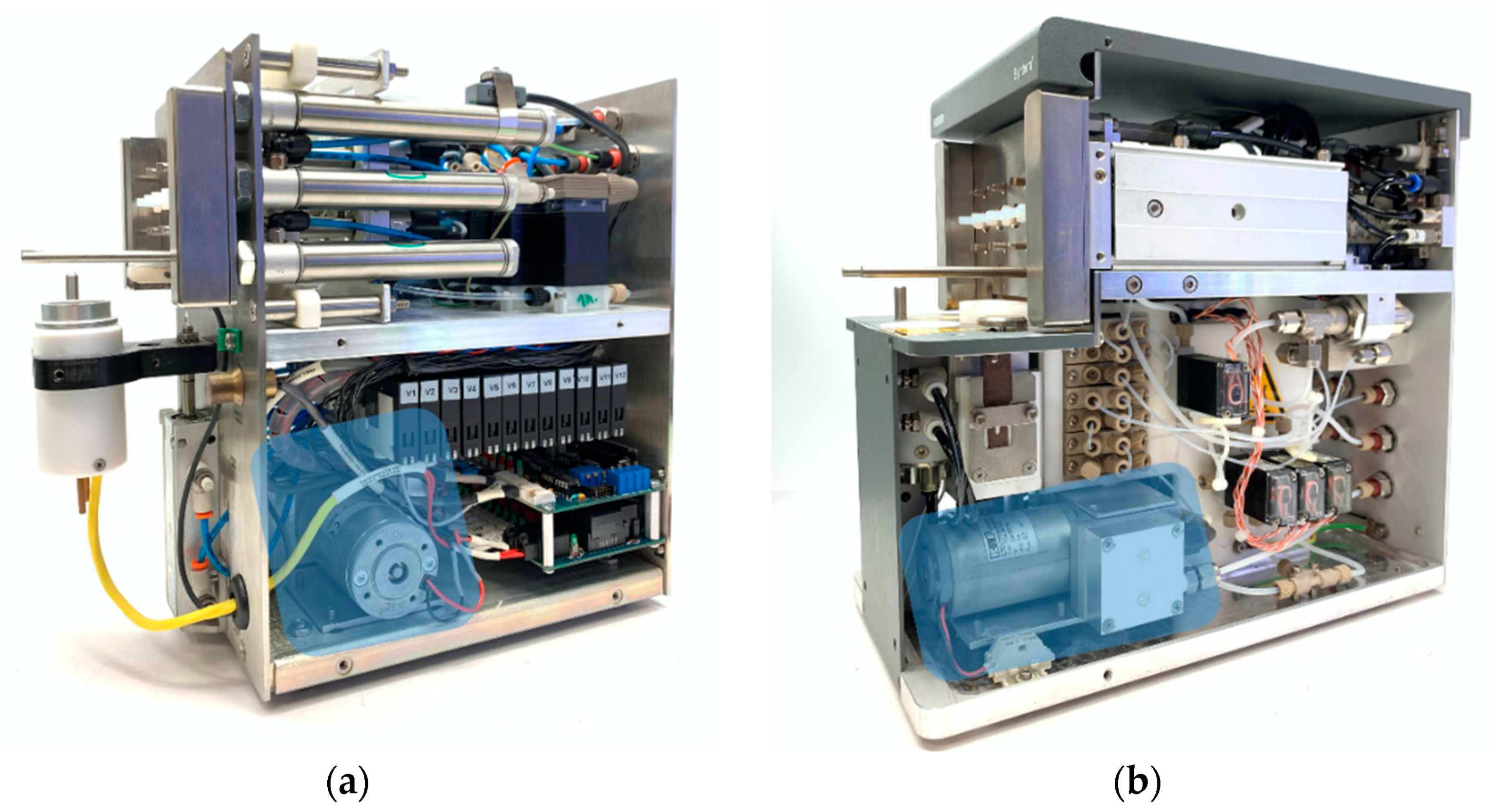
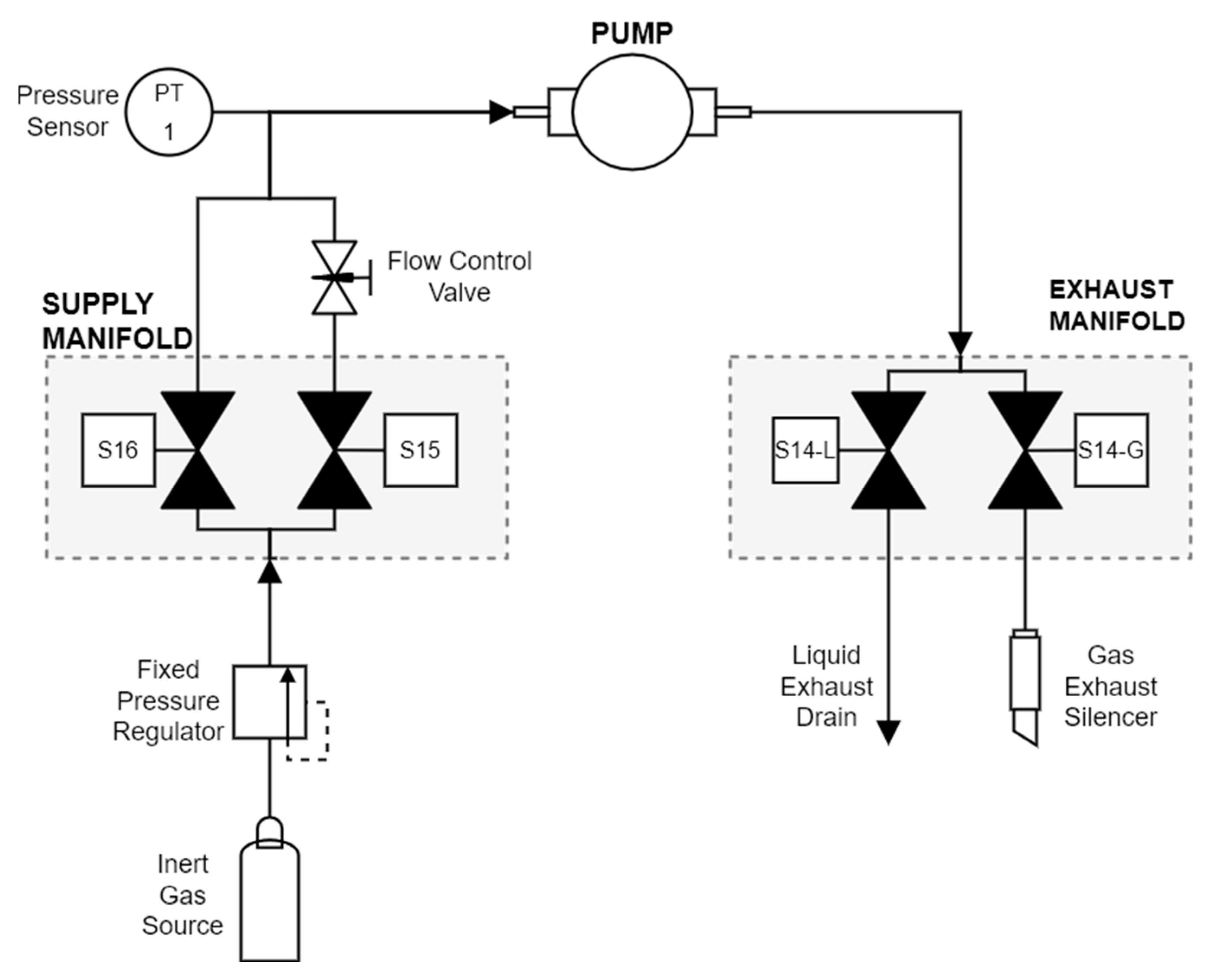
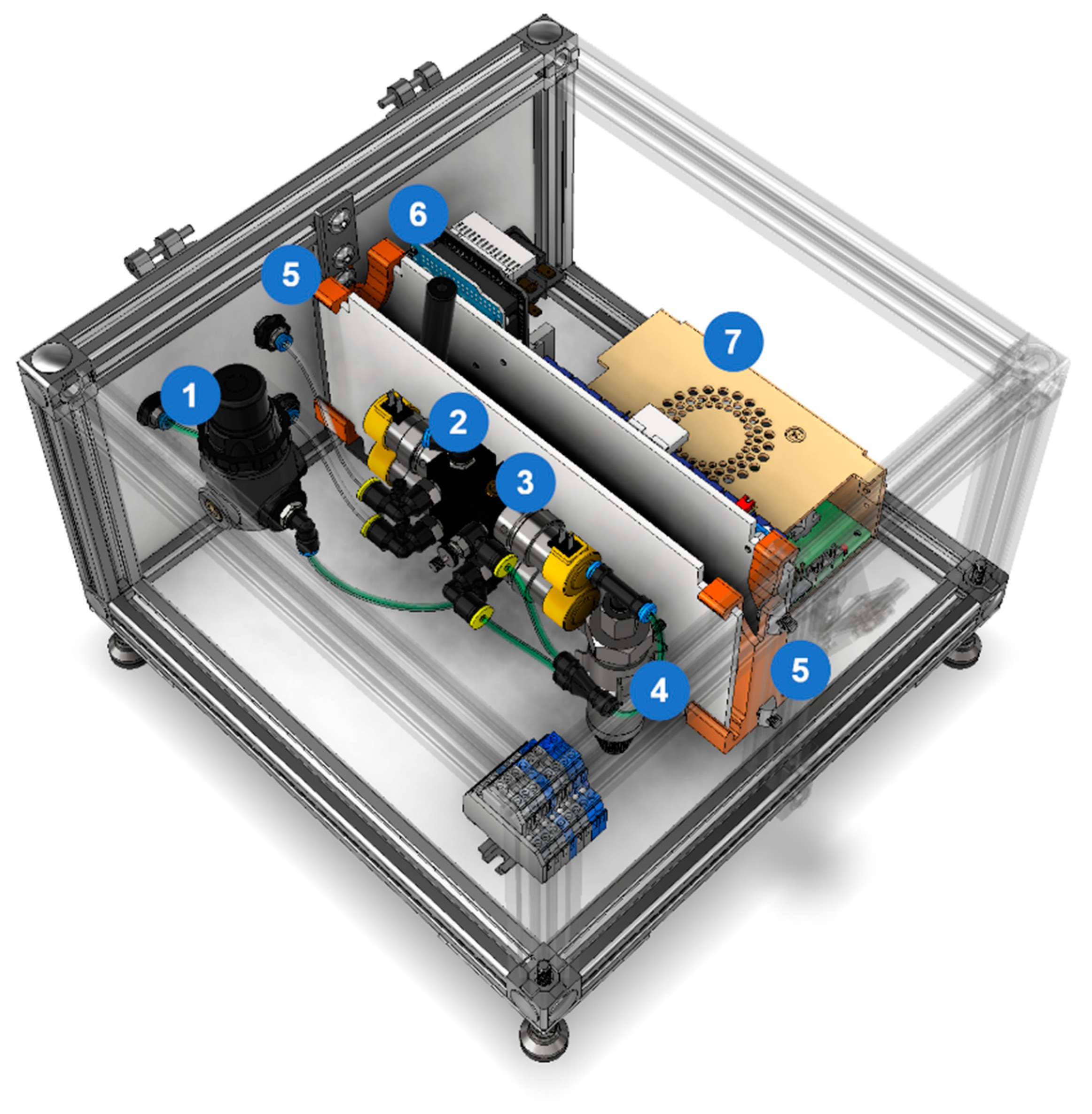
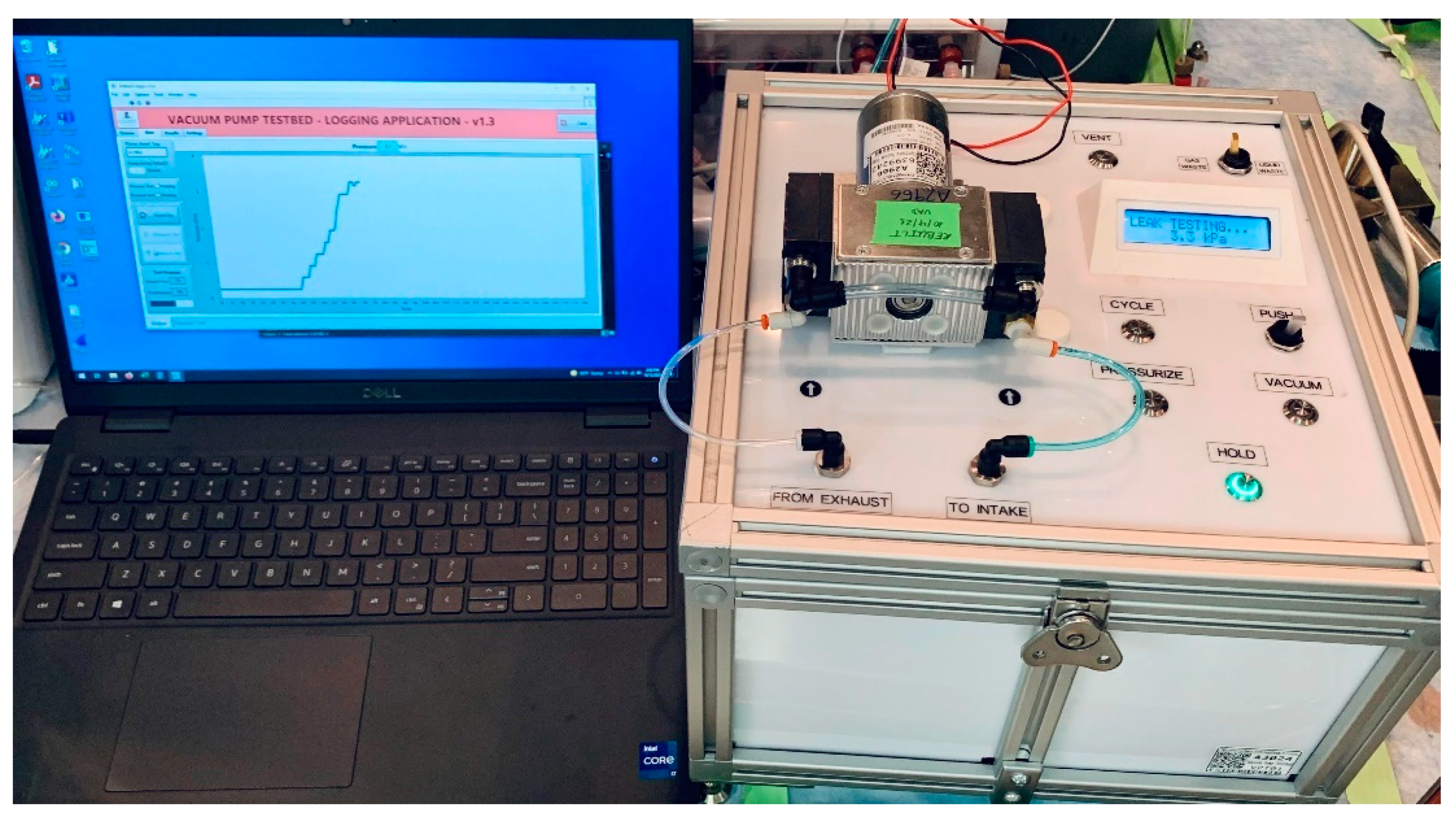
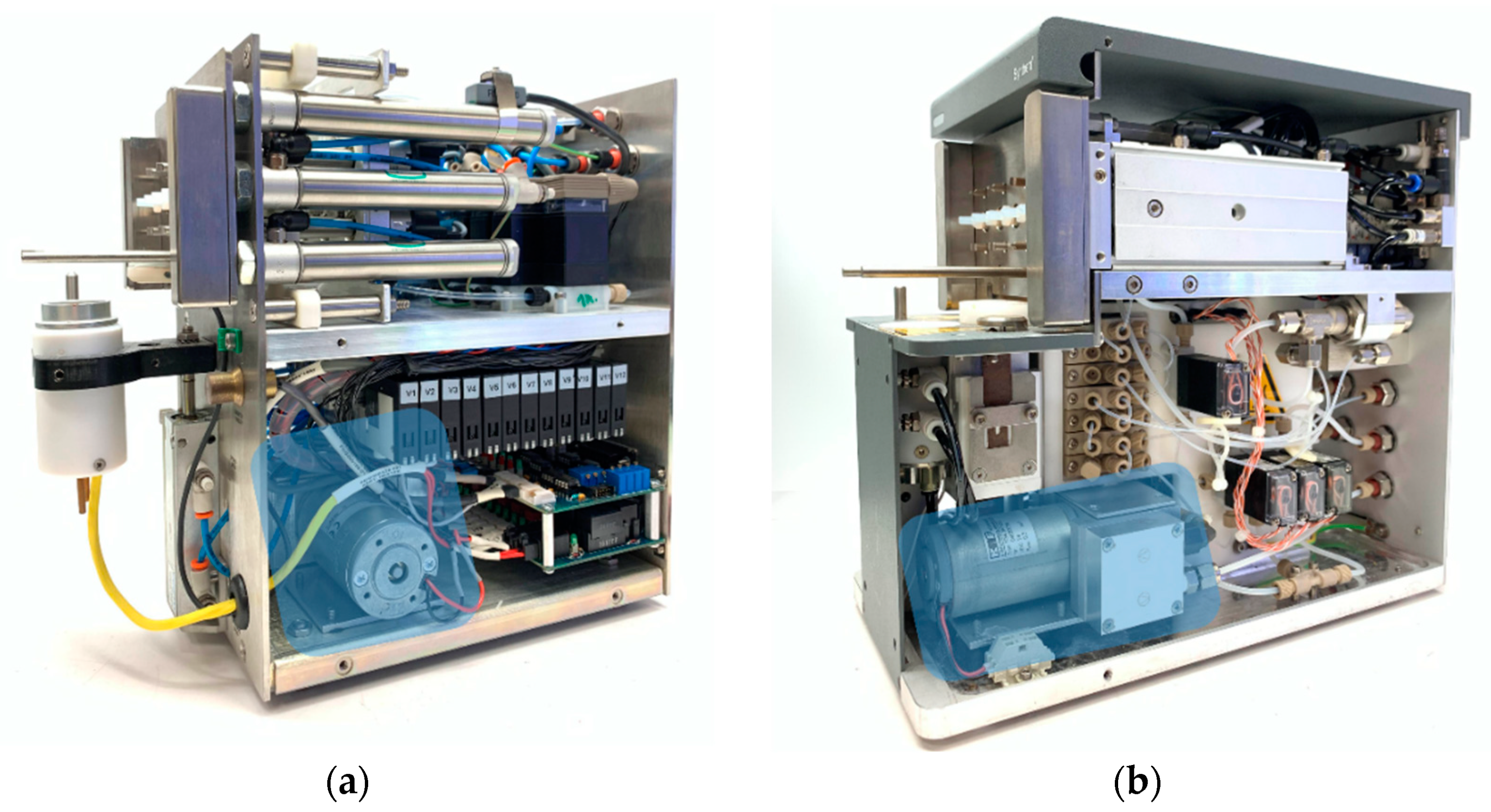
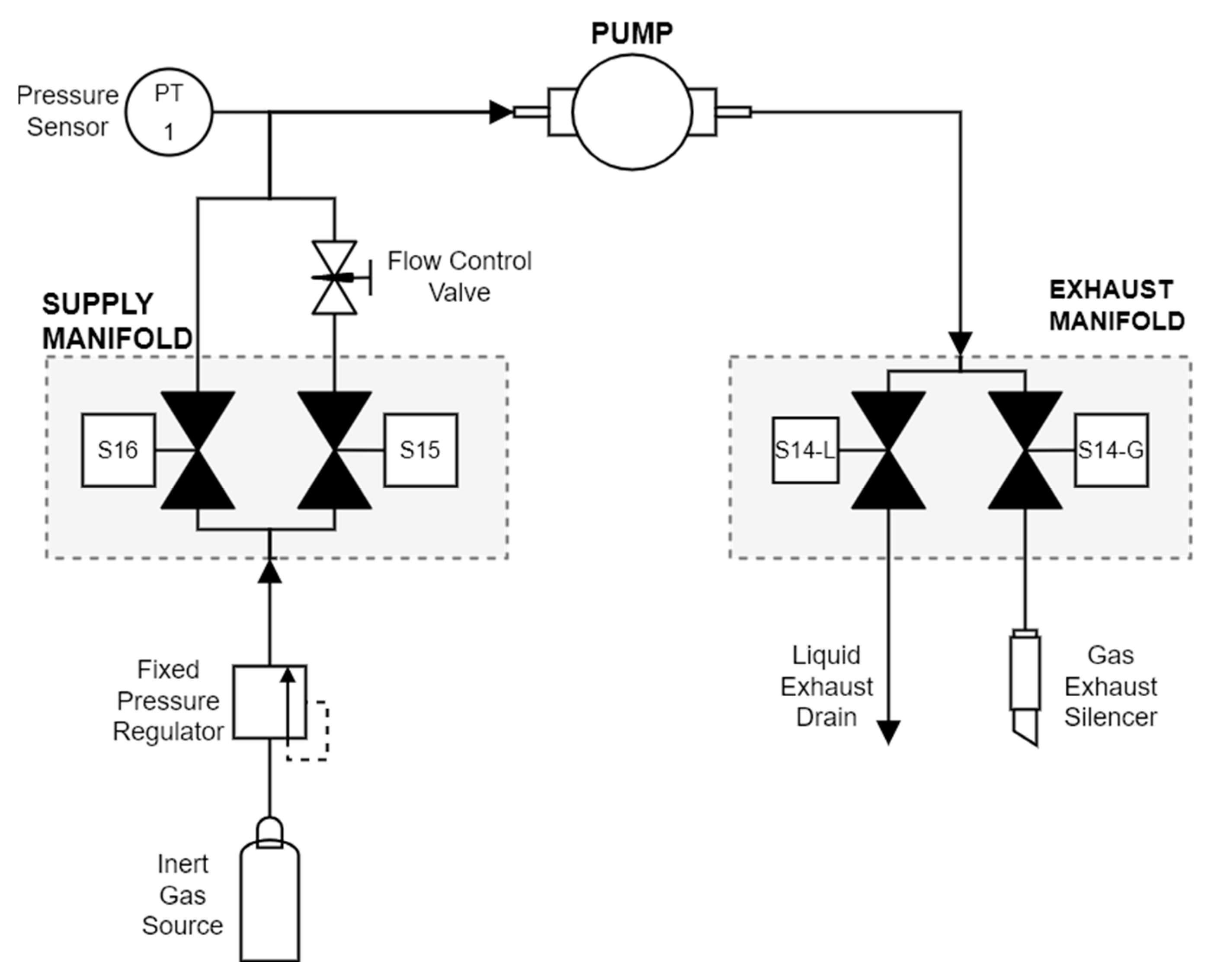
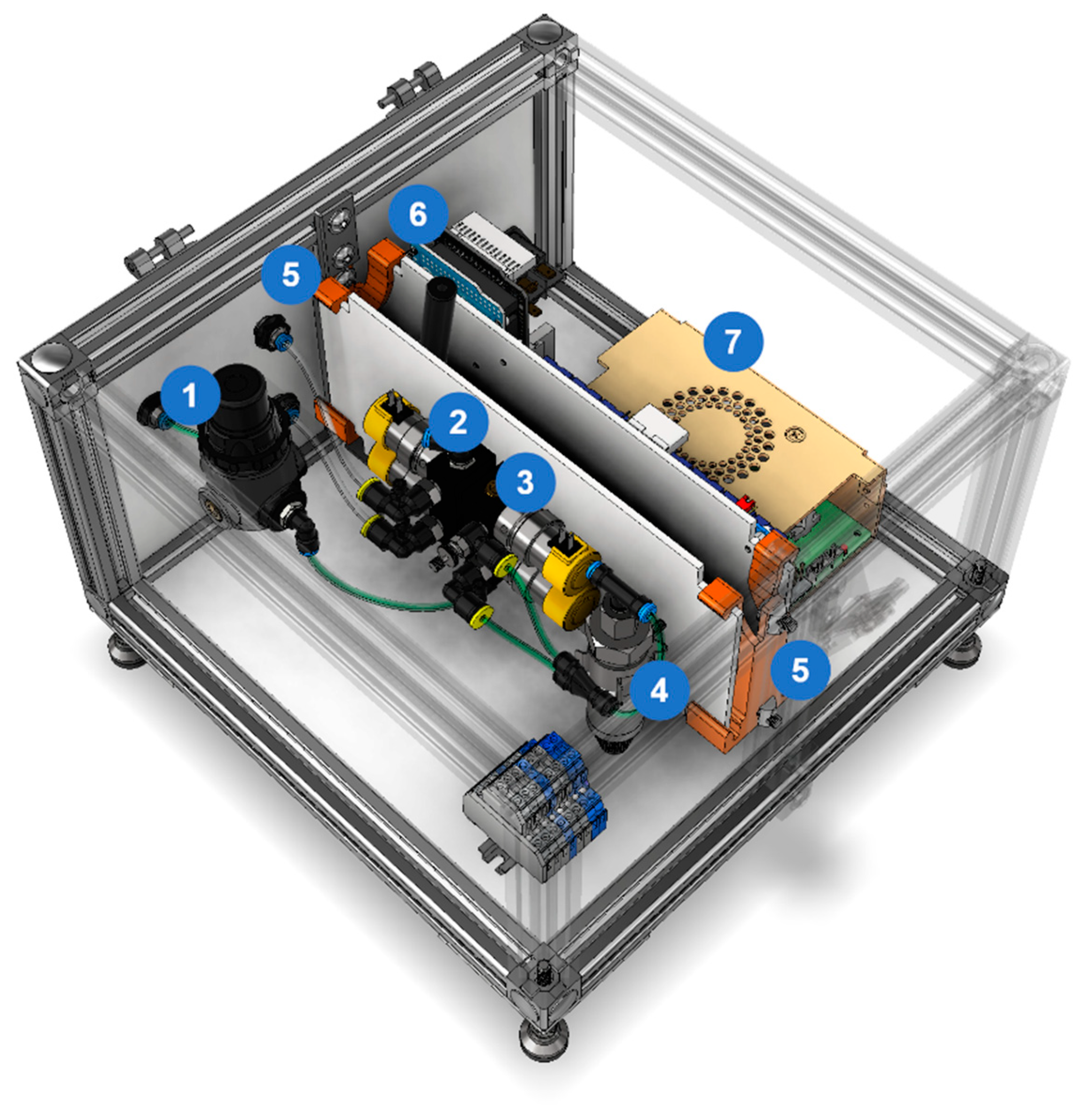
2.2. Hardware Overview
2.3. Operation Modes
- CYCLE: runs the pump and switches the valves automatically to maintain the negative atmospheric pressure inside the pump. This helps clean the pump head internals. A PID (proportional, integral, derivative) algorithm switches the exhaust valve to maintain 65 kPa absolute pressure in the supply line. The operator can manually increase the flow to force the removal of solvents accumulated inside the pump with a flick of the toggle switch;
- PRESSURIZE: increases the internal pressure of the pump. It is used to measure a leak rate or detect leaks;
- VACUUM: runs the pump against a closed inlet. Useful to test the quality of the vacuum;
- HOLD: closes all valves to measure leak rate or detect leaks;
- VENT: the controller opens the exhaust valve to equalize the pressure in the device and the atmosphere. This is recommended before the pump is removed from the instrument.
