

Enhancement of Fatigue Life of Polylactic Acid Components through Post-Printing Heat Treatment

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
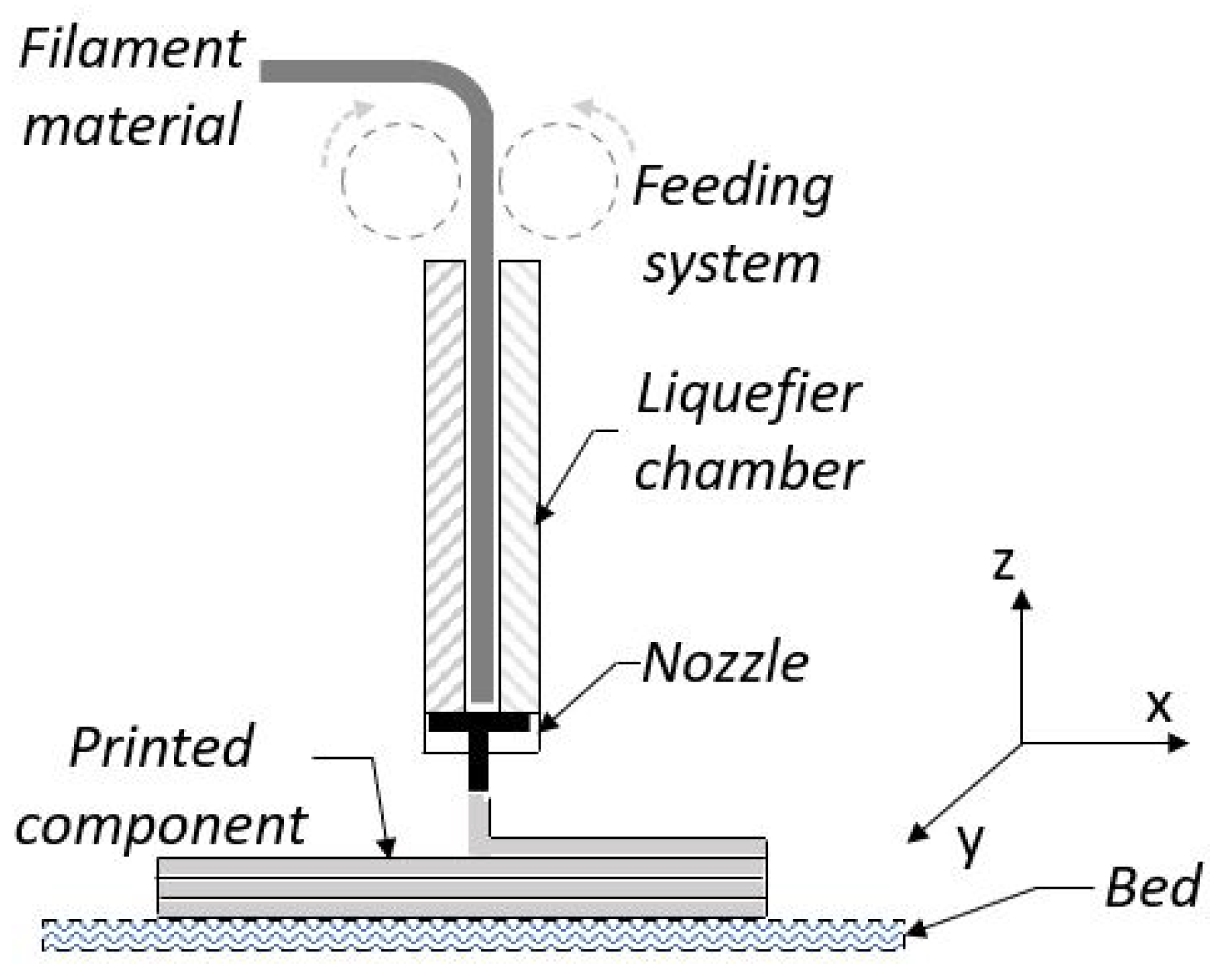
2.1. Additive Manufacturing
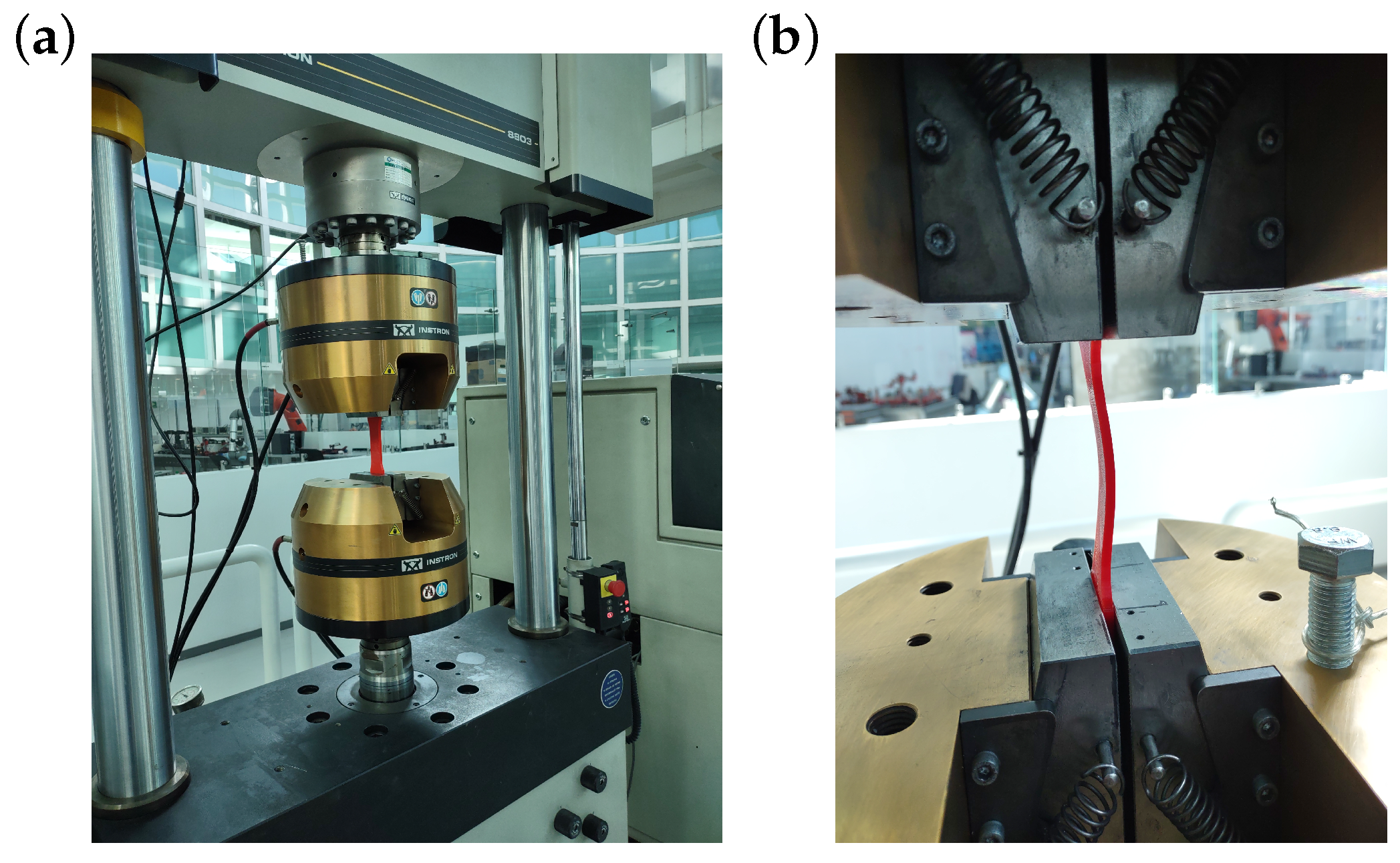
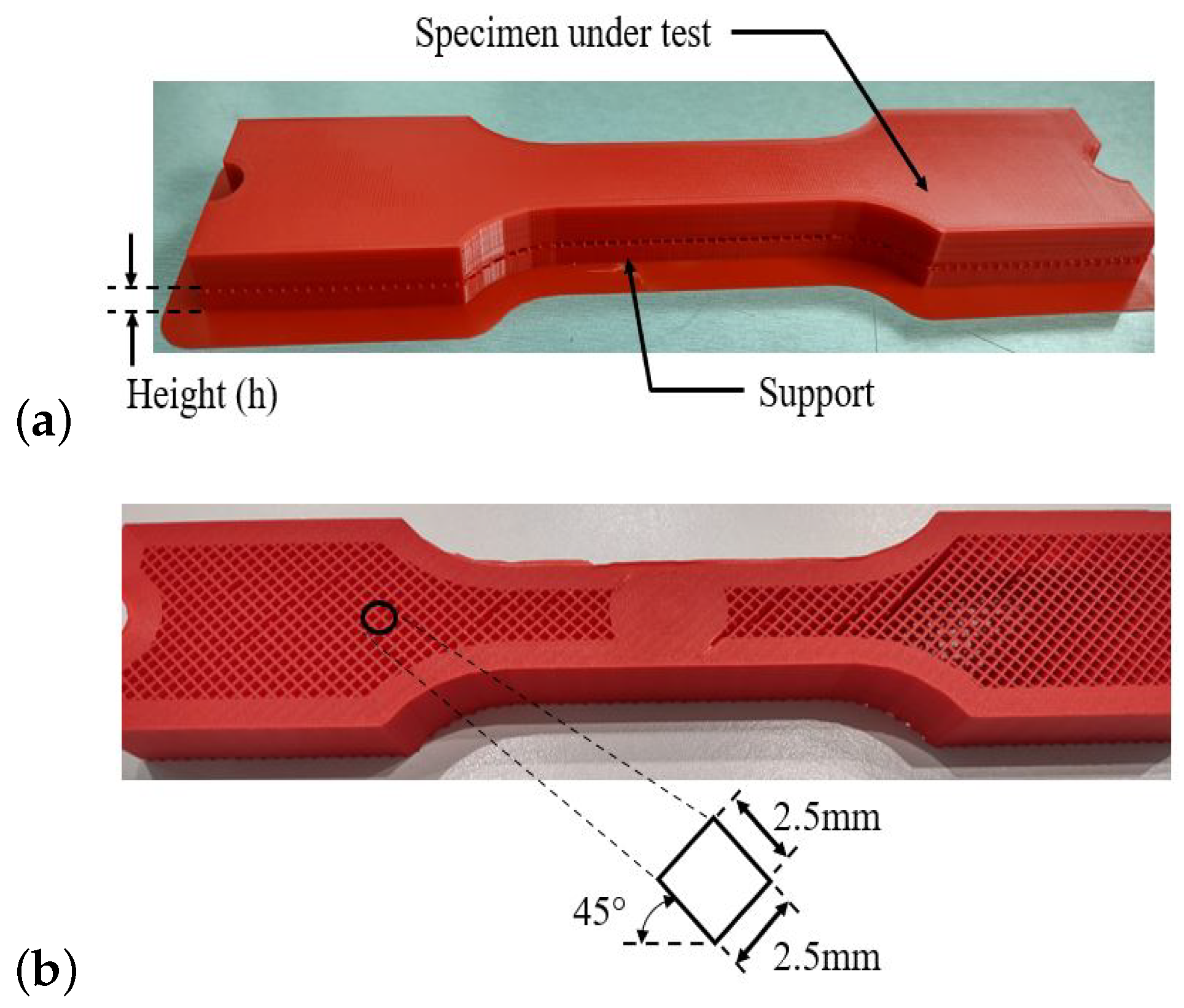
