1. Introduction
Hygiene is a significant element in the food production chain, i.e., the outcoming produce has to be within microbial specifications given by a national or international legislator [
1,
2]. Behind that background, poor hygienic production environments and inadequate sanitation will result in healthcare-associated infections and foodborne diseases, as well as high production losses of food [
3,
4]. Specifically, foods, such as fish, seafood, or fresh-cut salad, embrace a group of produce, which is sensitive in handling and vulnerable for microbial infections in the whole value chain [
5]. With the wide variety of potential human pathogens, solely the human pathogen
Listeria monocytogenes will be generically addressed in that introduction. For instance, isolates of
Listeria monocytogenes, which were originally verifiable, harbored on cold-smoked fish, were found in patients diseased from a serious outbreak of listeriosis in Sweden in 1994. As pointed out in an interview, all of them ate cold rainbow trout or salmon. Primarily, the
L. monocytogenes strains were found at the plant of a single producer. They were isolated from rainbow trout residues, which were found in the packing machine [
6]. Throughout Europe, 94,625 confirmed salmonellosis cases appeared, which is a notification rate of 21.2 cases per 100,000 population. For Salmonella, the pathogen was most frequently detected in poultry meat, such as broiler meat or turkey meat [
7]. Behind that background, cross-contaminations between the produce or its primary products and various food-processing plants, such as dicing machines, and vice versa frequently appear and are a main source of food-borne illnesses [
8,
9,
10]. Therefore, the inactivation of human and animal pathogens in between the value chain is of great interest for producers and consumers. Most common is a post-production cleaning step in the production environment with sanitizers, such as foams or liquids, applied by a cleaner, which varies in its design [
11,
12,
13]. Adversely, widespread use of disinfectants may create selective pressure for the development of resistance mechanisms by mutation or acquisition of genetic material, such as plasmids or transposons [
14,
15]. Here, the proton motive force-driven multi-drug efflux pump is one well-studied adaption mechanism, conferring resistance to a diverse range of chemicals [
16]. Although disinfectants (i.e., chemicals with a lethal activity against microorganisms) are used to sanitize the production environments, microorganisms not only withstand cleaning and disinfection [
14]. However, once bacteria are attached or internalized, no effective method exists to remove or destroy the contamination [
17,
18,
19]. Because no particular characteristics of
L. monocytogenes have been robustly linked to persistence, characteristics in the environment are likely to be a more critical determinant of persistence, a conclusion also reached by Carepentier and Cerf [
20]. In crevices and corners, outlasting microorganisms bear the potential for a serious and continuous source of contamination, which is usually forced by a hygienic design in food-processing plants. Nevertheless, due to process-related inaccuracies and conditions during plant manufacturing, corners, holes, edges, and gaps could frequently appear, even for plants that provide a high-quality hygienic design. The usually used sanitizers put a disadvantage on the cleaning process because of their missing grove penetration properties, which additionally supports a microorganism growth in difficult-to-access cavities. Behind that background, sanitation methods, including a plasma-processed air (PPA) decontamination step, seem to be advantageous. Due to the gaseous state of PPA, it has the property to access hard-to-reach cavities. A vast number of patents [
21] and publications [
22,
23,
24,
25,
26,
27], focusing on indirect plasma treatments, mirror the relevance of the method as a sanitation concept for produce and surfaces.
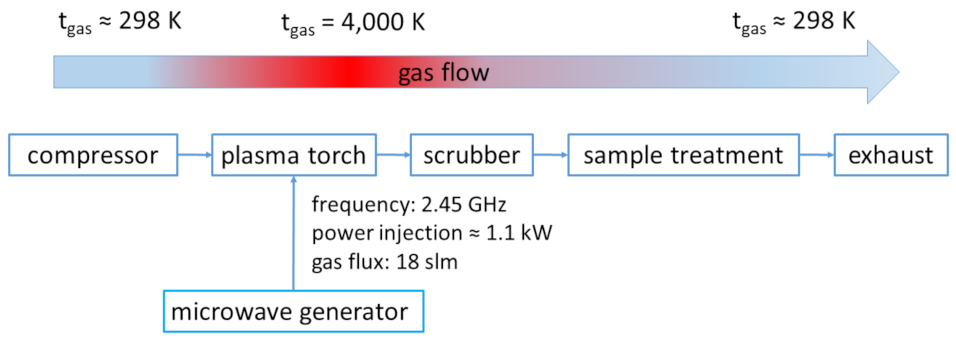
The present paper suggests an indirect microwave plasma-based sanitation method, which applies an indirect treatment via PPA. The PPA is made from ambient air that was carried over a plasma torch. Subsequently, the heat dissipates until the PPA is carried to a treatment chamber. In addition to the application as a tool for decontamination of produce, a PPA-sanitation step offers the possibility for in-process surface decontamination, i.e., a decontamination of produce and surfaces in the food-processing plants at the same time. This step cannot replace a conventional cleaning step but reduces microorganism growth and, thus, supports food safety.