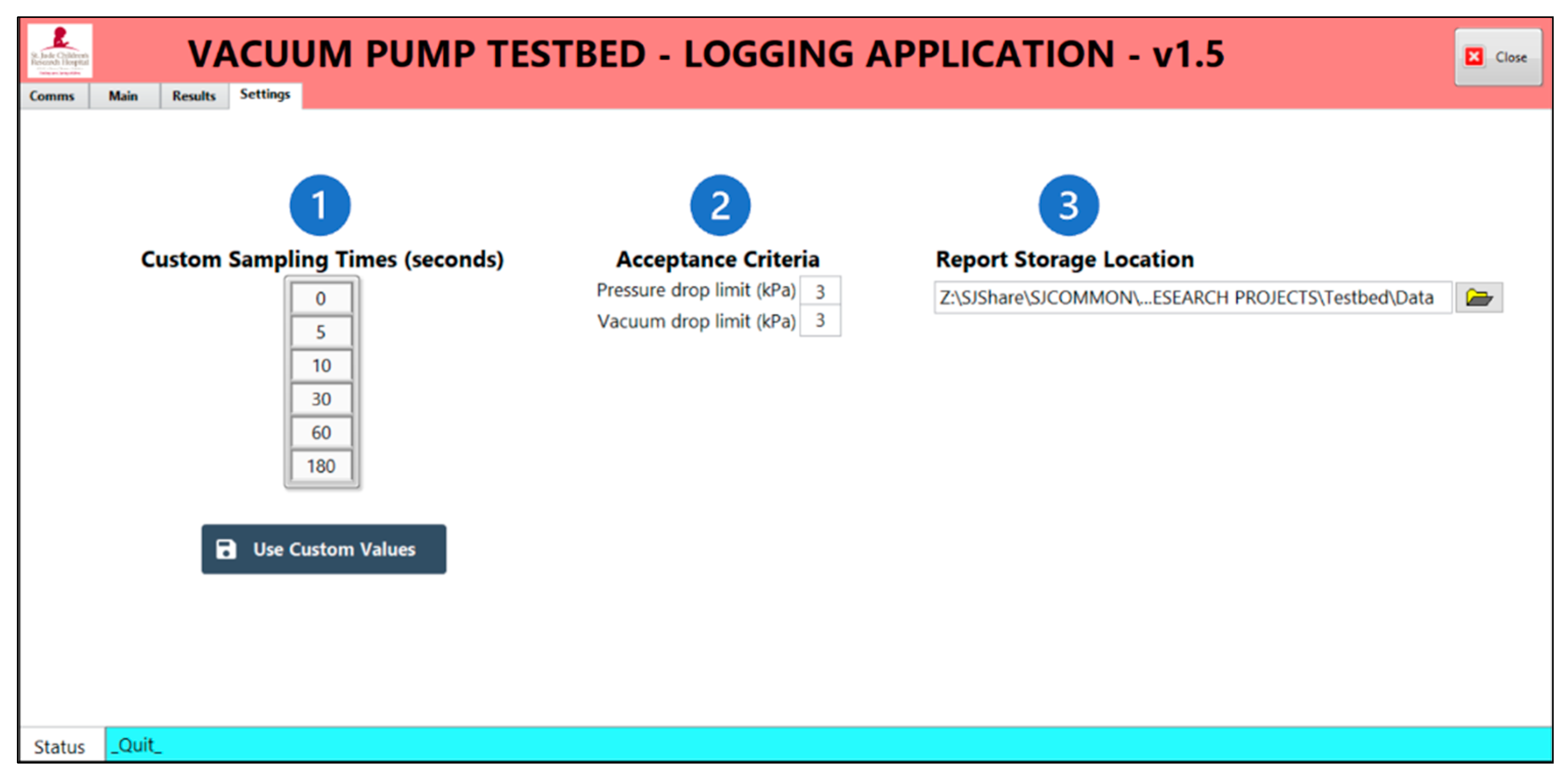
2.4. Software Interface for Data Logging
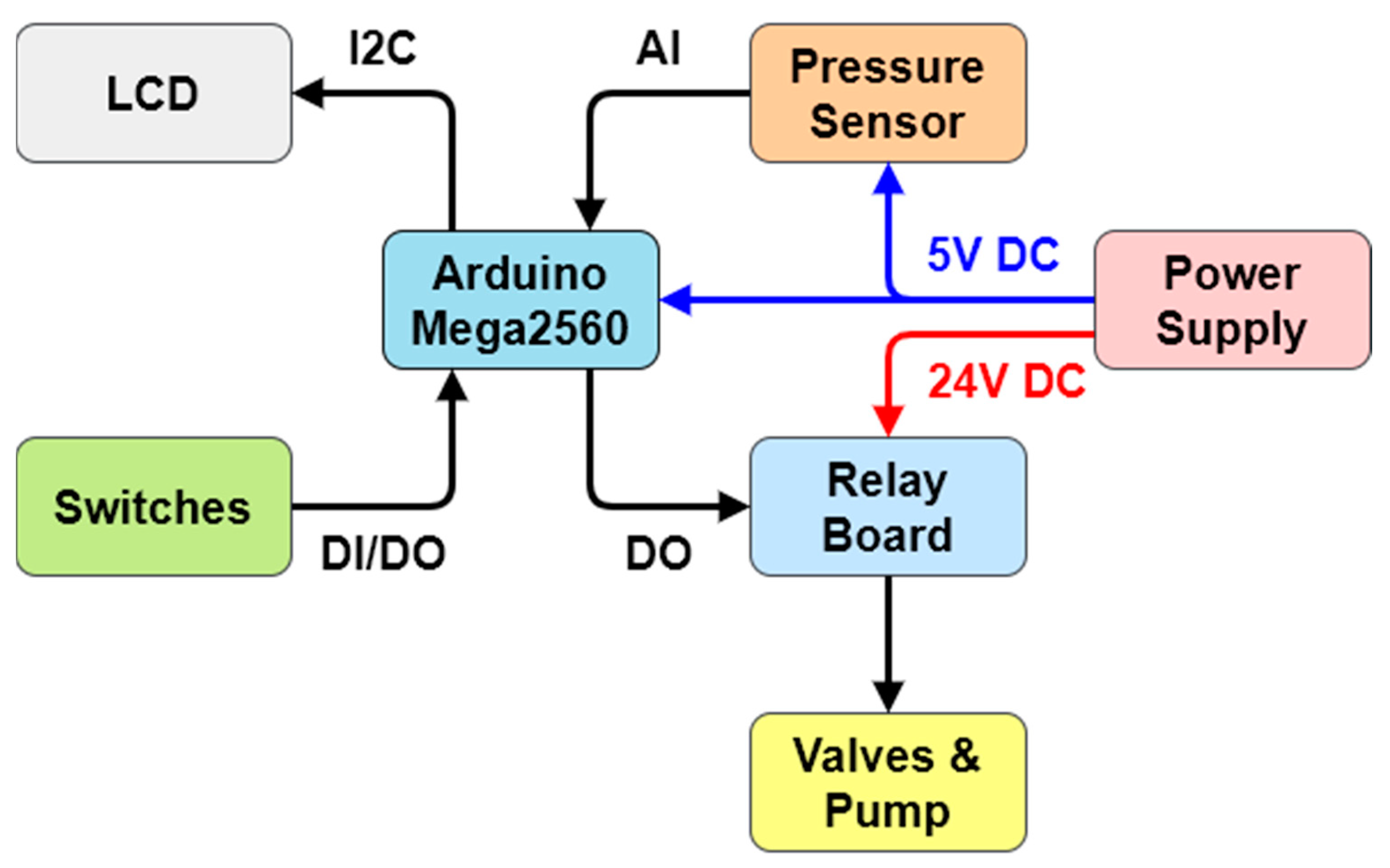
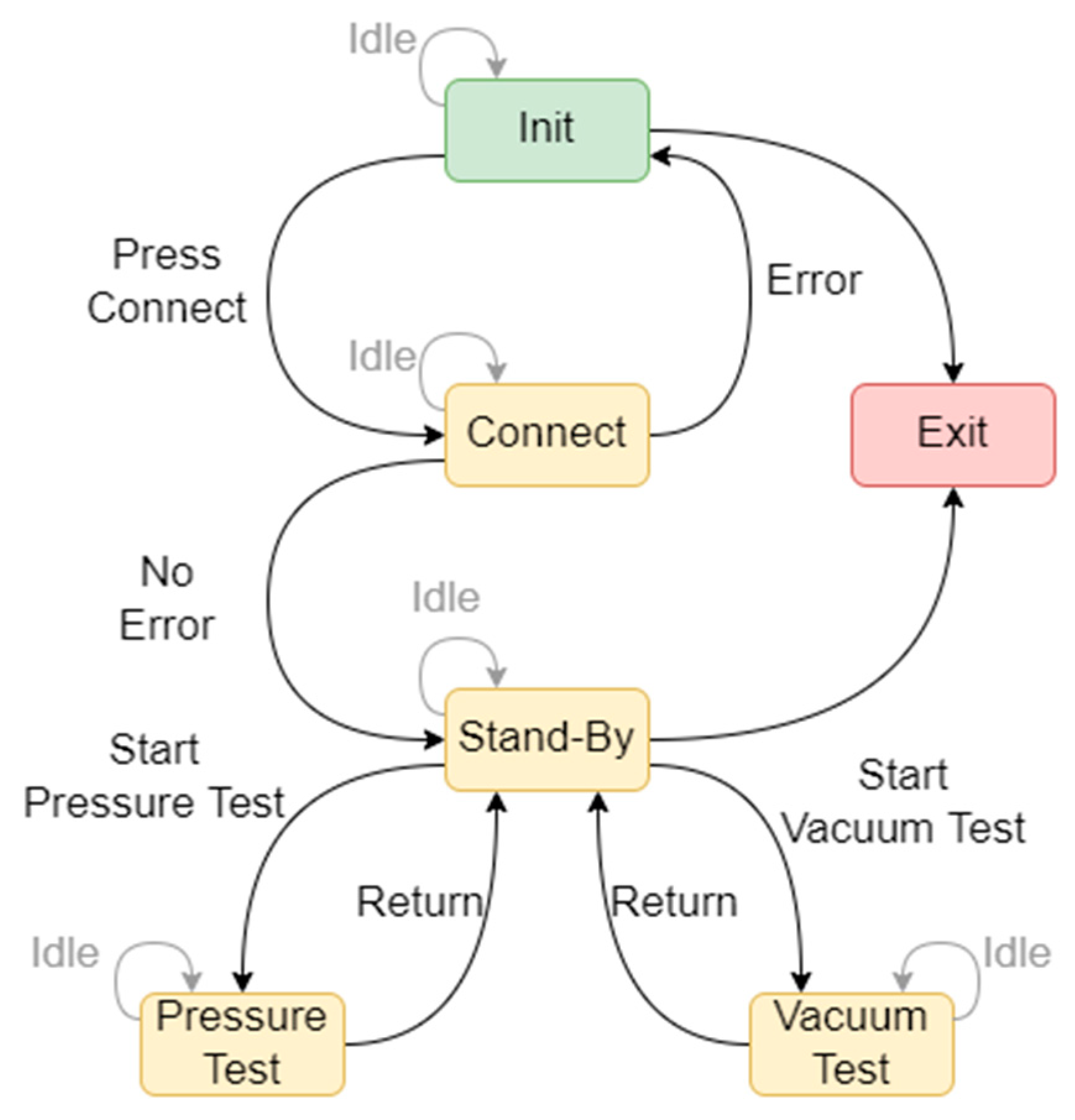
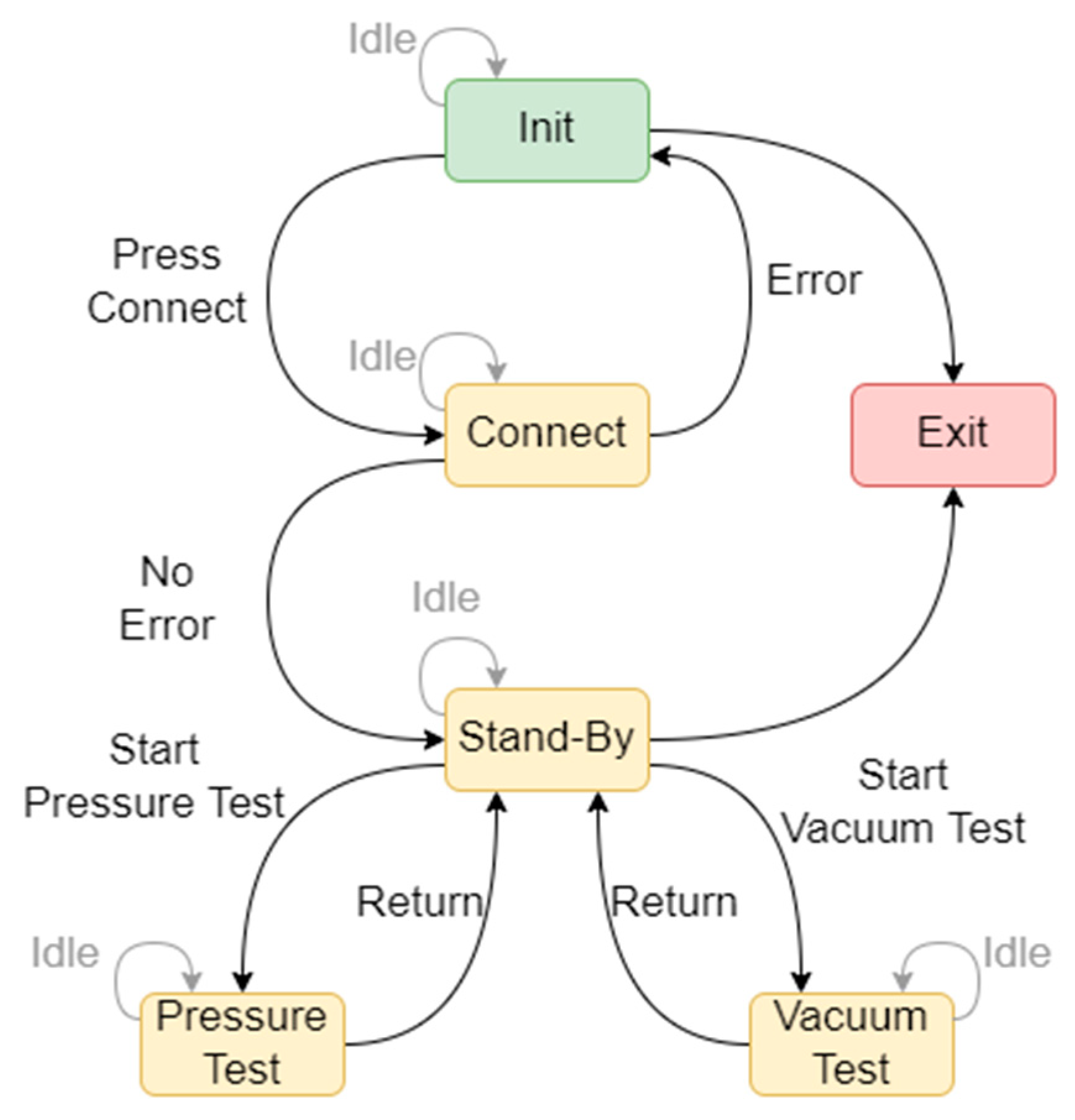
2.4.1. Application Architecture
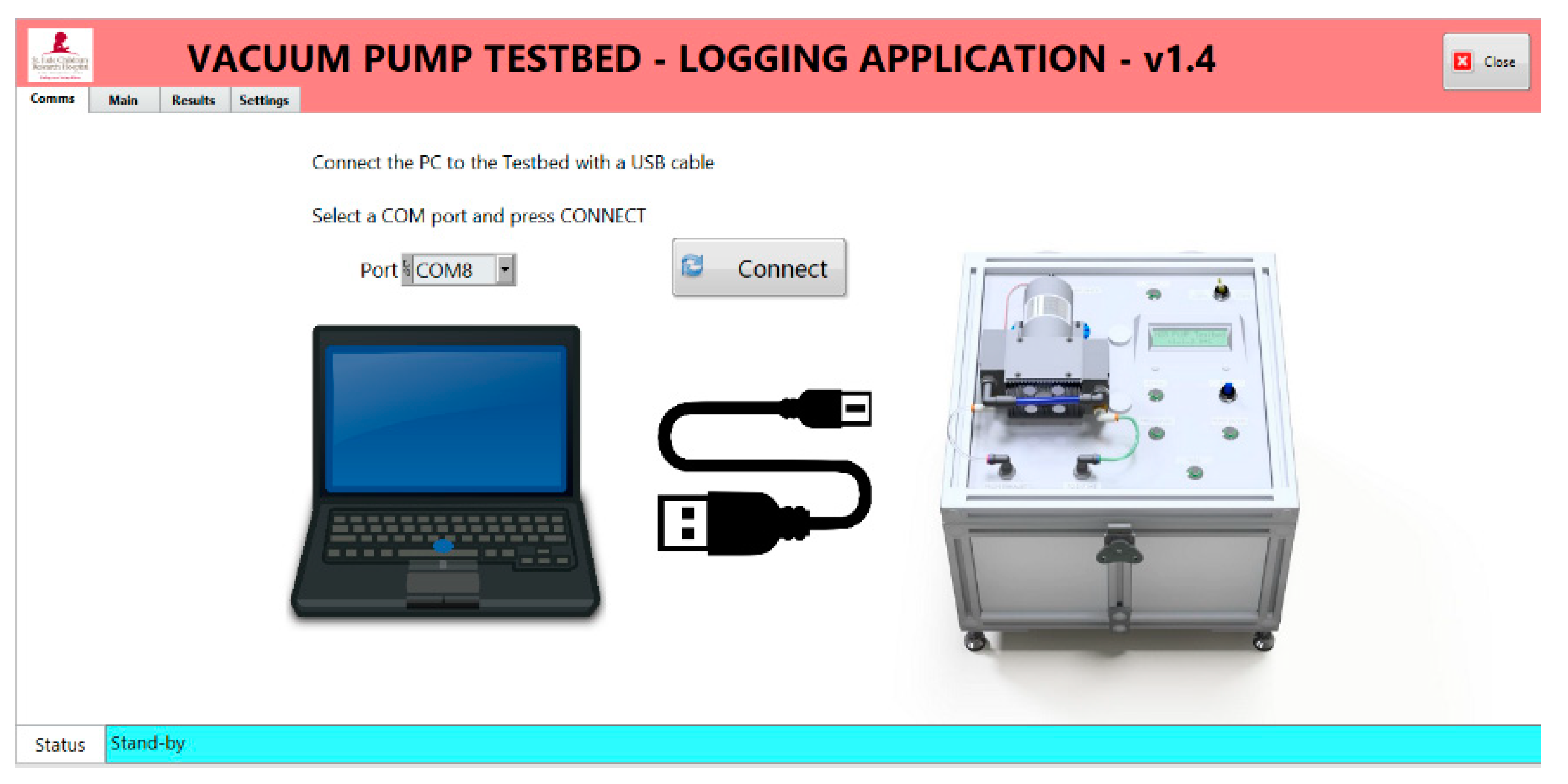
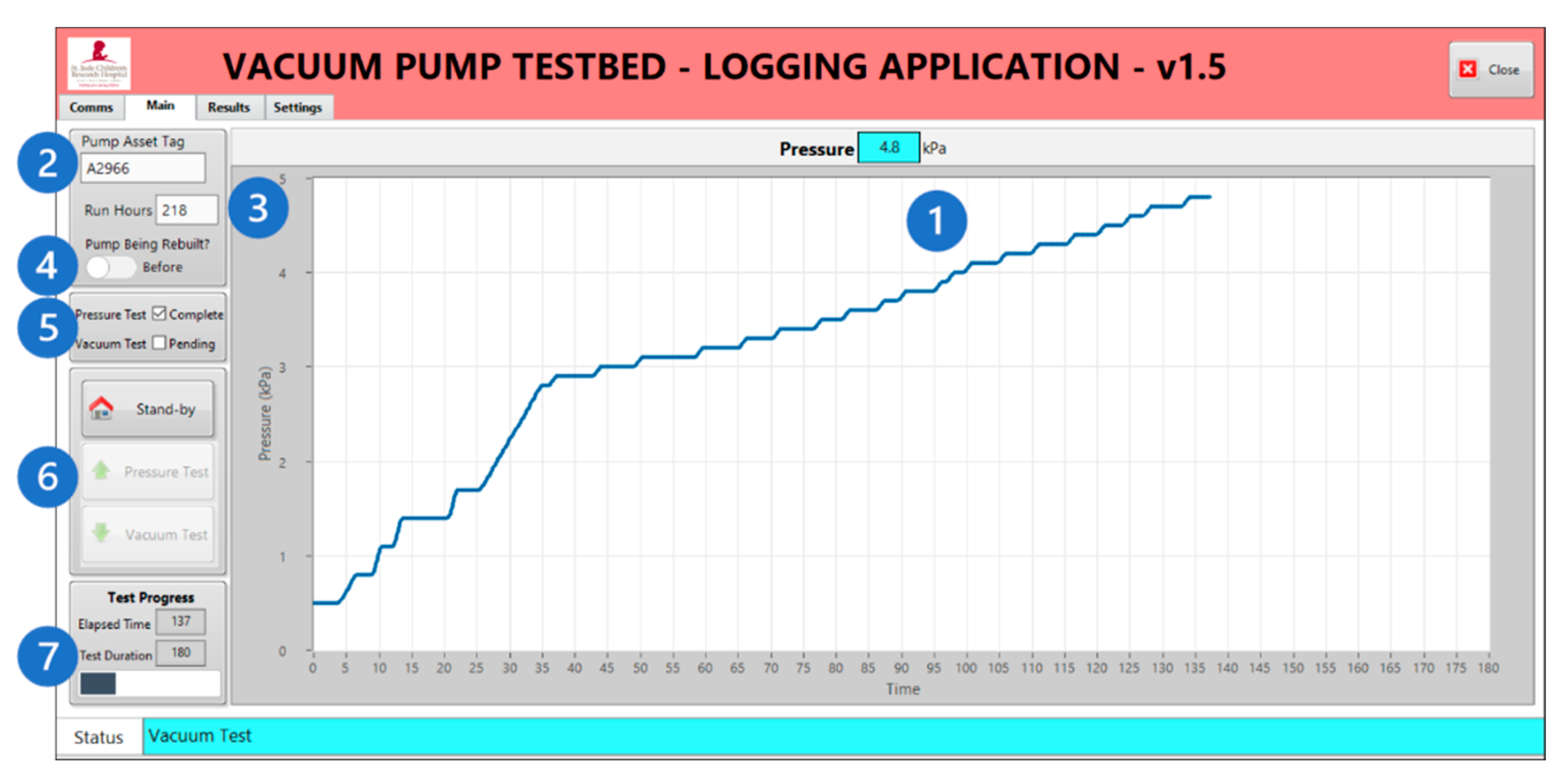
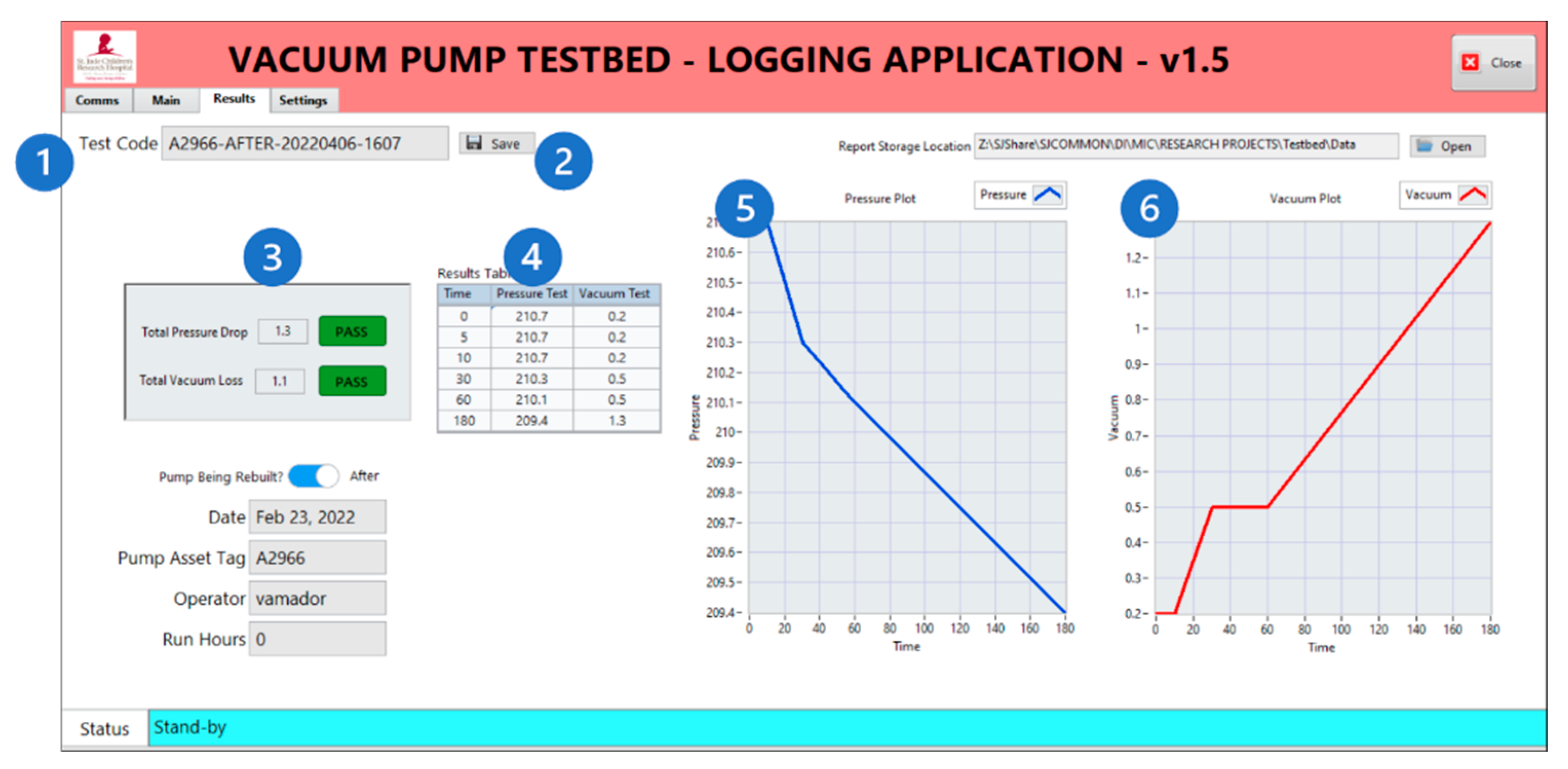
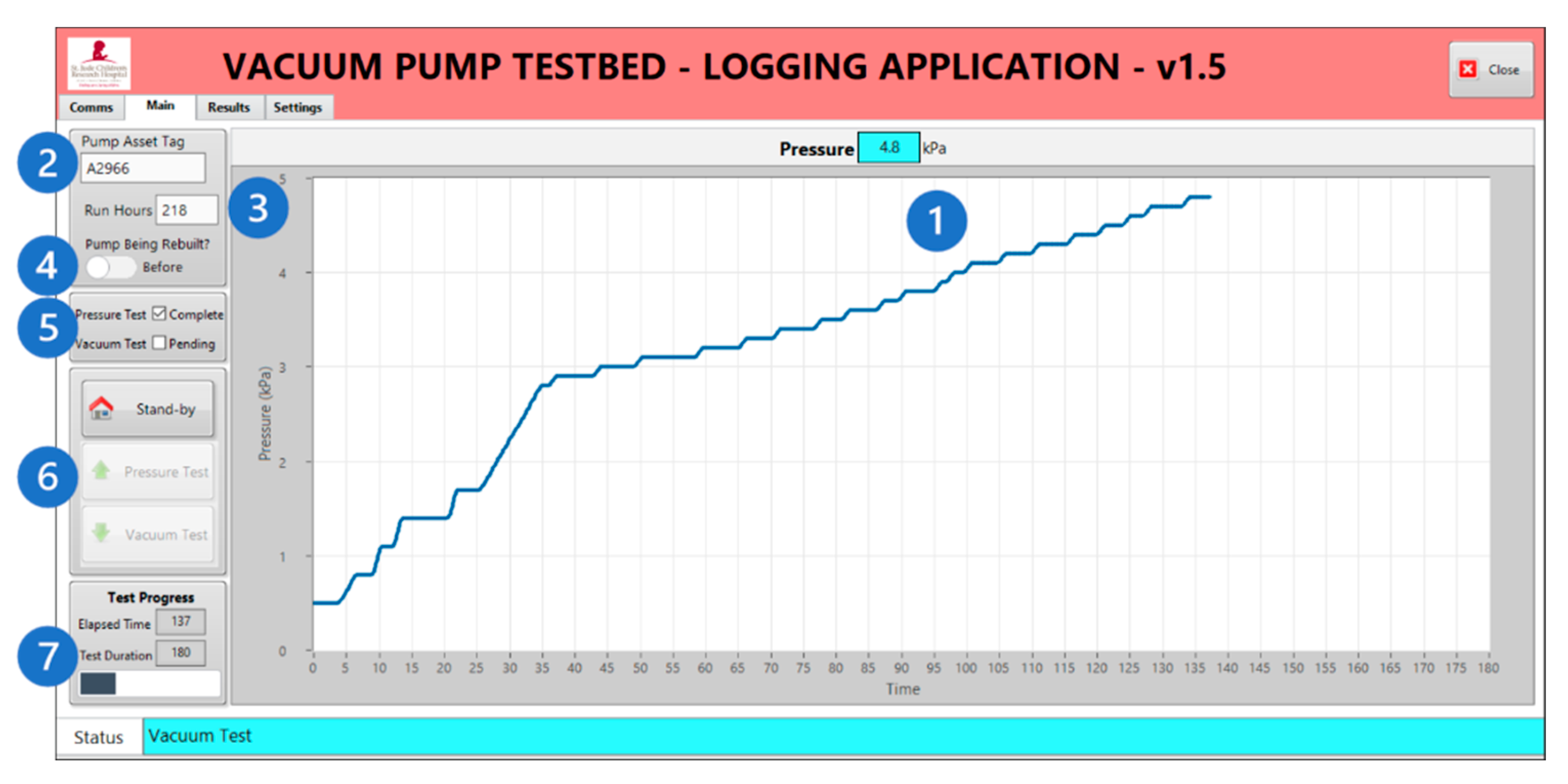
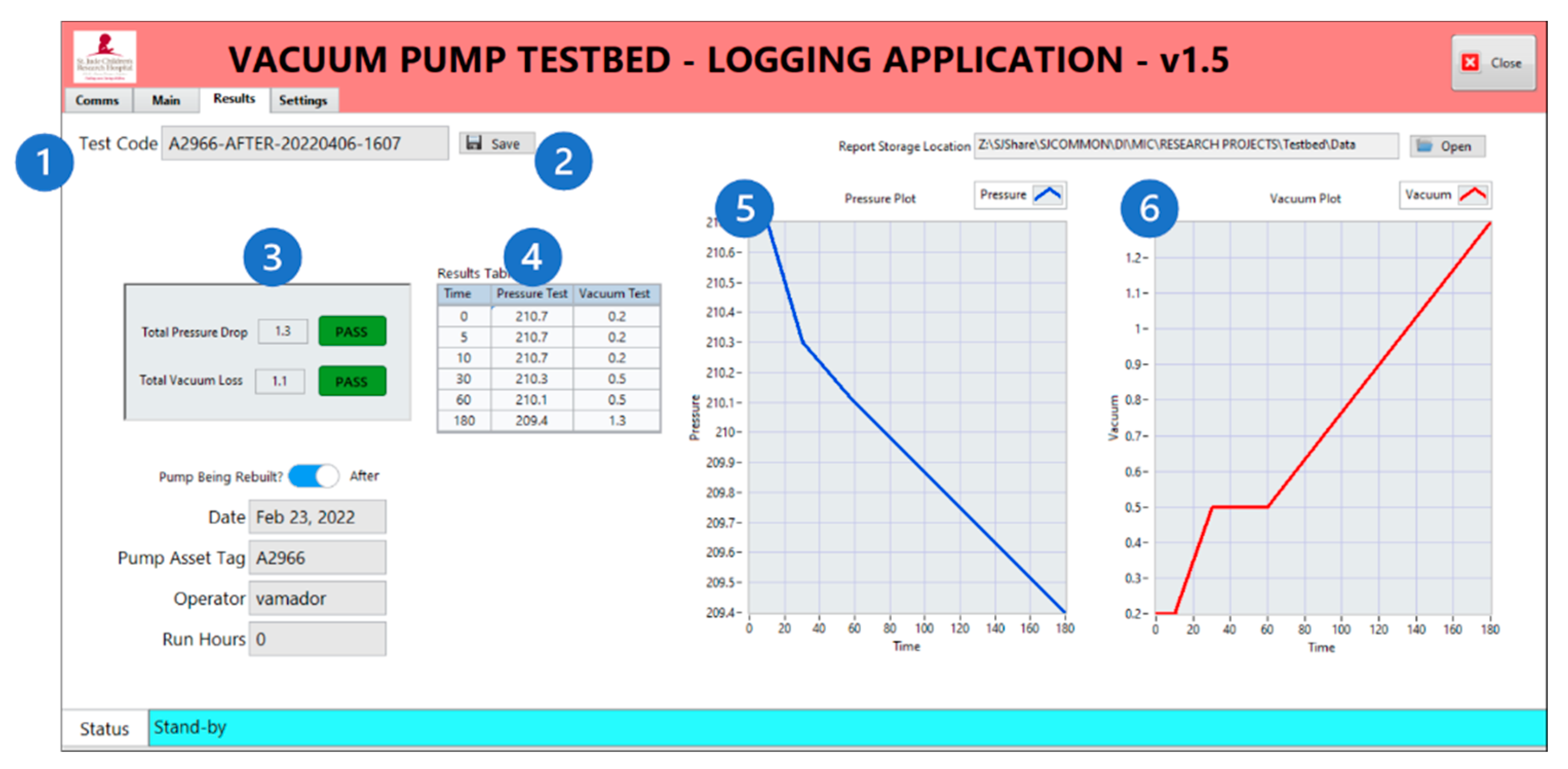
2.4.2. Application Description
2.5. Extended Compatibility
3. Results
3.1. Operation
3.2. Maintenance
- Tubing is replaced;
- Fittings and their rubber seals are inspected for wear;
- Valves are disassembled and their internals checked;
- Pressure sensor readings are checked against a NIST-certified gauge. The sensor is not calibrated unless the difference is greater than 10%. (It was not deemed necessary to calibrate yearly because it is not a critical process and the pump will eventually be used on a synthesis module with a calibrated sensor.)
4. Discussions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturer | Radiosynthesizer Model |
|---|---|
| Ion Beam Applications (IBA) | Synthera |