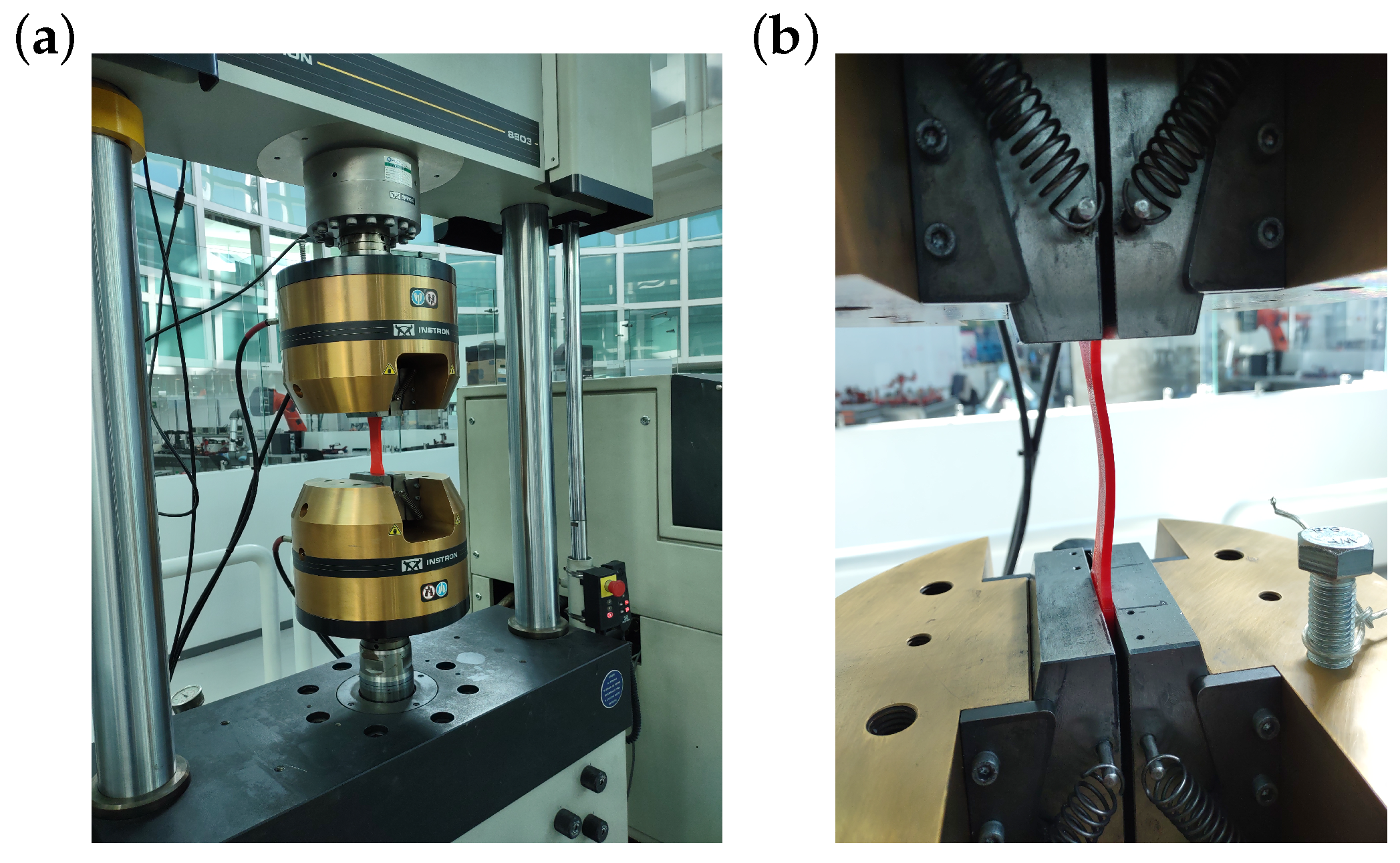
2.2. Mechanical Fatigue
3. Results and Discussion
4. Conclusions
- The hardness of a component can be improved by thermal treatment. However, obtaining a direct relationship to estimate the fatigue life only from the hardness itself was impossible. Defining the oven time as a function of the printing time is necessary. The best performance was achieved using the same printing time; this generated an improvement not only on the surface but across all the components. A shorter time does not allow for the generation of a homogeneous structure.
