
Rheological Behaviour of ABS/Metal Composites with Improved Thermal Conductivity for Additive Manufacturing

 , , , and
, , , and 
Abstract
:1. Introduction
2. Experimental
2.1. Materials
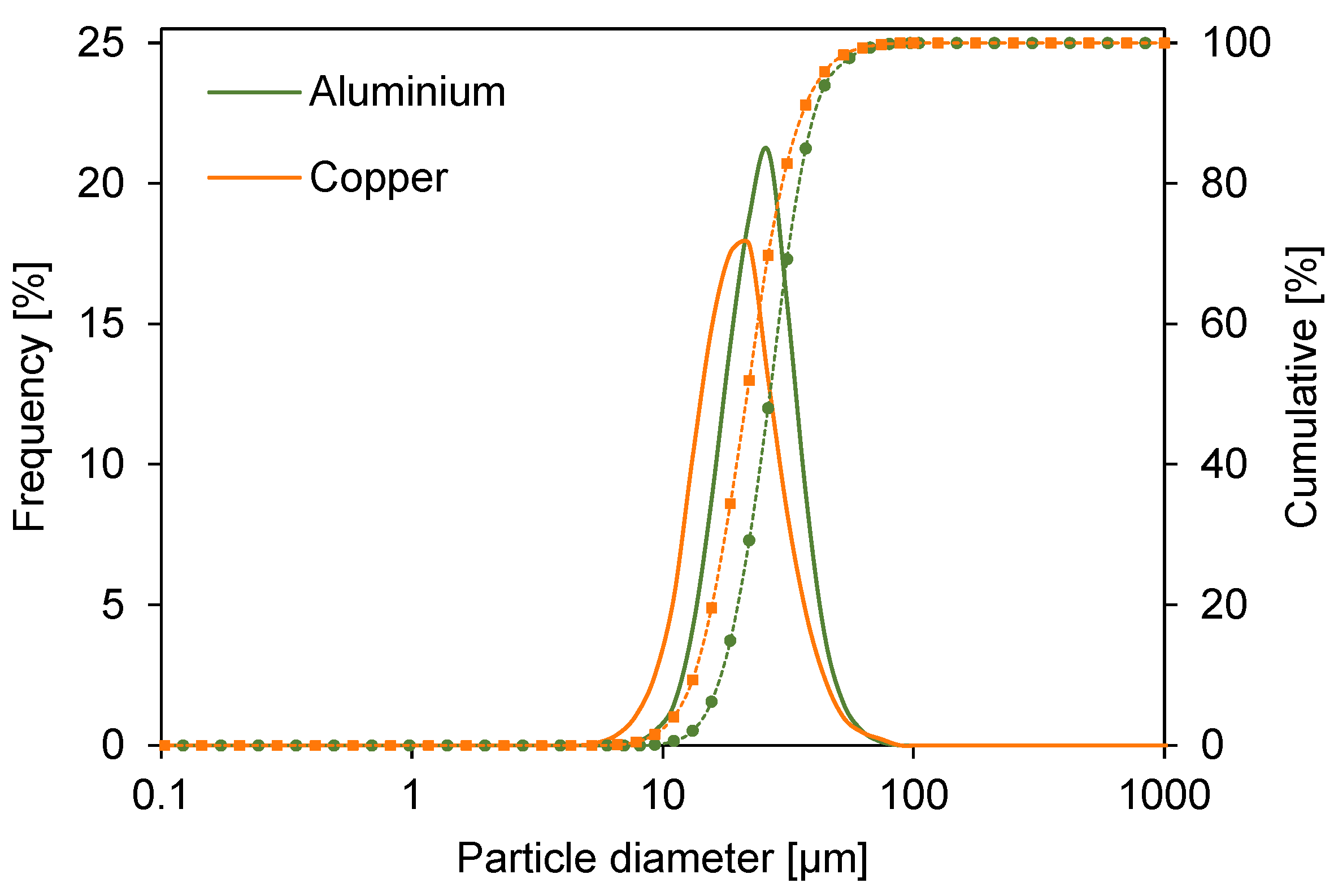
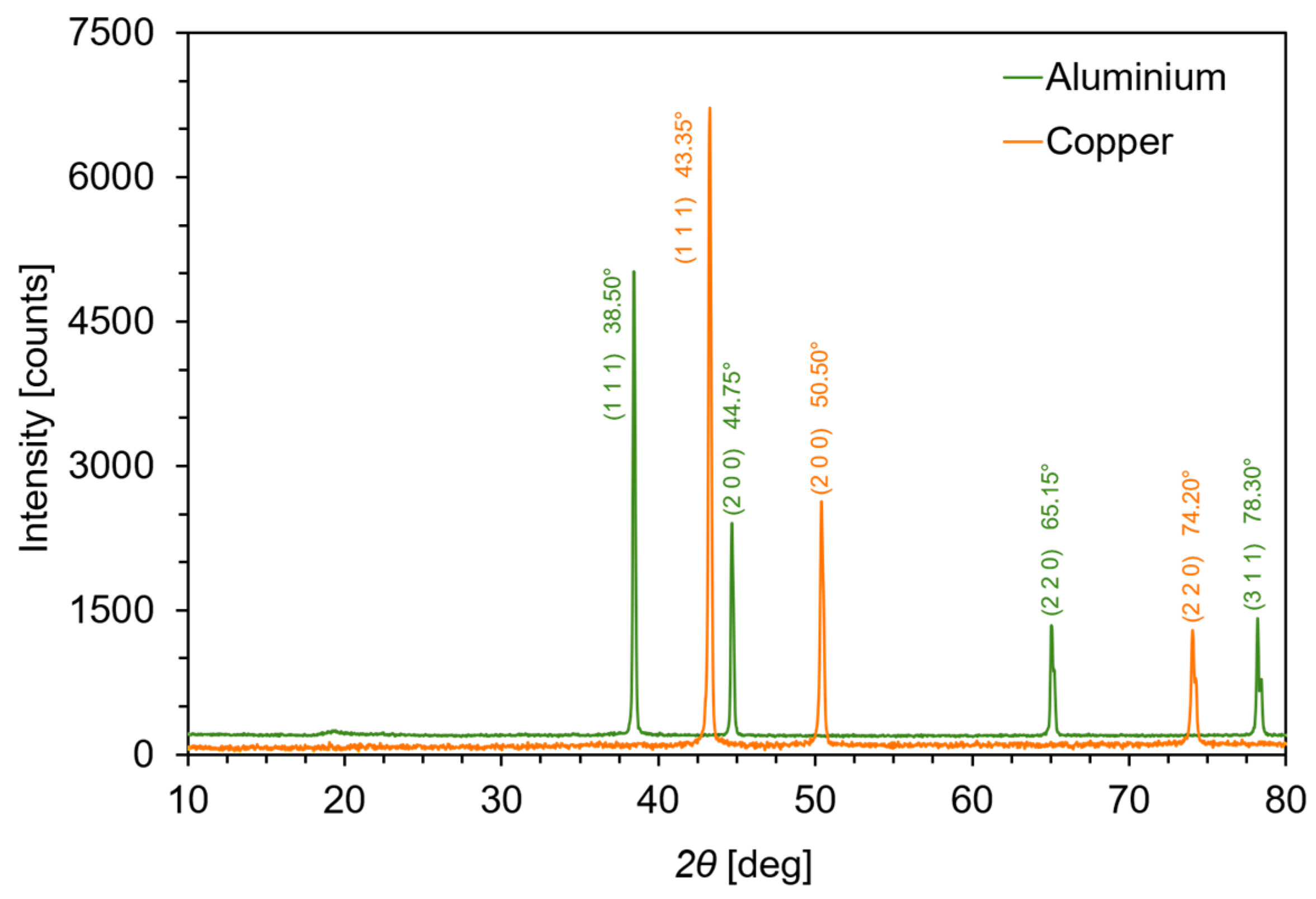
2.2. Metallic Powders Characterisation
2.3. Compounding and Extrusion
2.4. Injection Moulding and Processing Optimisation
2.5. Mechanical Testing
2.6. Dynamic Rheology
2.7. Dynamic Mechanical Thermal Analysis
2.8. Thermal Conductivity
2.9. Scanning Electronic Microscopy
2.10. Statistical Analyses
3. Results and Discussion
3.1. Physicochemical Properties of Metallic Powders
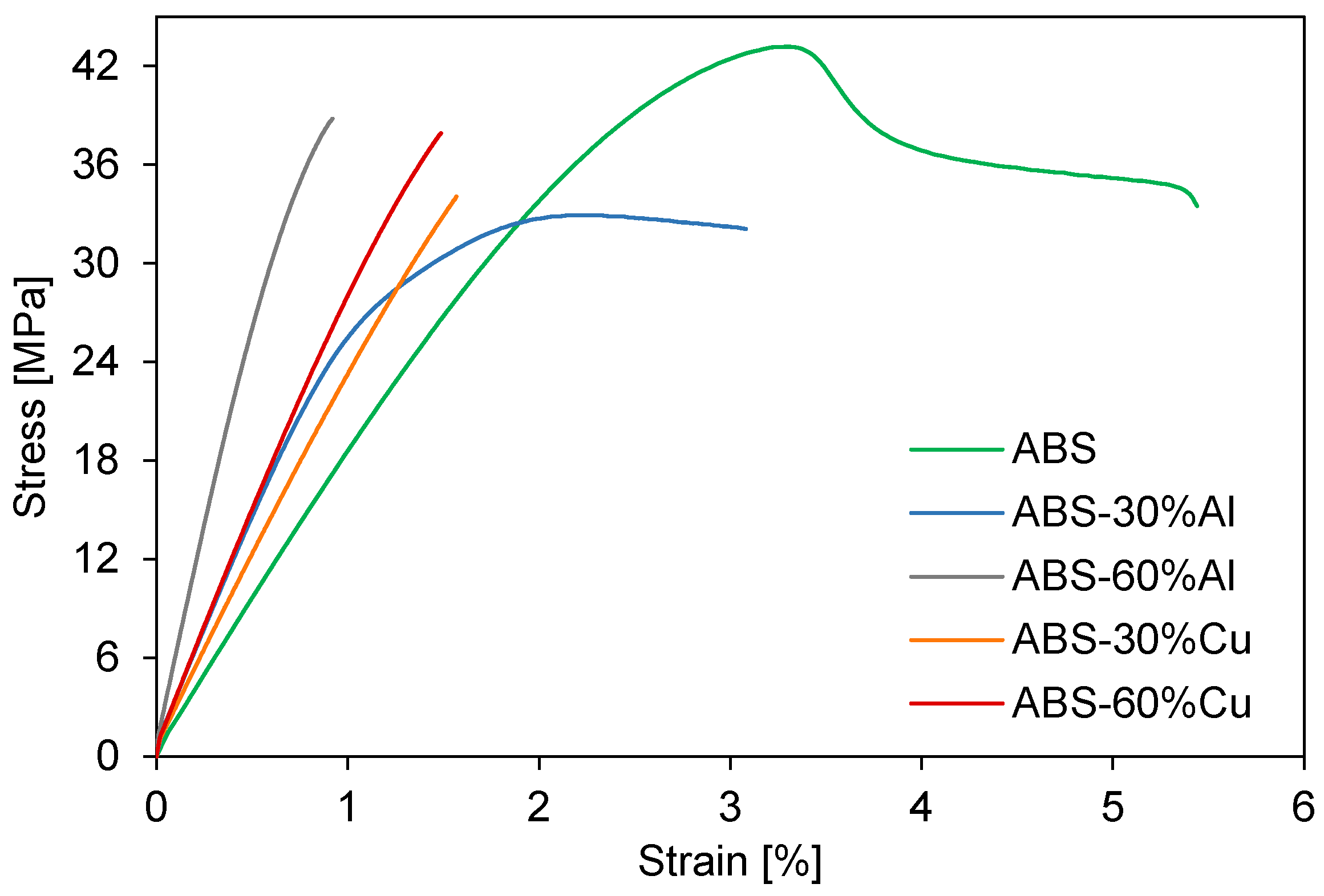
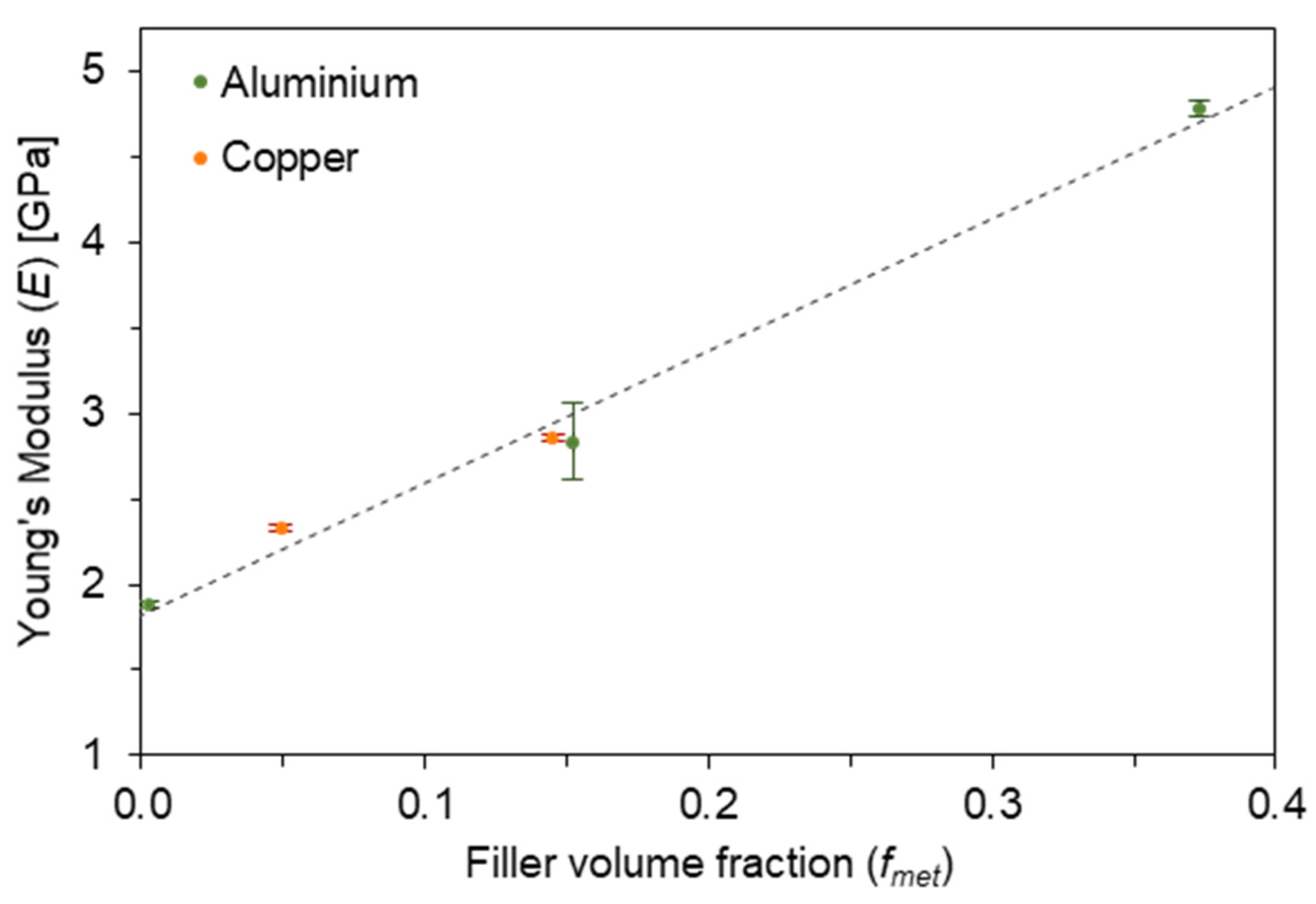
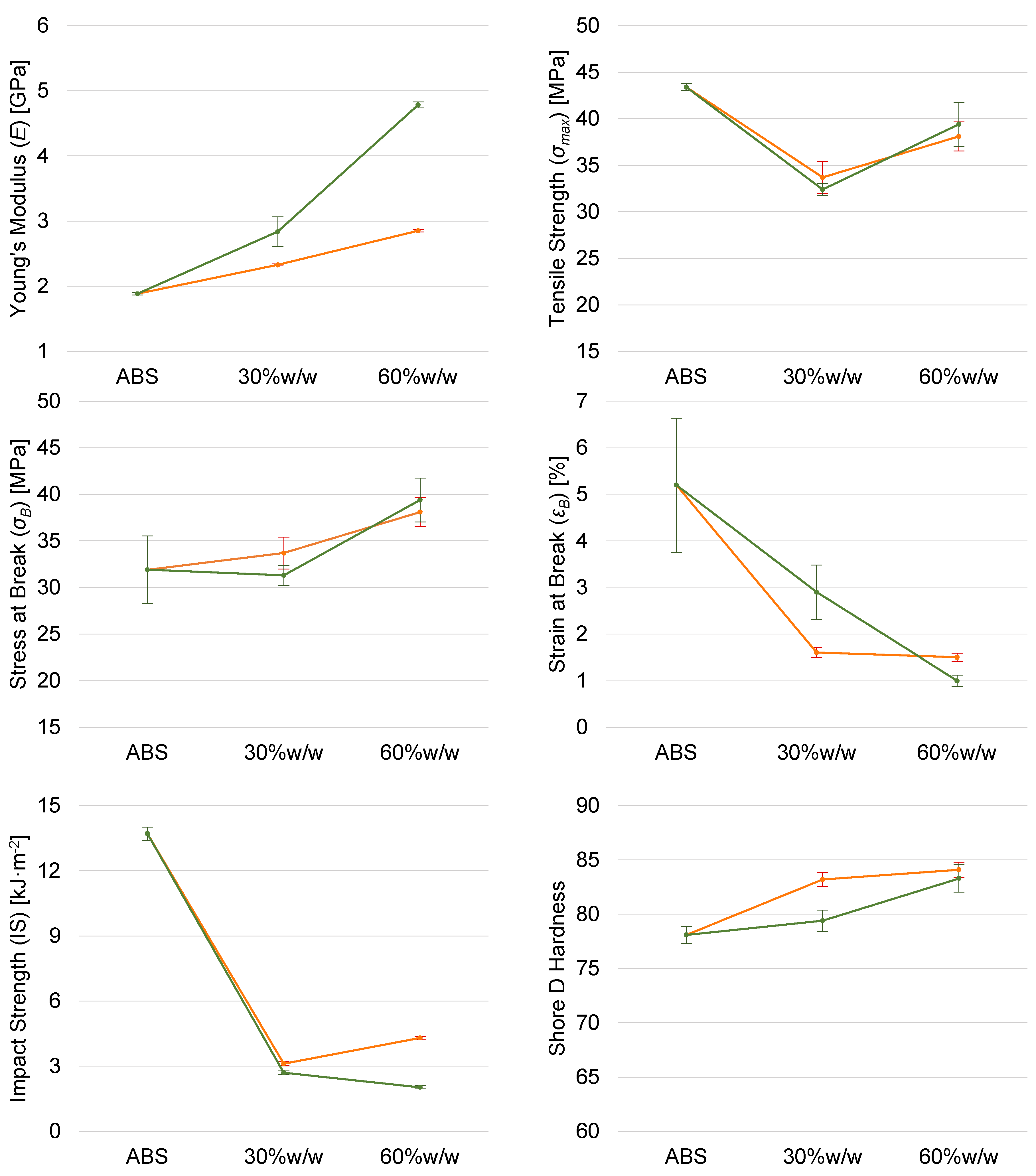
3.2. Mechanical Properties
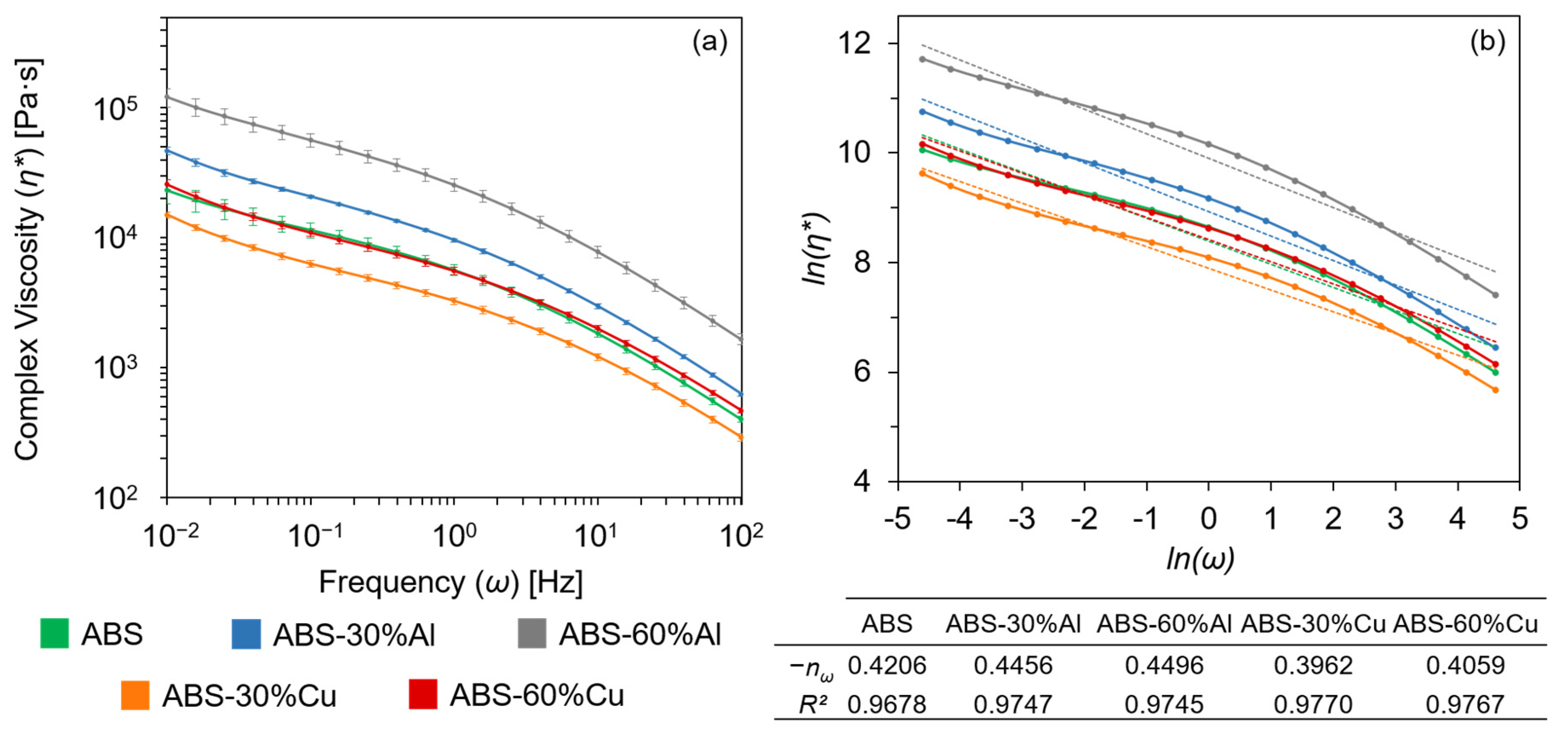
3.3. Rheological Behaviour
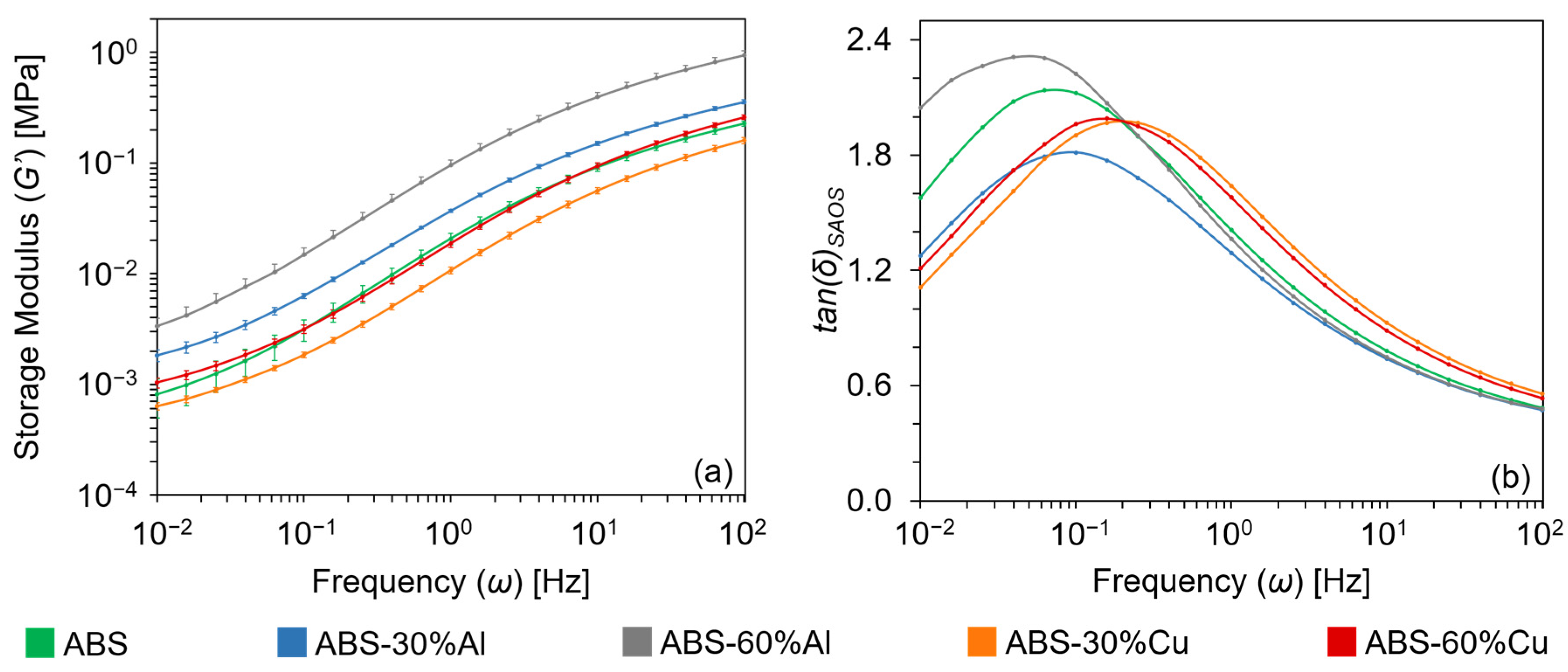
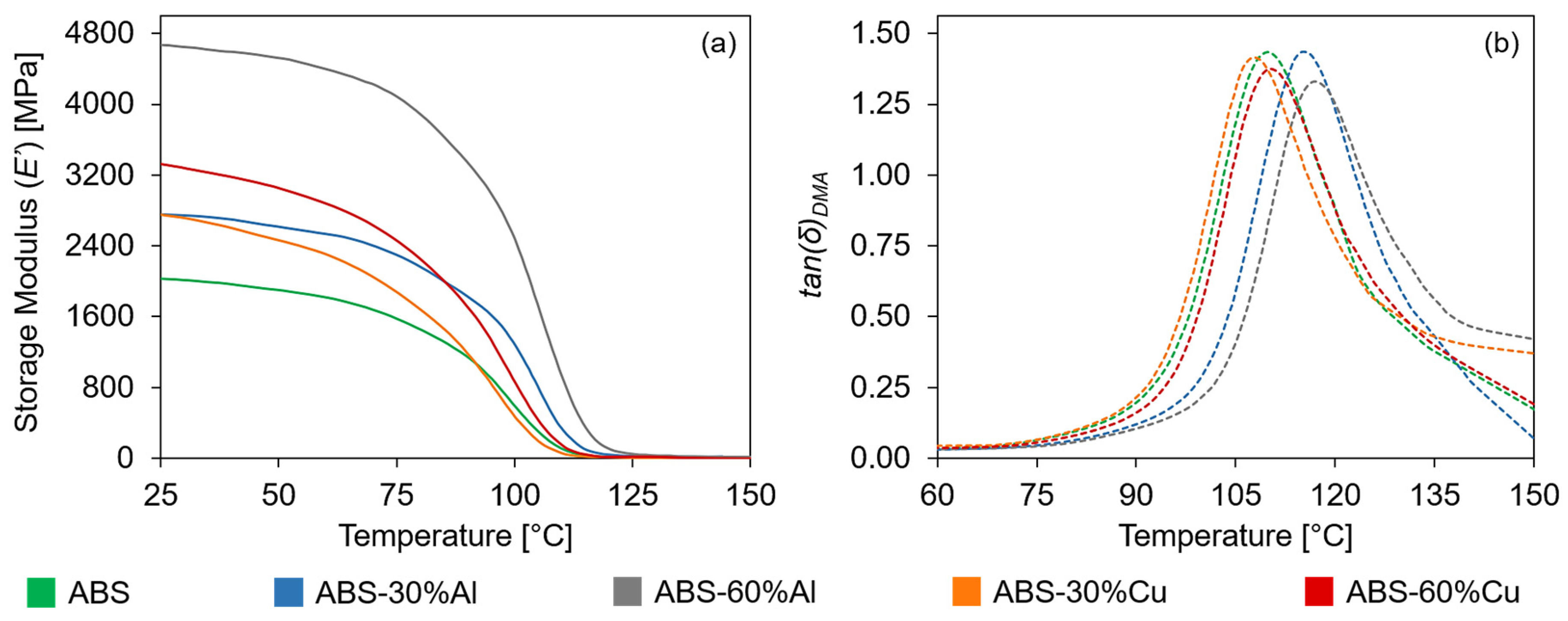
3.4. Viscoelastic Properties
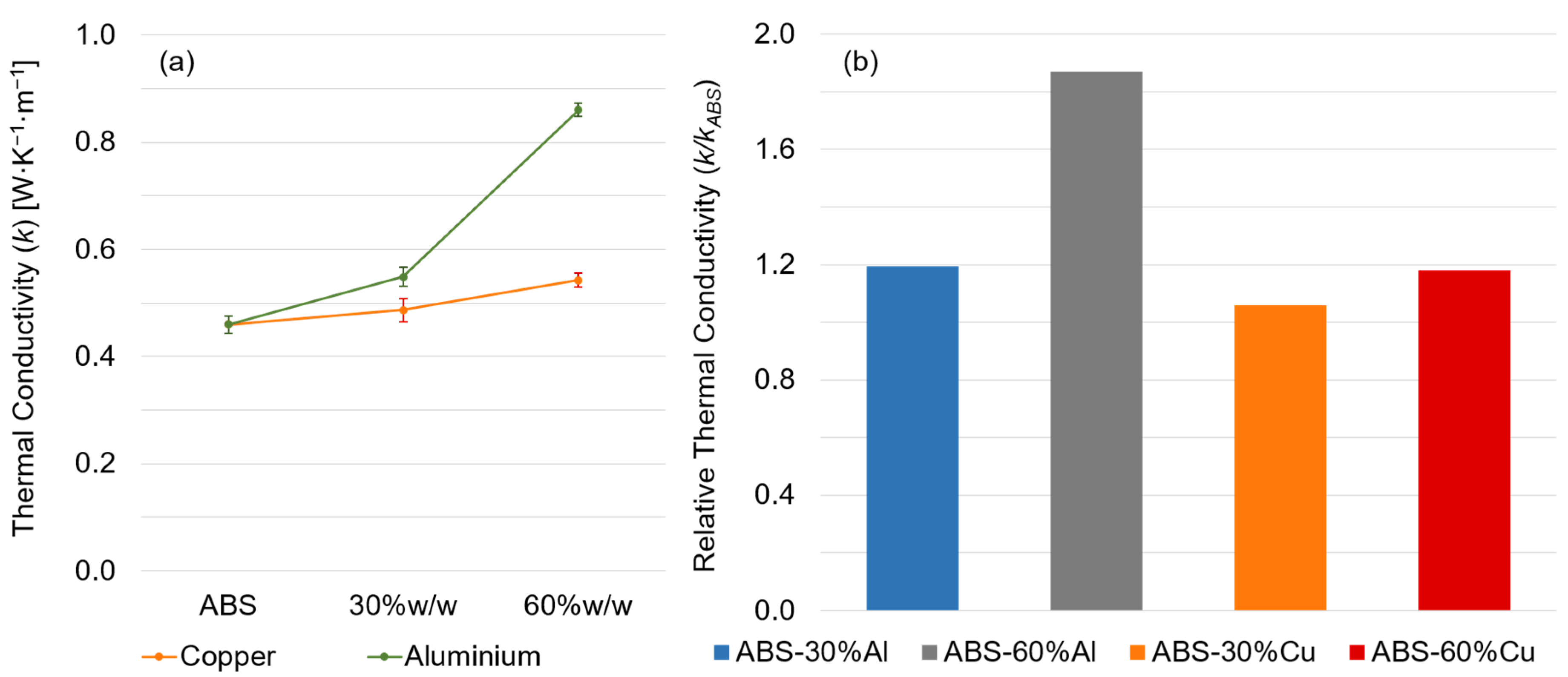
3.5. Thermal Properties
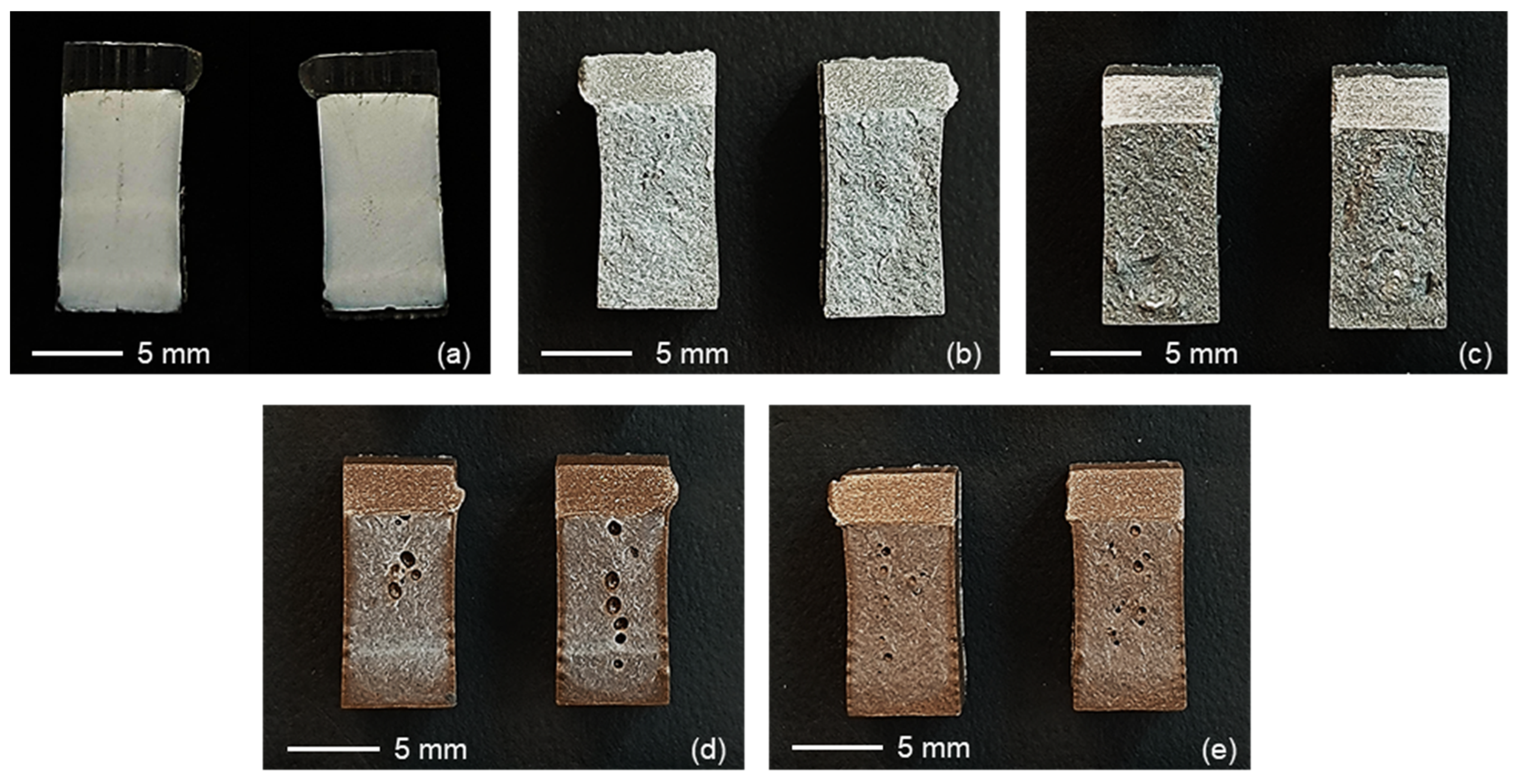
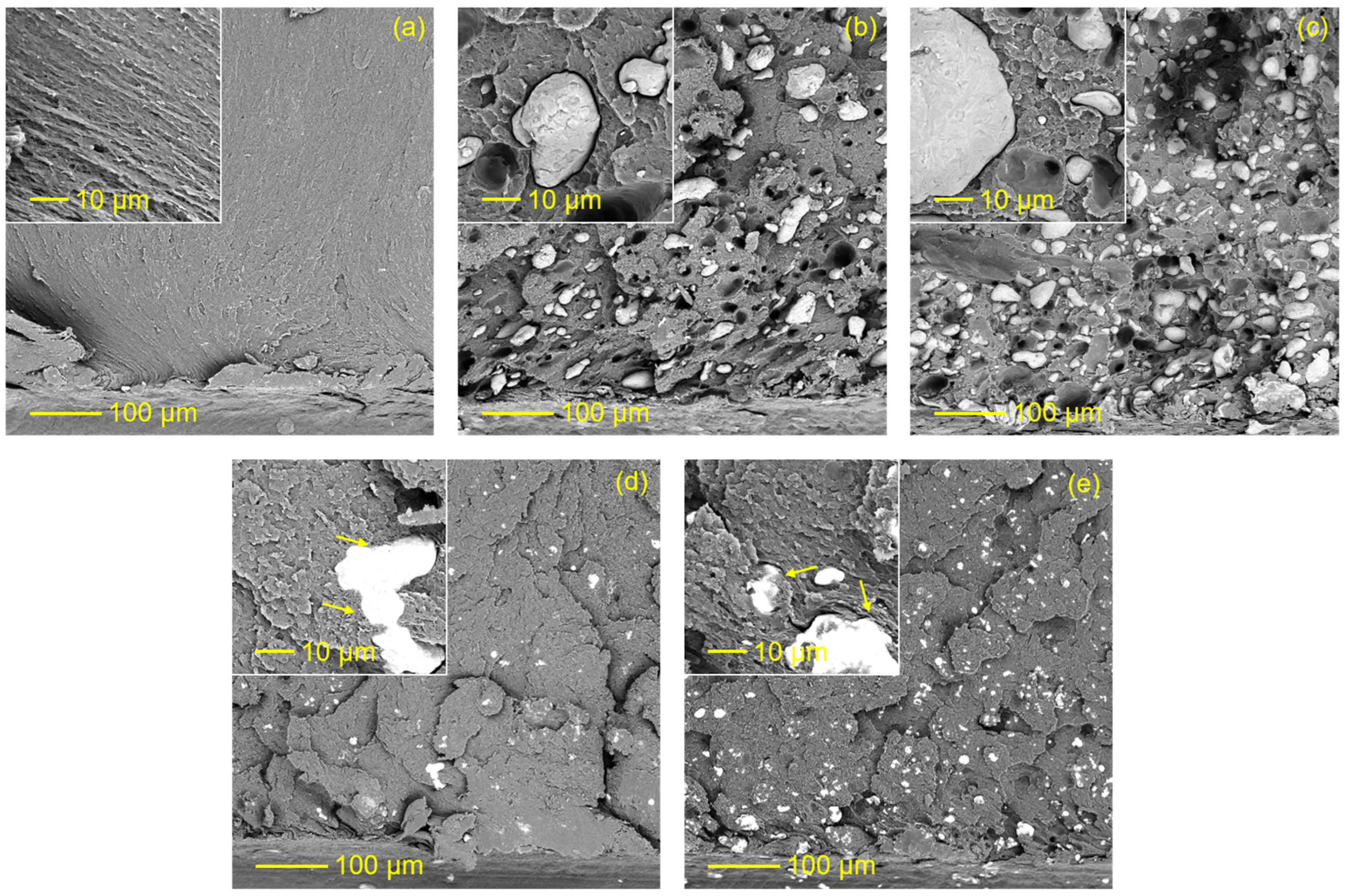
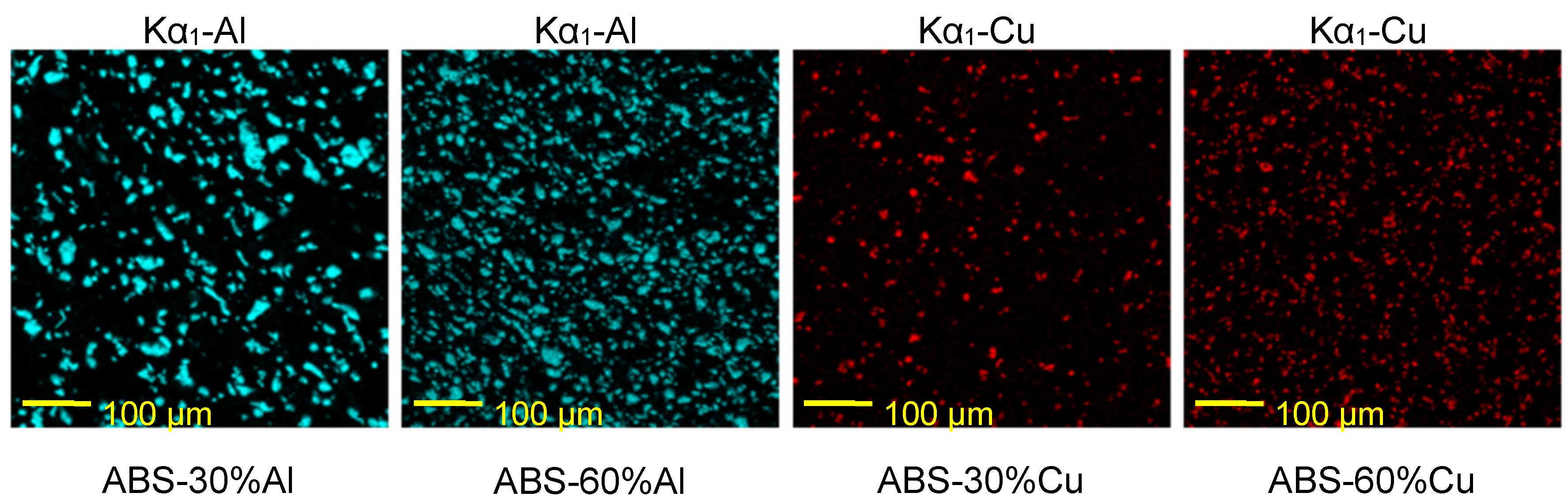
3.6. Morphological Characterisation of the Composites
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hwang, S.; Reyes, E.I.; Moon, K.; Rumpf, R.C.; Kim, N.S. Thermo-mechanical Characterization of Metal/Polymer Composite Filaments and Printing Parameter Study for Fused Deposition Modeling in the 3D Printing Process. J. Electron. Mater. 2015, 44, 771–777. [Google Scholar] [CrossRef]
- Kalsoom, U.; Peristyy, A.; Nesterenko, P.N.; Paull, B. A 3D printable diamond polymer composite: A novel material for fabrication of low cost thermally conducting devices. RSC Adv. 2016, 6, 38140–38147. [Google Scholar] [CrossRef]
- Carson, J.K.; Alsowailem, M. Thermal Diffusivity of Copper/Linear-low-density Polyethylene Composites. Polym. Polym. Compos. 2017, 25, 447–452. [Google Scholar] [CrossRef]
- Quill, T.J.; Smith, M.K.; Zhou, T.; Baioumy, M.G.S.; Berenguer, J.P.; Cola, B.A.; Kalaitzidou, K.; Bougher, T.L. Thermal and mechanical properties of 3D printed boron nitride—ABS composites. Appl. Compos. Mater. 2018, 25, 1205–1217. [Google Scholar] [CrossRef]
- Palmero, E.M.; Casaleiz, D.; de Vicente, J.; Hernández-Vicen, J.; López-Vidal, S.; Ramiro, E.; Bollero, A. Composites based on metallic particles and tuned filling factor for 3D-printing by Fused Deposition Modeling. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105497. [Google Scholar] [CrossRef]
- Hamzah, K.A.; Yeoh, C.K.; Noor, M.M.; Teh, P.L.; Aw, Y.Y.; Sazali, S.A.; Wan Ibrahim, W.M.A. Mechanical properties and thermal and electrical conductivity of 3D printed ABS-copper ferrite composites via 3D printing technique. J. Thermoplast. Compos. Mater. 2022, 35, 3–16. [Google Scholar] [CrossRef]
- Nikzad, M.; Masood, S.H.; Sbarski, I. Thermo-mechanical properties of a highly filled polymeric composites for Fused Deposition Modeling. Mater. Des. 2011, 32, 3448–3456. [Google Scholar] [CrossRef]
