
Comparative Life Cycle Assessment of Different Portland Cement Types in South Africa



Abstract
1. Introduction
2. Literature Review
3. Materials and Methods
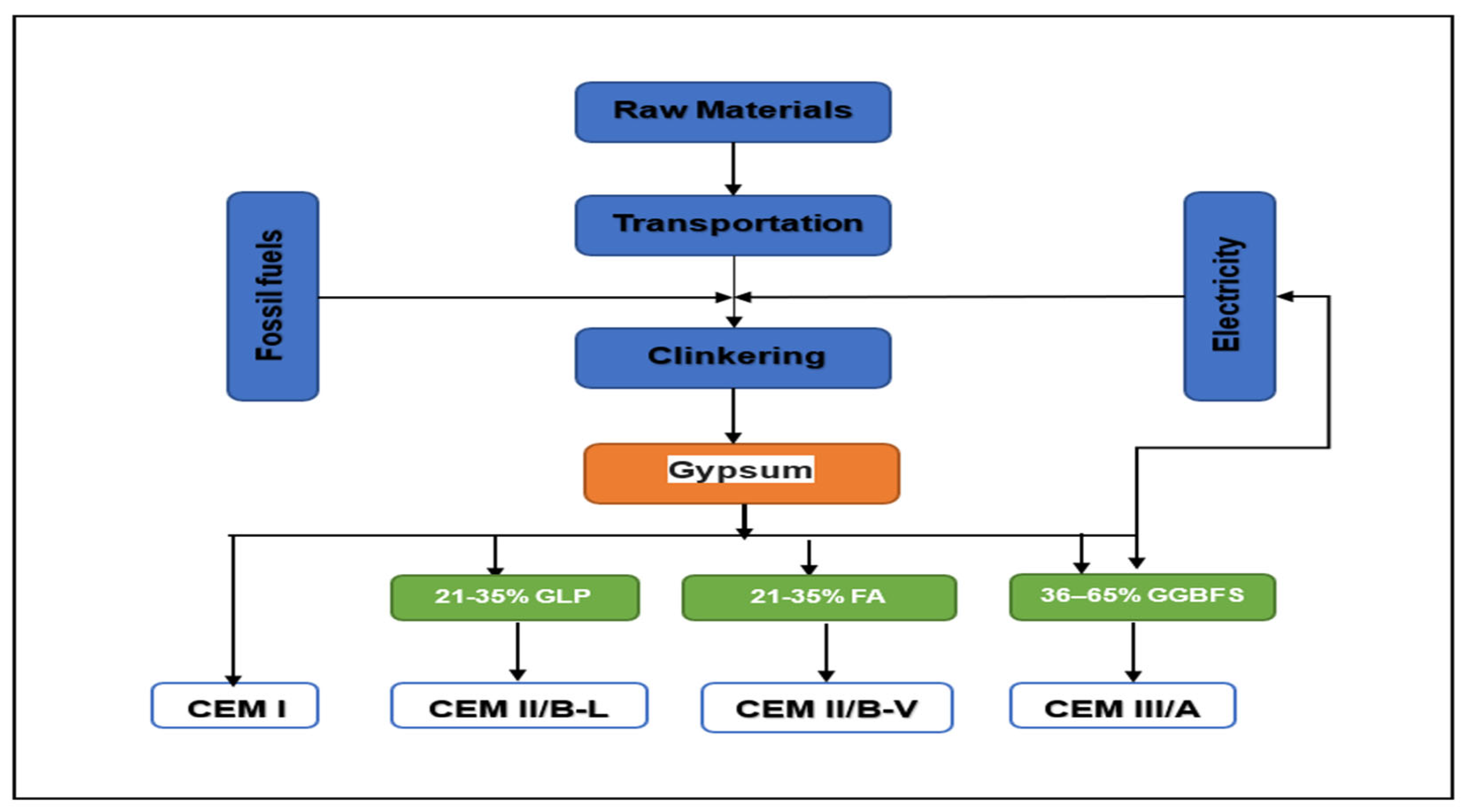
3.1. Details of Types of Cement in South Africa
3.2. Evaluating the Environmental Impacts of the Cement Industry
3.3. The Functional Unit, System Boundary, and the Goal and Scope Definitions
3.4. The Inventory Analysis
3.5. Life Cycle Impact Assessment
3.6. Interpretation
4. Results and Discussion
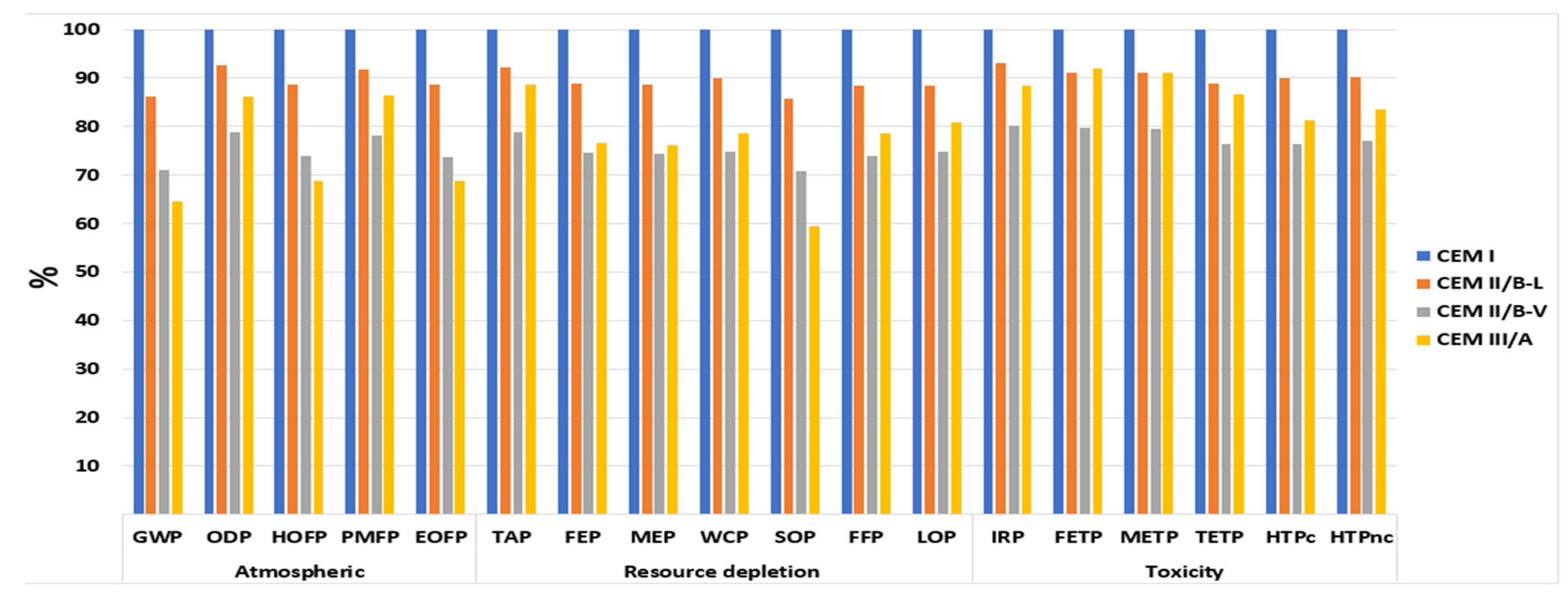
4.1. The Characterization Results of the Impact Indicators (Midpoint Analysis)
4.1.1. Atmospheric Impact Category
4.1.2. Resource Depletion Impact Category
4.1.3. Toxicity Impact Category
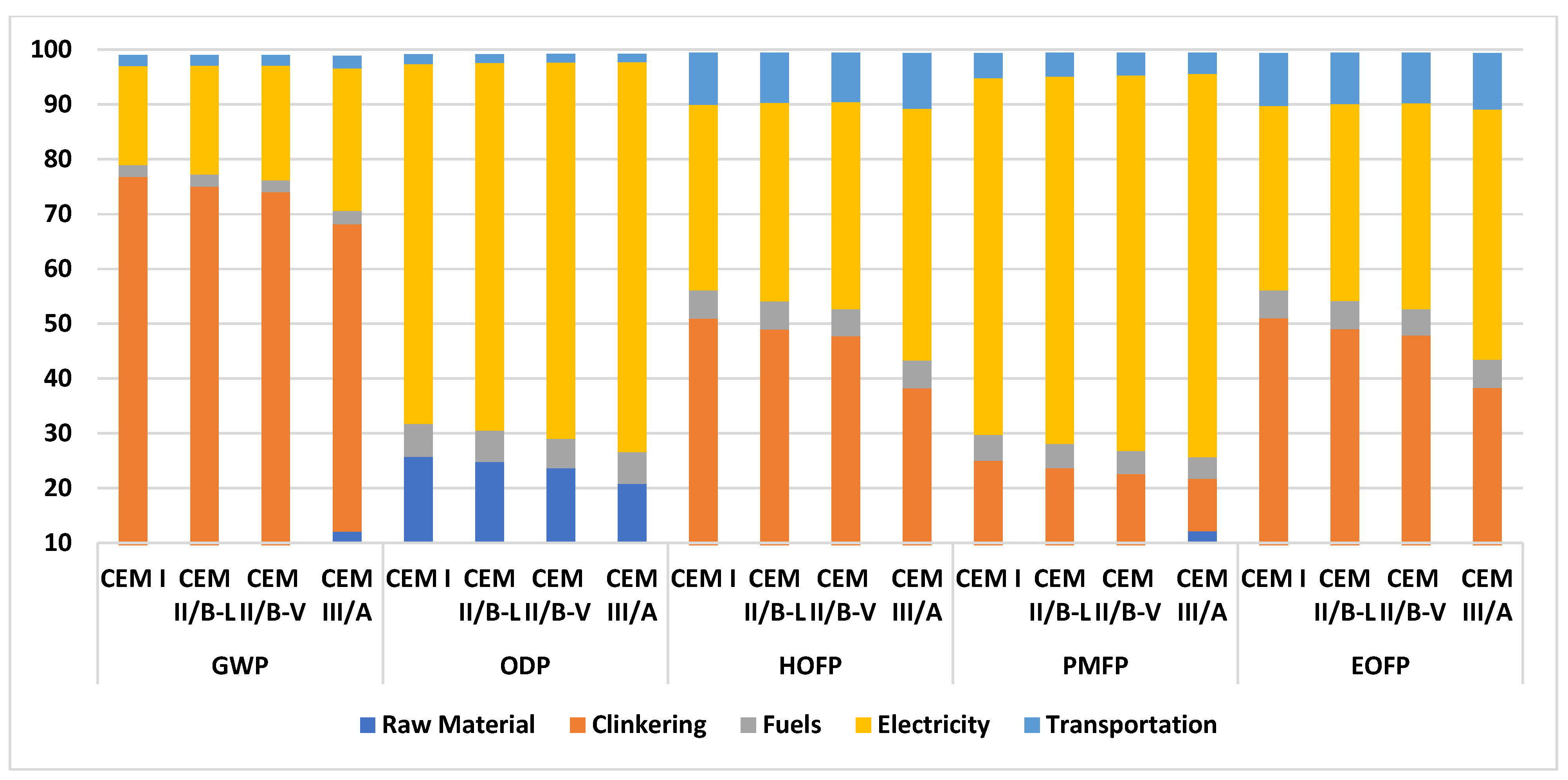
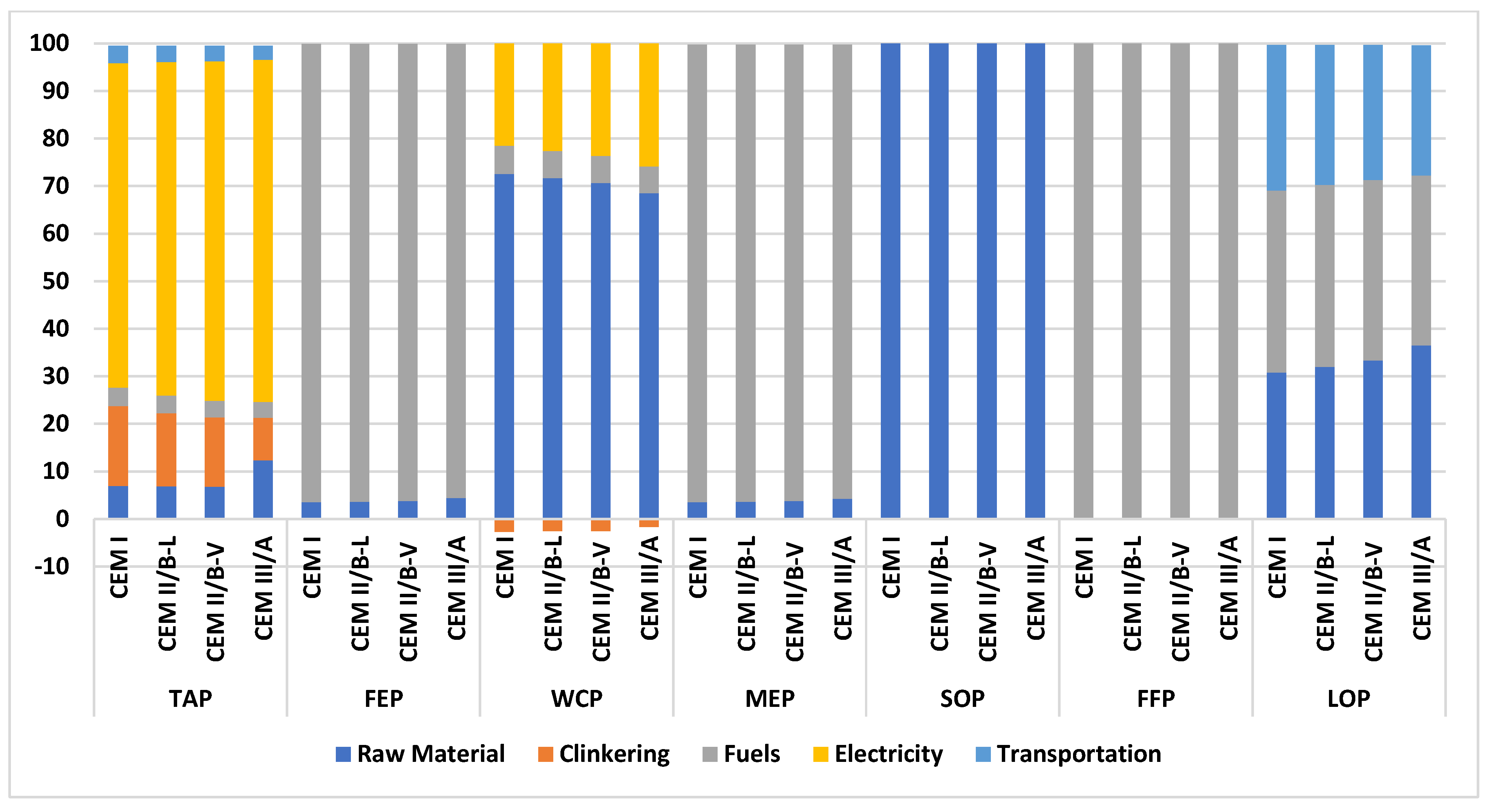
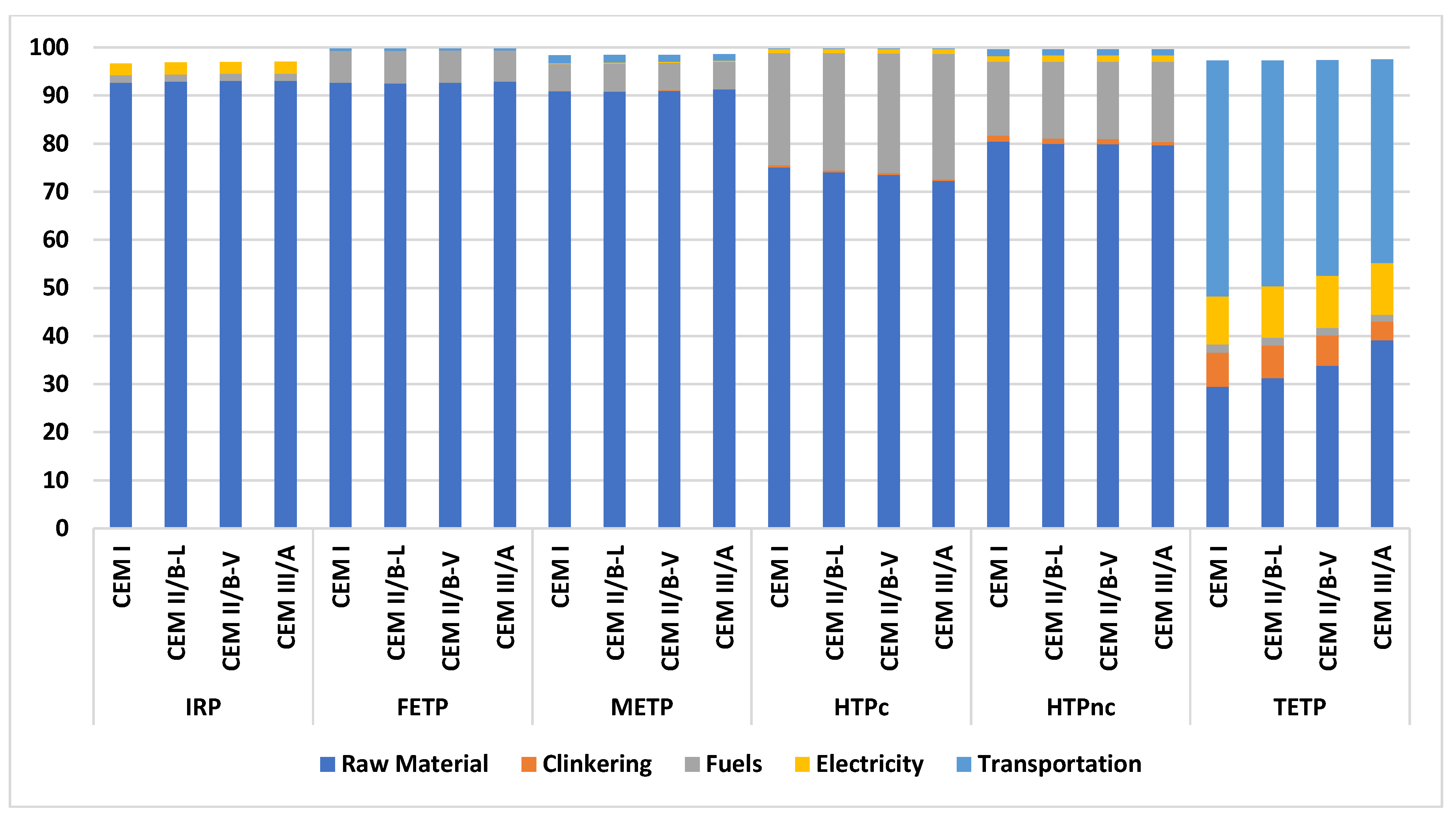
4.2. Contribution Analysis at the Midpoint

5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Valderrama, C.; Granados, R.; Cortina, J.L.; Gasol, C.M.; Guillem, M.; Josa, A. Implementation of best available techniques in cement manufacturing: A life-cycle assessment study. J. Clean. Prod. 2012, 25, 60–67. [Google Scholar] [CrossRef]
- Galvez-Martos, J.-L.; Schoenberger, H. An analysis of the use of life cycle assessment for waste co-incineration in cement kilns. Resour. Conserv. Recycl. 2014, 86, 118–131. [Google Scholar] [CrossRef]
- Ige, O.E.; Olanrewaju, O.A.; Duffy, K.J.; Collins, O.C. A review of the effectiveness of Life Cycle Assessment for gauging environmental impacts from cement production. J. Clean. Prod. 2021, 324, 129213. [Google Scholar] [CrossRef]