- The position of the printed part in the furnace for treatment also affects the mechanical properties of the printed part. This effect originates from the difference in hardness achieved by printing the hardest side (the one that is in contact with the bed) at the exact moment that the printing side is placed in the furnace.
- Normalization is the only treatment that positively affects PLA. The best bed temperature for heat treatment is +5 °C/0 °C.
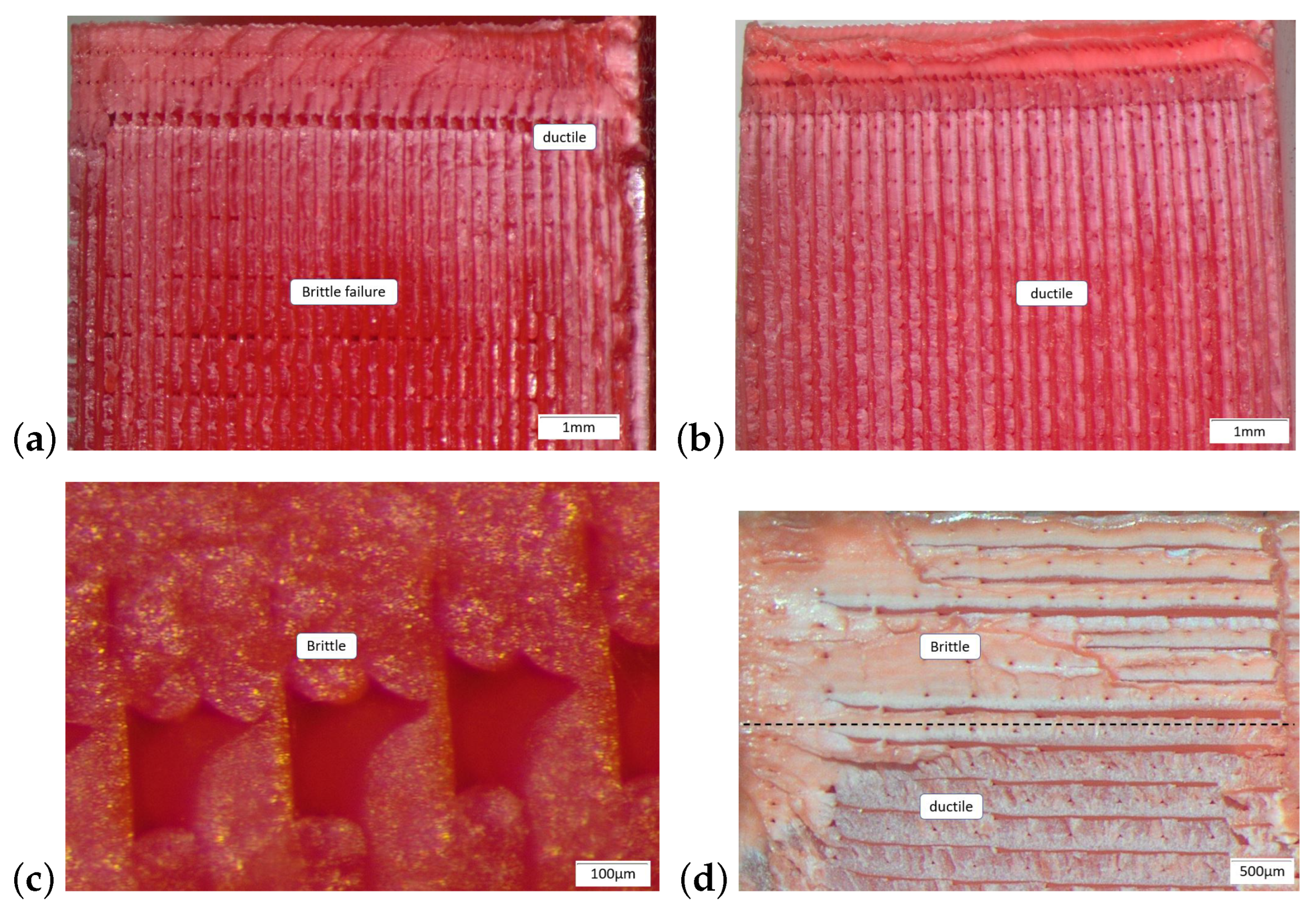
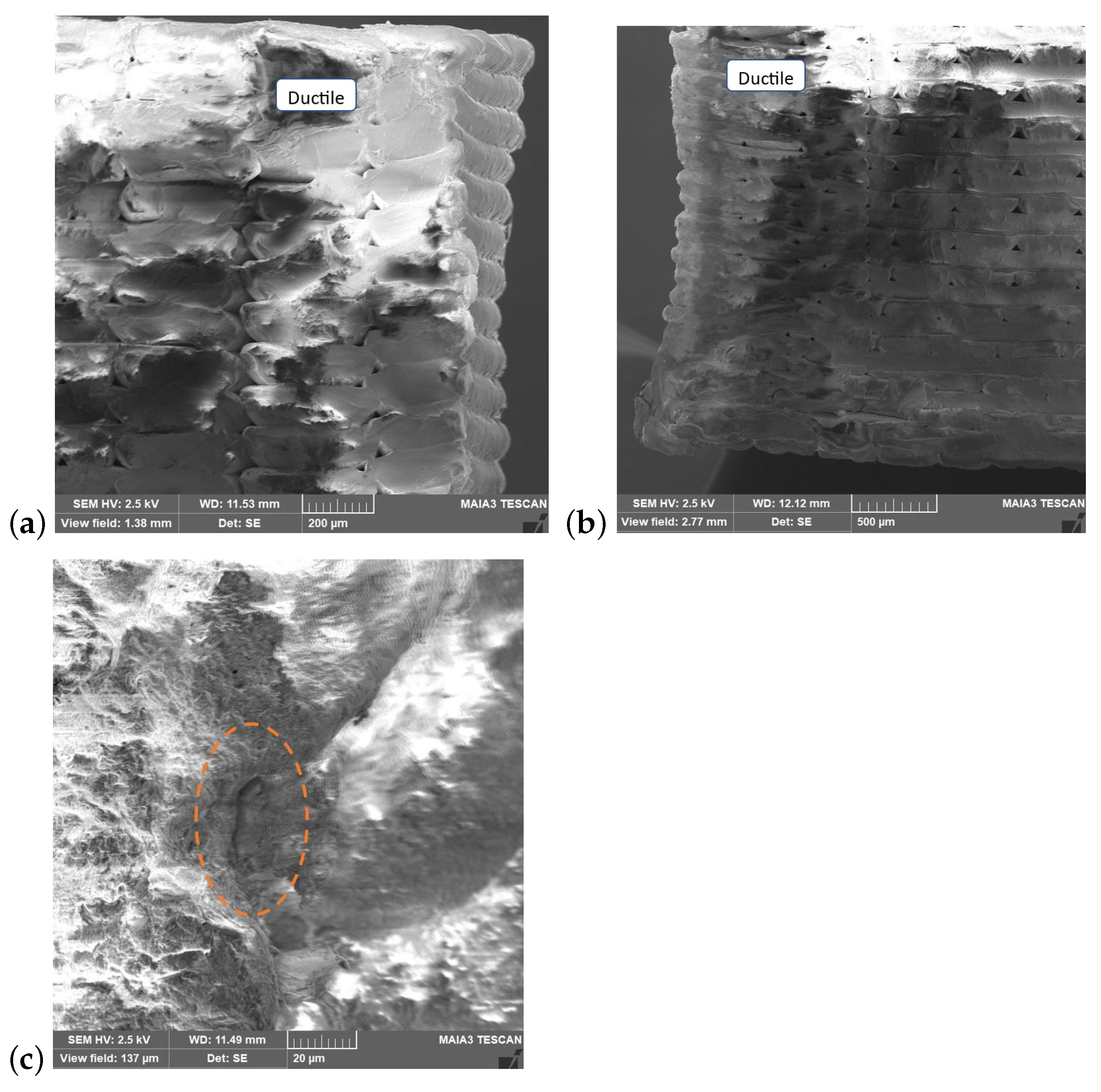
- The minimum heat treatment time is the printing time. Therefore, short treatment times generate non-homogeneous structures, producing brittle behavior.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cox, J.R.; Kipling, I.; Gibbons, G.J. Ensuring supply chain integrity for material extrusion 3D printed polymer parts. Addit. Manuf. 2023, 62, 103403. [Google Scholar] [CrossRef]
- Lampron, O.; Lingua, A.; Therriault, D.; Lévesque, M. Characterization of the non-isotropic tensile and fracture behavior of unidirectional polylactic acid parts manufactured by material extrusion. Addit. Manuf. 2023, 61, 103369. [Google Scholar] [CrossRef]
- Palmieri, M.; Zucca, G.; Morettini, G.; Landi, L.; Cianetti, F. Vibration Fatigue of FDM 3D Printed Structures: The Use of Frequency Domain Approach. Materials 2022, 15, 854. [Google Scholar] [CrossRef] [PubMed]
- Travieso-Rodriguez, J.A.; Jerez-Mesa, R.; Llumà, J.; Traver-Ramos, O.; Gomez-Gras, G.; Roa Rovira, J.J. Mechanical Properties of 3D-Printing Polylactic Acid Parts subjected to Bending Stress and Fatigue Testing. Materials 2019, 12, 3859. [Google Scholar] [CrossRef]