- Yu, J.H.; Cennini, G. Improving thermal conductivity of polymer composites in embedded LEDs systems. Microelectron. J. 2014, 45, 1829–1833. [Google Scholar] [CrossRef]
- Masood, S.H.; Song, W.Q. Development of new metal/polymer materials for rapid tooling using Fused deposition modelling. Mater. Des. 2004, 25, 587–594. [Google Scholar] [CrossRef]
- Masood, S.H.; Song, W.Q. Thermal characteristics of a new metal/polymer material for FDM rapid prototyping process. Assem. Autom. 2005, 25, 309–315. [Google Scholar] [CrossRef]
- Moritz, V.F.; Bezerra, G.S.N.; Hopkins Jnr, M.; Fuenmayor, E.; Günbay, S.; Hayes, C.; Lyons, J.G.; Devine, D.M. Heat Dissipation Plays Critical Role for Longevity of Polymer-Based 3D-Printed Inserts for Plastics Injection Moulding. J. Manuf. Mater. Process. 2022, 6, 117. [Google Scholar] [CrossRef]
- Coser, E.; Moritz, V.F.; Krenzinger, A.; Ferreira, C.A. Development of paints with infrared radiation reflective properties. Polímeros 2015, 25, 305–310. [Google Scholar] [CrossRef]
- Merazzo, K.J.; Díez, A.G.; Tubio, C.R.; Manchado, J.C.; Malet, R.; Pérez, M.; Costa, P.; Lanceros-Mendez, S. Acrylonitrile Butadiene Styrene-Based Composites with Permalloy with Tailored Magnetic Response. Polymers 2023, 15, 626. [Google Scholar] [CrossRef] [PubMed]
- Sofian, N.M.; Rusu, M.; Neagu, R.; Neagu, E. Metal Powder-Filled Polyethylene Composites. V. Thermal Properties. J. Thermoplast. Compos. Mater. 2001, 14, 20–33. [Google Scholar] [CrossRef]
- Mamunya, Y.P.; Davydenko, V.V.; Pissis, P.; Lebedev, E.V. Electrical and thermal conductivity of polymers filled with metal powders. Eur. Polym. J. 2002, 38, 1887–1897. [Google Scholar] [CrossRef]
- Luyt, A.S.; Molefi, J.A.; Krump, H. Thermal, mechanical and electrical properties of copper powder filled low-density and linear low-density polyethylene composites. Polym. Degrad. Stab. 2006, 91, 1629–1636. [Google Scholar] [CrossRef]
- Tekce, H.S.; Kumlutas, D.; Tavman, I.H. Effect of Particle Shape on Thermal Conductivity of Copper Reinforced Polymer Composites. J. Reinf. Plast. Compos. 2007, 26, 113–121. [Google Scholar] [CrossRef]
- Chifor, V.; Orban, R.L.; Tekiner, Z.; Turker, M. Thermal, Mechanical and Electrical Properties of High Density Polyethylene Composites Reinforced with Copper Powder. Mater. Sci. Forum 2011, 672, 191–194. [Google Scholar] [CrossRef]
- Carson, J.K.; Noureldin, M. Measurements of the thermal diffusivity of linear-medium-density-polyethylene/aluminium composites using a transient comparative method. Int. Commun. Heat Mass Transf. 2009, 36, 458–461. [Google Scholar] [CrossRef]
- Carson, J.K. Measurement and modelling of the thermal conductivity of dispersed aluminium composites. Int. Commun. Heat Mass Transf. 2011, 38, 1024–1028. [Google Scholar] [CrossRef]
- Rahmati, S.; Dickens, P. Rapid tooling analysis of Stereolithography injection mould tooling. Int. J. Mach. Tools Manuf. 2007, 47, 740–747. [Google Scholar] [CrossRef]
