1. Introduction
Particle accelerators are sophisticated devices used to accelerate charged particles, such as electrons or protons, to high energies, respectively velocities up to
[
1]. They play a crucial role in diverse scientific disciplines, including particle physics, nuclear physics, and accelerator-based research. Additionally, they find practical applications in medical treatments like radiation therapy for cancer, industrial material analysis and processing, and advanced imaging techniques [
1,
2,
3,
4,
5]. Linear particle accelerators (hereinafter: linacs) account for the largest share of the more than 35,000 particle accelerators worldwide [
6]. The fundamental components of most linacs are radio frequency (RF) cavities (hereinafter: cavities). Cavities are structures made of highly conductive materials (e.g., aluminum, copper, their alloys, or superconductors) that enclose an open volume. If an electromagnetic sinusoidal alternating signal (RF signal) with a frequency corresponding to the resonance frequency
defined by the cavity geometry is coupled into the cavity, high-grade electromagnetic (EM) fields result in the cavity. Thus, electric field components of up to around 100
can be generated in cavities to efficiently accelerate charged particles [
1].
To realize maximum acceleration, cavities usually have complex internal geometries, such as drift tubes, to shield the particle from unwanted field phases and concentrate the E-field on the beam axis. Additionally, cavities are equipped with cooling channels to ensure stable operation of the cavity at high input powers [
1]. Using conventional machining, cavities can often only be produced in individual parts due to these complex geometries. However, optimum electrical conductivity and vacuum suitability are essential. Therefore, the individual parts must be joined using processes such as brazing, electron beam welding, etc. The manufacture of most modern cavities requires the precise sequential execution of several machining and joining steps. The conventional manufacturing process limits the freedom in design and is a major source of potential defects. It limits the realization of new innovative cavity concepts for a new generation of resource-saving linacs with higher performance (less energy consumption, longer operating times, etc.) [
6,
7,
8,
9]. In addition, depending on, e.g., particle type, particle velocity, and required beam current, different cavity geometries are used for each application, but also within one accelerator structure. Cavities are therefore always single pieces or, at best, small series. As a result, cavities and therefore the conventional manufacturing process account for up to 25% of the investment cost of linacs.
Additive manufacturing (AM) or 3D printing offers several advantages over conventional manufacturing processes. AM enables the production of more complex geometries that were previously not feasible. This design freedom results in optimized components with improved performance characteristics. AM eliminates the need for expensive tooling and molds and reduces material waste. In addition, AM enables decentralized, on-demand production and accelerates product development cycles through rapid prototyping [
10,
11].
As a result of continuous improvements since the 1980s, additive manufacturing processes are now being considered for the manufacturing of RF cavities. Cavity prototypes already fully or partially manufactured by AM include a radio frequency quadrupole cavity (750 MHz) [
12,
13], an interdigital H-mode cavity (433 MHz) [
14,
15], superconducting cavities (up to 11.2 GHz) [
16,
17], a quarter-wave cavity resonator (6 GHz) [
18], and a 3 GHz drift tube cavity (DTL prototype) that we presented in 2022 [
19,
20]. All presented prototypes demonstrate the enormous potential of AM for cavity fabrication and motivate further studies. In particular, the behavior in high-gradient operation needs to be investigated so that AM can finally be used to manufacture high-gradient cavities.
Due to the geometrical accuracy of around 20 µm, the low surface roughness in the range of 10 µm (
), and high thermal as well as electrical conductivity (>99% IACS), laser powder bed fusion (L-PBF or PBF-LB) currently seems to be an attractive option for the fabrication of normal conducting cavities from pure copper [
21,
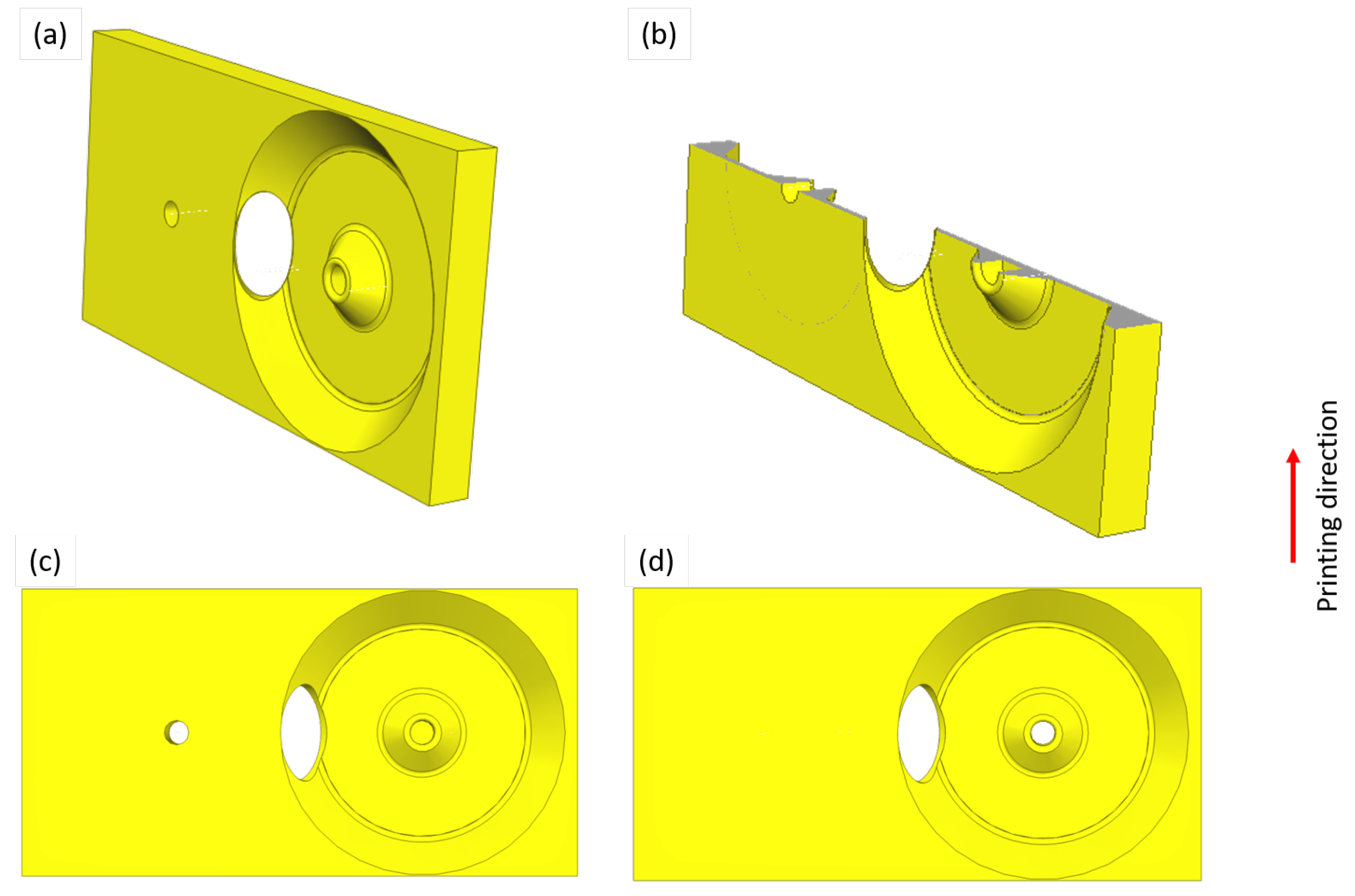
22]. The L-PBF process can be briefly described as follows: 1. A thin layer of powdered material, here consisting of pure copper, is spread over a building platform. 2. A high-power laser, normally with a wavelength of 515 nm (green) or 1064 nm (IR) melts the powder at positions defined by a CAD file. 3. The molten powder solidifies and bonds to the underlying selectively melted layers at the illuminated positions. 4. The build platform is lowered by the layer thickness, and the process starts again with step 1 until the entire geometry is printed. The unbound powder is then removed, leaving behind the solidified structure. One of the biggest disadvantages of L-PBF is that support structures are required to prevent overhanging, also called downskin sections (
), from deforming during printing into the loose powder bead. They provide temporary stability and enable the production of high-quality parts with complex geometries by anchoring the cantilevered sections to the build platform or previously printed layers.
Figure 1 schematically shows this principle on four printing layers (brown) forming an overhang. The angle
between the downskin surface and the building platform (black) allows a high-quality print in (a). For smaller angles
(b), an irregular and rough downskin surface results. The same downskin surface as in (b) can be printed in (c) due to the support structures (in blue).
However, removing support structures from centimeter-sized GHz cavities is a complex task or, in some cases, may not be feasible at all. To maintain print quality in terms of geometrical accuracy and surface roughness, our approach is to design self-supporting cavity geometries in which all overhangs are formed upwards in the printing direction or are supported from below (“arch structures”) [
23].
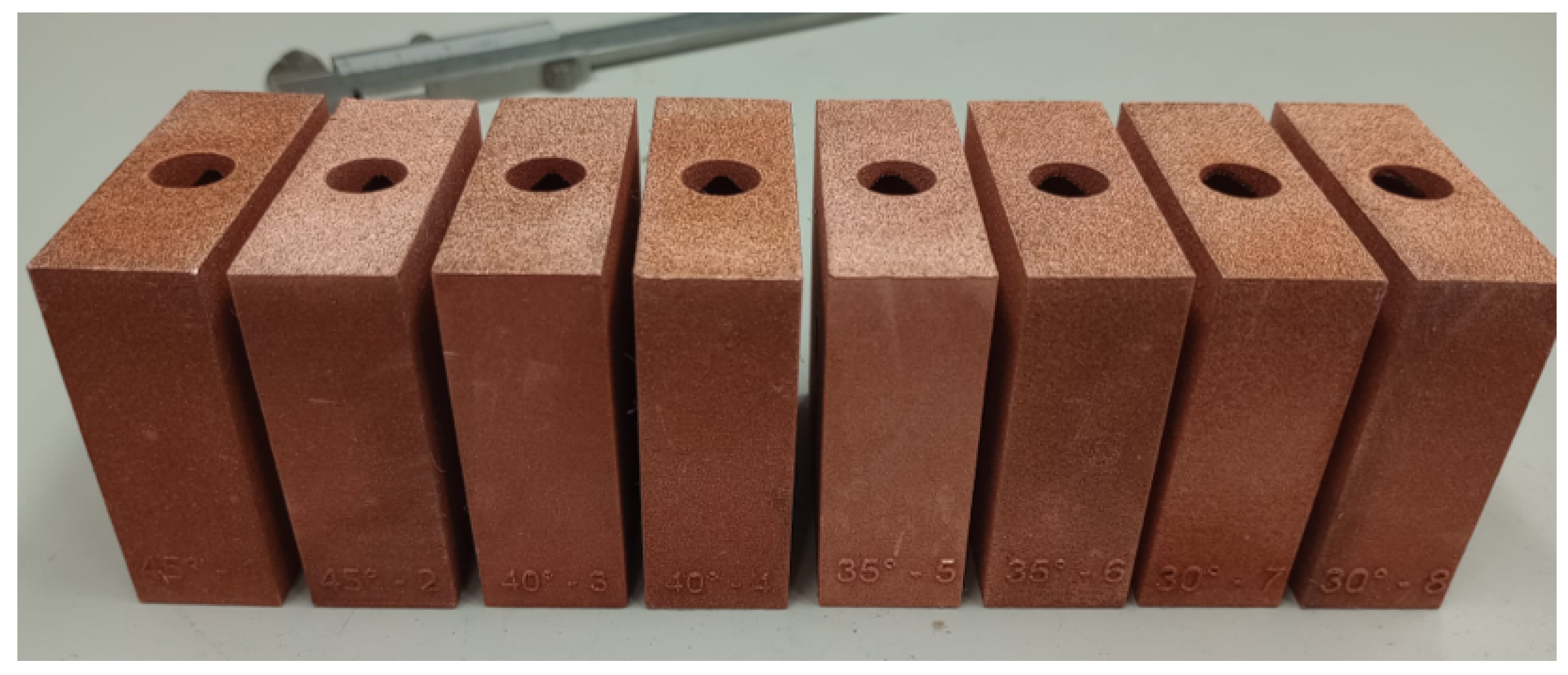
In the following, we discuss and evaluate how a biperiodic side-coupled linac (SCCL) structure can be realized in a self-supporting design. The main task herein is to adapt the cavity geometry to the needs of both, optimize performance as an accelerator structure, and overcome the limitations for downskin surfaces in the L-PBF process. First, a single cavity (SC) geometry was developed by CST Microwave Studio
® (CST) simulations, which can be manufactured by AM. Using green laser L-PBF, two sets of SCs were fabricated with different downskin angles. Studies of geometric accuracy, surface roughness, and RF properties were performed on set 1 to evaluate what angle is feasible for our target SC with a resonance frequency
of 3 GHz. To reduce the surface roughness and thus increase the surface conductivity, set 2 was post-processed by the electrochemical process Hirtisation (R) [
24]. Subsequently, geometrical accuracy, surface roughness, and RF properties of set 2 were evaluated to study the influence of post-processing. Finally, a rudimentary concept of a 3 GHz biperiodic side-coupled linac (SCCL) composite of 32 of the elaborate SCs is presented. The SCCL is characterized by CST simulations and compared with a conventionally manufactured SCCL.