- Georgiopoulou, M.; Lyberatos, G. Life cycle assessment of the use of alternative fuels in cement kilns: A case study. J. Environ. Manag. 2018, 216, 224–234. [Google Scholar] [CrossRef]
- Schorcht, F.; Kourti, I.; Scalet, B.M.; Roudier, S.; Sancho, L.D. Best available techniques (BAT) reference document for the production of cement, lime and magnesium oxide. Eur. Comm. Jt. Res. Cent. Inst. Prospect. Technol. Stud. Luxemb. 2013, 506. [Google Scholar] [CrossRef]
- Mikulčić, H.; Klemeš, J.J.; Vujanović, M.; Urbaniec, K.; Duić, N. Reducing greenhouse gasses emissions by fostering the deployment of alternative raw materials and energy sources in the cleaner cement manufacturing process. J. Clean. Prod. 2016, 136, 119–132. [Google Scholar] [CrossRef]
- Andrew, R.M. Global CO2 emissions from cement production. Earth Syst. Sci. Data 2018, 10, 195–217. [Google Scholar] [CrossRef]
- Benhelal, E.; Zahedi, G.; Shamsaei, E.; Bahadori, A. Global strategies and potentials to curb CO2 emissions in cement industry. J. Clean. Prod. 2013, 51, 142–161. [Google Scholar] [CrossRef]
- Jakobsen, J.; Roussanaly, S.; Anantharaman, R. A techno-economic case study of CO2 capture, transport and storage chain from a cement plant in Norway. J. Clean. Prod. 2017, 144, 523–539. [Google Scholar] [CrossRef]
- Jordal, K.; Voldsund, M.; Størset, S.; Fleiger, K.; Ruppert, J.; Spörl, R.; Hornberger, M.; Cinti, G. CEMCAP–making CO2 capture retrofittable to cement plants. Energy Procedia 2017, 114, 6175–6180. [Google Scholar] [CrossRef]
- Scrivener, K.L.; Kirkpatrick, R.J. Innovation in use and research on cementitious material. Cem. Concr. Res. 2008, 38, 128–136. [Google Scholar] [CrossRef]