| Synthera V2 | |
| Synthera Plus | |
| General Electric Healthcare | FASTlab 1 |
| FASTlab 2 1 | |
| TRACERlab FX2 C | |
| TRACERlab FX2 MeI | |
| TRACERlab FX C (pro) | |
| TRACERLAB MX | |
| TRACERLAB MX FDG | |
| iPHASE Technologies | MultiSyn |
| Neptis/Ora | Neptis Perform |
| Neptis RS | |
| Neptis DB | |
| Neptis LC | |
| Neptis xSeed | |
| Neptis SP | |
| Sofie Biosciences | Elixys Flex/Chem 2 |
| Trasis | AllInOne |
| Manufacturer | Radiosynthesizer Model |
|---|---|
| ATT Scintomics | GRP |
| Hot Box III | |
| Synthra | Gpextent |
| HCNplus | |
| [C-11]Acetate | |
| RNplus | |
| RNplus Research | |
| FDGtwo | |
| Multitracer | |
| F-Dopa | |
| Peptide | |
| Ammonia | |
| Iodine | |
| Eckert & Ziegler | Modular-Lab PharmTracer |
| Modular-Lab Standard | |
| Elysia-Raytest | GAIA |
| GAIA V2 | |
| General Electric Healthcare | TRACERlab FX2 C |
| TRACERlab FX2 E | |
| TRACERlab FX2 N | |
| TRACERlab FX-FDG | |
| iPHASE Technologies | FlexLab |
References
- Covens, P.; Berus, D.; Vanhavere, F.; Caveliers, V. The introduction of automated dispensing and injection during PET procedures: A step in the optimisation of extremity doses and whole-body doses of nuclear medicine staff. Radiat. Prot. Dosim. 2010, 140, 250–258. [Google Scholar] [CrossRef] [PubMed]
