
Review of Residual Stress Impingement Methods to Mitigate Environmental Fracture Susceptibility


Abstract
:1. Introduction
2. Research Methods
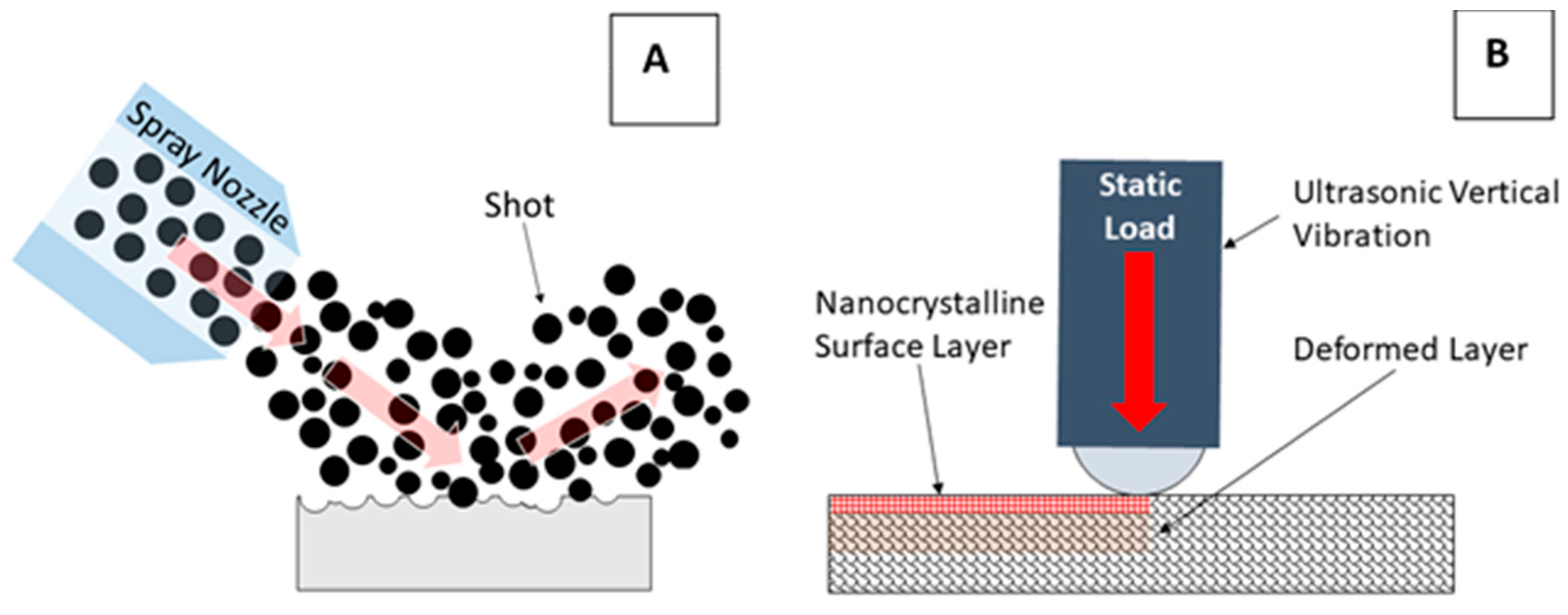
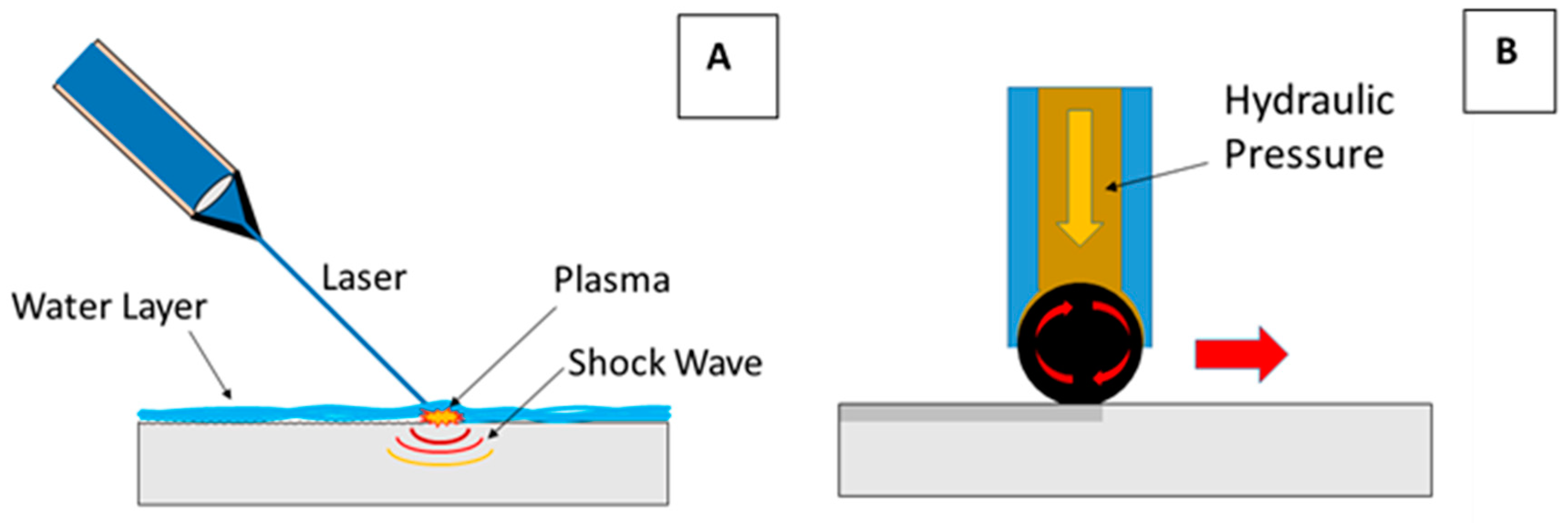
3. Introduction to Residual Stress Impingement Methods
4. Corrosion Minimization
5. Fatigue Mitigation
5.1. Fatigue Initiation
5.2. Fatigue Propagation
5.3. Fatigue Life
5.4. Corrosion Fatigue Mitigation
6. Mitigation of Environmentally Assisted Cracking
- Increased resistance to hydrogen permeability from the treated surface through hydrogen trapping in the CRS zone;
- Reduced surface corrosion to delay corrosion-related defect formation, stress concentration, and exceeding of the threshold K (KTH); and
- Reduction of the hydrostatic stress at the crack tip by reducing the resolved tensile stress, which reduces the driving force for hydrogen diffusion into the fracture process zone.
7. Case Studies of RSI Implementation in Industry for Environmental Fracture Mitigation
7.1. Nuclear Industry
7.2. Aerospace Industry
7.3. Maritime Industry
7.4. Biomedical Industry
8. Future Needs
9. Conclusions
- Corrosion Mitigation
- RSI performance is highly surface state sensitive, and metallurgy-specific;
- RSI typically increases corrosion current density unless surface melting occurs, however considerably more testing is needed to compare potentiodynamic results with long term corrosion performance;
- Examples exist where RSI treatments mitigate pitting corrosion susceptibility only under certain microstructural conditions, such as prior to sensitization in stainless steel.
- Corrosion Fatigue Mitigation
- Deeper CRS depth, plus a smooth surface finish, is optimal for improved fatigue performance;
- Increased surface roughness through RSI can increase the likelihood of surface crack initiation under sufficient applied loads;
- High CRS magnitude on the surface drives fatigue initiation to below the surface if surface roughness is limited;
- The CRS layer reduces stress concentration caused by corrosion damage to increase the apparent KTH;
- More research is needed to understand how the crack tip K may continue to be affected by the CRS at depths exceeding the CRS;
- The CRS zone can reduce through-crack propagation in the perpendicular direction, but the relationship between material thickness, CRS zone size, and K is not fully understood.
- Environmentally Assisted Cracking MitigationRSI treatment and the CRS layer can mitigate EAC in the following ways:
- i.
- By increasing resistance to hydrogen permeability from the treated surface through hydrogen trapping in the CRS zone;
- ii.
- By reducing surface corrosion to delay corrosion-related defect formation, stress concentration, and exceedance of KTH; and
- iii.