- Pontes, A.J.; Cousa, C.; Gomes, C.; Pouzada, A.S. Development of efficient composite systems for the production of resin cast moulding blocks. In Proceedings of the PPS 24th Annual Meeting; Polymer Processing Society: Salerno, Italy, 2008. [Google Scholar]
- Ranjan, N.; Kumar, R.; Kumar, R.; Kaur, R.; Singh, S. Investigation of Fused Filament Fabrication-Based Manufacturing of ABS-Al Composite Structures: Prediction by Machine Learning and Optimization. J. Mater. Eng. Perform. 2023, 32, 4555–4574. [Google Scholar] [CrossRef]
- Akrout, M.; Ben Difallah, B.; Kharrat, M.; Dammak, M.; Pereira, A.; Oliveira, F.J.; Duarte, I. On the Structural, Thermal, Micromechanical and Tribological Characterizations of Cu-Filled Acrylonitrile Butadiene Styrene Micro-Composites. Materials 2023, 16, 6428. [Google Scholar] [CrossRef] [PubMed]
- Sa’ude, N.; Masood, S.H.; Nikzad, M.; Ibrahim, M.; Ibrahim, M.H.I. Dynamic mechanical properties of copper-ABS composites for FDM feedstock. Int. J. Eng. Res. Appl. 2013, 3, 1257–1263. [Google Scholar]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical behaviour of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Gong, K.; Liu, H.; Huang, C.; Cao, Z.; Fuenmayor, E.; Major, I. Hybrid Manufacturing of Acrylonitrile Butadiene Styrene (ABS) via the Combination of Material Extrusion Additive Manufacturing and Injection Molding. Polymers 2022, 14, 5093. [Google Scholar] [CrossRef]
- Gong, K.; Xu, H.; Liu, H.; Cao, Z.; Fuenmayor, E.; Major, I. Hybrid manufacturing of mixed-material bilayer parts via injection molding and material extrusion three-dimensional printing. J. Appl. Polym. Sci. 2023, 140, e53972. [Google Scholar] [CrossRef]
- Zhang, W.; Cotton, C.; Sun, J.; Heider, D.; Gu, B.; Sun, B.; Chou, T.-W. Interfacial bonding strength of short carbon fiber/acrylonitrile-butadiene-styrene composites fabricated by fused deposition modeling. Compos. Part B Eng. 2018, 137, 51–59. [Google Scholar] [CrossRef]
- Sa’ude, N.; Ibrahim, M.; Ibrahim, M.H.I.; Wahab, M.S.; Haq, R.; Marwah, O.M.F.; Khirotdin, R.K. Additive manufacturing of copper-ABS filament by fused deposition modeling (FDM). J. Mech. Eng. 2018, 5, 23–32. [Google Scholar]
- Abeykoon, C.; Sri-Amphorn, P.; Fernando, A. Optimization of fused deposition modeling parameters for improved PLA and ABS 3D printed structures. Int. J. Light. Mater. Manuf. 2020, 3, 284–297. [Google Scholar] [CrossRef]
- Billah, K.M.M.; Lorenzana, F.A.R.; Martinez, N.L.; Wicker, R.B.; Espalin, D. Thermomechanical characterization of short carbon fiber and short glass fiber-reinforced ABS used in large format additive manufacturing. Addit. Manuf. 2020, 35, 101299. [Google Scholar] [CrossRef]
- Akhoundi, B.; Modanloo, V. A multi-criteria decision-making analysis on the extrusion-based additive manufacturing of ABS/Cu composites. Int. J. Interact. Des. Manuf. 2023, 17, 1995–2003. [Google Scholar] [CrossRef]