- Shbanah, M.; Jordanov, M.; Nyikes, Z.; Tóth, L.; Kovács, T.A. The Effect of Heat Treatment on a 3D-Printed PLA Polymer’r Mechanical Properties. Polymers 2023, 15, 1587. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Amza, C.G.; Zapciu, A.; Constantin, G.; Baciu, F.; Vasile, M.I. Enhancing Mechanical Properties of Polymer 3D Printed Parts. Polymers 2021, 13, 562. [Google Scholar] [CrossRef]
- Santosh, S.; Nithyanandh, G.; Ashwath, J.; Kishore, K.L. Comparison of internal friction measurements on Ni-Ti reinforced smart composites prepared by additive manufacturing. J. Alloys Compd. 2022, 924, 166027. [Google Scholar] [CrossRef]
- Diniță, A.; Neacșa, A.; Portoacă, A.I.; Tănase, M.; Ilinca, C.N.; Ramadan, I.N. Additive Manufacturing Post-Processing Treatments, a Review with Emphasis on Mechanical Characteristics. Materials 2023, 16, 4610. [Google Scholar] [CrossRef] [PubMed]
- Somireddy, M.; Czekanski, A.; Singh, C.V. Development of constitutive material model of 3D printed structure via FDM. Mater. Today Commun. 2018, 15, 143–152. [Google Scholar] [CrossRef]
- Lim, L.T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Jayanth, N.; Jaswanthraj, K.; Sandeep, S.; Mallaya, N.H.; Siddharth, S.R. Effect of heat treatment on mechanical properties of 3D printed PLA. J. Mech. Behav. Biomed. Mater. 2021, 123, 104764. [Google Scholar] [CrossRef]
- Bakar, A.A.B.A.; Zainuddin, M.Z.B.; Adam, A.N.B.; Noor, I.S.B.M.; Tamchek, N.B.; Alauddin, M.S.B.; Ghazali, M.I.B.M. The study of mechanical properties of poly(lactic) acid PLA-based 3D printed filament under temperature and environmental conditions. Mater. Today Proc. 2022, 67, 652–658. [Google Scholar] [CrossRef]