2. Principle of a Side-Coupled Cavity Linac
We briefly summarize the basic principle of a biperiodic side-coupled linac structure (SCCL) to introduce our object of study and a few figures of merit. The energy gain of a particle passing through
single cavities is given in first order by [
1]:
Here,
refers to the length of the single cavities,
to the effective shunt impedance per unit length,
P to the RF power consumption of the whole multi-cell structure,
to a stable accelerator phase, and
q to the particle’s charge. Since
is proportional to
for a given
P, accelerators are usually composed of many SCs [
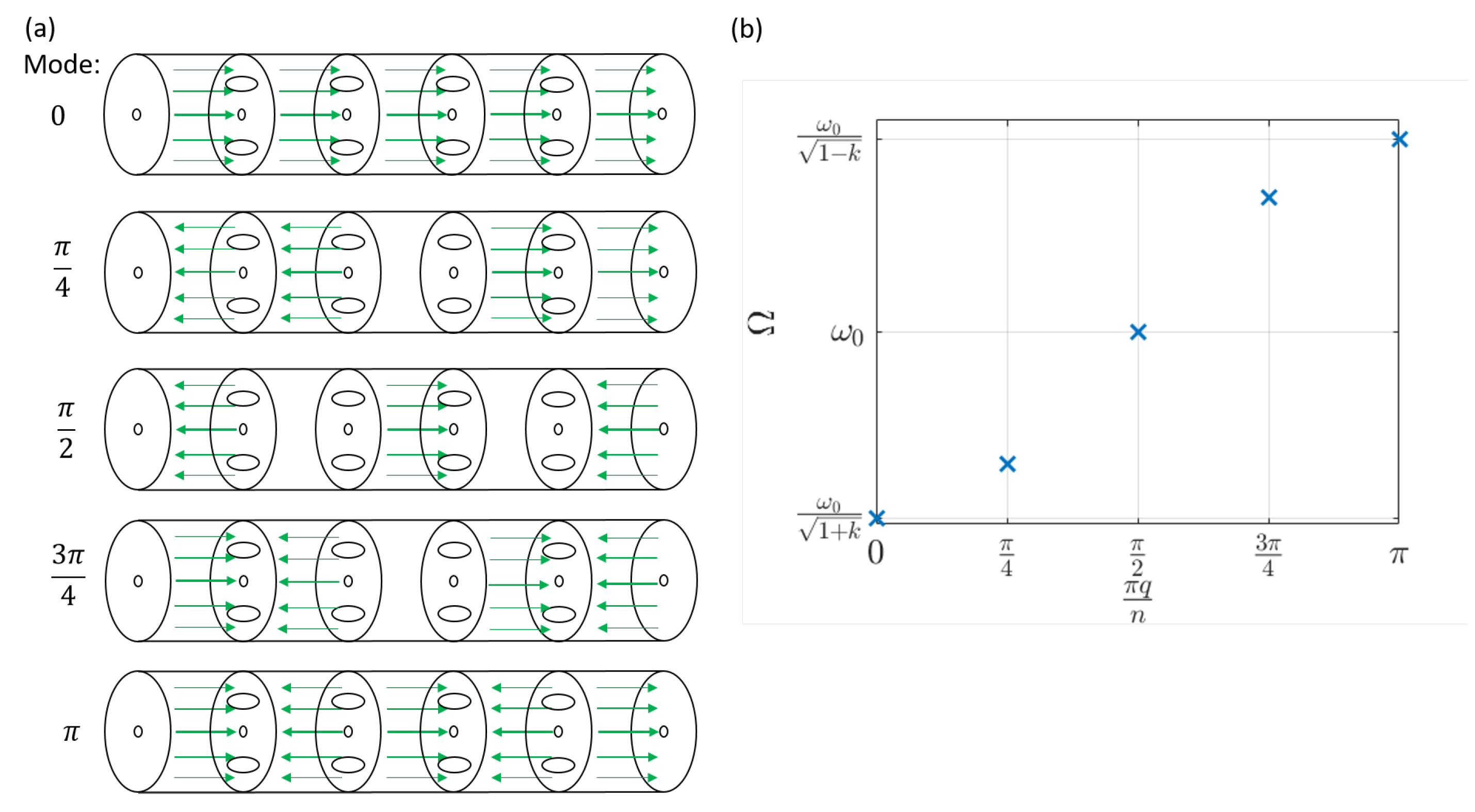
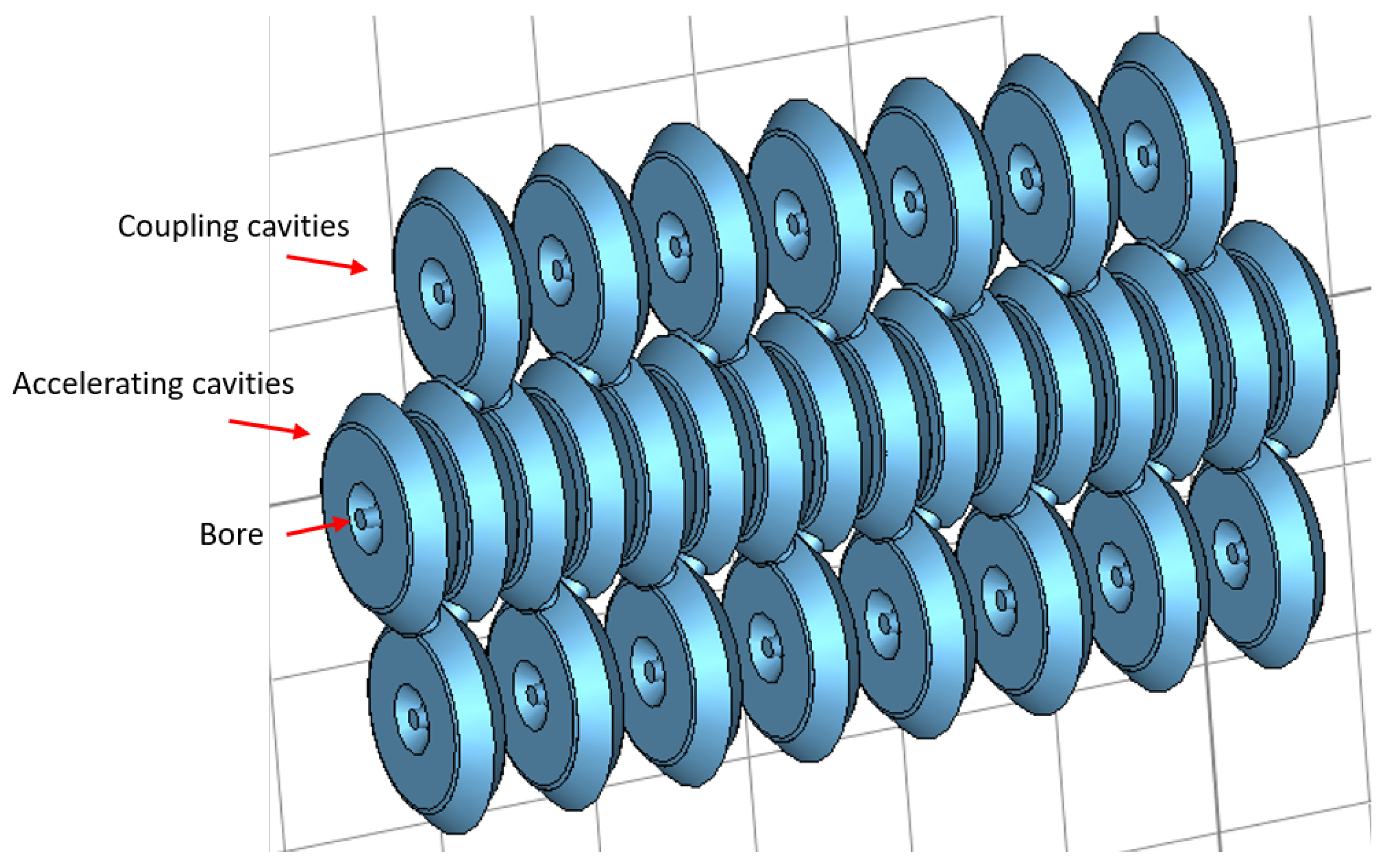
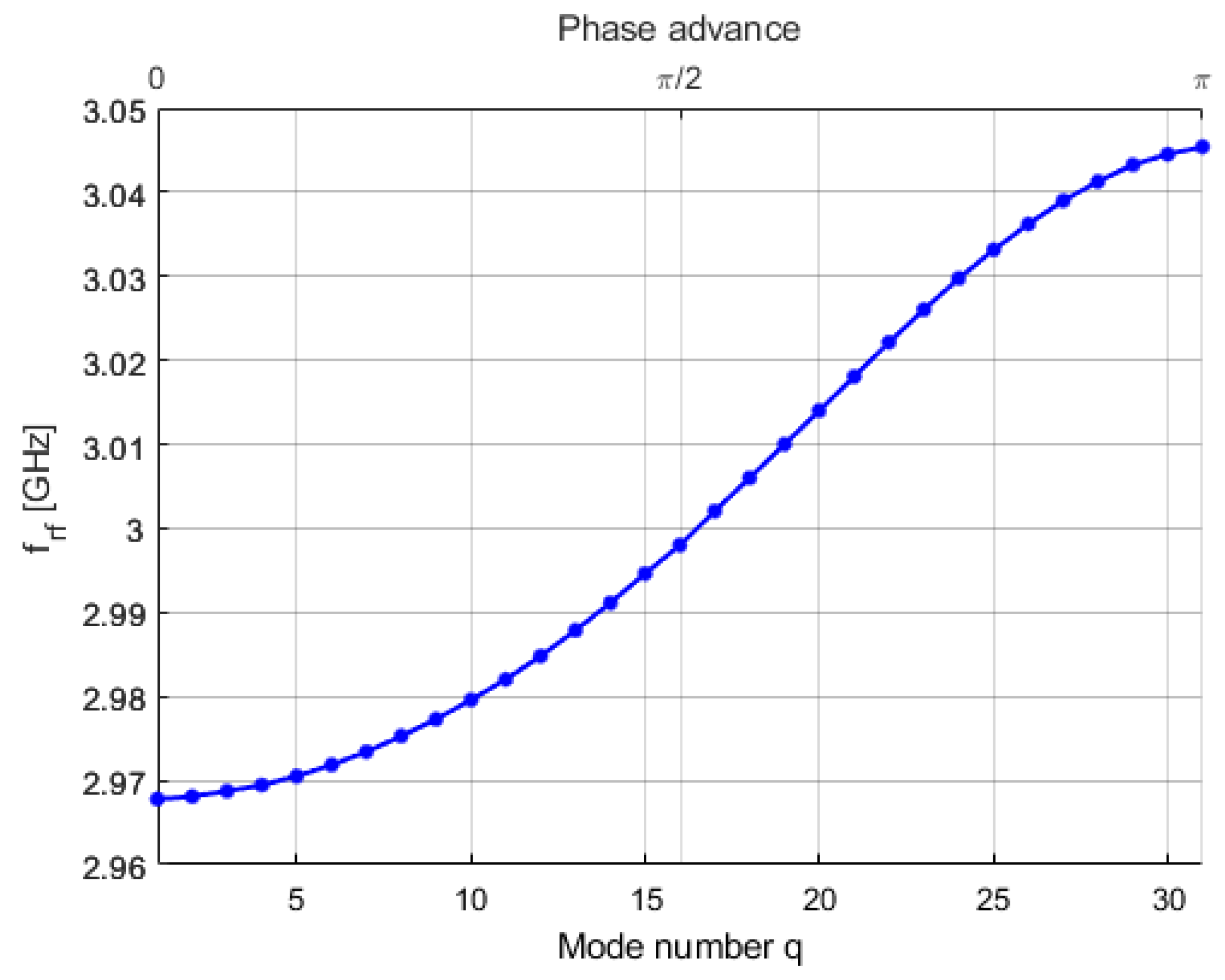
5]. In order to reduce RF equipment and losses, SCs are usually coupled to multi-cell structures. A simple multi-cell structure is a periodic on-axis coupled structure consisting of
pillbox SCs, shown, for example, in
Figure 2. If the SCs are tuned to each other, a number of
q modes with the corresponding eigenfrequencies
are possible in the multi-cell structure. Here,
represents the resonant frequency of the SCs,
k is the coupling factor, and
q is
, while
n corresponds to
. The quantity
describes the phase shift per SC.