- Isa, N.M.A.; Sa’ude, N.; Ibrahim, M.; Hamid, S.M.; Kamarudin, K. A Study on Melt Flow Index on Copper-ABS for Fused Deposition Modeling (FDM) Feedstock. Appl. Mech. Mater. 2015, 773–774, 8–12. [Google Scholar] [CrossRef]
- Sa’ude, N.; Ibrahim, M.; Ibrahim, M.H.I. Melt flow rate (MFR) of ABS-copper composite filament by fused deposition modeling (FDM). ARPN J. Eng. Appl. Sci. 2016, 11, 6562–6567. [Google Scholar]
- Singh, R.; Kumar, R.; Ahuja, I. Mechanical, thermal and melt flow of aluminum-reinforced PA6/ABS blend feedstock filament for fused deposition modeling. Rapid Prototyp. J. 2018, 24, 1455–1468. [Google Scholar] [CrossRef]
- Kumar, N.; Jain, P.K.; Tandon, P.; Pandey, P.M. Investigations on the melt flow behaviour of aluminium filled ABS polymer composite for the extrusion-based additive manufacturing process. Int. J. Mater. Prod. Technol. 2019, 59, 194. [Google Scholar] [CrossRef]
- Alghadi, A.M.; Tirkes, S.; Tayfun, U. Mechanical, thermo-mechanical and morphological characterization of ABS based composites loaded with perlite mineral. Mater. Res. Express 2019, 7, 015301. [Google Scholar] [CrossRef]
- Sezer, H.K.; Eren, O. FDM 3D printing of MWCNT re-inforced ABS nano-composite parts with enhanced mechanical and electrical properties. J. Manuf. Process. 2019, 37, 339–347. [Google Scholar] [CrossRef]
- Moritz, V.F.; Ferreira, C.A.; Devine, D.M. Assessment of ABS/Aluminium composites for 3D printing filaments. In Proceedings of the IMC37; Irish Manufacturing Council: Dublin, Ireland, 2021. [Google Scholar]
- Farias, N.C.; Major, I.; Devine, D.; Brennan Fournet, M.; Pezzoli, R.; Farshbaf Taghinezhad, S.; Hesabi, M. Multiple recycling of a PLA/PHB biopolymer blend for sustainable packaging applications: Rheology-morphology, thermal, and mechanical performance analysis. Polym. Eng. Sci. 2022, 62, 1764–1774. [Google Scholar] [CrossRef]
- Wang, S.; Capoen, L.; D’hooge, D.R.; Cardon, L. Can the melt flow index be used to predict the success of fused deposition modelling of commercial poly(lactic acid) filaments into 3D printed materials? Plast. Rubber Compos. 2018, 47, 9–16. [Google Scholar] [CrossRef]
- Ferg, E.E.; Bolo, L.L. A correlation between the variable melt flow index and the molecular mass distribution of virgin and recycled polypropylene used in the manufacturing of battery cases. Polym. Test. 2013, 32, 1452–1459. [Google Scholar] [CrossRef]
- Mwania, F.M.; Maringa, M.; van der Walt, J.G. A review of the techniques used to characterize laser sintering of polymeric powders for use and re-use in additive manufacturing. Manuf. Rev. 2021, 8, 14. [Google Scholar] [CrossRef]
- Ghanbari, A.; Mousavi, Z.; Heuzey, M.; Patience, G.S.; Carreau, P.J. Experimental methods in chemical engineering: Rheometry. Can. J. Chem. Eng. 2020, 98, 1456–1470. [Google Scholar] [CrossRef]
- Nikzad, M.; Masood, S.H.; Sbarski, I.; Groth, A. A study of melt flow analysis of an ABS-Iron composite in fused deposition modelling process. Tsinghua Sci. Technol. 2009, 14, 29–37. [Google Scholar] [CrossRef]