- Feiz, R.; Ammenberg, J.; Baas, L.; Eklund, M.; Helgstrand, A.; Marshall, R. Improving the CO2 performance of cement, part III: The relevance of industrial symbiosis and how to measure its impact. J. Clean. Prod. 2015, 98, 145–155. [Google Scholar]
- Usón, A.A.; Ferreira, G.; López-Sabirón, A.M.; Sastresa, E.L.; De Guinoa, A.S. Characterisation and environmental analysis of sewage sludge as secondary fuel for cement manufacturing. Chem. Eng. Trans. 2012, 29, 457–462. [Google Scholar]
- Zeman, F. Oxygen combustion in cement production. Energy Procedia 2009, 1, 187–194. [Google Scholar] [CrossRef]
- Crossin, E. The greenhouse gas implications of using ground granulated blast furnace slag as a cement substitute. J. Clean. Prod. 2015, 95, 101–108. [Google Scholar] [CrossRef]
- Gao, T.; Shen, L.; Shen, M.; Chen, F.; Liu, L.; Gao, L. Analysis on differences of carbon dioxide emission from cement production and their major determinants. J. Clean. Prod. 2015, 103, 160–170. [Google Scholar] [CrossRef]
- Malhotra, V. Global warming, and role of supplementary cementing materials and superplasticisers in reducing greenhouse gas emissions from the manufacturing of portland cement. Int. J. Struct. Eng. 2010, 1, 116–130. [Google Scholar] [CrossRef]
- Arp, R.; Bole-Rentel, T.; Jakuja, N. Greenhouse Gas Emissions Reduction Options for the South African Cement Sector; WWF Technical Report; Emerging Climate Smart Business Opportunities; WWF: Gland, Switzerland; Pretoria, South Africa, 2018; Available online: http://awsassets.wwf.org.za/downloads/wwf_2018_ghg_reduction_options_for_sa_cement_sector.pdf (accessed on 2 May 2022).