Figure 2a shows the distribution of the electric field in the five-cell structure for the corresponding five modes. The correlation between the eigenfrequencies and the phase shift per SC is shown by the dispersion curve in
Figure 2b.
Keeping
k constant, the frequency distance
of the modes becomes increasingly smaller as the number of SCs rises. Since the
mode has the largest frequency distance to its neighbor modes, it is often favored for multi-cell structures for the sake of operational stability [
1].
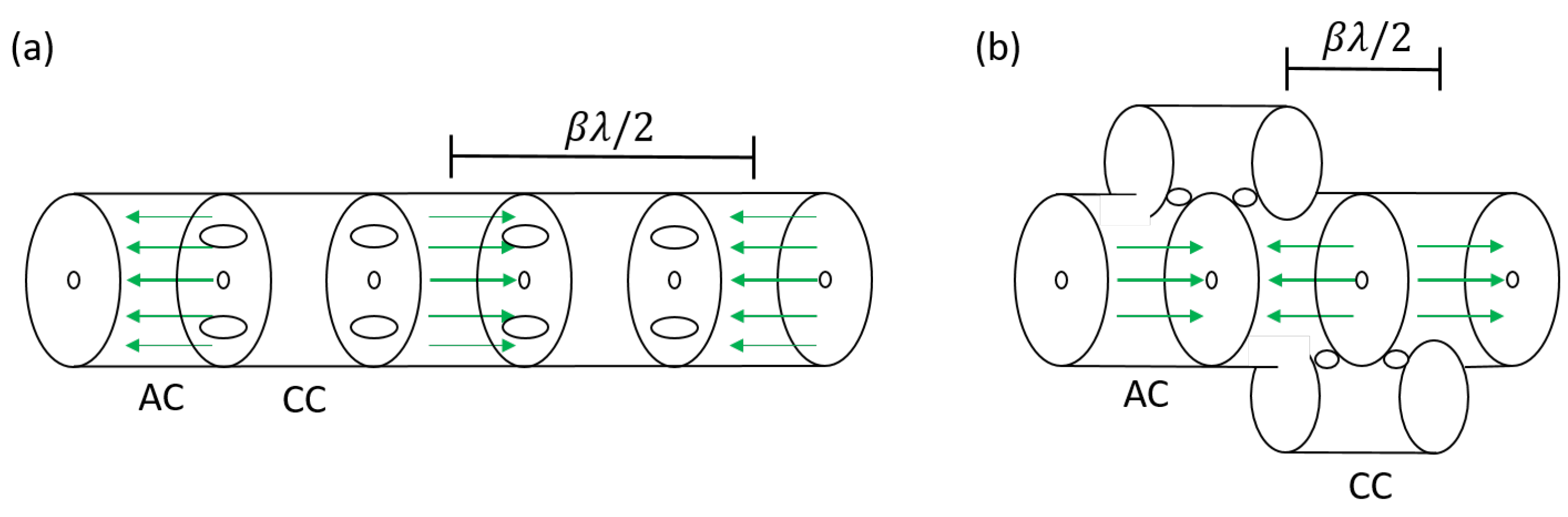
Continuous acceleration of a particle requires its synchronism with the phase of the
mode; therefore, the distance between two excited cells must be
(see
Figure 3a) with
,
with
the particle velocity,
the speed of light, and
the frequency of the RF signal. However, since every second cell does not contribute to the acceleration of the particle in a periodic on-axis structure, it is not possible to achieve a high effective shunt impedance per unit of length
(see
Figure 3a). A solution to this problem is the SCCL (see
Figure 3b). It consists of accelerator cells (ACs), which are optimized for a maximum
and (in the