- By reducing the hydrostatic stress at the crack tip and reducing the resolved tensile stress, which decreases the driving force for hydrogen diffusion into the fracture process zone.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Anderson, T.L. Fracture Mechanics: Fundamentals and Applications, 4th ed.; CRC Press: Boca Raton, FL, USA, 2017; pp. 471–578. [Google Scholar]
- Shih, C.F.; DeLorenzi, H.G.; Andrews, W.R. Studies on crack initiation and stable crack growth. In Elastic-Plastic Fracture; ASTM International: West Conshohocken, PA, USA, 2009; pp. 65–120. [Google Scholar] [CrossRef]
- Mcclung, R.C. A literature survey on the stability and significance of residual stresses during fatigue. Fatigue Fract. Eng. Mater. Struct. 2007, 30, 173–205. [Google Scholar] [CrossRef]
- Schulze, V. Modern Mechanical Surface Treatment: States, Stability, Effects; Wiley-VCH: Weinheim, Germany, 2005; pp. 60–350. [Google Scholar]
- Lu, J. (Ed.) Handbook on Residual Stress, 2nd ed.; Society for Experimental Mechanics: Bethel, CT, USA, 2005; pp. 30–50. [Google Scholar]
- Montross, C.S. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Sundar, R.; Ganesh, P.; Gupta, R.K.; Ragvendra, G.; Pant, B.K.; Kain, V.; Ranganathan, K.; Kaul, R.; Bindra, K.S. Laser Shock Peening and its Applications: A Review. Lasers Manuf. Mater. Process. 2019, 6, 424–463. [Google Scholar] [CrossRef]
- Sano, Y. Quarter Century Development of Laser Peening without Coating. Metals 2020, 10, 152–163. [Google Scholar] [CrossRef] [Green Version]
- Priyadarsini, C.; Ramana, V.V.; Prabha, K.A.; Swetha, S. A Review on Ball, Roller, Low Plasticity Burnishing Process. Mater. Today Proc. 2019, 18, 5087–5099. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Elbestawi, M.A.; Veldhuis, S.C. Influence of Shot Peening on AlSi10Mg Parts Fabricated by Additive Manufacturing. J. Manuf. Mater. Process. 2018, 2, 40. [Google Scholar] [CrossRef] [Green Version]
- Al-Obaid, Y.F. A Rudimentary Analysis of Improving Fatigue Life of Metals by Shot-Peening. J. Appl. Mech. 1990, 57, 307–312. [Google Scholar] [CrossRef]
- Maleki, E.; Unal, O.; Guagliano, M.; Bagherifard, S. The effects of shot peening, laser shock peening and ultrasonic nanocrystal surface modification on the fatigue strength of Inconel 718. Mater. Sci. Eng. A 2021, 810, 141029–141040. [Google Scholar] [CrossRef]
- Zhuang, W.; Liu, Q.; Djugum, R.; Sharp, P.; Paradowska, A. Deep surface rolling for fatigue life enhancement of laser clad aircraft aluminium alloy. Appl. Surf. Sci. 2014, 320, 558–562. [Google Scholar] [CrossRef]
- Ferreira, N.; Antunes, P.V.; Ferreira, J.A.M.; Costa, J.; Capela, C. Effects of Shot-Peening and Stress Ratio on the Fatigue Crack Propagation of AL 7475-T7351 Specimens. Appl. Sci. 2018, 8, 375. [Google Scholar] [CrossRef] [Green Version]
- Gujba, A.K.; Medraj, M. Laser Peening Process and Its Impact on Materials Properties in Comparison with Shot Peening and Ultrasonic Impact Peening. Materials 2014, 7, 7925–7974. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Amanov, A.; Pyun, Y. A comprehensive review of nanostructured materials by ultrasonic nanocrystal surface modification technique. J. Eng. 2015, 2015, 144–149. [Google Scholar] [CrossRef]
- González, J.A.P.; Gomez-Rosas, G.; Ocaña, J.L.; Molpeceres, C.; Banderas, A.; Porro, J.; Morales, M. Effect of an absorbent overlay on the residual stress field induced by laser shock processing on aluminum samples. Appl. Surf. Sci. 2006, 252, 6201–6205. [Google Scholar] [CrossRef]
- Trdan, U.; Grum, J. Investigation of Corrosion Behaviour of Aluminium Alloy Subjected to Laser Shock Peening without a Protective Coating. Adv. Mater. Sci. Eng. 2015, 2015, 705306. [Google Scholar] [CrossRef] [Green Version]
- Trdan, U.; Grum, J. Evaluation of corrosion resistance of AA6082-T651 aluminium alloy after laser shock peening by means of cyclic polarisation and ElS methods. Corros. Sci. 2012, 59, 324–333. [Google Scholar] [CrossRef]