- Müller, N.; Harnisch, J.; Mesguen, J. How to Turn Around the Trend of Cement Related Emissions in the Developing World; WWF—Lafarge Conservation Partnership: Gland, Switzerland, 2008. [Google Scholar]
- Kunche, A.; Mielczarek, B. Application of System Dynamic Modelling for Evaluation of Carbon Mitigation Strategies in Cement Industries: A Comparative Overview of the Current State of the Art. Energies 2021, 14, 1464. [Google Scholar] [CrossRef]
- Pitak, I.; Rinkevičius, D.; Kalpokaitė-Dičkuvienė, R.; Baltušnikas, A.; Denafas, G. The strategy for conservation non-renewable natural resources through producing and application solid recovery fuel in the cement industry: A case study for Lithuania. Environ. Sci. Pollut. Res. 2022, 29, 69618–69634. [Google Scholar] [CrossRef]
- Gartner, E.; Hirao, H. A review of alternative approaches to the reduction of CO2 emissions associated with the manufacture of the binder phase in concrete. Cem. Concr. Res. 2015, 78, 126–142. [Google Scholar] [CrossRef]
- Gartner, E. Industrially interesting approaches to “low-CO2” cements. Cem. Concr. Res. 2004, 34, 1489–1498. [Google Scholar] [CrossRef]
- Scrivener, K.L. Options for the future of cement. Indian Concr. J 2014, 88, 11–21. [Google Scholar]
- Shekhovtsova, J. Using South African Fly Ash as a Component of Alkali-Activated Binder. Ph.D. Thesis, University of Pretoria, Pretoria, South Africa, 2015. [Google Scholar]
- Porritt, J. The Concrete Industry Sustainability Performance Report; First Report; The Concrete Centre (Mineral Products Association): Camberley, UK, 2009; Available online: https://www.concretecentre.com/TCC/media/TCCMediaLibrary/Products/MB_First_Concrete_Performance_Report_Mar09.pdf (accessed on 23 February 2023).