- Nikzad, M.; Masood, S.H.; Sbarski, I.; Groth, A.M. Rheological Properties of a Particulate-Filled Polymeric Composite through Fused Deposition Process. Mater. Sci. Forum 2010, 654–656, 2471–2474. [Google Scholar] [CrossRef]
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Effect of processing conditions on the bonding quality of FDM polymer filaments. Rapid Prototyp. J. 2008, 14, 72–80. [Google Scholar] [CrossRef]
- Ramanath, H.S.; Chua, C.K.; Leong, K.F.; Shah, K.D. Melt flow behaviour of poly-ε-caprolactone in fused deposition modelling. J. Mater. Sci. Mater. Med. 2008, 19, 2541–2550. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.; Zhang, Y.; Wan, C.; Zhang, Y.; Li, R.; Liu, G. Thermal stability, flame retardancy and rheological behavior of ABS filled with magnesium hydroxide sulfate hydrate whisker. Polym. Bull. 2007, 58, 747–755. [Google Scholar] [CrossRef]
- Galvan, D.; Carneiro, F.; Mazzucco, M.; Bartoli, J.R.; D’Ávila, M.A.; Morales, A.R.; Fernandes, E.G. Effect of Organoclay Mixture on the Rheological Properties of ABS-Clay Nanocomposites. Macromol. Symp. 2012, 319, 167–172. [Google Scholar] [CrossRef]
- Singh, P.; Ghosh, A.K. Torsional, tensile and structural properties of acrylonitrile–butadiene–styrene clay nanocomposites. Mater. Des. 2014, 55, 137–145. [Google Scholar] [CrossRef]
- Gao, C.; Zhang, S.; Wang, F.; Wen, B.; Han, C.; Ding, Y.; Yang, M. Graphene Networks with Low Percolation Threshold in ABS Nanocomposites: Selective Localization and Electrical and Rheological Properties. ACS Appl. Mater. Interfaces 2014, 6, 12252–12260. [Google Scholar] [CrossRef]
- Wei, W.; Hu, S.; Zhang, R.; Xu, C.; Zhang, F.; Liu, Q. Enhanced electrical properties of graphite/ABS composites prepared via supercritical CO2 processing. Polym. Bull. 2017, 74, 4279–4295. [Google Scholar] [CrossRef]
- Ajinjeru, C.; Kishore, V.; Liu, P.; Lindahl, J.; Hassen, A.A.; Kunc, V.; Post, B.; Love, L.; Duty, C. Determination of melt processing conditions for high performance amorphous thermoplastics for large format additive manufacturing. Addit. Manuf. 2018, 21, 125–132. [Google Scholar] [CrossRef]
- Jeong, S.; Song, Y.S.; Lim, E. Fabrication and Characterization of Aluminum Nanoparticle-Reinforced Composites. Polymers 2020, 12, 2772. [Google Scholar] [CrossRef] [PubMed]
- Strano, M.; Rane, K.; Briatico Vangosa, F.; Di Landro, L. Extrusion of metal powder-polymer mixtures: Melt rheology and process stability. J. Mater. Process. Technol. 2019, 273, 116250. [Google Scholar] [CrossRef]
- Hopkins, M.; Gunbay, S.; Hayes, C.; Moritz, V.F.; Fuenmayor, E.; Lyons, J.G.; Devine, D.M. Stereolithography (SLA) utilised to print injection mould tooling in order to evaluate thermal and mechanical properties of commercial polypropylene. Procedia Manuf. 2021, 55, 205–212. [Google Scholar] [CrossRef]
