
Influence of Isothermal Annealing in the 600 to 750 °C Range on the Degradation of SAF 2205 Duplex Stainless Steel




Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
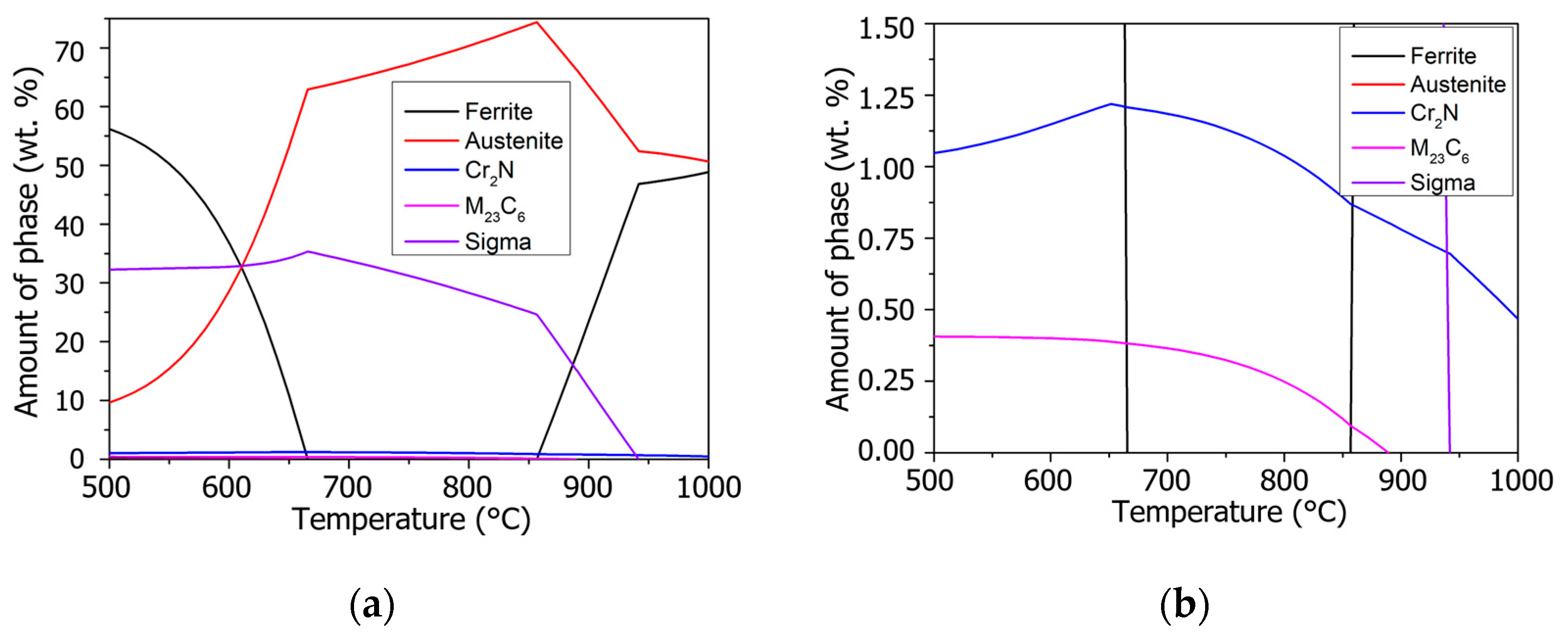
3.1. Thermocalc Calculations