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A.; Ventura, A. LCA allocation procedure used as an incitative method for waste recycling: An application to mineral additions in concrete. Resour. Conserv. Recycl. 2010, 54, 1231–1240. [Google Scholar] [CrossRef]
- Van den Heede, P.; De Belie, N. Environmental impact and life cycle assessment (LCA) of traditional and ‘green’concretes: Literature review and theoretical calculations. Cem. Concr. Compos. 2012, 34, 431–442. [Google Scholar] [CrossRef]
- Huntzinger, D.N.; Eatmon, T.D. A life-cycle assessment of Portland cement manufacturing: Comparing the traditional process with alternative technologies. J. Clean. Prod. 2009, 17, 668–675. [Google Scholar] [CrossRef]
- McLellan, B.C.; Williams, R.P.; Lay, J.; Van Riessen, A.; Corder, G.D. Costs and carbon emissions for geopolymer pastes in comparison to ordinary portland cement. J. Clean. Prod. 2011, 19, 1080–1090. [Google Scholar] [CrossRef]
- David, J.; Flower, M.; Sanjayan, J.G. Green house gas emissions due to concrete manufacture. Int. J. Life Cycle Assess. 2007, 12, 282. [Google Scholar]
- Yi, H.; Xu, G.; Cheng, H.; Wang, J.; Wan, Y.; Chen, H. An overview of utilization of steel slag. Procedia Environ. Sci. 2012, 16, 791–801. [Google Scholar] [CrossRef]
- Lee, K.-M.; Park, P.-J. Estimation of the environmental credit for the recycling of granulated blast furnace slag based on LCA. Resour. Conserv. Recycl. 2005, 44, 139–151. [Google Scholar] [CrossRef]
- Silva, M.G.d.; Saade, M.R.M.; Gomes, V. Influence of service life, strength and cement type on life cycle environmental performance of concrete. Rev. IBRACON De Estrut. E Mater. 2013, 6, 844–853. [Google Scholar] [CrossRef]
- Saade, M.R.M.; da Silva, M.G.; Gomes, V. Appropriateness of environmental impact distribution methods to model blast furnace slag recycling in cement making. Resour. Conserv. Recycl. 2015, 99, 40–47. [Google Scholar] [CrossRef]
- Halbiniak, J.; Katzer, J.; Major, M.; Major, I. A proposition of an in situ production of a blended cement. Materials 2020, 13, 2289. [Google Scholar] [CrossRef]
- Bignozzi, M. The use of industrial waste for the production of new blended cement. In Waste Management: Research Advances to Convert Waste Wealth; Nova Science Publishers Inc.: Hauppauge, NY, USA, 2010; pp. 191–201. [Google Scholar]
- Malhotra, V.; Hammings, R. Blended cements in North America—A review. Cem. Concr. Compos. 1995, 17, 23–35. [Google Scholar] [CrossRef]
- South pole ice movement. Earth-Sci. Rev. 1976, 12, 91–92. [CrossRef]
- SouthAfricaGHGinventory. Draft 8th National GHG Inventory Report South Africa 2000–2017; Department of environment, Forestry and Fisheries: Pretoria, South Africa, 2022. Available online: https://www.dffe.gov.za/sites/default/files/gazetted_notices/8thnational-greenhouse-gasinventory-reportg47133gon2321.pdf (accessed on 17 February 2023).
- Ntuli, M.; Dioha, M.; Ewim, D.; Eloka-Eboka, A. Review of energy modelling, energy efficiency models improvement and carbon dioxide emissions mitigation options for the cement industry in South Africa. Mater. Today Proc. 2022, 65, 2260–2268. [Google Scholar] [CrossRef]
- Ige, O.E.; Duffy, K.J.; Olanrewaju, O.A.; Collins, O.C. An Integrated System Dynamics Model and Life Cycle Assessment for Cement Production in South Africa. Atmosphere 2022, 13, 1788. Available online: https://www.mdpi.com/2073-4433/13/11/1788 (accessed on 12 June 2022). [CrossRef]
- Ige, O.E. Energy Efficiency in the South African Cement Finishing Plant: Drivers, Barriers And Improvement. Ph.D. Thesis, University of KwaZulu-Natal, Durban, South Africa, 2018. [Google Scholar]
- Ige, O.E.; Inambao, F.L.; Olanrewaju, O.A.; Duffy, K.J.; Collins, O.C. Drivers and Barriers to Industrial Energy Efficiency: A Case Study of South Africa’s Cement Finishing Mill Plant (Advances in Energy Research); Acosta, M.J., Ed.; Nova Science Publishers: Hauppauge, NY, USA, 2020; Volume 33, p. 45. [Google Scholar]
- Agency, E.E. EMEP/EEA Air Pollutant Emission Inventory Guidebook 2016: Technical guidance to prepare national emission inventories. EEA-Rep. 2016, 21. [Google Scholar]
- Bekun, F.V.; Emir, F.; Sarkodie, S.A. Another look at the relationship between energy consumption, carbon dioxide emissions, and economic growth in South Africa. Sci. Total Environ. 2019, 655, 759–765. [Google Scholar] [CrossRef]
- Petek Gursel, A.; Masanet, E.; Horvath, A.; Stadel, A. Life-cycle inventory analysis of concrete production: A critical review. Cem. Concr. Compos. 2014, 51, 38–48. [Google Scholar] [CrossRef]
- Stafford, F.N.; Dias, A.C.; Arroja, L.; Labrincha, J.A.; Hotza, D. Life cycle assessment of the production of Portland cement: A Southern Europe case study. J. Clean. Prod. 2016, 126, 159–165. [Google Scholar] [CrossRef]
- Hasanbeigi, A.; Lu, H.; Williams, C.; Price, L. International Best Practices for Pre-Processing and Co-Processing Municipal Solid Waste and Sewage Sludge in the Cement Industry; Ernest Orlando Lawrence Berkeley National Laboratory: Berkeley, CA, USA, 2012. [Google Scholar]
- Beltran, L.; Arnesh, T. Uses of Alternative Fuels as Best Practices to Reduce CO2 Emissions from the South African Cement Industry. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Pretoria/Johannesburg, South Africa, 29 October–1 November 2018. [Google Scholar]
- Madlool, N.; Saidur, R.; Hossain, M.; Rahim, N. A critical review on energy use and savings in the cement industries. Renew. Sustain. Energy Rev. 2011, 15, 2042–2060. [Google Scholar] [CrossRef]
- Tsiliyannis, C.A. Industrial Wastes and By-products as Alternative Fuels in Cement Plants: Evaluation of an Industrial Symbiosis Option. J. Ind. Ecol. 2018, 22, 1170–1188. [Google Scholar] [CrossRef]
- Hossain, M.U.; Poon, C.S.; Wong, M.Y.K.; Khine, A. Techno-environmental feasibility of wood waste derived fuel for cement production. J. Clean. Prod. 2019, 230, 663–671. [Google Scholar] [CrossRef]
- Hossain, M.U.; Poon, C.S.; Lo, I.M.; Cheng, J.C. Comparative LCA on using waste materials in the cement industry: A Hong Kong case study. Resour. Conserv. Recycl. 2017, 120, 199–208. [Google Scholar] [CrossRef]
- Zhang, L.; Mabee, W.E. Comparative study on the life-cycle greenhouse gas emissions of the utilization of potential low carbon fuels for the cement industry. J. Clean. Prod. 2016, 122, 102–112. [Google Scholar] [CrossRef]
- Junginger, H. Biomass Use in the Dutch Cement Industry ENCI, Maastricht, The Netherlands. 2009. Available online: https://dspace.library.uu.nl/handle/1874/43939 (accessed on 23 February 2023).