- Guduru, K.; Srinivasu, G. Effect of post treatment on tensile properties of carbon reinforced PLA composite by 3D printing. Mater. Today Proc. 2020, 33, 5403–5407. [Google Scholar] [CrossRef]
- Vorkapić, M.; Mladenović, I.; Ivanov, T.; Kovačević, A.; Hasan, M.S.; Simonović, A.; Trajković, I. Enhancing mechanical properties of 3D printed thermoplastic polymers by annealing in moulds. Adv. Mech. Eng. 2022, 14, 16878132221120737. [Google Scholar] [CrossRef]
- Yi, S.; Oh, N.; Min, K.E.; Shin, J.S.; Kim, C. Thermo-Viscoelastic Characterization of 3D Printing Polymers. Appl. Sci. 2023, 13, 2876. [Google Scholar] [CrossRef]
- Jimenez-Martinez, M.; Varela-Soriano, J.; Carreón, J.J.R.; Torres-Cedillo, S.G. Mechanical fatigue of PLA in additive manufacturing. Eng. Fail. Anal. 2023, 149, 107273. [Google Scholar] [CrossRef]
- Nazir, A.; Gokcekaya, O.; Md Masum Billah, K.; Ertugrul, O.; Jiang, J.; Sun, J.; Hussain, S. Multi-material additive manufacturing: A systematic review of design, properties, applications, challenges, and 3D printing of materials and cellular metamaterials. Mater. Des. 2023, 226, 111661. [Google Scholar] [CrossRef]
- ASTM. D7791. Uniaxial Fatigue Testing of Plastics. 2012, pp. 1–5. Available online: https://step-lab.com/astm/astm-d7791/ (accessed on 1 October 2023).
- Domingo-Espin, M.; Travieso-Rodriguez, J.A.; Jerez-Mesa, R.; Lluma-Fuentes, J. Fatigue Performance of ABS Specimens Obtained by Fused Filament Fabrication. Materials 2018, 11, 2521. [Google Scholar] [CrossRef]
- E384-17-03-01; Standard Test Method for Microindentation Hardness of Materials. ASTM: West Conshohocken, PA, USA, 2017; pp. 1–40.