- KNF Neuberger GmbH. Diaphragm Vacuum Pumps N85 and N86. Operating and Installation Instructions. 2016, p. 40. Available online: https://knf.com/fileadmin/user_upload/BA121258-121528_N85_86-en010_0120.pdf (accessed on 4 May 2022).
- Pfeiffer Vacuum GmbH. Vacuum Technology and Know How. 2013, p. 58. Available online: https://www.pfeiffer-vacuum.com/en/know-how/container!download.action?referer=1456&download=/filepool/file/literature/vacuum-technology-book-ii-part-2.pdf (accessed on 3 April 2023).
- Eberl, S.; Eriksson, T.; Svedberg, O.; Norling, J.; Henderson, D.; Lam, P.; Fulham, M. High beam current operation of a PETtraceTM cyclotron for 18F−Production. Appl. Radiat. Isot. 2012, 70, 922–930. [Google Scholar] [CrossRef] [PubMed]
- Current Good Manufacturing Practice for Positron Emission Tomography Drugs, 21 C.F.R. §212.60. Available online: https://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfcfr/CFRSearch.cfm?fr=212.60 (accessed on 3 April 2023).
- Pharmaceutical Inspection Co-operation Scheme. PI 011-3—PIC/S Guidance—Good Practices for Computerised “ Gxp ” Environments. PIC/S Secretariat, Editor. PIC/S. 2007. Available online: https://picscheme.org/docview/3444 (accessed on 4 June 2022).
- LabVIEW State Diagram Toolkit Download—NI. Available online: https://www.ni.com/en-us/support/downloads/tools-network/download.labview-state-diagram-toolkit.html#374363 (accessed on 23 February 2022).
- Fang, Y.; Zhang, J.; Xu, B.; Mao, Z.; Li, C.; Huang, C.; Lyu, F.; Guo, Z. Raising the Speed Limit of Axial Piston Pumps by Optimizing the Suction Duct. J. Mech. Eng. 2021, 34, 105. [Google Scholar] [CrossRef]
- GE Healthcare. DOC0839069—FASTlab Service Manual, 3rd ed. 2019. Available online: https://customer-doc.cloud.gehealthcare.com/copyDoc/DOC0839069/3 (accessed on 21 January 2022).
- GE Healthcare. DOC1615837—FASTlab 2 Synthesizer Service Manual, 11th ed. 2021. Available online: https://customer-doc.cloud.gehealthcare.com/copyDoc/DOC1615837/11 (accessed on 21 January 2022).






| Pump Model | N85.3 KNDC | N84.3 ANDC | N820.3FTP | Testbed |
|---|---|---|---|---|
| Electrical Data | ||||