- Sticchi, M.; Schnubel, D.; Kashaev, N.; Huber, N. Review of Residual Stress Modification Techniques for Extending the Fatigue Life of Metallic Aircraft Components. Appl. Mech. Rev. 2014, 67, 010801. [Google Scholar] [CrossRef]
- Zhuang, W.; Wicks, B. Mechanical Surface Treatment Technologies for Gas Turbine Engine Components. J. Eng. Gas. Turbines Power 2003, 125, 1021–1025. [Google Scholar] [CrossRef]
- Evgeny, B.; Hughes, T.; Eskin, D. Effect of surface roughness on corrosion behaviour of low carbon steel in inhibited 4 M hydrochloric acid under laminar and turbulent flow conditions. Corros. Sci. 2016, 103, 196–205. [Google Scholar] [CrossRef]
- Sohrabi, M.J.; Mirzadeh, H.; Dehghanian, C. Unraveling the effects of surface preparation on the pitting corrosion resistance of austenitic stainless steel. Arch. Civ. Mech. Eng. 2020, 20, 8. [Google Scholar] [CrossRef] [Green Version]
- Trung, P.Q.; Khun, N.W.; Butler, D.L. Effect of Shot Peening Process on the Fatigue Life of Shot Peened Low Alloy Steel. J. Eng. Mater. Technol. 2017, 140, 011013. [Google Scholar] [CrossRef]
- Reggiani, B. Experimental Investigation on the Effect of Shot Peening and Deep Rolling on the Fatigue Response of High Strength Fasteners. Metals 2019, 9, 1093. [Google Scholar] [CrossRef] [Green Version]
- Curtis, S.A.; Rios, E.R.D.L.; Rodopoulos, C.A.; Romero, J.S.; Levers, A. Investigating the Benefits of Controlled Shot Peening on Corrosion Fatigue of Aluminium Alloy 2024 T351. In Shot Peening; Wagner, L., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003; pp. 264–270. [Google Scholar] [CrossRef]
- Zupanc, U.; Grum, J. Effect of pitting corrosion on fatigue performance of shot-peened aluminium alloy 7075-T651. J. Mater. Process. Technol. 2010, 210, 1197–1202. [Google Scholar] [CrossRef]
- Peltz, J.D.S.; Beltrami, L.V.R.; Kunst, S.R.; Brandolt, C.; Malfatti, C.D.F. Effect of the Shot Peening Process on the Corrosion and Oxidation Resistance of AISI430 Stainless Steel. Mater. Res. 2015, 18, 538–545. [Google Scholar] [CrossRef] [Green Version]
- Iswanto, P.T.; Malau, V.; Priyambodo, B.H.; Wibowo, T.N.; Amin, N. Effect of Shot-Peening on Hardness and Pitting Corrosion Rate on Load-Bearing Implant Material AISI 304. Mater. Sci. Forum 2017, 901, 91–96. [Google Scholar] [CrossRef]
- Peyre, P.; Scherpereel, X.; Berthe, L.; Carboni, C.; Fabbro, R.; Béranger, G.; Lemaitre, C. Surface modifications induced in 316L steel by laser peening and shot-peening. Influence on pitting corrosion resistance. Mater. Sci. Eng. A 2000, 280, 294–302. [Google Scholar] [CrossRef]
- Yue, T.M.; Yan, L.; Chan, C. Stress corrosion cracking behavior of Nd:YAG laser-treated aluminum alloy 7075. Appl. Surf. Sci. 2006, 252, 5026–5034. [Google Scholar] [CrossRef]
- Ciuffini, A.F.; Barella, S.; Martínez, L.B.P.; Mapelli, C.; Pariente, I.F. Influence of Microstructure and Shot Peening Treatment on Corrosion Resistance of AISI F55-UNS S32760 Super Duplex Stainless Steel. Materials 2018, 11, 1038. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hou, X.; Qin, H.; Gao, H.; Mankoci, S.; Zhang, R.; Zhou, X.; Ren, Z.; Doll, G.L.; Martini, A.; Sahai, N.; et al. A systematic study of mechanical properties, corrosion behavior and biocompatibility of AZ31B Mg alloy after ultrasonic nanocrystal surface modification. Mater. Sci. Eng. C 2017, 78, 1061–1071. [Google Scholar] [CrossRef]
- Kim, K.T.; Kim, Y.S. Effect of the Amplitude in Ultrasonic Nano-crystalline Surface Modification on the Corrosion Properties of Alloy 600. Corr. Sci. Tech. 2019, 18, 196–205. [Google Scholar] [CrossRef]
- Ren, Z.; Hou, X.; Dong, Y.; Ye, C. Effect of Nanocrystallization-Assisted Nitriding on the Corrosion Behavior of AISI 4140 Steel. In Proceedings of the ASME 2016 11th International Manufacturing Science and Engineering Conference, Blacksburg, VA, USA, 27 June 27–1 July 2016; 2016; Volume 49903, p. V002T01A008. [Google Scholar] [CrossRef]
- Li, S.; Ren, Z.; Dong, Y.; Ye, C.; Cheng, G.; Cong, H. Enhanced Pitting Corrosion Resistance of 304 SS in 3.5 wt% NaCl by Ultrasonic Nanocrystal Surface Modification. J. Electrochem. Soc. 2017, 164, C682–C689. [Google Scholar] [CrossRef] [Green Version]