case) field-free coupling cells (CCs), which are designed to be as compact as possible. Therefore, by moving the field-free cells away from the beam axis, the effective shunt impedance can be doubled in comparison to the on-axis coupled structure.
Since the SCCL combines the frequency stability of the
mode with the high
of the
mode, it is one of the most widely used multi-cell structures. It is used for acceleration of electrons as well as ions at velocities of
in a wide variety of accelerator facilities with different operating frequencies (
) as shown, e.g., in [
1,
25,
26,
27,
28].
5. Discussion
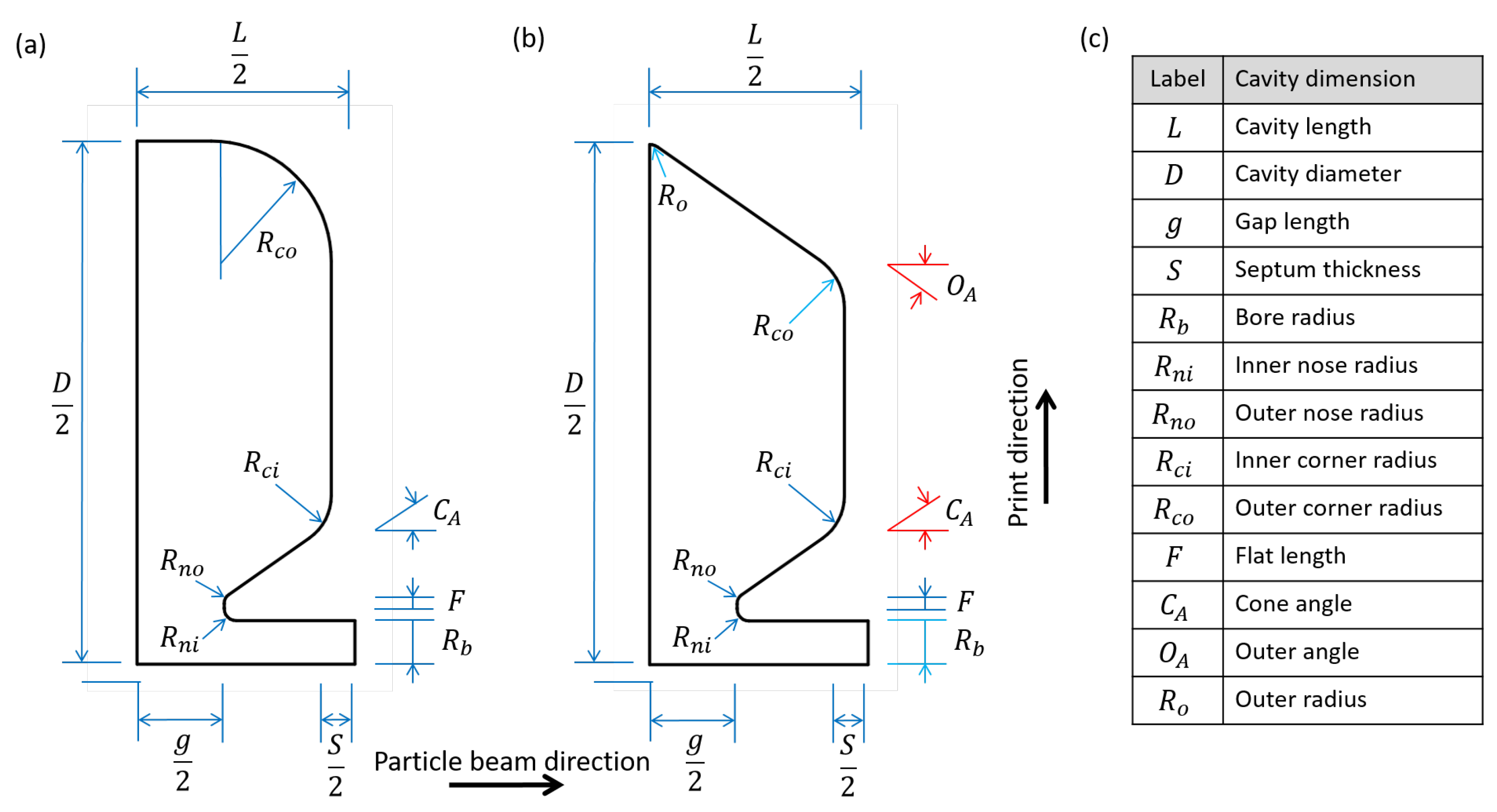
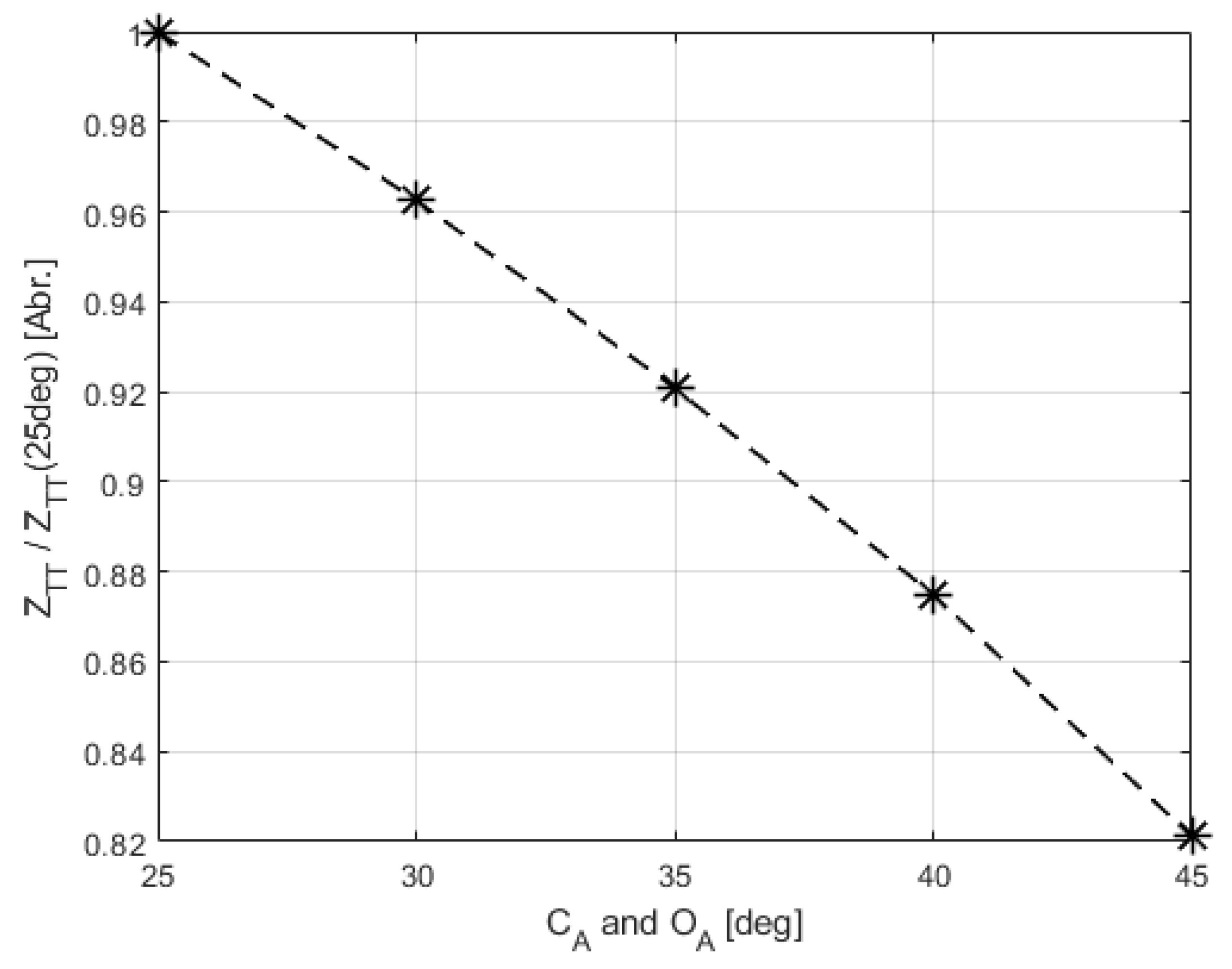
In this work, our previously presented approach for designing cavities that can be manufactured using additive manufacturing techniques is used to develop a first concept of a biperiodic side-coupled linac (SCCL). Basic single cavities (SCs) with different downskin angles ( and ) were simulated by CST and manufactured from pure copper using green laser L-PBF to evaluate this approach. The main achievements are as follows.
The normalized
decreases with increasing downskin angles (
and
). An increase from
to
corresponds to a reduction in
by about 18%. Small angles should therefore be preferred (see
Section 4.1).
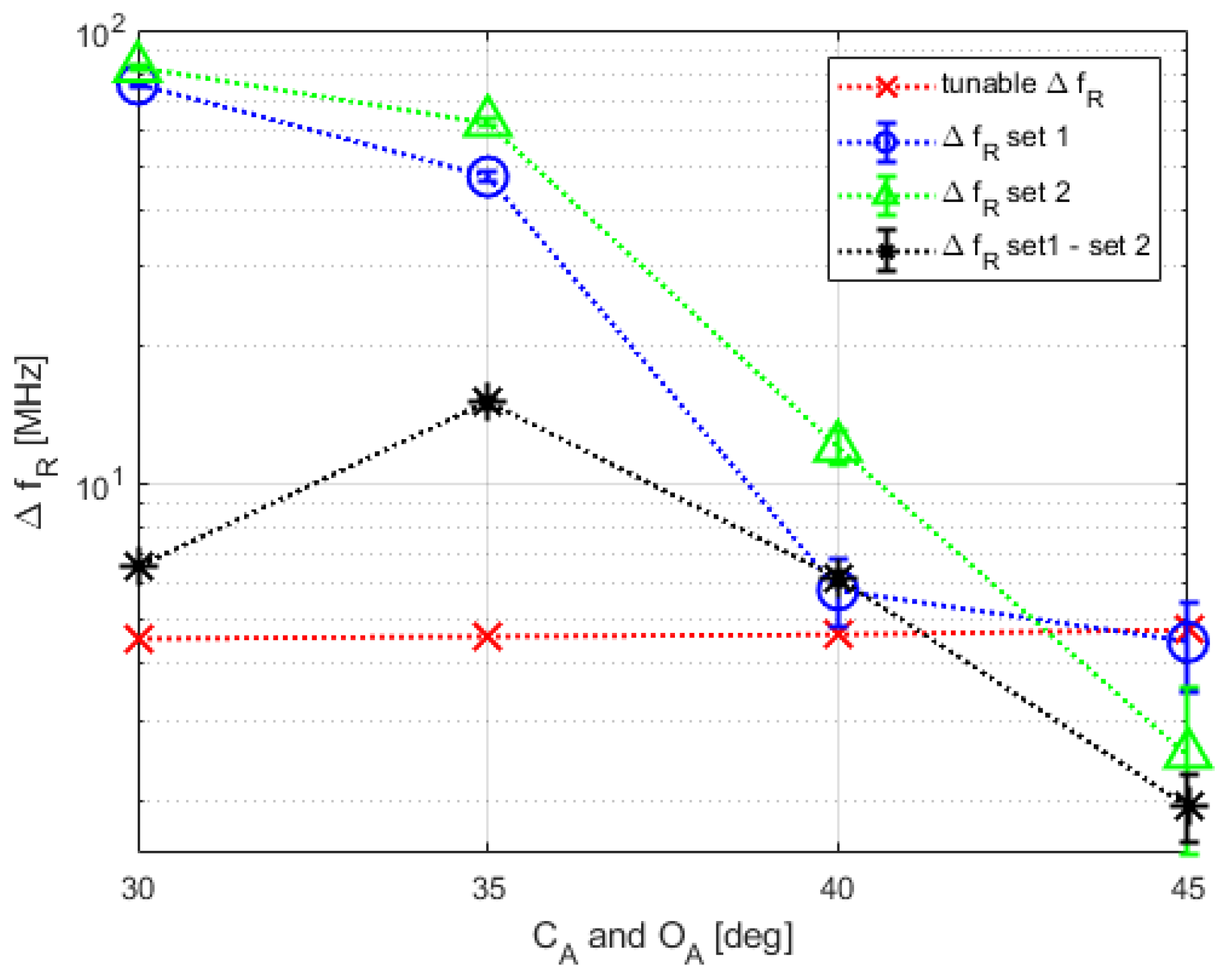