- Arash Afshar, D.M. Enhancing durability of 3D printed polymer structures by metallization. J. Mater. Sci. Technol. 2020, 53, 185–191. [Google Scholar] [CrossRef]
- Mayén, J.; Del Carmen Gallegos-Melgar, A.; Pereyra, I.; Poblano-Salas, C.A.; Hernández-Hernández, M.; Betancourt-Cantera, J.; Mercado-Lemus, V.; Del Angel Monroy, M. Descriptive and inferential study of hardness, fatigue life, and crack propagation on PLA 3D-printed parts. Mater. Today Commun. 2022, 32, 103948. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cycles | log |
|---|---|
| 22,518 | 4.3525 |
| 52,307 | 4.7185 |
| 35,887 | 4.5549 |
| 43,494 | 4.6384 |
| 26,652 | 4.4257 |
| 36,172 | |
| 0.1499 |
| Support Height (mm) | Cycles | Hardness HV |
|---|---|---|
| 1 | 20,791 | 14 |
| 5 | 18,141 | 14 |
| 10 | 16,950 | 12 |
| 15 | 17,080 | 13 |
| 20 | 16,908 | 12 |
| 17,974 | ||
| 0.03824 |
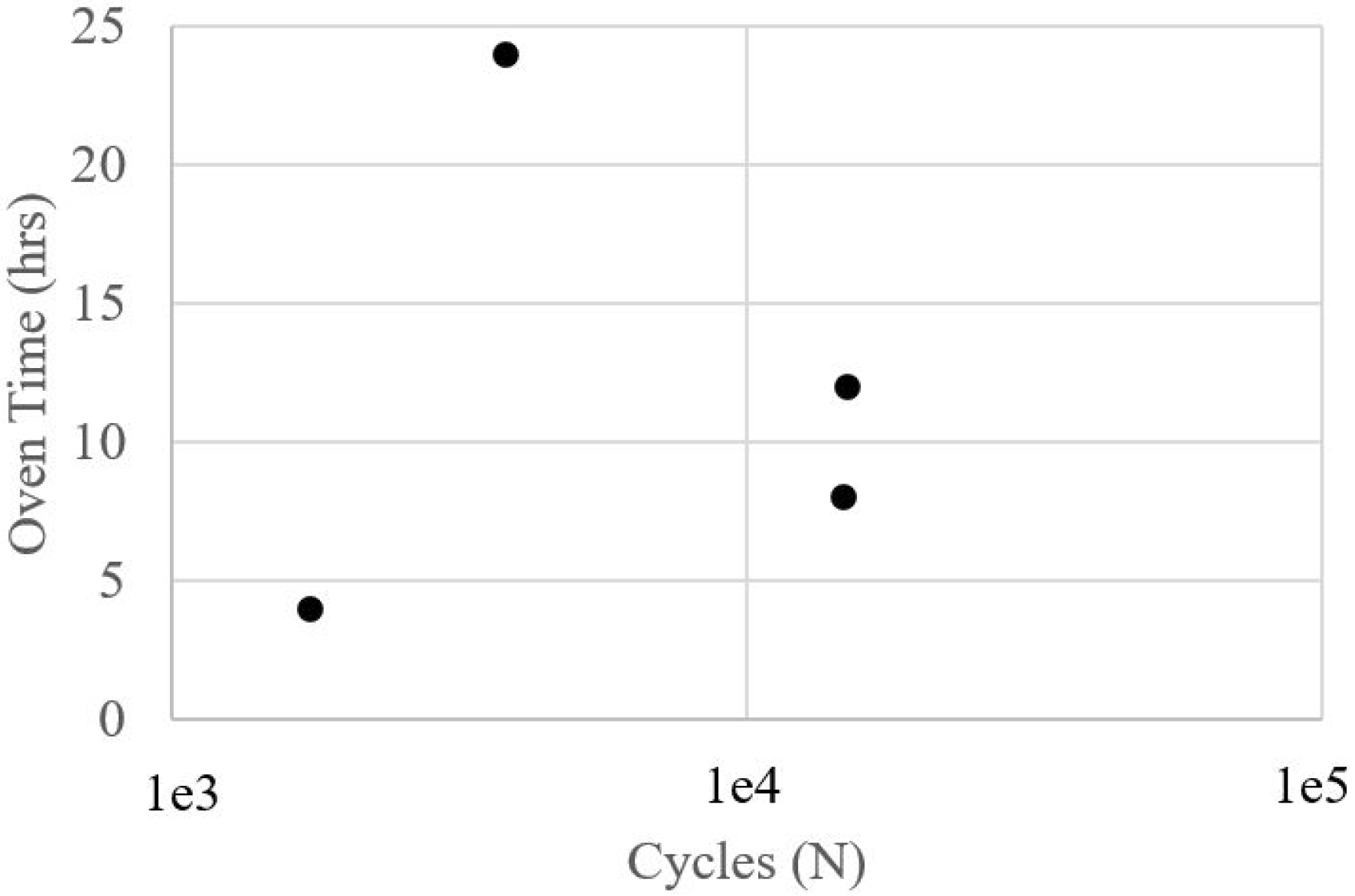
| Temperature °C | Fatigue Life Cycles |
|---|---|
| 60 | 6211 |
| 60 | 14,956 |
| 80 | 3208 |
| 80 | 14,142 |
| 120 | 7742 |
| 120 | 13,840 |
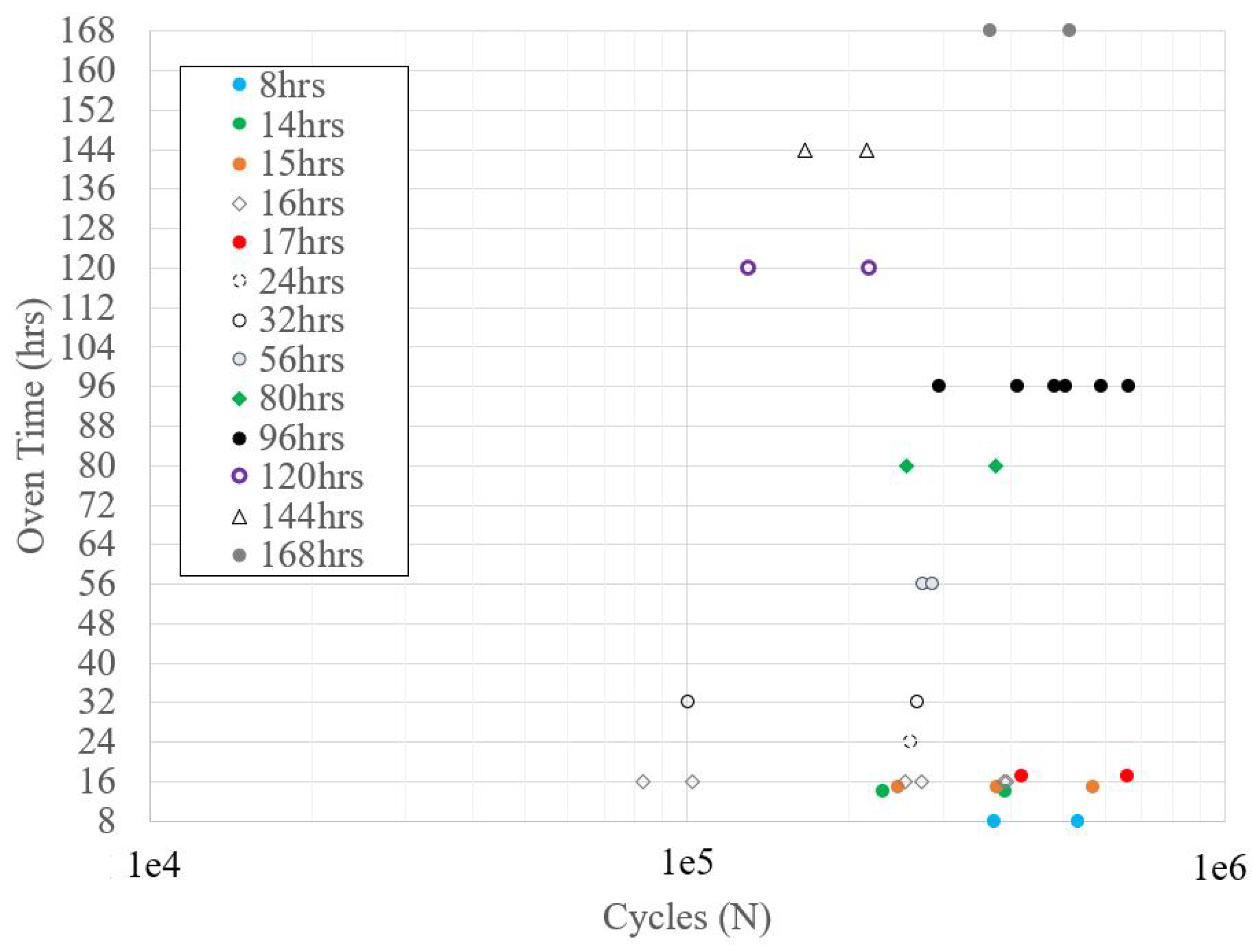
| Oven Time (Hours) | Hardness (HV) | ||
|---|---|---|---|
| 8 | 45,272 | 0.10983 | 19 |
| 14 | 31,151 | 0.16085 | 18 |
| 15 | 47,290 | 0.12726 | 17 |
| 16 | 24,868 | 0.29187 | 18 |
| 17 | 54,023 | 0.13881 | 19 |
| 18 | 19,430 | 0.25816 | 18 |
| 24 | 26,085 | NA | 20 |