- Kim, K.-T.; Lee, J.-H.; Kim, Y.-S. Effect of Ultrasonic Nano-Crystal Surface Modification (UNSM) on the Passivation Behavior of Aged 316L Stainless Steel. Materials 2017, 10, 713. [Google Scholar] [CrossRef] [PubMed]
- Cao, X.; Xu, X.; Wang, C.; Pyoun, Y.; Wang, Q. Effect of Ultrasonic Surface Impact on the Fatigue Behavior of Ti-6Al-4V Subject to Simulated Body Fluid. Metals 2017, 7, 440. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Zhou, W.; Tong, Z.; Chen, L.; Yang, X.; Larson, E.A.; Ren, X. Electrochemical Corrosion Behavior of 5083 Aluminum Alloy Subjected to Laser Shock Peening. J. Mater. Eng. Perform. 2019, 28, 6081–6091. [Google Scholar] [CrossRef]
- Aravamudhan, B.H. Study of the Effect of Laser Shock Peening on Corrosion Behavior of Aluminum Alloy 7075. Master’s Thesis, Department Mechanical and Materials Engineering, University of Cincinatti, Cincinatti, OH, USA, July 2018. [Google Scholar]
- Cao, C.; Zhu, J.; Tanaka, T.; Pham, D.N. Investigation of Corrosion Resistance Enhancement for Biodegradable Magnesium Alloy by Ball Burnishing Process. Int. J. Autom. Technol. 2020, 14, 175–183. [Google Scholar] [CrossRef]
- Gangaraj, S.M.H. Side effects of shot peening on fatigue crack initiation life. Int. J. Eng. 2011, 275–280. [Google Scholar] [CrossRef]
- Wagner, L. Mechanical surface treatments on titanium, aluminum and magnesium alloys. Mater. Sci. Eng. A 1999, 263, 210–216. [Google Scholar] [CrossRef]
- Bag, A.; Delbergue, D.; Ajaja, J.; Bocher, P.; Lévesque, M.; Brochu, M. Effect of different shot peening conditions on the fatigue life of 300 M steel submitted to high stress amplitudes. Int. J. Fatigue 2019, 130, 105274–105286. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.; Song, G.; Niu, W.; Xu, Z.; Huang, C. Effect of shot peening on fatigue crack propagation of Ti6Al4V. Mater. Today Commun. 2020, 25, 101430–101438. [Google Scholar] [CrossRef]
- Hatamleh, O.; Lyons, J.; Forman, R. Laser and shot peening effects on fatigue crack growth in friction stir welded 7075-T7351 aluminum alloy joints. Int. J. Fatigue 2007, 29, 421–434. [Google Scholar] [CrossRef]
- Hu, Y.; Cheng, H.; Yu, J.; Yao, Z. An experimental study on crack closure induced by laser peening in pre-cracked aluminum alloy 2024-T351 and fatigue life extension. Int. J. Fatigue 2019, 130, 105232–105242. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Horstmann, M.; Chupakhin, S.; Riekehr, S.; Falck, R.; Maawad, E.; Staron, P.; Schell, N.; Huber, N. Effects of laser shock peening on the microstructure and fatigue crack propagation behaviour of thin AA2024 specimens. Int. J. Fatigue 2017, 98, 223–233. [Google Scholar] [CrossRef] [Green Version]
- Huang, S.; Zhou, J.; Sheng, J.; Lu, J.; Sun, G.; Meng, X.; Zuo, L.; Ruan, H.; Chen, H. Effects of laser energy on fatigue crack growth properties of 6061-T6 aluminum alloy subjected to multiple laser peening. Eng. Fract. Mech. 2013, 99, 87–100. [Google Scholar] [CrossRef]
- Prevey, P.S.; Jayaraman, N.; Ravindranath, R. Low plasticity burnishing treatment to mitigate FOD and corrosion fatigue damage in 17-4 PH stainless steel. In Proceedings of the 2003 Tri-Service Corrosion Conference, Las Vegas, NV, USA, 17–21 November 2003. [Google Scholar]
- Takahashi, K.; Kogishi, Y.; Shibuya, N.; Kumeno, F. Effects of laser peening on the fatigue strength and defect tolerance of aluminum alloy. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 845–856. [Google Scholar] [CrossRef]
- Ye, C.; Liao, Y.; Cheng, G.J. Warm Laser Shock Peening Driven Nanostructures and Their Effects on Fatigue Performance in Aluminium Alloy 6160. Adv. Eng. Mater. 2010, 12, 291–297. [Google Scholar] [CrossRef]
- Fuhr, J.P.; Basha, M.; Wollmann, M.; Wagner, L. Coverage and Peening Angle Effects in Shot Peening on HCF Performance of Ti-6Al-4V. Procedia Eng. 2018, 213, 682–690. [Google Scholar] [CrossRef]