The TruPrint1000 Green Edition enables additive manufacturing of SCs with
. However, only the SC with
achieves the geometric accuracy required for frequency tuning, with an
GHz. This is especially evident by comparing the measured and simulated
of the cells (compare
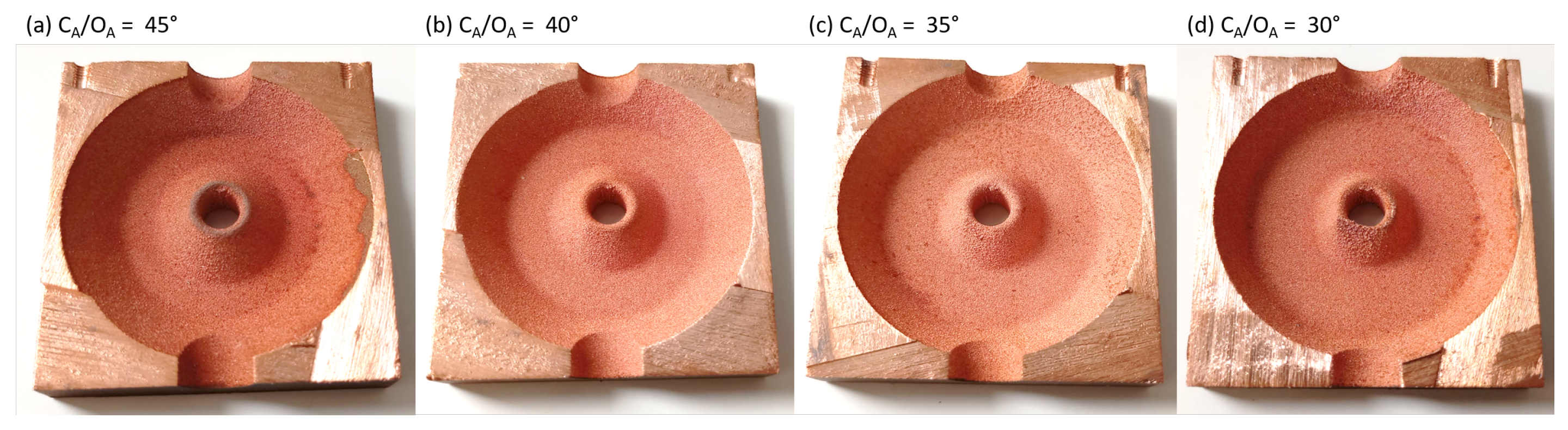
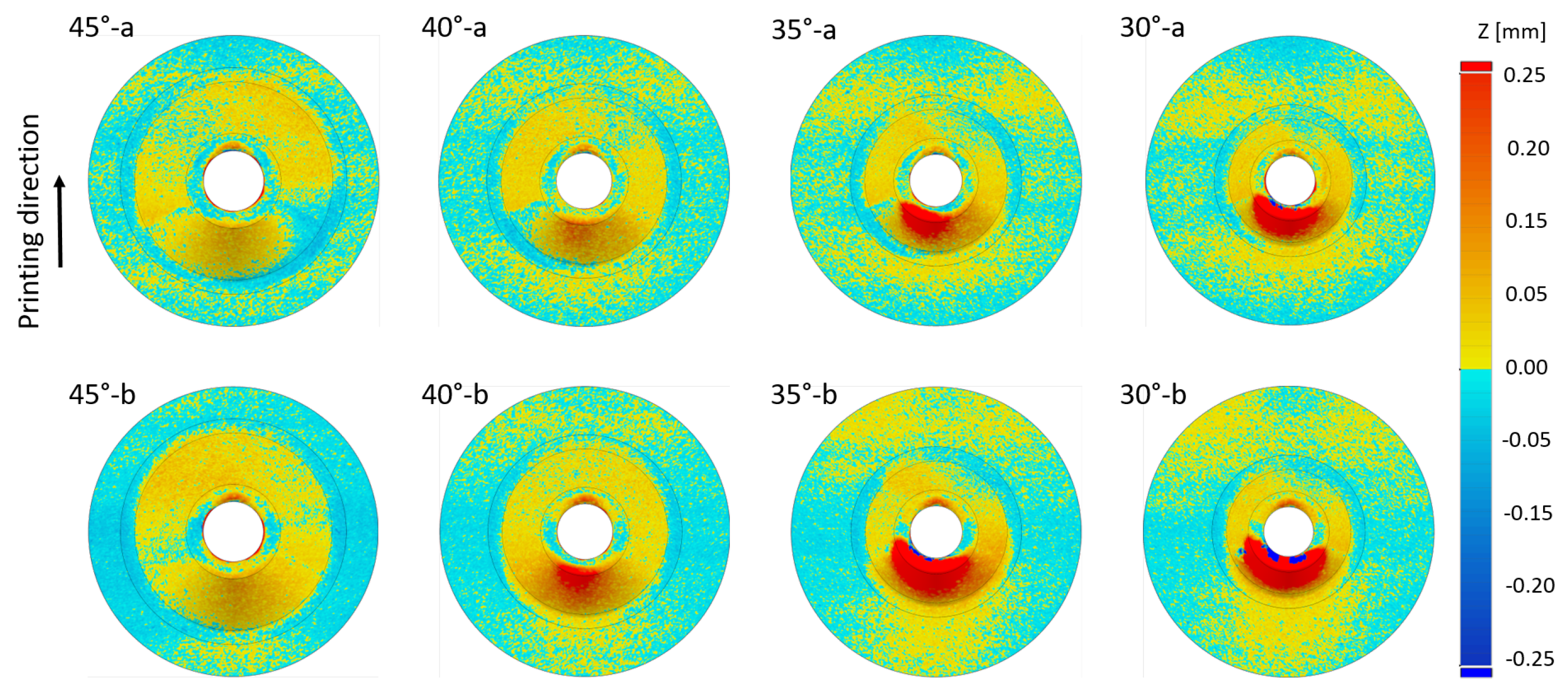
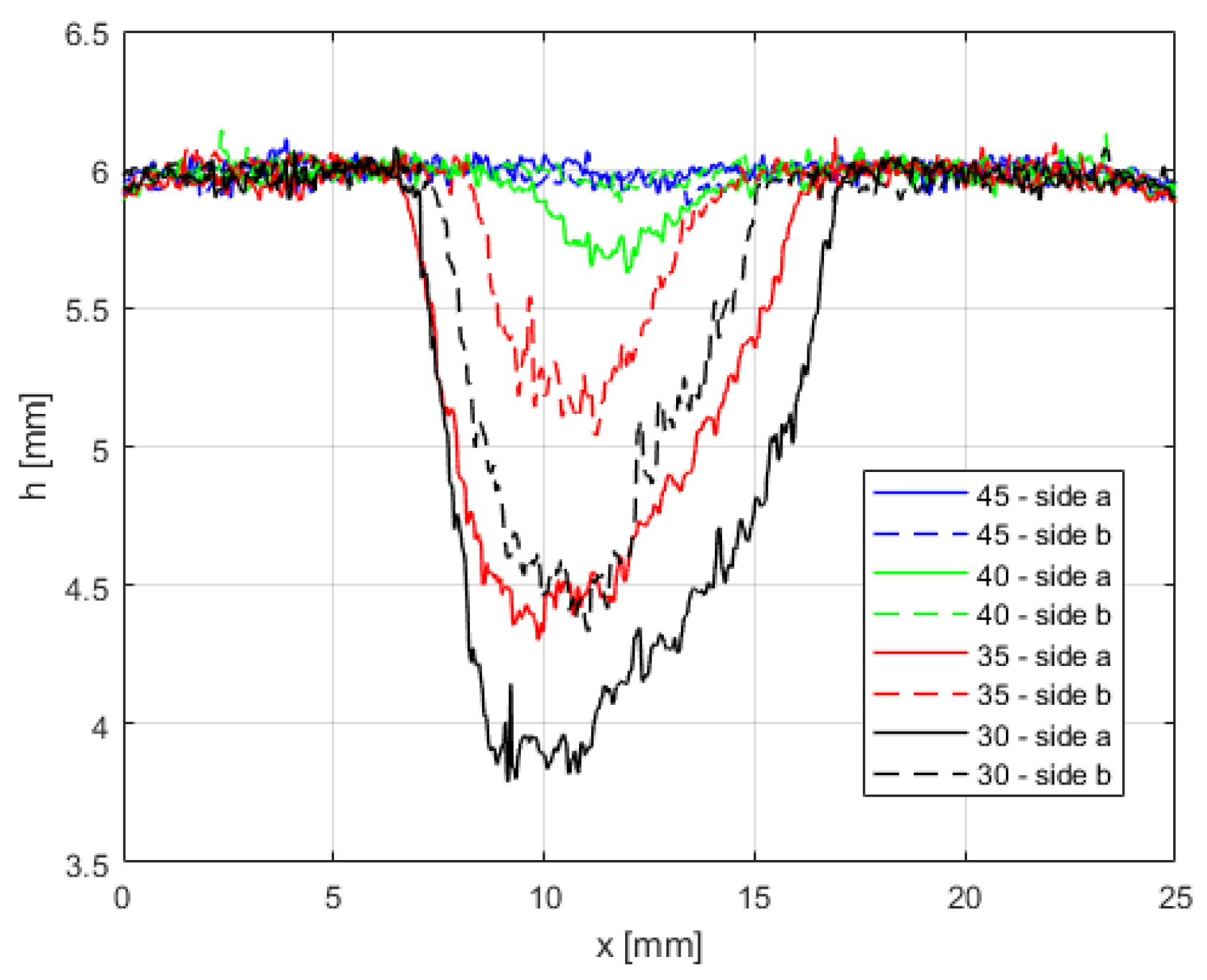
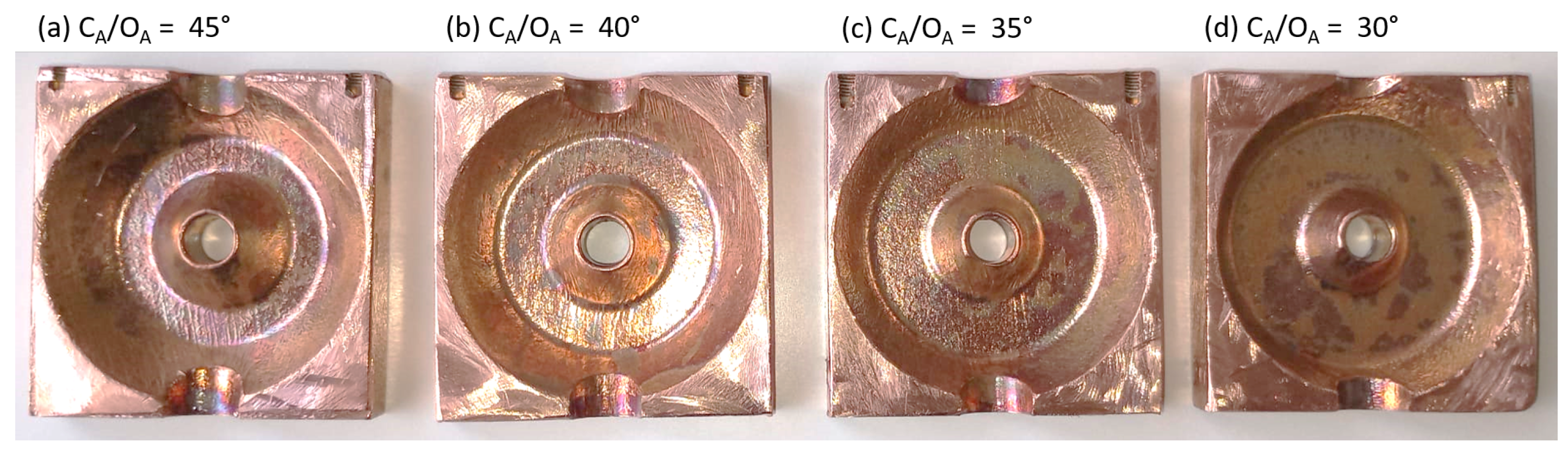
Section 4.2). Through optical measurements of the nose cone height and a CAD geometry comparison on the cut SCs, it can be seen that the downskin surface of the nose cone geometry in particular becomes less stable with decreasing
and
. Nevertheless, in theory, the geometric deviations remain constant for all geometry sizes using L-PBF. With decreasing
, however, higher geometrical deviations can be accepted, which probably allows for AM of larger cavities, even with smaller angles.
In addition to
(ISO 25178), the quantity
was introduced to evaluate the SCs’ surface roughness (see
Section 3.6). Compared to
, an additional high-pass filter (
-Filter) was applied, with
µm for
. This corresponds to the mean powder diameter (
). The measured
of the SCs after printing is in the range of 3 µm to 6 µm.