- Chen, J.; Yan, W.; Townsend, E.J.; Feng, J.; Pan, L.; Del Angel Hernandez, V.; Faul, C.F.J. Tunable Surface Area, Porosity, and Function in Conjugated Microporous Polymers. Angew. Chem. Int. Ed. 2019, 58, 11715–11719. [Google Scholar] [CrossRef] [PubMed]
- Kassym, K.; Perveen, A. Atomization processes of metal powders for 3D printing. Mater. Today Proc. 2020, 26, 1727–1733. [Google Scholar] [CrossRef]
- Saheb, S.H.; Durgam, V.K.; Chandrashekhar, A. A review on metal powders in additive manufacturing. AIP Conf. Proc. 2020, 2281, 020018. [Google Scholar] [CrossRef]
- Toby, B.H.; Von Dreele, R.B. GSAS-II: The genesis of a modern open-source all purpose crystallography software package. J. Appl. Crystallogr. 2013, 46, 544–549. [Google Scholar] [CrossRef]
- Rahman, M.; Profili, J.; Moreau, C.; Stafford, L. Formation of self-organized patterns on aluminum substrates by atmospheric pressure plasma jet for surface engineering applications. Surf. Coat. Technol. 2022, 448, 128919. [Google Scholar] [CrossRef]
- Dinaharan, I.; Albert, T. Effect of reinforcement type on microstructural evolution and wear performance of copper matrix composites via powder metallurgy. Mater. Today Commun. 2023, 34, 105250. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Feng, X.-Q.; Lauke, B.; Mai, Y.-W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos. Part B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Ozcelik, B.; Ozbay, A.; Demirbas, E. Influence of injection parameters and mold materials on mechanical properties of ABS in plastic injection molding. Int. Commun. Heat Mass Transf. 2010, 37, 1359–1365. [Google Scholar] [CrossRef]
- Kinloch, A.J.; Young, R.J. Fracture Behaviour of Polymers; Springer: Dordrecht, The Netherlands, 1995; ISBN 978-94-017-1596-6. [Google Scholar] [CrossRef]
- Braga, N.F.; Passador, F.R.; Saito, E.; Cristovan, F.H. Effect of Graphite Content on The Mechanical Properties of Acrylonitrile-Butadiene-Styrene (ABS). Macromol. Symp. 2019, 383, 1800018. [Google Scholar] [CrossRef]
- Ou, Y.; Yang, F.; Yu, Z.-Z. A new conception on the toughness of nylon 6/silica nanocomposite prepared viain situ polymerization. J. Polym. Sci. Part B Polym. Phys. 1998, 36, 789–795. [Google Scholar] [CrossRef]
- Hu, G.; Cao, Z.; Hopkins, M.; Lyons, J.G.; Brennan-Fournet, M.; Devine, D.M. Nanofillers can be used to enhance the thermal conductivity of commercially available SLA resins. Procedia Manuf. 2019, 38, 1236–1243. [Google Scholar] [CrossRef]
- Venkatesh, C.; Chen, Y.; Cao, Z.; Brennan, S.; Major, I.; Lyons, J.G.; Devine, D.M. Influence of extrusion screw speed on the properties of halloysite nanotube impregnated polylactic acid nanocomposites. J. Polym. Eng. 2021, 41, 499–508. [Google Scholar] [CrossRef]
- Roussi, A.T.; Vouvoudi, E.C.; Achilias, D.S. Pyrolytic degradation kinetics of HIPS, ABS, PC and their blends with PP and PVC. Thermochim. Acta 2020, 690, 178705. [Google Scholar] [CrossRef]