- Sano, Y.; Obata, M.; Kubo, T.; Mukai, N.; Yoda, M.; Masaki, K.; Ochi, Y. Retardation of crack initiation and growth in austenitic stainless steels by laser peening without protective coating. Mater. Sci. Eng. A 2006, 417, 334–340. [Google Scholar] [CrossRef]
- Avilés, A.; Avilés, R.; Albizuri, J.; Pallarés-Santasmartas, L.; Rodríguez, A. Effect of shot-peening and low-plasticity burnishing on the high-cycle fatigue strength of DIN 34CrNiMo6 alloy steel. Int. J. Fatigue 2018, 119, 338–354. [Google Scholar] [CrossRef]
- Pistochini, T.; Hill, M.R. Effect of laser peening on fatigue performance in 300M steel. Fatigue Fract. Eng. Mater. Struct. 2011, 34, 521–533. [Google Scholar] [CrossRef]
- Cherif, A.; Pyoun, Y.; Scholtes, B. Effects of Ultrasonic Nanocrystal Surface Modification (UNSM) on Residual Stress State and Fatigue Strength of AISI 304. J. Mater. Eng. Perform. 2009, 19, 282–286. [Google Scholar] [CrossRef]
- Sheng-Li, L.; Cui, Y.; Gao, X.; Srivatsan, T. Influence of exposure to aggressive environment on fatigue behavior of a shot peened high strength aluminum alloy. Mater. Sci. Eng. A 2013, 574, 243–252. [Google Scholar] [CrossRef]
- Kubota, M.; Suzuki, T.; Hirakami, D.; Ushioda, K. Influence of Hydrogen on Fatigue Property of Suspension Spring Steel with Artificial Corrosion Pit after Multi-step Shot Peening. ISIJ Int. 2015, 55, 2667–2676. [Google Scholar] [CrossRef] [Green Version]
- Turnbull, A.; Zhou, S. Impact of pitting corrosion on the benefit of shot peening. In Proceedings of the NACE Corrosion 2018 Proceedings, Paper No. 10630, Phoenix, AZ, USA, 15–19 April 2018. [Google Scholar]
- Turnbull, A.; Crocker, L.; Zhou, S. Do corrosion pits eliminate the benefit of shot-peening? Int. J. Fatigue 2018, 116, 439–447. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H.P. Laser shock processing of aluminum alloys: Application to high cycle fatigue behavior. Mat. Sci. Eng. 1996, A210, 102–113. [Google Scholar] [CrossRef]
- Luo, K.; Yin, Y.; Wang, C.; Chai, Q.; Cai, J.; Lu, J.; Lu, Y. Effects of laser shock peening with different coverage layers on fatigue behaviour and fractural morphology of Fe-Cr alloy in NaCl solution. J. Alloys Compd. 2018, 773, 168–179. [Google Scholar] [CrossRef]
- Prevey, P.S.; Cammett, J.; Prevéy, P.S. Low Cost Corrosion Damage Mitigation and Improved Fatigue Performance of Low Plasticity Burnished 7075-T6. J. Mater. Eng. Perform. 2001, 10, 548–555. [Google Scholar] [CrossRef] [Green Version]
- Dzionk, S.; Przybylski, W.; Ścibiorski, B. The Possibilities of Improving the Fatigue Durability of the Ship Propeller Shaft by Burnishing Process. Machines 2020, 8, 63. [Google Scholar] [CrossRef]
- Li, X.; Zhang, J.; Wang, Y.; Ma, M.; Shen, S.; Song, X. The dual role of shot peening in hydrogen-assisted cracking of PSB1080 high strength steel. Mater. Des. 2016, 110, 602–615. [Google Scholar] [CrossRef]
- Brown, B.F. Stress Corrosion Cracking in High Strength Steels and in Titanium and Aluminum Alloys; Naval Research Laboratory: Washington, DC, USA, 1972; p. A030873. [Google Scholar]
- Scheel, J.E.; Hornbach, D.J.; Prevey, P.S. Mitigation of stress corrosion cracking in nuclear weldments using low plasticity burnishing. In Proceedings of the 16th International Conference on Nuclear Engineering, Orlando, FL, USA, 11–15 May 2008. [Google Scholar]
- Sundar, R.; Ganesh, P.; Kumar, B.S.; Gupta, R.K.; Nagpure, D.C.; Kaul, R.; Ranganathan, K.; Bindra, K.S.; Kain, V.; Oak, S.M.; et al. Mitigation of Stress Corrosion Cracking Susceptibility of Machined 304L Stainless Steel Through Laser Peening. J. Mater. Eng. Perform. 2016, 25, 3710–3724. [Google Scholar] [CrossRef]
- Gupta, R.K.; Sundar, R.; Kumar, B.S.; Ganesh, P.; Kaul, R.; Ranganathan, K.; Bindra, K.S.; Kain, V.; Oak, S.M.; Kukreja, L.M. A Hybrid Laser Surface Treatment for Refurbishment of Stress Corrosion Cracking Damaged 304L Stainless Steel. J. Mater. Eng. Perform. 2015, 24, 2569–2576. [Google Scholar] [CrossRef]
- Zhang, L.-J.; Zhang, H.-B.; Lei, X.-W.; Wang, R.; Han, B.-F.; Zhang, J.-X.; Na, S.-J. Laser processing of Mg-10Li-3Al-3Zn alloy: Part II- Improving corrosion resistance of multi-phase Mg alloys by laser surface processing. J. Manuf. Process. 2020, 56, 571–580. [Google Scholar] [CrossRef]