| 32 | 18,467 | 0.30229 | 19 |
| 56 | 28,071 | 0.01189 | 17 |
| 80 | 31,543 | 0.11767 | 18 |
| 96 | 46,351 | 0.1619 | 18 |
| 120 | 17,449 | 0.15981 | 19 |
| 144 | 19,025 | 0.08140 | 19 |
| 168 | 43,972 | 0.10434 | 18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jimenez-Martinez, M.; Varela-Soriano, J.; Carrera-Espinoza, R.; Torres-Cedillo, S.G.; Cortés-Pérez, J. Enhancement of Fatigue Life of Polylactic Acid Components through Post-Printing Heat Treatment. Designs 2024, 8, 7. https://doi.org/10.3390/designs8010007
Jimenez-Martinez M, Varela-Soriano J, Carrera-Espinoza R, Torres-Cedillo SG, Cortés-Pérez J. Enhancement of Fatigue Life of Polylactic Acid Components through Post-Printing Heat Treatment. Designs. 2024; 8(1):7. https://doi.org/10.3390/designs8010007
Chicago/Turabian StyleJimenez-Martinez, Moises, Julio Varela-Soriano, Rafael Carrera-Espinoza, Sergio G. Torres-Cedillo, and Jacinto Cortés-Pérez. 2024. "Enhancement of Fatigue Life of Polylactic Acid Components through Post-Printing Heat Treatment" Designs 8, no. 1: 7. https://doi.org/10.3390/designs8010007
APA StyleJimenez-Martinez, M., Varela-Soriano, J., Carrera-Espinoza, R., Torres-Cedillo, S. G., & Cortés-Pérez, J. (2024). Enhancement of Fatigue Life of Polylactic Acid Components through Post-Printing Heat Treatment. Designs, 8(1), 7. https://doi.org/10.3390/designs8010007