To minimize surface roughness and thus maximize
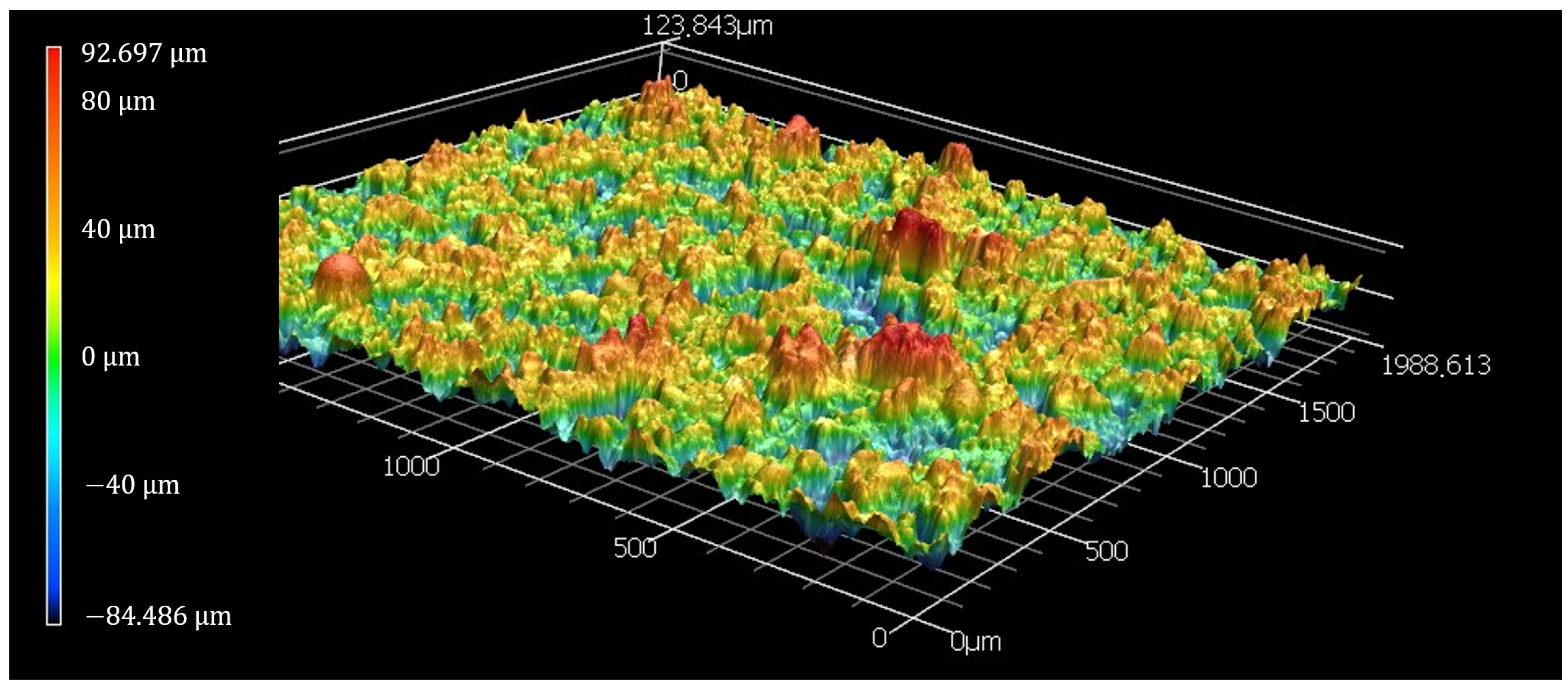
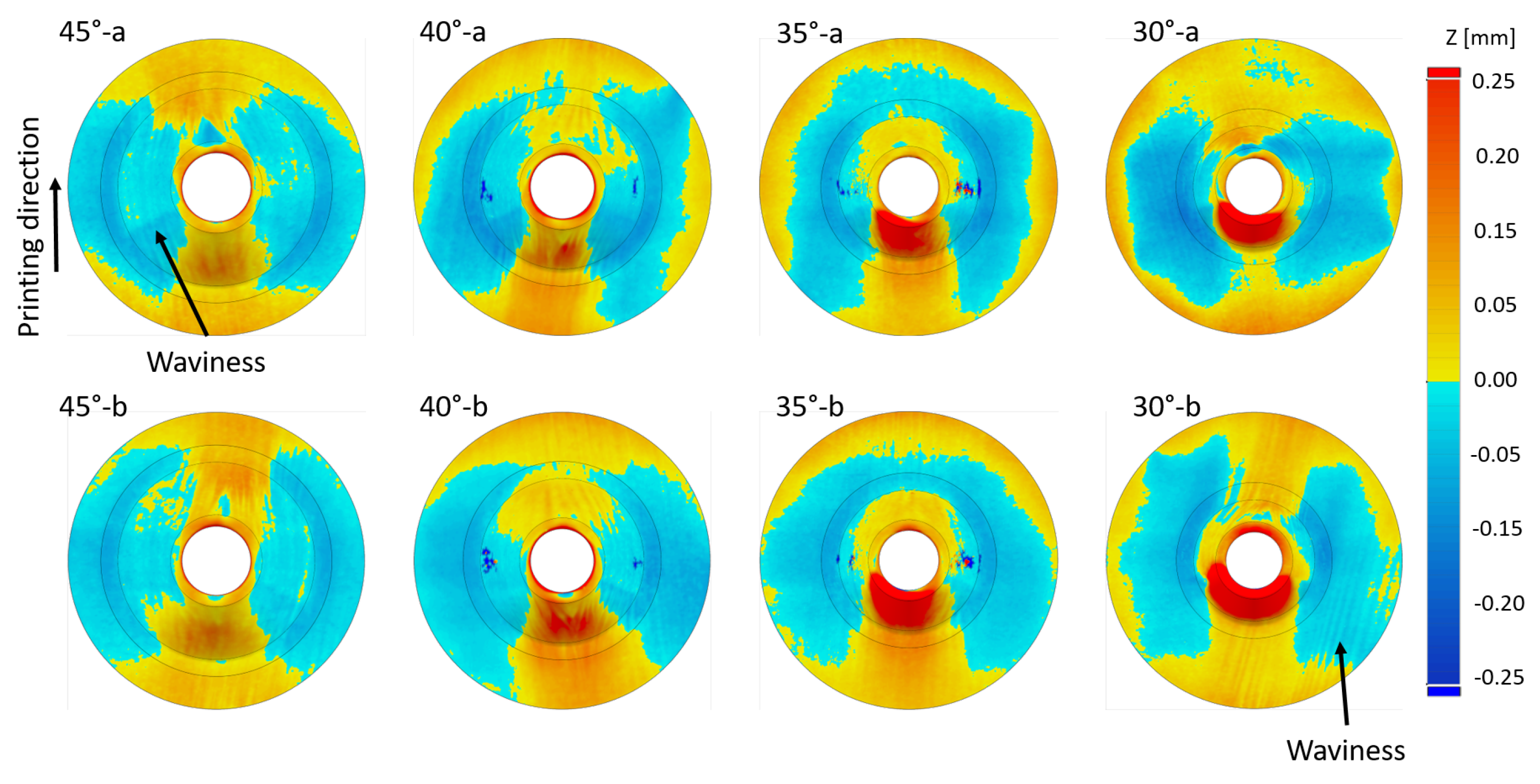
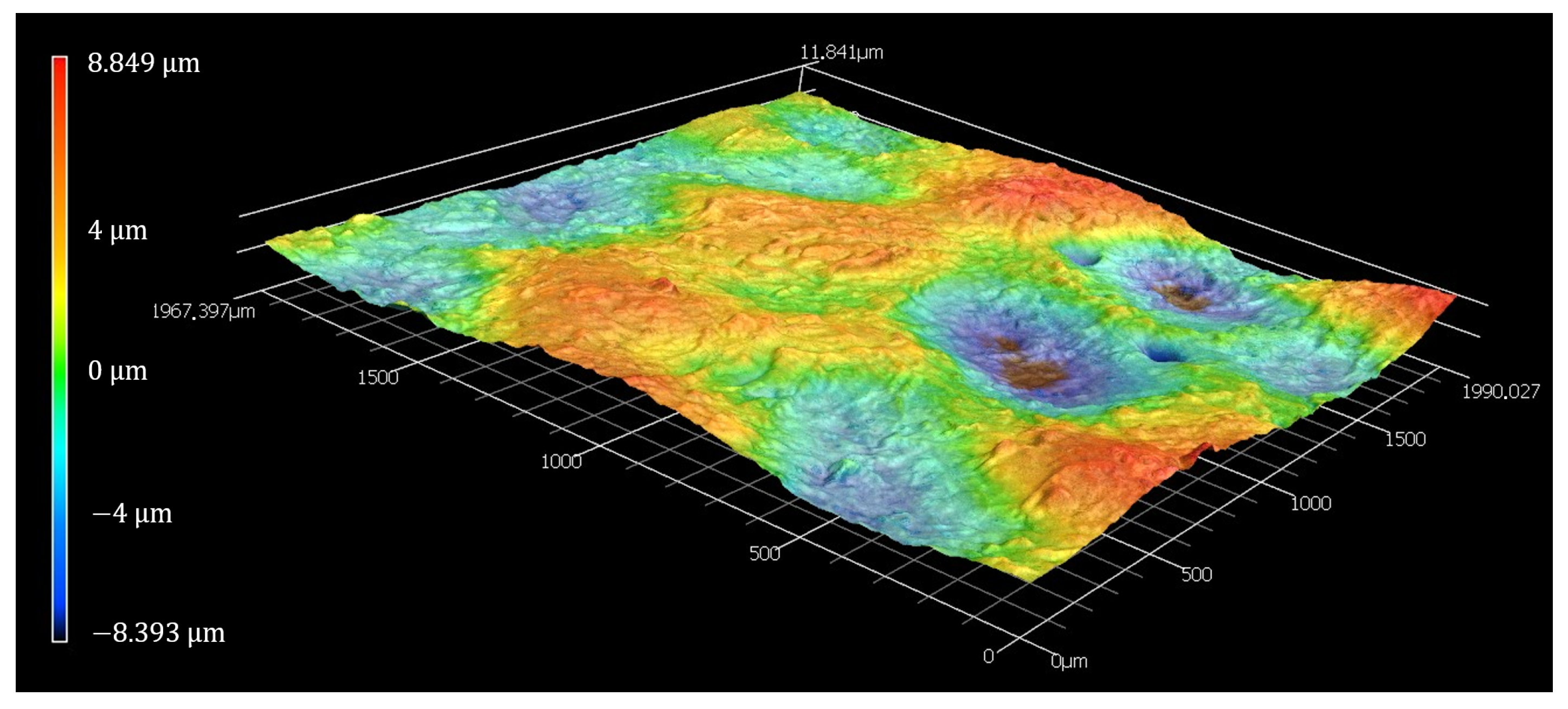
, the second set of SCs was post-processed by four Hirtisation (R) steps, removing approximately a total of 350 µm of material. The SCs show a wavy pattern after Hirtisation (R) (see
Figure 14). The trenches of this wave pattern most likely result from the rising of gas bubbles during Hirtisation (R). However,
Figure 17 shows that Hirtisation (R) makes it possible to tune the resonance frequency of a single cell. Over the last cycle, the resonant frequency shifts by about 0.21
in the case of the
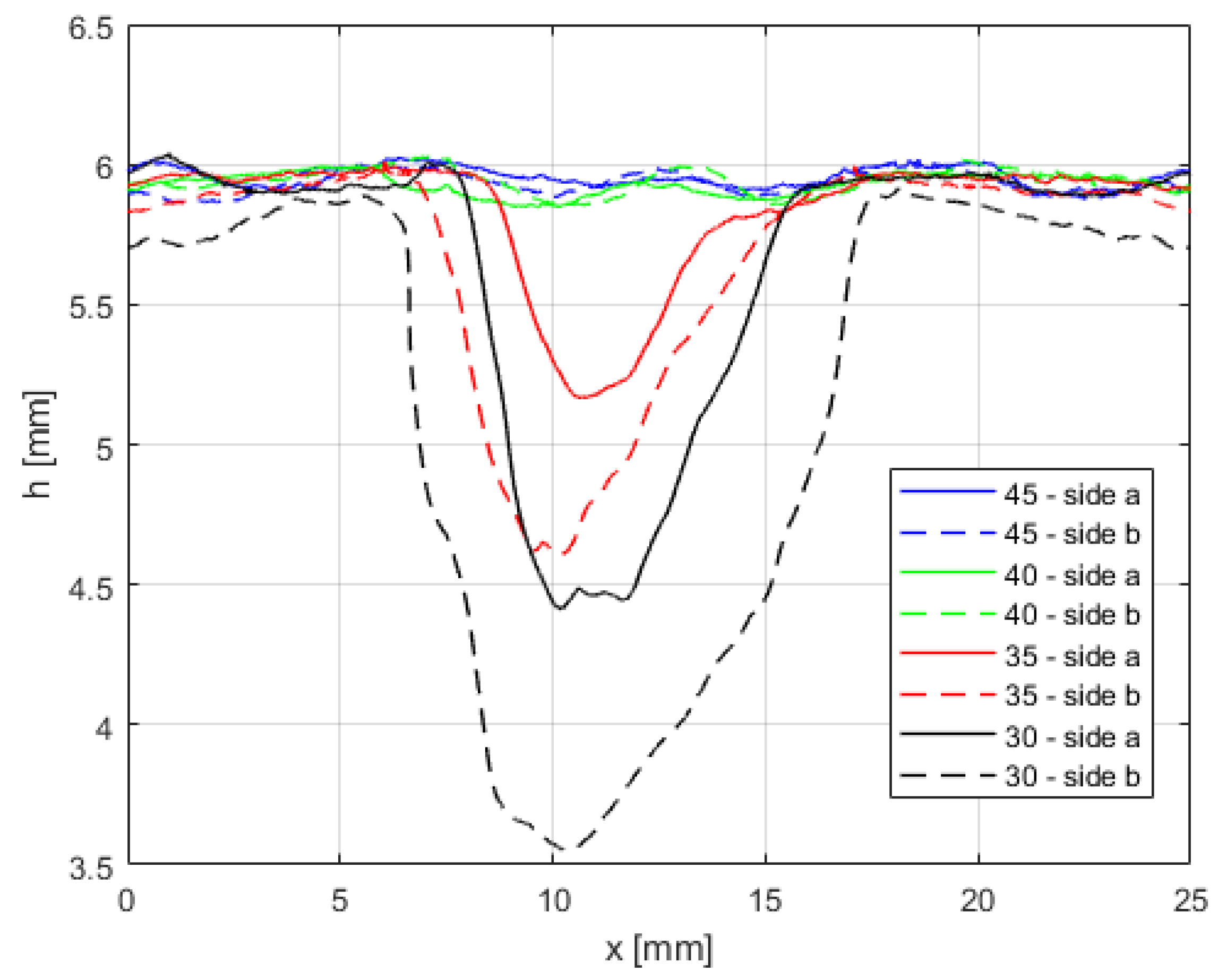
cell, and a one-minute process time results in 2.3 µm of material removal. Therefore, it can be assumed that the resonance frequency can be set more accurately than 1 MHz using an iterative Hirtisation (R) approach. It remains to be investigated whether the same amount of material is removed by Hirtisation (R) for all SCs in an SCCL. Compared to the roughness after printing,
and
are reduced by a factor of 15–20 by Hirtisation (R) (compare
Table 4).