3.2. Vickers Hardness
3.3. Charpy V-Notch Impact Toughness
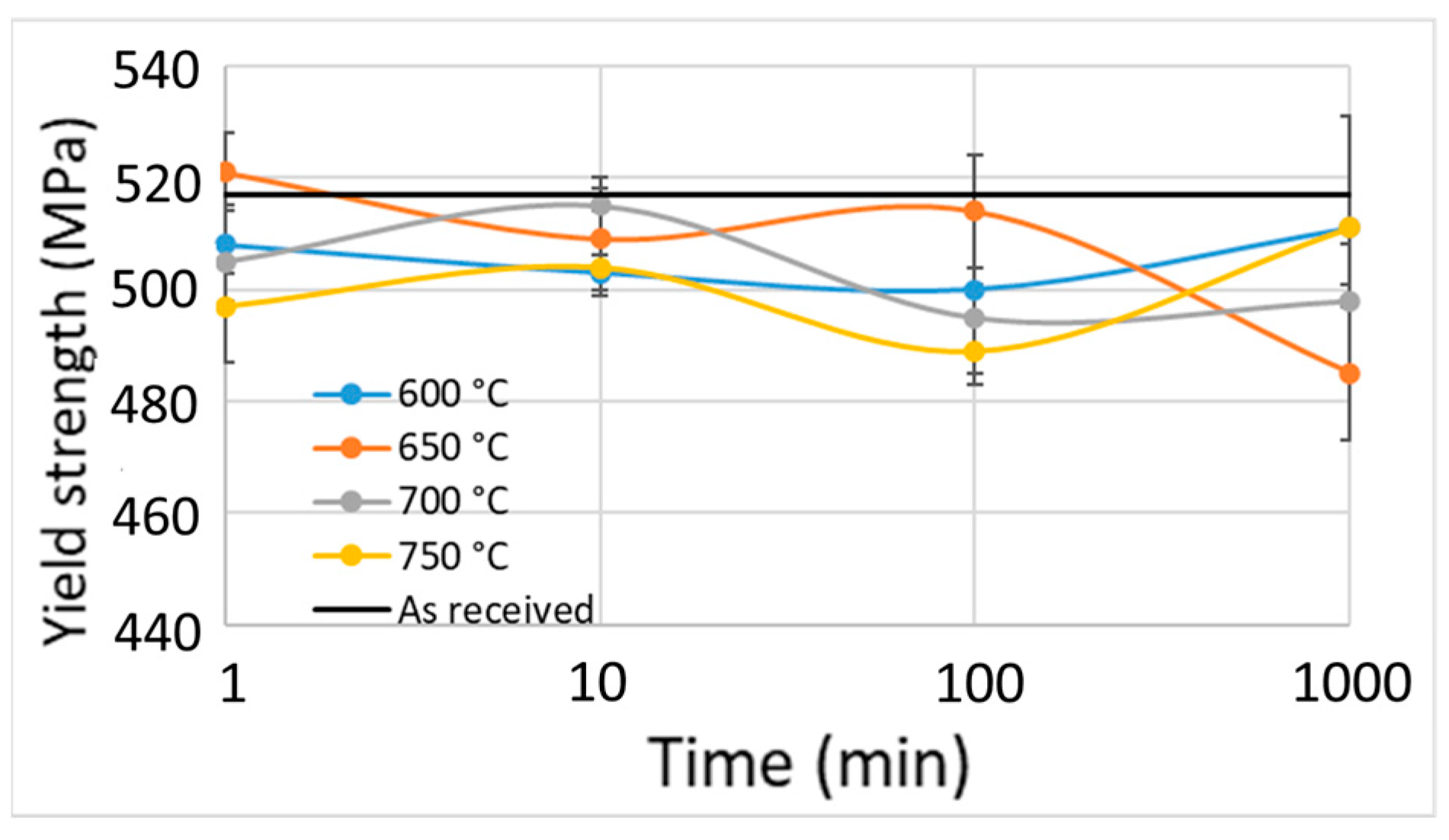
3.4. Tensile Properties
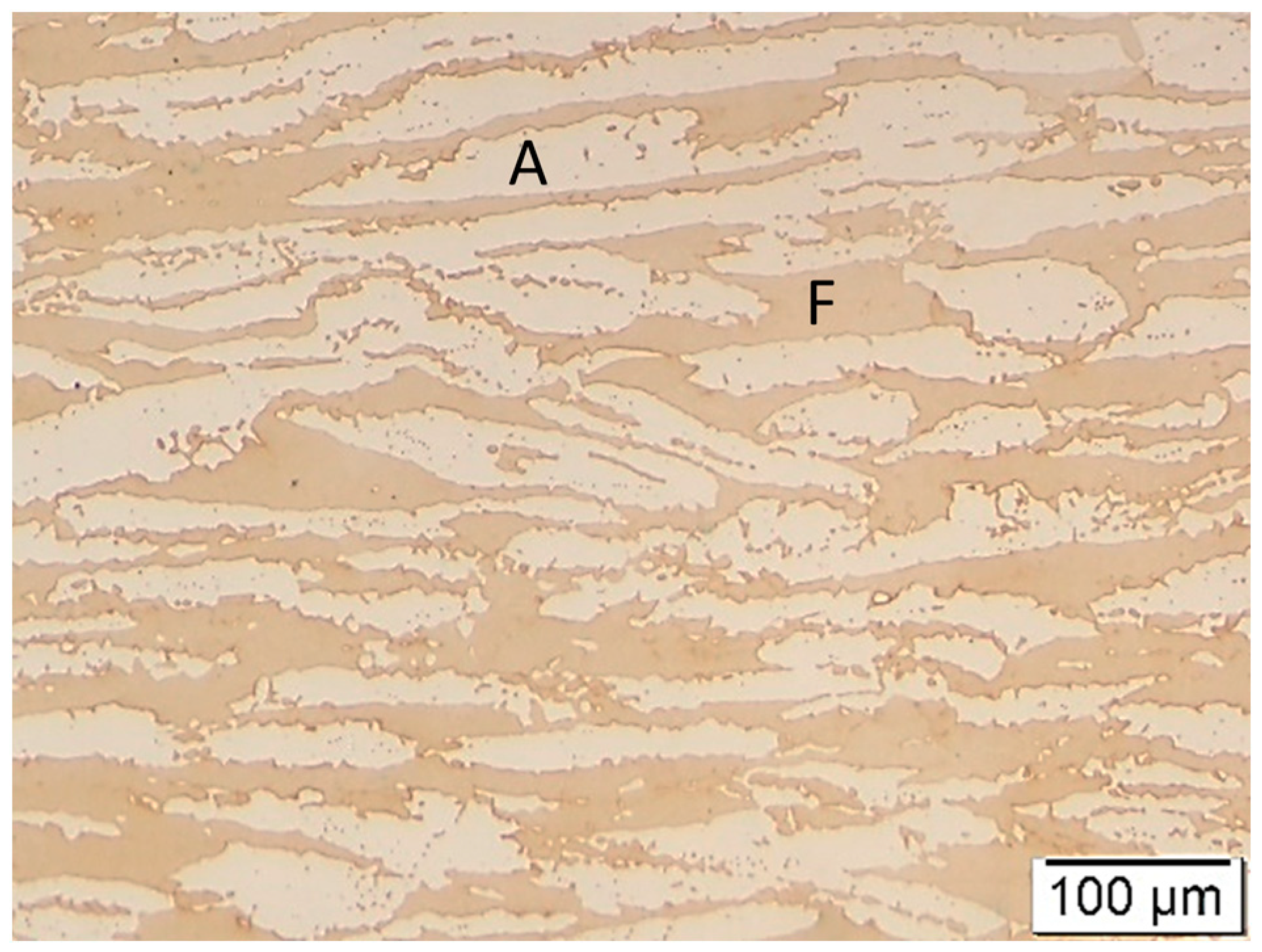
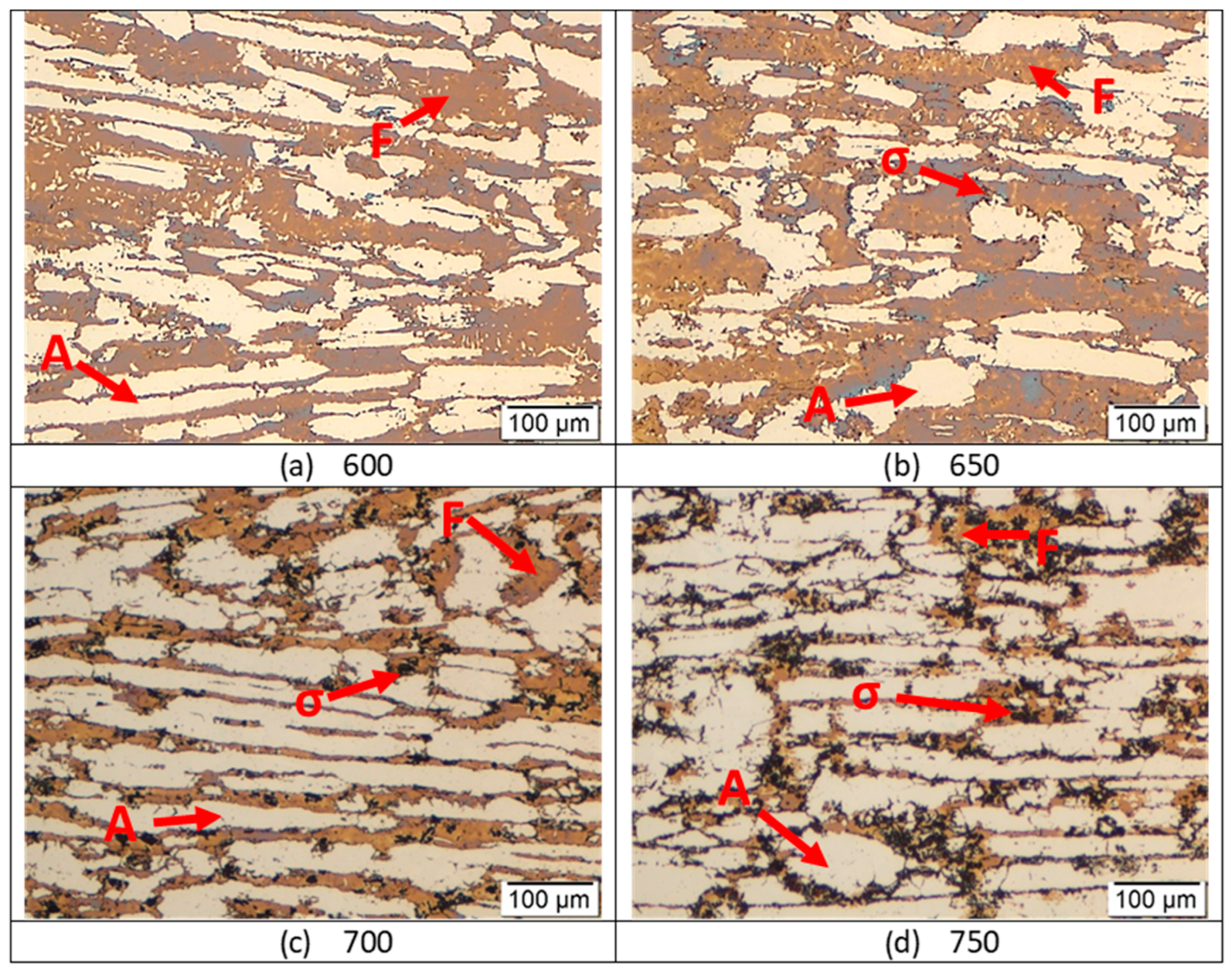