4. Discussion
How did PPA decontamination occur? The property of PPA for decontamination lies in the production of RNS, which was proved in several studies [
22,
23,
27,
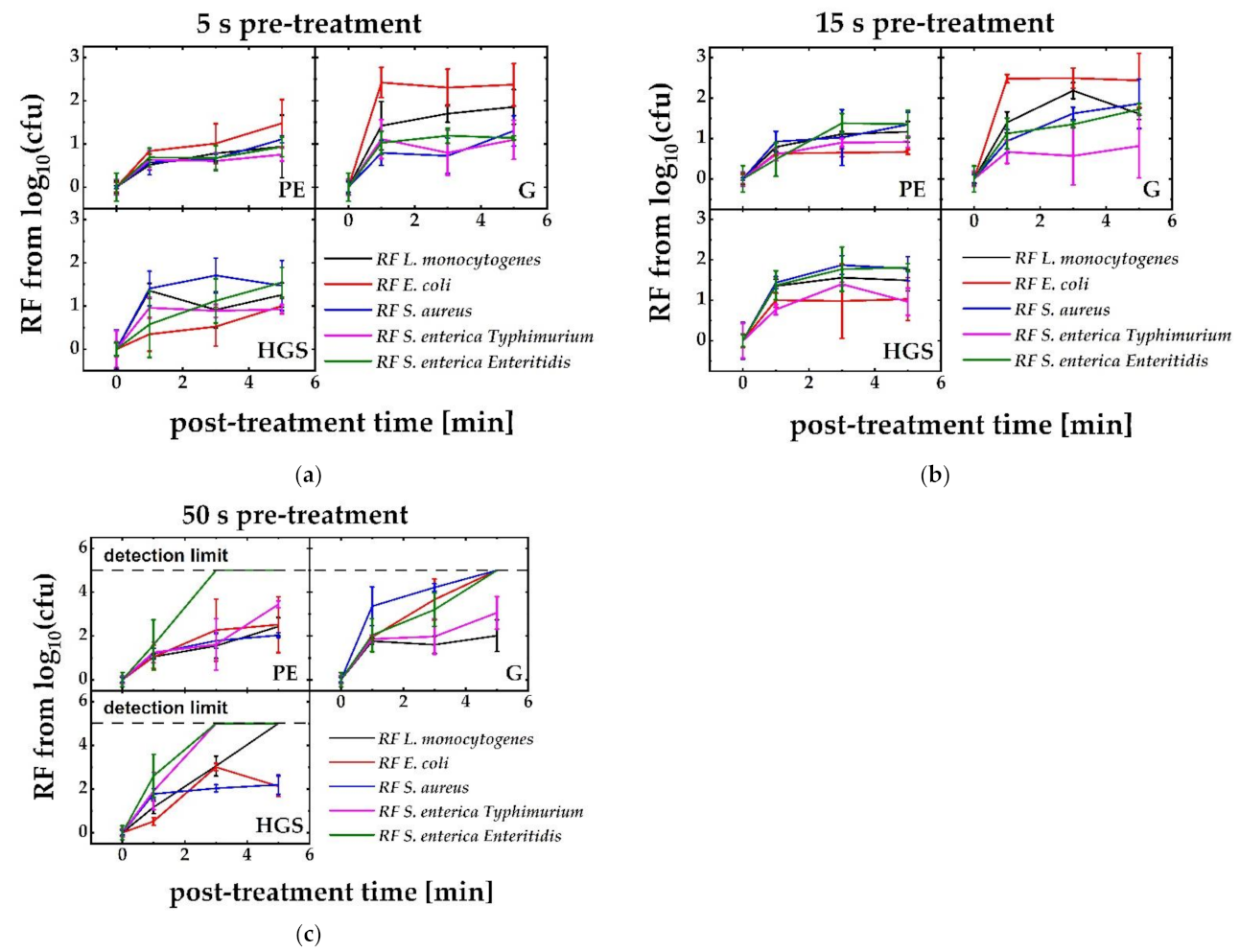
32]. When the bacteria, which are being used in the experiments, undergo an overtreatment in regimes with very potent PPA, the RFs fall below a detection limit. This behavior was found on every surface material for distinct microorganisms. Specifically, Enteritidis reacts in a similar manner to an overtreatment and falls below the detection limit on all materials. However, maximum RFs that are generally obtained in the experiments lie around four log
10 steps. In comparison, other authors describe higher RF, up to 5.5 log
10 steps [
19], with the very same setup for
P. fluorescence, 6.5 log
10 steps on more complex surfaces, such as eggshells [
33], with a resistive barrier discharge, or 6–9 log
10 steps for
S. aureus, with a cascaded dielectric barrier discharge on PET foils [
28]. At first glance, the presented method of an indirect plasma-treatment seemed to be less effective than other plasma-based methods for a surface decontamination. We simply did not reach the RFs as described in the literature. However, it has to be mentioned that the other processes need treatment times of up to 60 min [
33] or prefer a direct treatment that uses plasma ignition directly on the surface [
28,
34]. These methods are time consuming and, thus, not applicable in a commercial value chain or highly impartible for sensitive materials, such as food. Moreover, technically, plasma sources described in the literature are frequently run by inert gases or a mixture of gases, such as O
2 or H
2 [
35]. On the contrary, PPA just needs compressed ambient air for its production, which additionally lowers the costs. Thus, the usage of indirect plasma methods for the sanitation is under active research, because it allows a fast and safe sterilization of different materials from glass over polymers to human tissue [
24,
36,
37]. Of course, Schnabel et al. [
38] used the same setup as we did, but since every single experiment is somehow unique in terms of repairs or maintenance of the plasma source and preferences in handling by the users, variation in a log
10 step is reasonable. Additionally, the initial, on-growing concentration of microorganisms, directly on the surface, could be different in the experiments among the discussed publications.
The kinetics of an antimicrobial inactivation of different microorganisms on various surface materials appear very different. At a first, microbiologic appearance, it can be addressed to the cell wall structure of the cell, i.e., is the bacteria Gram-negative or Gram-positive? In the presented experiments,
S. aureus and
L. monocytogenes are Gram-positive bacteria, whereas the two Salmonellas and
E. coli are Gram-negative. Because of hydrolysis in the cell wall, Gram-negative bacteria are more sensitive against acidification of their surrounding media, which is obvious in the experiments as Enteritidis seems to be very sensitive to PPA treatment. The RFs of the Gram-negative bacteria Enteritidis reliably run below the detection limit for intense treatment regimes. Only a treatment with less potent PPA (a PT of 5 s and 15 s) revealed higher RFs for the Gram-positive
S. aureus than for any other Gram-negative bacteria. Because the graphs of the inactivation kinetics running in parallel and the RF for