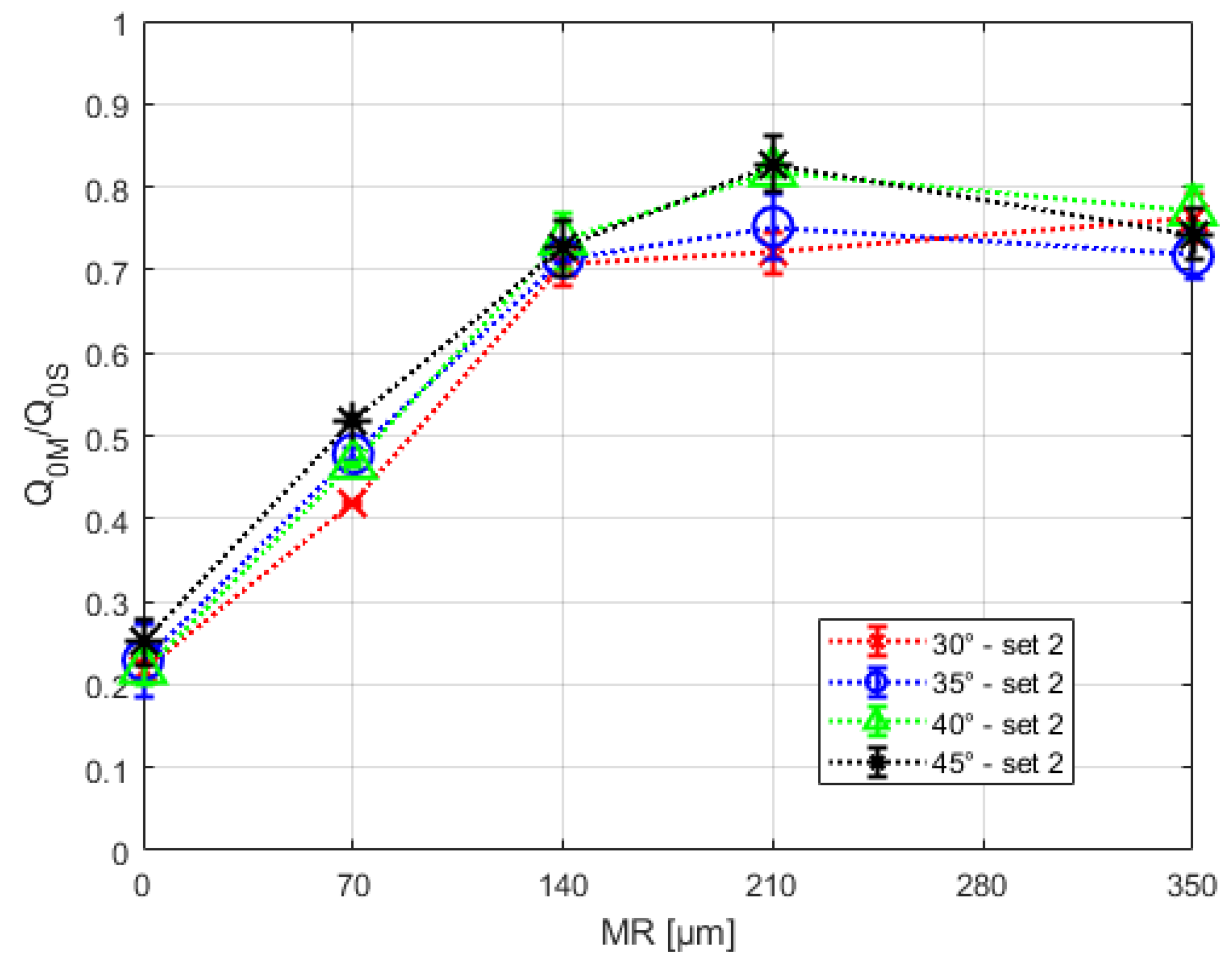
Figure 19 shows that, for the cavities manufactured,
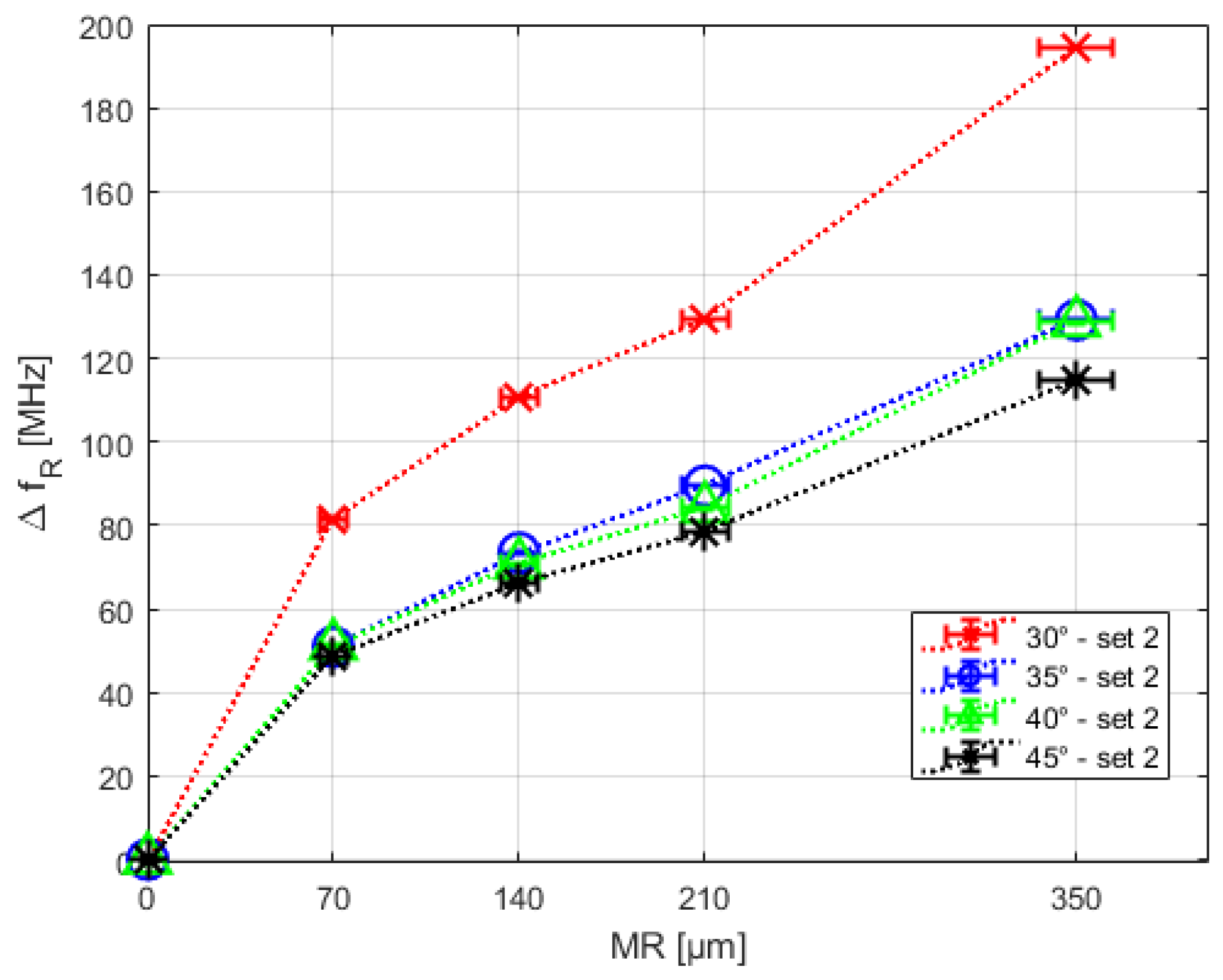
could not be achieved by Hirtisation (R). After removing 140 µm of material,
was increased from 20–25% to 72–75% of
. Further material removal of up to
µm could not further increase
. The
of all SCs obtained in the individual steps from printing to Hirtisation (R) step 4 are almost identical. The print quality of the downskin surface of, e.g., the
SC and the
SC differs significantly, however, which becomes obvious, e.g., for the downskin of the nose cone in the
case. This implies that the assumption that long wavelength variations of the surface (
) do not influence the RF conductivity is correct and that the form correction of the surface for determining surface roughness has at least no negative influence.