| Voltage (V) | 24 | 24 | 115 V/60 Hz or 220 V/50 Hz | 115 V/60 Hz |
| Power (W) | 16.8 | 18 | 130 | Available: 240 |
| Performance Data | ||||
| Max. operating pressure (kPa abs) | 131 | 131 | 201 | 824 |
| Ultimate Vacuum (kPa abs) | 2.5 | 0.7 | 0.8 | 0.3 |
| Flow at atm. Pressure (L/min) | 5 | 5 | 20 | 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amador Diaz, V.; Snyder, S.E.; Vavere, A.L. Design and Manufacture of a Test Device for Radiosynthesizer Vacuum Pumps. Instruments 2023, 7, 15. https://doi.org/10.3390/instruments7020015
Amador Diaz V, Snyder SE, Vavere AL. Design and Manufacture of a Test Device for Radiosynthesizer Vacuum Pumps. Instruments. 2023; 7(2):15. https://doi.org/10.3390/instruments7020015
Chicago/Turabian StyleAmador Diaz, Victor, Scott E. Snyder, and Amy L. Vavere. 2023. "Design and Manufacture of a Test Device for Radiosynthesizer Vacuum Pumps" Instruments 7, no. 2: 15. https://doi.org/10.3390/instruments7020015
APA StyleAmador Diaz, V., Snyder, S. E., & Vavere, A. L. (2023). Design and Manufacture of a Test Device for Radiosynthesizer Vacuum Pumps. Instruments, 7(2), 15. https://doi.org/10.3390/instruments7020015