- Kumar, P.; Singh, J.; Kumari, N.; Jurail, S.S.; Verma, D.; Maurya, A.K. Study of mechanical and thermal behavior of alkali modified groundnut shell powder reinforced ABS composites. Polym. Compos. 2022, 43, 4569–4587. [Google Scholar] [CrossRef]
- Yu, T.; Ren, J.; Li, S.; Yuan, H.; Li, Y. Effect of fiber surface-treatments on the properties of poly(lactic acid)/ramie composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 499–505. [Google Scholar] [CrossRef]
- Ervina, J.; Mariatti, M.; Hamdan, S. Mechanical, electrical and thermal properties of multi-walled carbon nanotubes/epoxy composites: Effect of post-processing techniques and filler loading. Polym. Bull. 2017, 74, 2513–2533. [Google Scholar] [CrossRef]
- Greenhalgh, E.S. Failure Analysis and Fractography of Polymer Composites, 1st ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2009; ISBN 9781845692179. [Google Scholar]
- Torrado, A.R.; Shemelya, C.M.; English, J.D.; Lin, Y.; Wicker, R.B.; Roberson, D.A. Characterizing the effect of additives to ABS on the mechanical property anisotropy of specimens fabricated by material extrusion 3D printing. Addit. Manuf. 2015, 6, 16–29. [Google Scholar] [CrossRef]
- Zheng, Y.; Shen, Z.; Cai, C.; Ma, S.; Xing, Y. Influence of nonmetals recycled from waste printed circuit boards on flexural properties and fracture behavior of polypropylene composites. Mater. Des. 2009, 30, 958–963. [Google Scholar] [CrossRef]
- Carballeira, P.; Haupert, F. Toughening effects of titanium dioxide nanoparticles on TiO2/epoxy resin nanocomposites. Polym. Compos. 2009, 31, 1241–1246. [Google Scholar] [CrossRef]
- Beura, S.; Chakraverty, A.P.; Thatoi, D.N.; Mohanty, U.K.; Mohapatra, M. Failure modes in GFRP composites assessed with the aid of SEM fractographs. Mater. Today Proc. 2021, 41, 172–179. [Google Scholar] [CrossRef]
- Torrado Perez, A.R.; Roberson, D.A.; Wicker, R.B. Fracture Surface Analysis of 3D-Printed Tensile Specimens of Novel ABS-Based Materials. J. Fail. Anal. Prev. 2014, 14, 343–353. [Google Scholar] [CrossRef]
- Ryder, M.A.; Lados, D.A.; Iannacchione, G.S.; Peterson, A.M. Fabrication and properties of novel polymer-metal composites using fused deposition modeling. Compos. Sci. Technol. 2018, 158, 43–50. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ABS [wt%] | Al [wt%] | Cu [wt%] | fABS | fmet | |
|---|---|---|---|---|---|
| ABS-30%Al | 70 | 30 | - | 0.855 | 0.145 |
| ABS-60%Al | 40 | 60 | - | 0.627 | 0.373 |
| ABS-30%Cu | 70 | - | 30 | 0.951 | 0.049 |
| ABS-60%Cu | 40 | - | 60 | 0.848 | 0.152 |
| ABS | ABS-30%Al | ABS-60%Al | ABS-30%Cu | ABS-60%Cu | |
|---|---|---|---|---|---|
| Injection Pressure [bar] | 805 | 1050 | 1890 | 900 | 1070 |
| Holding Pressure [bar] | 500 | 500 | 1600 | 500 | 500 |
| Mould Temperature [°C] | 50 ± 5 | 50 ± 5 | 50 ± 5 | 50 ± 5 | 50 ± 5 |
| Cooling Time [s] | 30 | 30 | 45 | 30 | 30 |
| Aluminium | Copper | ||
|---|---|---|---|
| Specific surface area | 2.14 m2·g−1 | 3.41 m2·g−1 | |
| Mean size ± SD | 27.95 ± 9.59 µm | 23.55 ± 9.92 µm | |