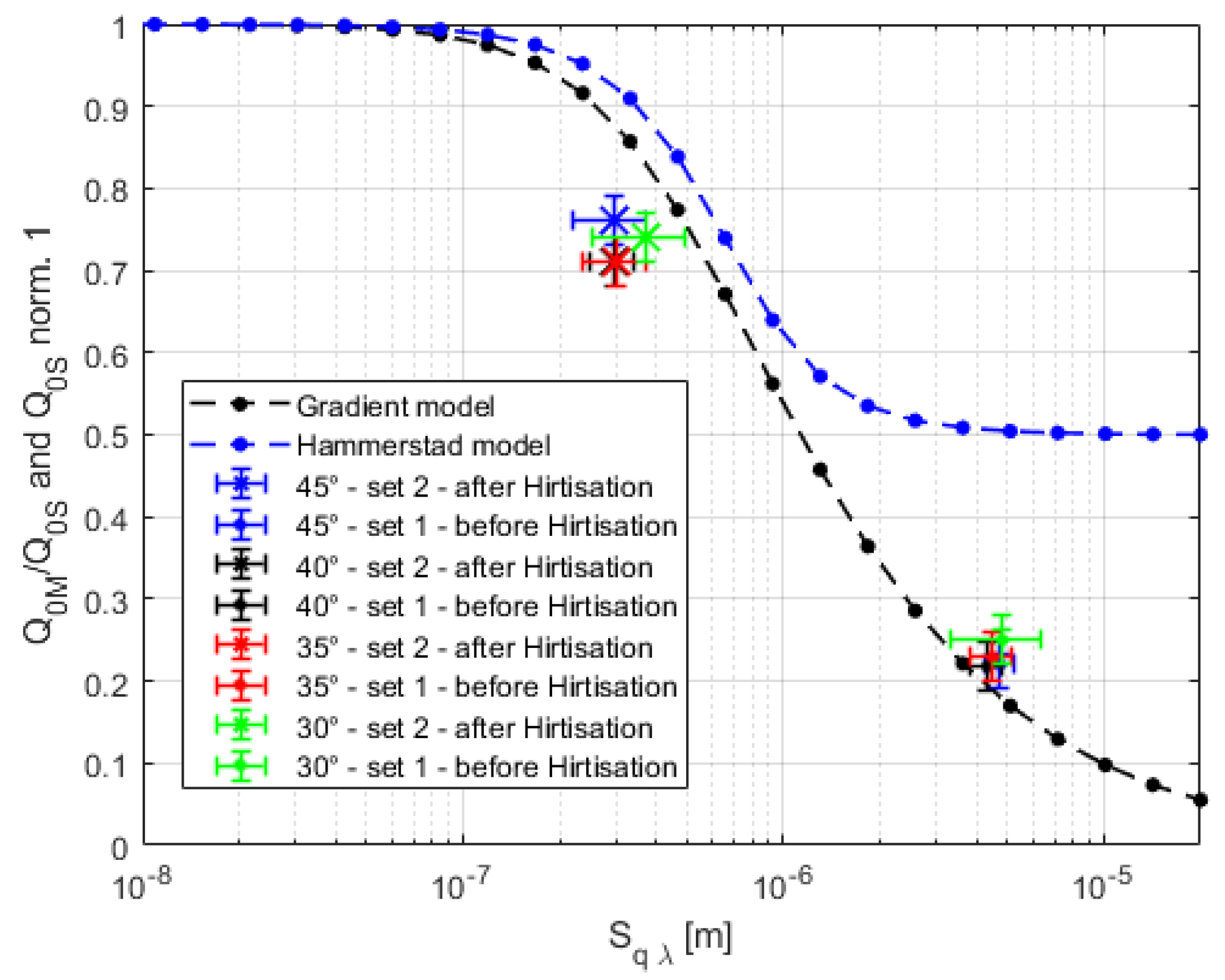
The comparison between the measured
and the
predicted by the gradient model shows a broad agreement before Hirtisation (R) (see
Figure 20). This can be seen as a first strong indication that the combination of the gradient model and our filter approach to characterize the surface roughness (
) could allow a straightforward prediction of
from simple AM samples by measuring
. However, compared to the prediction from the gradient model, the mean values of
after Hirtisation (R) are reduced by about 8–18% (see
Figure 20). This could, for example, indicate that the filter settings for the measurement of the surface roughness are not yet optimal or that impurities such as hydrogen, hydrocarbon, or carbon deposition during Hirtisation (R) reduce
. It is also possible that the conductivity of the material after Hirtisation (R) only reaches the conductivity of IACS after a baking procedure.
If the gradient model is assumed to be valid, a greater than 95% of the achievable (according to CST simulations) is only possible for an of less than 100 nm. At least for the SC presented here, this roughness level could not be achieved by means of Hirtisation (R). Whether the manufacturing process can be further optimized must be evaluated in further studies. Additional post-processing processes, such as MMP Technology (R), may also be applied.
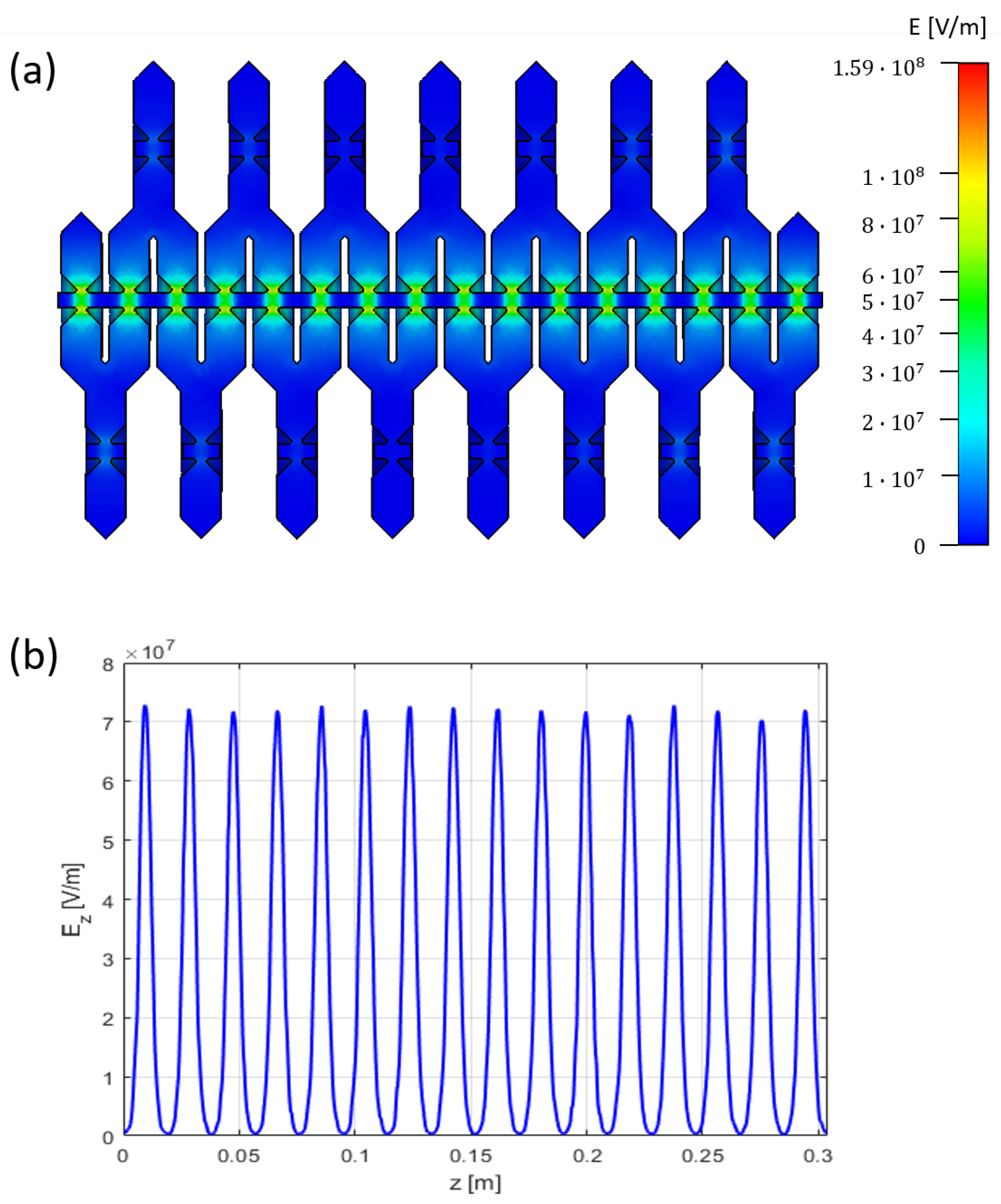
Based on the SC findings, a basic self-supporting 3 GHz biperiodic side-coupled linac concept was developed in
Section 4.6. The SCCL concept is designed for accelerating protons with an initial energy of about 75 MeV in
mode. Due to the manufacturing accuracy required for an
of 3 GHz, the 16 ACs and 15 CCs are based on the
SC (see
Figure 21). However, the SCCL concept is not fully optimized. Rather, it is a first study to evaluate whether AM enables the fabrication of an SCCL structure. Requirements for beam current, accelerator voltage, breakdown rate, etc. have a significant influence on the geometry of the nose cone (including the bore hole, etc.) and therefore on the effective accelerating voltage. Therefore, a final optimization of the geometry to maximize the effective shunt impedance
to produce efficient and compact accelerator systems is only reasonable if a specific application is in focus. Moreover, ACs and CCs are assumed to be identical. For example, the EM field in the CCs can be further optimized by optimizing the nose cones in the CCs. In addition, the transverse dimensions of the SCCL concept can certainly be reduced in the future by reducing the transverse CC dimension compared to the AC dimension, as is the case in most conventional SCCL systems.
Nevertheless, a rudimentary comparison with the 3 GHz SCCL modules used in proton therapy linac facilities underlines the potential of the SCCL concept. The
simulated by CST corresponds to
for a transit time factor of
(75 MeV protons). With an input power of 1 MW (peak), the 304 mm long SCCL concept would increase the proton energy by about 4.2 MeV. This corresponds to the same performance of comparable, traditionally manufactured SCCL modules [
28,
35]. Nevertheless, it should be noted that
T was calculated for a particle energy of 75 MeV. When passing through the structure, the particle gains energy (
), which leads to a slight decrease in
T and thus
, if the cell length (
L) remains constant. However, the AM process allows each cell to be manufactured with an optimal cell length in terms of particle energy without additional cost or effort. Although this can also be done in traditional manufacturing, it is often avoided for cost reasons, as (small) series production of the individual parts of the single cavities becomes practically impossible.
Like
,
would be reduced by about 18% compared to the simulation after Hirtisation (R) (see
Figure 19). This results in a 10% decrease in
. To achieve the same particle energy, accelerator structures manufactured according to the approach presented here would have to be longer and/or supplied with more input power. However, as we showed in previous studies, AM has the potential to reduce cavity manufacturing costs by up to 70% [
19]. Since cavity structures are responsible for a large part of the investment costs of accelerator facilities, the reduced performance could potentially be compensated by the significant reduction in manufacturing costs in many cases.
Outlook
The manufacturing approach of the L-PBF process in combination with electrochemical post-processing will be further optimized.
Figure 11 and
Figure 12 indicate that the b-side of the single cavities seems to have more serious deviations than the a-side. This indicates a systematic asymmetry in the L-PBF process, which should be investigated in more detail.
The effect of Hirtisation (R) on geometry and material properties needs to be analyzed in more detail. The waviness caused by Hirtisation (R) (see
Figure 14) is most likely due to rising gas bubbles on the cavity walls. Furthermore, the measurements of
h indicate that uniform material removal is not guaranteed (compare
Figure 15 and
Figure 17). Both effects are significantly influenced by the flow and rising direction of the process liquids and gas bubbles and may be minimized by rotating (moving) the geometry during the process. How and whether this is possible remain to be investigated.
Moreover, we plan to perform studies to further validate the gradient model and improve the roughness filter settings. In addition, the impact of bake-out processes on will be investigated.
High power RF tests (high gradient tests) are the most important outstanding studies from the perspective of the intended usage in high-performance linacs. For this reason, we are also currently constructing a high-gradient test bench based on a 3 GHz magnetron–modulator combination. In preparation for the tests, we are planning to investigate how wave guides and vacuum flanges can be attached to AM cavities. Earlier prototypes have already shown that threads can be cut in AM copper that allow flanges to be attached directly to the cavity using an O-ring seal. A pressure of
mbar was achieved, which is perhaps already sufficient [
19,
36].
Finally, the first SCCL multi-cell structures will be printed soon to determine how the achieved manufacturing accuracy affects the coupling between the individual ACs and CCs.


 ,
, 
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}