S. aureus frequently lie in the error tolerance of Enteritidis, these findings likely appear to be negligible. Due to a minor response to a PPA treatment of Gram-staining distinguishable bacteria, the composition of the cell wall seemed not to have a dominant role in our presented experiments. For all overtreatments, every single set of experiments only showed RFs below the detection limit for a maximum three microorganisms. For instance, the RFs of
S. aureus,
E. coli, and Enteritidis fall below the detection limit when G surfaces undergo PPA treatment. That is, the RFs of two Gram-negative and one Gram-positive species lie below the detection limit after a POT of 5 min. Since we have only a group of three bacteria, one cannot assume an effect of Gram-distinguishable bacteria. Thus, coincidence is within the realms of possibility. Nevertheless, Schnabel et al. [
29] described Gram-negative pathogens as being more sensitive to PPA treatments, a finding that we can support, at least for the PPA-sensitive species Enteritidis. The author addresses this effect to a higher susceptibility against acidic surroundings that destabilize the membrane [
19,
39]. Schnabel et al. assigned the effect to the diffusion properties in the bacterial cell of the major gas components NO and NO
2. Minor components, such as CO
2, H
2O, and HNO
2, may play a subsidiary role [
40].
However, a detailed representation of the steps leading to an inactivation of the bacteria is still under research. Resistances against nitric oxides are unknown up to date, which might because intracellular nitric oxides are signaling and defense molecules [
41,
42,
43]. Various authors [
41,
44,
45] highlighted enterobacterial flavohaemoglobin (Hmp) for NO detoxification. Evidentially, Hmp holds a central role when nitrosative stress overcomes a bacterium [
41]. The ambiguous effectivity of nitric oxides and their energetically excited species (which also embraces RNS) may lower the bacteria’s ability to develop highly effective defense strategies, which is the case for oxidative stress [
46,
47]. Notably, prokaryotes and eukaryotes both possess specific forms of the enzyme superoxide dismutase (SOD), which is occasionally lacking in a few anaerobe forms [
48]. The SOD catalyzes the dismutation of superoxide radicals, which might seriously damage the cell [
49,
50]. Behind that background, a treatment with RNS may be favorable. This advantage becomes more substantial, since reactive oxygen species are consumed by organic contaminations, which are logically present during food processing. Another notable aspect behind the discussed background is a possible viable but non-culturable state (VBNC state) in many bacteria, which is supposed to be a surviving strategy that is comparable to the sporulation or dormancy of other bacteria [
51,
52]. Under these circumstances, bacteria do not proliferate on or in nutrient media and, thus, are not detectable via ordinary proliferation assays. Moreover, the metabolic activity widely remains unchanged [
53,
54]; solely the synthesis of several macromolecules and the cell breath are affected [
55] and the cells retain their virulence, which means other tests than proliferation assays are desirable to determine RFs. The microorganisms, which are used in the experiments, show such a behavior. VBNC states are known for
L. monocytogenes [
56,
57], Salmonella [
58,
59],
S. aureus [
60], and
E. coli [
61,
62]. Specifically, a low pH value tends into the focus for a trigger for a VBNC state [
63,
64].