- Vorayos, N.; Vorayos, N.; Jaitiang, T. Energy-environmental performance of Thai’s cement industry. Energy Rep. 2020, 6, 460–466. [Google Scholar] [CrossRef]
- Kusuma, R.T.; Hiremath, R.B.; Rajesh, P.; Kumar, B.; Renukappa, S. Sustainable transition towards biomass-based cement industry: A review. Renew. Sustain. Energy Rev. 2022, 163, 112503. [Google Scholar] [CrossRef]
- Papanikola, K.; Papadopoulou, K.; Tsiliyannis, C.; Fotinopoulou, I.; Katsiampoulas, A.; Chalarakis, E.; Georgiopoulou, M.; Rontogianni, V.; Michalopoulos, I.; Mathioudakis, D. Food residue biomass product as an alternative fuel for the cement industry. Environ. Sci. Pollut. Res. 2019, 26, 35555–35564. [Google Scholar] [CrossRef]
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable cement production—Present and future. Cem. Concr. Res. 2011, 41, 642–650. [Google Scholar] [CrossRef]
- Loijos, A.; Santero, N.; Ochsendorf, J. Life cycle climate impacts of the US concrete pavement network. Resour. Conserv. Recycl. 2013, 72, 76–83. [Google Scholar] [CrossRef]
- Castañón, A.; García-Granda, S.; Guerrero, A.; Lorenzo, M.; Angulo, S. Energy and environmental savings via optimisation of the production process at a Spanish cement factory. J. Clean. Prod. 2015, 98, 47–52. [Google Scholar] [CrossRef]
- Feiz, R.; Ammenberg, J.; Baas, L.; Eklund, M.; Helgstrand, A.; Marshall, R. Utilizing LCA and key performance indicators to assess development within the cement industry: A case study of a cement production cluster in Germany. In Proceedings of the Greening of Industry Network Conference (GIN 2012), Linköping, Sweden, 21–24 October 2012. [Google Scholar]
- Feiz, R.; Ammenberg, J.; Baas, L.; Eklund, M.; Helgstrand, A.; Marshall, R. Improving the CO2 performance of cement, part I: Utilizing life-cycle assessment and key performance indicators to assess development within the cement industry. J. Clean. Prod. 2015, 98, 272–281. [Google Scholar] [CrossRef]
- García-Gusano, D.; Garraín, D.; Herrera, I.; Cabal, H.; Lechón, Y. Life Cycle Assessment of applying CO2 post-combustion capture to the Spanish cement production. J. Clean. Prod. 2015, 104, 328–338. [Google Scholar] [CrossRef]
- Meshram, R.; Kumar, S. Comparative life cycle assessment (LCA) of geopolymer cement manufacturing with Portland cement in Indian context. Int. J. Environ. Sci. Technol. 2022, 19, 4791–4802. [Google Scholar] [CrossRef]
- Ige, O.E.; Olanrewaju, O.A.; Duffy, K.J.; Collins, O.C. Environmental Impact Analysis of Portland Cement (CEM1) Using the Midpoint Method. Energies 2022, 15, 2708. [Google Scholar] [CrossRef]
- Hugo, J.; Barker, A.; Stoffberg, H. The carbon footprint and embodied energy of construction material: A comparative analysis of South African BRT stations. Acta Structilia 2014, 21, 45–78. [Google Scholar]
- Olagunju, B.D. Life Cycle Assessment of the Production Of Cement: A South African Case Study. Ph.D. Thesis, Durban Universirty of Technology, Durban, South Africa, 2021. [Google Scholar]
- Boughrara, S.; Chedri, M.; Louhab, K. Evaluation of environmental impact of cement production in Algeria using life cycle assessment. Int. Lett. Chem. Phys. Astron. 2015, 45, 79–84. [Google Scholar] [CrossRef]
- Brown, D.; Sadiq, R.; Hewage, K. An overview of air emission intensities and environmental performance of grey cement manufacturing in Canada. Clean Technol. Environ. Policy 2014, 16, 1119–1131. [Google Scholar] [CrossRef]
- Kawai, K.; Osako, M. Reduction of natural resource consumption in cement production in Japan by waste utilization. J. Mater. Cycles Waste Manag. 2012, 14, 94–101. [Google Scholar] [CrossRef]
- Kurokawa, D.; Nakaguchi, A.; Hirano, Y.; Iida, T.; Mori, T.; Matsuzawa, K.; Sakai, E. Effects of a composition change of ordinary Portland cement on waste utilization and CO2 emissions in Japan. J. Mater. Cycles Waste Manag. 2021, 23, 1270–1275. [Google Scholar] [CrossRef]
- Taruya, T.; Okuno, N.; Kanaya, K. Reuse of sewage sludge as raw material of Portland cement in Japan. Water Sci. Technol. 2002, 46, 255–258. [Google Scholar] [CrossRef]
- Li, C.; Cui, S.; Nie, Z.; Gong, X.; Wang, Z.; Itsubo, N. The LCA of Portland cement production in China. Int. J. Life Cycle Assess. 2015, 20, 117–127. [Google Scholar] [CrossRef]
- Yang, D.; Fan, L.; Shi, F.; Liu, Q.; Wang, Y. Comparative study of cement manufacturing with different strength grades using the coupled LCA and partial LCC methods—A case study in China. Resour. Conserv. Recycl. 2017, 119, 60–68. [Google Scholar] [CrossRef]
- Chen, W.; Hong, J.; Xu, C. Pollutants generated by cement production in China, their impacts, and the potential for environmental improvement. J. Clean. Prod. 2015, 103, 61–69. [Google Scholar] [CrossRef]
- Hong, J.; Li, X. Environmental assessment of sewage sludge as secondary raw material in cement production—A case study in China. Waste Manag. 2011, 31, 1364–1371. [Google Scholar] [CrossRef]
- Li, C.; Nie, Z.; Cui, S.; Gong, X.; Wang, Z.; Meng, X. The life cycle inventory study of cement manufacture in China. J. Clean. Prod. 2014, 72, 204–211. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Y.; Gong, X.; Nie, Z.; Cui, S.; Wang, Z.; Chen, W. Environmental impact analysis of blast furnace slag applied to ordinary Portland cement production. J. Clean. Prod. 2016, 120, 221–230. [Google Scholar] [CrossRef]
- Pushkar, S.; Verbitsky, O. Effects of different allocation approaches for modeling mineral additives in blended cements on environmental damage from five concrete mixtures in Israel. Mater. Struct. 2016, 49, 4401–4415. [Google Scholar] [CrossRef]
- Huang, T.; Chiueh, P.; Lo, S. Life-cycle environmental and cost impacts of reusing fly ash. Resour. Conserv. Recycl. 2017, 123, 255–260. [Google Scholar] [CrossRef]
- Habert, G.; Bouzidi, Y.; Chen, C.; Jullien, A. Development of a depletion indicator for natural resources used in concrete. Resour. Conserv. Recycl. 2010, 54, 364–376. [Google Scholar] [CrossRef]
- Gäbel, K.; Tillman, A.-M. Simulating operational alternatives for future cement production. J. Clean. Prod. 2005, 13, 1246–1257. [Google Scholar] [CrossRef]
- Hossain, M.U.; Poon, C.S.; Lo, I.M.; Cheng, J.C. Evaluation of environmental friendliness of concrete paving eco-blocks using LCA approach. Int. J. Life Cycle Assess. 2016, 21, 70–84. [Google Scholar] [CrossRef]
- Song, X.; Yang, J.; Liu, J. Environmental Benefits Assessment of Blast FurnaceSlagRecyclingforGreenBuildingMaterialsBasedonLCA. China Popul. Resour. Environ. 2012, 22, 51. [Google Scholar]
- Shen, W.; Cai, Z.; Liu, Z. Humble talk about low carbon dioxide emission technique for cement-concrete industry. Cem. Guide N. Epoch 2008, 14, 1–6. [Google Scholar]
- ISO/TS,14071:2014; ISO/TS. Environmental Management—Life Cycle Assessment—Critical Review Processes And Reviewer Competencies: Additional Requirements and Guidelines to ISO 14044:2006. International Organization for Standardization: Geneva, Switzerland,, 2014. Available online: https://www.iso.org/obp/ui/#iso:std:iso:ts:14071:ed-1:v1:en (accessed on 23 February 2023).