| Mode size | 27.88 µm | 21.41 µm | |
| Diameter on 10% | 17.17 µm | 13.34 µm | |
| Diameter on 50% | 26.69 µm | 21.69 µm | |
| Diameter Frequency | Very fine silt (3.5–7.0 µm) | - | 0.49% |
| Fine silt (7.0–14.5 µm) | 6.21% | 19.09% | |
| Medium silt (14.5–28.5 µm) | 62.98% | 63.27% | |
| Coarse silt (28.5–57.0 µm) | 30.16% | 16.46% | |
| Very fine sand (57.0–115.0 µm) | 0.64% | 0.69% |
| ABS | ABS-30%Al | ABS-60%Al | ABS-30%Cu | ABS-60%Cu | |
|---|---|---|---|---|---|
| Young’s Modulus (E) [MPa] | 1885.0 | 2837.5 A | 4784.4 | 2329.4 | 2853.1 A |
| ±18.97 | ±227.84 | ±47.04 | ±16.52 | ±18.52 | |
| Yield Strength (σY) [MPa] | 43.4 | 32.4 | - | - | - |
| ±0.36 | ±0.54 | - | - | - | |
| Strain at Yield (εY) [%] | 3.3 | 2.3 | - | - | - |
| ±0.04 | ±0.07 | - | - | - | |
| Tensile Strength (σmax) [MPa] | 43.4 | 32.4 B | 39.4 C | 33.7 B | 38.1 C |
| ±0.36 | ±0.67 | ±2.36 | ±1.71 | ±1.56 | |
| Stress at Break (σB) [MPa] | 31.9 D | 31.3 D | 39.4 E | 33.7 D | 38.1 E |
| ±3.64 | ±1.08 | ±2.36 | ±1.71 | ±1.56 | |
| Strain at Break (εB) [%] | 5.2 | 2.9 | 1.0 F | 1.6 F | 1.5 F |
| ±1.44 | ±0.58 | ±0.12 | ±0.11 | ±0.09 | |
| Impact Strength (IS) [kJ·m−2] | 13.71 | 2.70 | 2.03 | 3.12 | 4.30 |
| ±0.304 | ±0.090 | ±0.072 | ±0.092 | ±0.081 | |
| Impact Resistance (IR) [kJ·m−1] | 139.33 | 27.40 | 20.67 | 31.72 | 43.68 |
| ±3.088 | ±0.912 | ±0.731 | ±0.931 | ±0.825 | |
| Shore D Hardness | 78.1 | 79.4 | 83.3 G | 83.2 G | 84.1 |
| ±0.78 | ±0.98 | ±1.27 | ±0.66 | ±0.69 |
| ABS | ABS-30%Al | ABS-60%Al | ABS-30%Cu | ABS-60%Cu | |
|---|---|---|---|---|---|
| E′ (30 °C) [MPa] | 2064.5 | 2878.0 | 4444.3 | 2636.3 | 3259.3 |
| ±40.7 | ±190.7 | ±206.6 | ±164.7 | ±153.1 | |
| E′ (90 °C) [MPa] | 1097.8 | 1820.0 | 3201.3 | 1155.7 | 1666.0 |
| ±41.2 | ±49.1 | ±178.1 | ±30.2 | ±42.9 | |
| Tg [°C] | 110.0 | 114.1 | 117.8 | 107.0 | 109.7 |
| ±0.61 | ±1.50 | ±1.82 | ±0.21 | ±0.52 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moritz, V.F.; Prévost, H.; Crespo, J.S.; Ferreira, C.A.; Devine, D.M. Rheological Behaviour of ABS/Metal Composites with Improved Thermal Conductivity for Additive Manufacturing. Designs 2023, 7, 133. https://doi.org/10.3390/designs7060133
Moritz VF, Prévost H, Crespo JS, Ferreira CA, Devine DM. Rheological Behaviour of ABS/Metal Composites with Improved Thermal Conductivity for Additive Manufacturing. Designs. 2023; 7(6):133. https://doi.org/10.3390/designs7060133
Chicago/Turabian StyleMoritz, Vicente F., Harald Prévost, Janaína S. Crespo, Carlos A. Ferreira, and Declan M. Devine. 2023. "Rheological Behaviour of ABS/Metal Composites with Improved Thermal Conductivity for Additive Manufacturing" Designs 7, no. 6: 133. https://doi.org/10.3390/designs7060133
APA StyleMoritz, V. F., Prévost, H., Crespo, J. S., Ferreira, C. A., & Devine, D. M. (2023). Rheological Behaviour of ABS/Metal Composites with Improved Thermal Conductivity for Additive Manufacturing. Designs, 7(6), 133. https://doi.org/10.3390/designs7060133