The obtained inactivation kinetics were not proportional to time, which indicates a multi-phase kinetic, a phenomenon that is also described by others [
65]. Frequently, experiments reveal a high RF after a short POT (approx. 1 min), which stays constant over the residual treatment time. This behavior is called tailing [
66]. On the technical specimens, the graphs show only tailing in the case of
E. coli, i.e., a maximum inactivation rate for
E. coli was reached after one minute POT and a PT of 15 s. For RFs running in a global tailing, Schnabel et al. [
19] suggested a rough surface that supports a strong linkage to the surface that negatively influences the recovery process and the detection in the used proliferation assay; this is an explanation that cannot be suitable for the presented data. In our experiments, tailing behavior was rather related to a pre-treatment time than to a specific material. Additionally, a general behavior of
E. coli, which is independent from the substrate and the treatment, cannot be subjected in the case of the presented study. This may be in correlation with the limited penetration depth of plasma of a few nanometers. Therefore, stacked bacteria or surface layers may gradually slow down the inactivation process [
29], which is, again, an effect that is independent from the surface material. Gusbeth et al. [
67] described the deviation from the first-order kinetics by a different sensitivity of pelagic bacteria, spores, and bacteria hosted in biofilms. This explanation is still possible, because a 15 s pre-treatment can be strong enough to harm microorganisms in the suggested way and gently enough not to cover the effect by an overtreatment. However, the effect was not directly addressable via the conducted experiments.
Since no strict dependency from the surface material was observed, no surface variations, such as roughness or surface potential, seem to be meaningful for bacterial colonization. The colonization of surface embraces various steps, such as protein deposition on the surface, cell attachment or the ability of the cell to build a biofilm [
68,
69,
70,
71]. Behind that background, our findings support the thesis that the colonization and the resilience against PPA treatments are predominantly governed by the bacterial properties that vary from strain to strain but, abundantly, also from cell to cell or from their contemporary life cycle, which gives the kinetic graphs huge variations and might explain the observed inconsistency.
How do we see an “in-process” sanitation step? It is simply a cleaning step, which can be conducted between two processing steps or during the process itself. As the processing of food needs secure sanitation steps in terms of a reduction in microbial load, a conventional method for sanitation is the use of a sanitizer after the production when the plants stop running. Thereby, the frequency of a sanitation step depends on the produce. For instance, dryer produce normally does not frequently need a cleaning procedure. Ordinarily, dry produce, with a few exceptions, such as wheat grain [
72], is not that susceptible to contamination, such as humid produces, which offers a good substrate for microbial growth. Especially in meat and fish processing, a spreading of microorganisms appears more likely due to deficient sanitation. As a result, frequent cleaning steps are necessary to guarantee safe produce, which fulfill microbial specifications and prevent foodborne illnesses for consumers. Behind that background, an in-process cleaning step, which inhibits the growth of microorganisms during the process, would be desirable, since continuous production will lower the costs of produce. Such a process will save resources in terms of time, materials, such as sanitizers or basic materials, and work force. PPA appears to be highly suitable for an in-process sanitation step. Generally, plasma-based surface sanitation is well described for medical devices [
73], in high-vacuum environments [
74] and in food processing [
24], as a vast number of patents [
75] and publications [
36,
40,
76,
77] proves. Schnabel et al. [
29,
40] and Fröhling et al. [
78] described indirect plasma-based sanitation methods, which also embrace PPA treatment. These methods are particularly suitable for the treatment of foods. PPA has accessibility to caves, holes, and cavities, which cannot be eliminated by a hygienic design. Additionally, PPA is easy to produce by a plasma source, which is addable to any enclosed food-processing plant. The cleaning step itself can be conducted between the processes without any interventions by an operator. Thus, such a cleaning step is highly suitable for automated processes.


 ,
, 


{kind=link}
{kind=link}