- ISO/TS,14072:2014; ISO/TS. Environmental Management—Life Cycle Assessment—Requirements and Guidelines for Organizational Life Cycle Assessment. International Organization for Standardization—ISO: Geneva, Switzerland,, 2014. Available online: https://www.iso.org/obp/ui/#iso:std:iso:ts:14072:ed-1:v1:en (accessed on 23 February 2023).
- ISO. 14044: International Organization for Standardization. In Environmental Management: Environmental Management: Life Cycle Assessment; Requirements and guidelines; International Organization for Standardization—ISO: Geneva, Switzerland, 2006; Available online: https://www.iso.org/obp/ui/#iso:std:iso:14044:ed-1:v1:en (accessed on 12 June 2022).
- ISO. 14040: International organization for standardization. In Environmental Management: Life Cycle Assessment; Principles and Framework; International Organization for Standardization—ISO: Geneva, Switzerland, 2006; Available online: https://www.iso.org/obp/ui/#iso:std:iso:14040:ed-2:v1:en (accessed on 12 June 2022).
- Moreno Ruiz, E.; Valsasina, L.; FitzGerald, D.; Symeonidis, A.; Turner, D.; Müller, J.; Minas, N.; Bourgault, G.; Vadenbo, C.; Ioannidou, D. Documentation of Changes Implemented in Ecoinvent Database v3. 7 & v3. 7.1; Ecoinvent Association: Zürich, Switzerland, 2020. [Google Scholar]
- Stafford, F.N.; Raupp-Pereira, F.; Labrincha, J.A.; Hotza, D. Life cycle assessment of the production of cement: A Brazilian case study. J. Clean. Prod. 2016, 137, 1293–1299. [Google Scholar] [CrossRef]
- Muigai, R. Portland Cement CEM I: Ecoinvent Database 3.8 Documentation Cement Production, Portland—ZA, Ecoinvent Association, Allocation, Cut-Off Ed. Identifying Improvement Potentials in Cement Production with Life Cycle Assessment, 2021; Ecoinvent Association: Zürich, Switzerland, 2021; Available online: https://v38.ecoquery.ecoinvent.org/Details/UPR/241bb8d5-a2f1-4f1c-81e3-a9b4b4d2ab54/290c1f85-4cc4-4fa1-b0c8-2cb7f4276dce (accessed on 23 February 2023).
- Muigai, R. Portland Limestone Cement CEM II B-L, Ecoinvent Database Ecoinvent 3.8 Dataset Documentation Cement Production, Limestone 21–35%ZA, Ecoinvent Association, Allocation, Cut-Off ed. Identifying Improvement Potentials in Cement Production with Life Cycle Assessment 2021; Ecoinvent Association: Zürich, Switzerland, 2021; Available online: https://v38.ecoquery.ecoinvent.org/Details/UPR/9ac1eb4e-9058-480a-9674-5dec33831cde/290c1f85-4cc4-4fa1-b0c8-2cb7f4276dce (accessed on 23 February 2023).
- Muigai, R. CEM II B-V Portland Fly Ash Cement, Ecoinvent Database Ecoinvent 3.8 Dataset Documentation Cement Production, Cement Production, Fly Ash 21–35%—ZA, Ecoinvent Association, Allocation, Cut-Off Ed. Identifying Improvement Potentials in Cement Production with Life Cycle Assessment 2021; Ecoinvent Association: Zürich, Switzerland, 2021; Available online: https://v38.ecoquery.ecoinvent.org/Details/UPR/38bc268a-5180-4cc7-aeee-1f975139bf26/290c1f85-4cc4-4fa1-b0c8-2cb7f4276dce (accessed on 23 February 2023).
- Muigai, R. CEM III A Blast Furnace Slag Cement, Ecoinvent Database Ecoinvent 3.8 Dataset Documentation Cement Production, Blast Furnace Slag 36–65%—ZA, Ecoinvent Association, Allocation, Cut-Off Ed. Identifying Improvement Potentials in Cement Production with Life Cycle Assessment 2021, Ecoinvent, Ed.; Ecoinvent Association: Zürich, Switzerland, 2021; Available online: https://v38.ecoquery.ecoinvent.org/Details/UPR/69c3f6e0-b349-4b17-b681-004fcfbc5518/290c1f85-4cc4-4fa1-b0c8-2cb7f4276dce (accessed on 23 February 2023).