- Lisenko, N.; Evans, C.D.; Yao, Y.L. Effect of brass composition and phases on stress corrosion mitigation by laser shock peening. Manuf. Lett. 2019, 23, 5–8. [Google Scholar] [CrossRef]
- Telang, A.; Gill, A.S.; Tammana, D.; Wen, X.; Kumar, M.; Teysseyre, S.; Mannava, S.R.; Qian, D.; Vasudevan, V.K. Surface grain boundary engineering of Alloy 600 for improved resistance to stress corrosion cracking. Mater. Sci. Eng. A 2015, 648, 280–288. [Google Scholar] [CrossRef] [Green Version]
- Jo, M.C.; Yoo, J.; Amanov, A.; Song, T.; Kim, S.-H.; Sohn, S.S.; Lee, S. Ultrasonic nanocrystal surface modification for strength improvement and suppression of hydrogen permeation in multi-layered steel. J. Alloys Compd. 2021, 885, 160975–160985. [Google Scholar] [CrossRef]
- Takakuwa, O.; Nishikawa, M.; Soyama, H. Numerical simulation of the effects of residual stress on the concentration of hydrogen around a crack tip. Surf. Coat. Technol. 2012, 206, 2892–2898. [Google Scholar] [CrossRef]
- Scheel, J.E.; Jayaraman, N.; Hornbach, D.J. Engineered Residual Stress to Mitigate Stress Corrosion Cracking of Stainless Steel Weldments. In Proceedings of the NACE Corrosion 2011, NACE-11283, Houston, TX, USA, 13–17 March 2011. [Google Scholar]
- Westinghouse Electric Company. The Art of Aging Well: Westinghouse Introduces Laser Peening. 1 October 2017. Available online: https://info.westinghousenuclear.com/blog/the-art-of-aging-well-westinghouse-introduces-laser-peening (accessed on 4 October 2021).
- Uehara, T.; Yoda, M.; Sano, Y.; Mukai, N.; Chida, I.; Kato, H. Laser peening systems for preventive maintenance against stress corrosion cracking in nuclear power reactors. In Proceedings of the International Conference on Nuclear Engineering, Orlando, FL, USA, 11–15 May 2008; Volume 48140, pp. 491–497. [Google Scholar]
- Bazarbayev, Y.; Kattoura, M.; Mao, K.S.; Song, J.; Vasudevan, V.K.; Wharry, J.P. Effects of corrosion-inhibiting surface treatments on irradiated microstructure development in Ni-base alloy 718. J. Nucl. Mater. 2018, 512, 276–287. [Google Scholar] [CrossRef]
- Prevey, J. Lambda Technologies Keeps Nuclear Waste Materials Contained. 30 October 2018. Available online: https://www.prweb.com/releases/lambda_technologies_keeps_nuclear_waste_materials_contained/prweb15879924.htm (accessed on 24 April 2021).
- Scheel, J.E.; Prevey, P.S.; Hornbach, D.J. The effect of surface enhancement on the corrosion properties, fatigue strength, and degradation of aircraft aluminum. In Proceedings of the NACE Corrosion 2010, Paper No. 10087, San Antonio, TX, USA, 14–18 March 2010. [Google Scholar]
- Naval Air Systems Command. New F-35 Modification Facility Brings Strategic Capability to FRCE. 20 August 2019. Available online: https://www.navair.navy.mil/news/New-F-35-modification-facility-brings-strategic-capability-FRCE/Tue-08202019-0732 (accessed on 22 April 2021).
- Zabeen, S.; Preuss, M.; Withers, P. Evolution of a laser shock peened residual stress field locally with foreign object damage and subsequent fatigue crack growth. Acta Mater. 2015, 83, 216–226. [Google Scholar] [CrossRef] [Green Version]
- Leap, M.; Rankin, J.; Harrison, J.; Hackel, L.; Nemeth, J.; Candela, J. Effects of laser peening on fatigue life in an arrestment hook shank application for Naval aircraft. Int. J. Fatigue 2011, 33, 788–799. [Google Scholar] [CrossRef]
- Lambda Technologies Group. Landing Gear. 2017. Available online: https://www.lambdatechs.com/wp-content/uploads/LandingGear_v2.pdf (accessed on 10 April 2021).
- Lambda Technologies Group. Improving Component Life and Performance: Aircraft Structures. 2011. Available online: https://www.lambdatechs.com/wp-content/uploads/AircraftStructures.pdf (accessed on 10 April 2021).
- NACE. Corrosion Costs and Preventative Strategies in the United States. Available online: http://impact.nace.org/documents/ccsupp.pdf (accessed on 15 August 2021).