- Čuček, L.; Klemeš, J.J.; Kravanja, Z. A review of footprint analysis tools for monitoring impacts on sustainability. J. Clean. Prod. 2012, 34, 9–20. [Google Scholar] [CrossRef]
- Goedkoop, M.; Heijungs, R.; De Schryver, A.; Struijs, J.; van Zelm, R. ReCiPe 2008. A LCIA method which comprises harmonised category indicators at the midpoint and the endpoint level. In Characterisation: Updated RIVM Report; RIVM: Bilthoven, The Netherlands, 2013. [Google Scholar]
- Bare, J.C. Life cycle impact assessment research developments and needs. Clean Technol. Environ. Policy 2010, 12, 341–351. [Google Scholar] [CrossRef]
- Huijbregts, M.A.; Steinmann, Z.J.; Elshout, P.M.; Stam, G.; Verones, F.; Vieira, M.; Zijp, M.; Hollander, A.; Van Zelm, R. ReCiPe2016: A harmonised life cycle impact assessment method at midpoint and endpoint level. Int. J. Life Cycle Assess. 2017, 22, 138–147. [Google Scholar] [CrossRef]
- Bushi, L.; Meil, J. An Environmental Life Cycle Assessment of Portland-Limestone and Ordinary Portland Cements in Concrete; Cement Association of Canada: Ottawa, ON, Canada, 2014; p. 10. [Google Scholar]
- García-Gusano, D.; Herrera, I.; Garraín, D.; Lechón, Y.; Cabal, H. Life cycle assessment of the Spanish cement industry: Implementation of environmental-friendly solutions. Clean Technol. Environ. Policy 2015, 17, 59–73. [Google Scholar] [CrossRef]
- Güereca, L.P.; Torres, N.; Juárez-López, C.R. The co-processing of municipal waste in a cement kiln in Mexico: A life-cycle assessment approach. J. Clean. Prod. 2015, 107, 741–748. [Google Scholar] [CrossRef]
- Moretti, L.; Caro, S. Critical analysis of the life cycle assessment of the Italian cement industry. J. Clean. Prod. 2017, 152, 198–210. [Google Scholar] [CrossRef]
- Panahandeh, A.; Asadollahfardi, G.; Mirmohammadi, M. Life cycle assessment of clinker production using refuse-derived fuel: A case study using refuse-derived fuel from Tehran municipal solid waste: Reducing emissions and conserving fossil fuel in cement making and making beneficial use of solid waste. Environ. Qual. Manag. 2017, 27, 57–66. [Google Scholar] [CrossRef]
- Song, D.; Yang, J.; Chen, B.; Hayat, T.; Alsaedi, A. Life-cycle environmental impact analysis of a typical cement production chain. Appl. Energy 2016, 164, 916–923. [Google Scholar] [CrossRef]
- Vázquez-Rowe, I.; Ziegler-Rodriguez, K.; Laso, J.; Quispe, I.; Aldaco, R.; Kahhat, R. Production of cement in Peru: Understanding carbon-related environmental impacts and their policy implications. Resour. Conserv. Recycl. 2019, 142, 283–292. [Google Scholar] [CrossRef]
- Palermo, G.C.; Castelo Branco, D.A.; Fiorini, A.C.O.; de Freitas, M.A.V. Comparative life cycle assessment of three 2030 scenarios of the Brazilian cement industry. Environ. Monit. Assess. 2022, 194, 153. [Google Scholar] [CrossRef]
- Çankaya, S.; Pekey, B. A comparative life cycle assessment for sustainable cement production in Turkey. J. Environ. Manag. 2019, 249, 109362. Available online: https://www.sciencedirect.com/science/article/pii/S0301479719310710?via%3Dihub (accessed on 23 February 2023). [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Type of Cement | |||
|---|---|---|---|---|
| Traditional Scenario (Portland Cement) | Alternative Scenario (Portland Blend Cement) | |||
| (CEM I) | CEM II/B-L | CEM II/B-V | CEM III/A | |
| Cement factory (Unit) | 5.36 × 10−11 | 5.36 × 10−11 | 5.36 × 10−11 | 5.36 × 10−11 |
| Clinker (kg) | 0.902 | 0.76 | 0.618 | 0.427 |
| Gypsum (kg) | 0.0475 | 0.04 | 0.0325 | 0.0225 |
| Fly ash (kg) | - | - | - | - |
| Limestone, crushed (kg) | 0.05 | 0.2 | - | - |
| Ground granulated blast furnace slag (kg) | - | - | - | 0.55 |
| Ethylene glycol (kg) | 1.9 × 10−4 | 1.9 × 10−4 | 1.9 × 10−4 | 1.9 × 10−4 |
| Electricity (kWh) | 0.0376 | 0.0497 | 0.0497 | 0.0497 |
| Steel, low-alloyed (kg) | 5.25 × 10−5 | 5.25 × 10−5 | 5.25 × 10−5 | 5.25 × 10−5 |
| Output | ||||
| Heat (MJ) | 0.135 | 0.179 | 0.179 | 0.179 |
| Cement Product (kg) | 1 | 1 | 1 | 1 |
| Impact Category. | Unit | CEM I | CEM II/B-L | CEM II/B-V | CEM III/A |
|---|---|---|---|---|---|
| Atmospheric impacts | |||||
| GWP | kg CO2 eq | 0.993 | 0.856 | 0.706 | 0.641 |
| ODP | kg CFC11 eq | 1.94 × 10−7 | 1.80 × 10−7 | 1.53 × 10−7 | 1.68 × 10−7 |
| HOFP | kg NOx eq | 2.10 × 10−3 | 1.86 × 10−3 | 1.55 × 10−3 | 1.45 × 10−3 |
| PMFP | kg PM2.5 eq | 7.93 × 10−4 | 7.28 × 10−4 | 6.19 × 10−4 | 6.86 × 10−4 |
| EOFP | kg NOx eq | 2.12 × 10−3 | 1.88 × 10−3 | 1.56 × 10−3 | 1.46 × 10−3 |
| Resource depletion impacts | |||||
| TAP | kg SO2 eq | 2.44 × 10−3 | 2.25 × 10−3 | 1.92 × 10−3 | 2.17 × 10−3 |
| FEP | kg P eq | 3.16 × 10−4 | 2.81 × 10−4 | 2.36 × 10−4 | 2.42 × 10−4 |
| WCP | m3 | 1.36 × 10−3 | 1.22 × 10−3 | 1.02 × 10−3 | 1.07 × 10−3 |
| MEP | kg N eq | 1.93 × 10−5 | 1.72 × 10−5 | 1.44 × 10−5 | 1.47 × 10−5 |
| SOP | kg Cu eq | 2.16 × 10−3 | 1.85 × 10−3 | 1.53 × 10−3 | 1.28 × 10−3 |
| FFP | kg oil eq | 0.139 | 0.123 | 0.103 | 0.109 |
| LOP | m2a crop eq | 7.83 × 10−3 | 6.93 × 10−3 | 5.86 × 10−3 | 6.33 × 10−3 |
| Toxicity impact | |||||
| IRP | kBq Co-60 eq | 9.97 × 10−3 | 9.29 × 10−3 | 8.01 × 10−3 | 8.82 × 10−3 |
| FETP | kg 1,4-DCB | 1.58 × 10−2 | 1.44 × 10−2 | 1.26 × 10−2 | 1.45 × 10−2 |
| METP | kg 1,4-DCB | 2.14 × 10−2 | 1.95 × 10−2 | 1.70 × 10−2 | 1.95 × 10−2 |
| TETP | kg 1,4-DCB | 1.04 | 0.927 | 0.796 | 0.902 |
| HTPc | kg 1,4-DCB | 2.44 × 10−2 | 2.20 × 10−2 | 1.86 × 10−2 | 1.98 × 10−2 |
| HTPnc | kg 1,4-DCB | 0.497 | 0.448 | 0.383 | 0.415 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ige, O.E.; Olanrewaju, O.A. Comparative Life Cycle Assessment of Different Portland Cement Types in South Africa. Clean Technol. 2023, 5, 901-920. https://doi.org/10.3390/cleantechnol5030045
Ige OE, Olanrewaju OA. Comparative Life Cycle Assessment of Different Portland Cement Types in South Africa. Clean Technologies. 2023; 5(3):901-920. https://doi.org/10.3390/cleantechnol5030045
Chicago/Turabian StyleIge, Oluwafemi E., and Oludolapo A. Olanrewaju. 2023. "Comparative Life Cycle Assessment of Different Portland Cement Types in South Africa" Clean Technologies 5, no. 3: 901-920. https://doi.org/10.3390/cleantechnol5030045
APA StyleIge, O. E., & Olanrewaju, O. A. (2023). Comparative Life Cycle Assessment of Different Portland Cement Types in South Africa. Clean Technologies, 5(3), 901-920. https://doi.org/10.3390/cleantechnol5030045