- Zapffe, C.A. Corrosion-Fatigue Failure of a Marine Propeller Shaft. Corrosion 1953, 9, 298–302. [Google Scholar] [CrossRef]
- Hara, S. The Corrosion Fatigue of Marine Propeller Shaft. J. Zosen Kiokai 1955, 1955, 135–148. [Google Scholar] [CrossRef]
- Golumbfskie, W.; Tran, K.; Noland, J.; Park, R.; Stiles, D.; Grogan, G.; Wong, C. Survey of Detection, Mitigation, and Repair Technologies to Address Problems Caused by Sensitization of Al-Mg Alloys on Navy Ships. Corrosion 2016, 72, 314–328. [Google Scholar] [CrossRef]
- Onboard Ship Integration of Laser Peening System for Lasting Aluminum Repairs. NSRP. Available online: https://www.nsrp.org/project/onboard-ship-integration-of-laser-peening-system-for-lasting-aluminum-repairs/ (accessed on 28 December 2020).
- Hackel, L.A.; Dane, C.B.; Harris, F.B.; Rankin, J.; Truong, C. Transportable Laser Peening System for Field Applications to Improve Fatigue and SCC Resistance of Offshore Components and Structures. In Proceedings of the Sixteenth International Offshore and Polar Engineering Conference, San Francisco, CA, USA, 28 May–2 June 2006; pp. 193–198. [Google Scholar] [CrossRef]
- Seemikeri, C.Y.; Brahmankar, P.K.; Mahagaonkar, S.B. Low Plasticity Burnishing: An Innovative Manufacturing Method for Biomedical Applications. J. Manuf. Sci. Eng. 2008, 130, 021008–021016. [Google Scholar] [CrossRef]
- Russo, J. The Effects of Laser Shock Peening on the Residual Stress and Corrosion Characteristics of Magnesium Alloy AZ91D for Use as Biodegradable Implants. Master’s Thesis, School of Dynamic Systems, University of Cincinnati, Cincinnati, OH, USA, 2012. [Google Scholar]
- Uddin, M.S.; Hall, C.; Murphy, P. Surface treatments for controlling corrosion rate of biodegradable Mg and Mg-based alloy implants. Sci. Technol. Adv. Mater. 2015, 16, 053501–053525. [Google Scholar] [CrossRef] [Green Version]
- Patil, T. Effect of Shot Peening on Stress Corrosion Behavior of Biodegradable Magnesium WE43. Master’s Thesis, University of Nebraska Graduate College, Lincoln, NE, USA, April 2018. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Search Criteria: Main Topics | Search Criteria: Key Words | Total Results | Applicable Works |
|---|---|---|---|
| Shot Peening | Corrosion | 592 | 57 |
| Corrosion Fatigue | 75 | 20 | |
| Cracking | 217 | 17 | |
| Ultrasonic Nanocrystal Surface Modification | Corrosion | 31 | 6 |
| Fatigue | 50 | 28 | |
| Cracking | 10 | 1 | |
| Laser Shock Peening | Corrosion | 174 | 38 |
| Corrosion Fatigue | 19 | 5 | |
| Cracking | 57 | 11 | |
| Burnishing | Corrosion | 168 | 24 |
| Corrosion Fatigue | 24 | 9 | |
| Cracking | 34 | 7 | |
| Total | 1451 | 223 |
| Hardness Level | Hardness Range (According to Vickers Hardness) | Alloys |
|---|---|---|
| Low | 10–100 | AZ31B, 6082, 5083, Brass 260/280 |
| Medium | 100–200 | 7075, 7050, 2024, 6061, AISI 430 steel |
| High | 200+ | C35 steel, 304 SS, 316 SS, 300M, 36NiCrMo, 42CrMoV, 12Cr Steel, Ferrium S53 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
McMahon, M.E. Review of Residual Stress Impingement Methods to Mitigate Environmental Fracture Susceptibility. Corros. Mater. Degrad. 2021, 2, 582-602. https://doi.org/10.3390/cmd2040031
McMahon ME. Review of Residual Stress Impingement Methods to Mitigate Environmental Fracture Susceptibility. Corrosion and Materials Degradation. 2021; 2(4):582-602. https://doi.org/10.3390/cmd2040031
Chicago/Turabian StyleMcMahon, Matthew E. 2021. "Review of Residual Stress Impingement Methods to Mitigate Environmental Fracture Susceptibility" Corrosion and Materials Degradation 2, no. 4: 582-602. https://doi.org/10.3390/cmd2040031
APA StyleMcMahon, M. E. (2021). Review of Residual Stress Impingement Methods to Mitigate Environmental Fracture Susceptibility. Corrosion and Materials Degradation, 2(4), 582-602. https://doi.org/10.3390/cmd2040031