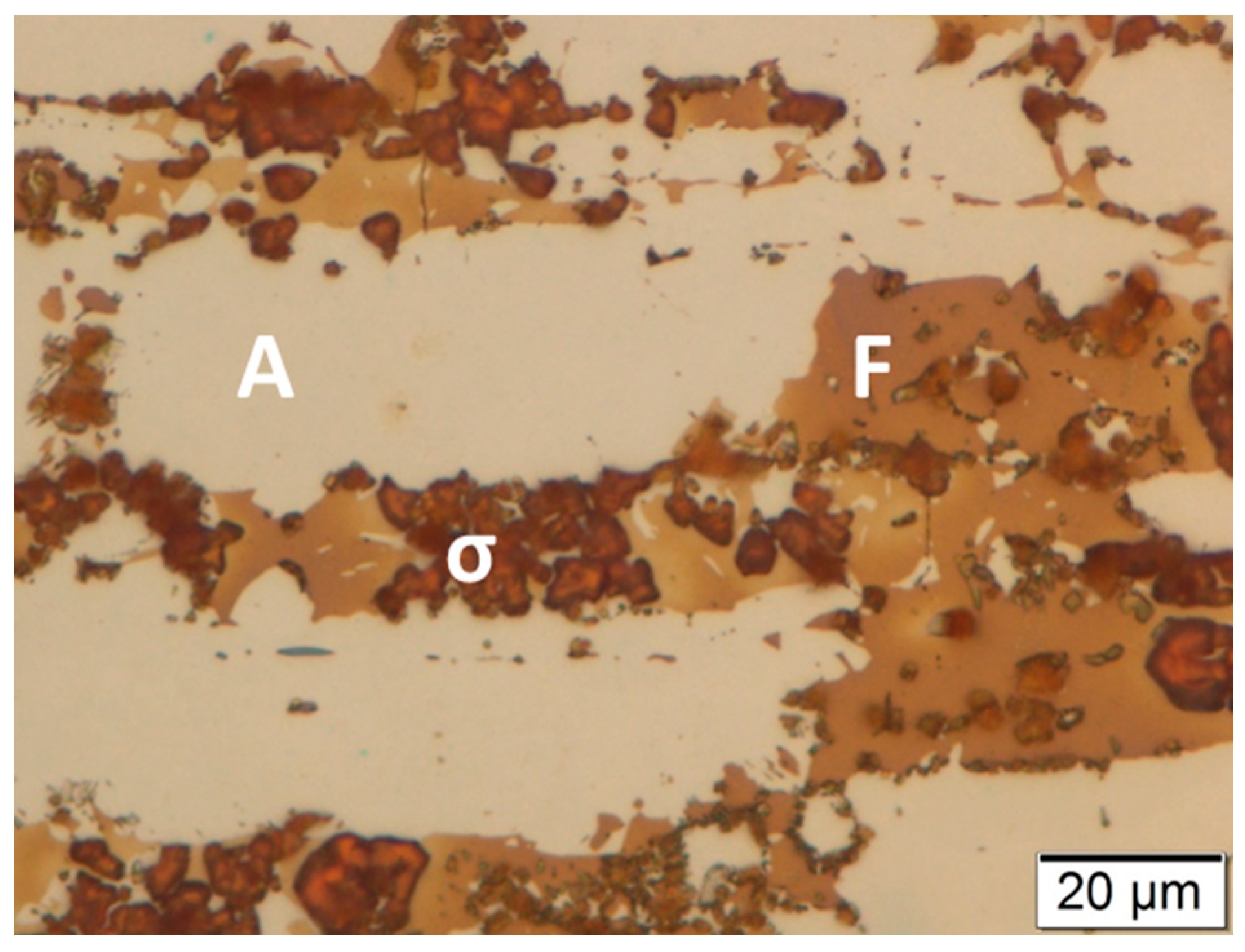
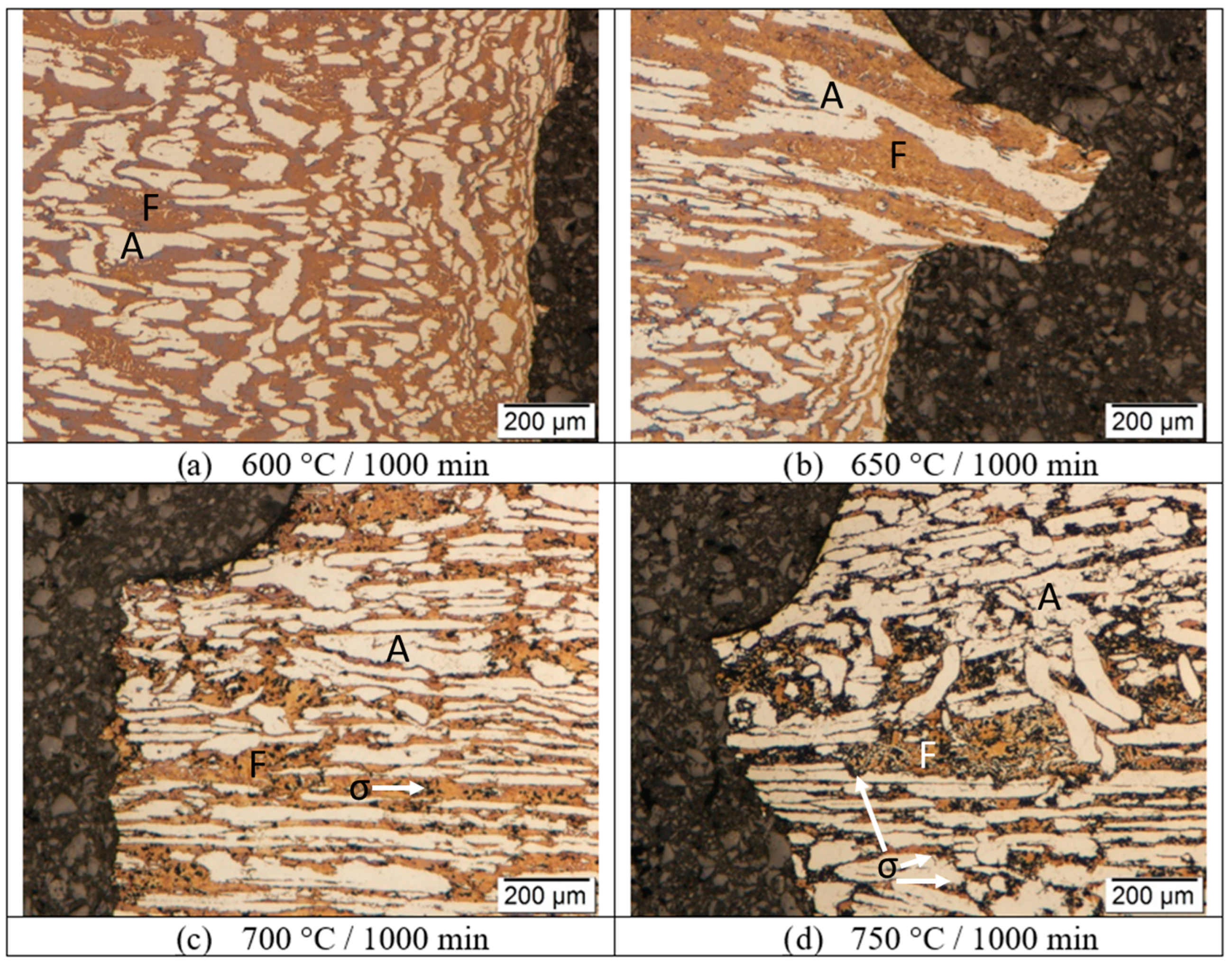
3.5. Microstructure and Sigma Phase Formation
3.6. Ferrite Content
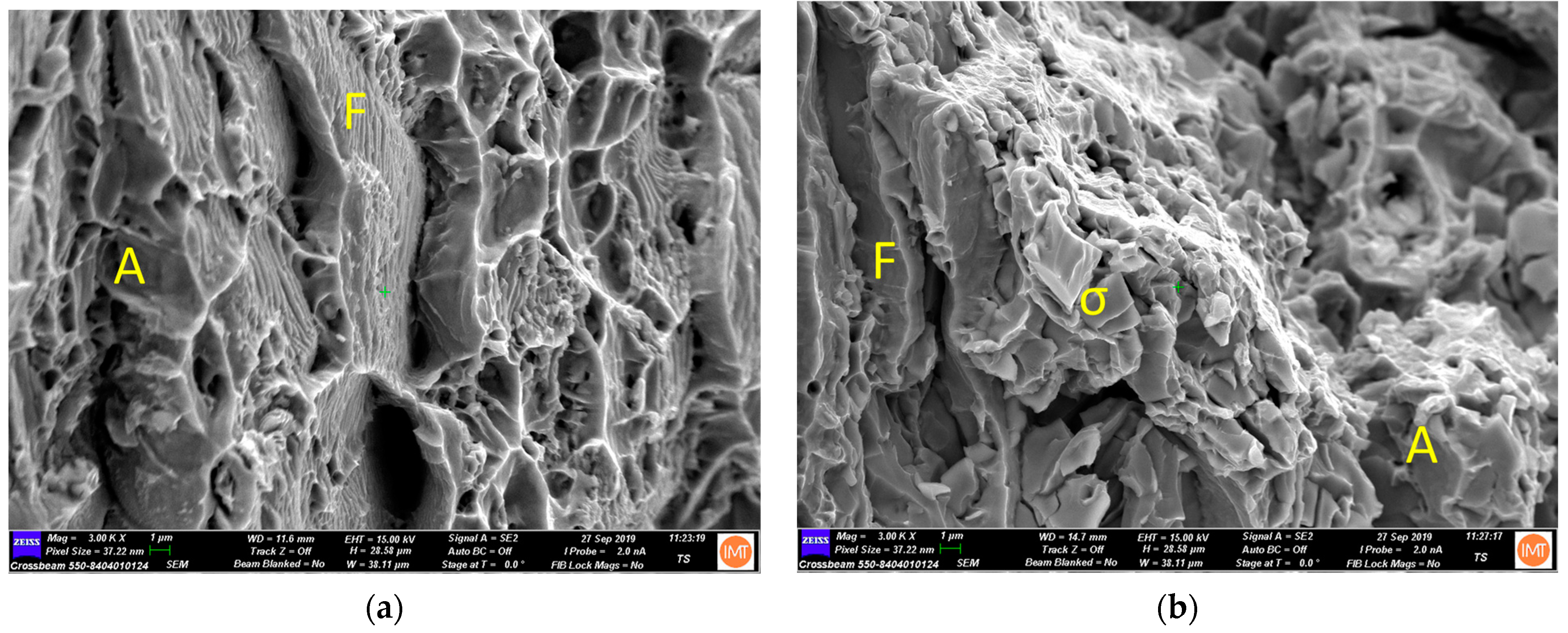
3.7. Fractography
4. Conclusions
- The impact of annealing on impact toughness is significantly more pronounced compared to hardness. Even the initial heating and holding of the samples for 1 min resulted in a 25% lowering of the impact toughness. While hardness increased by a maximum of 25%, impact toughness decreased by more than 90%.
- Yield strength is not strongly affected by annealing, while tensile strength can increase up to 100 MPa and elongation can decrease by more than 50% in the case of annealing at 750 °C for 1000 min.
- Sigma phase formation is sluggish at lower temperatures (up to 650 °C). Only a few precipitates were observed after annealing at 650 °C for 1000 min. At higher temperatures, the precipitation rate increases, and ferrite decomposes faster. At 750 °C and 1000 min of annealing, the ferrite content dropped from approximately 50% to only 16%.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, R. Precipitation of Sigma Phase in Duplex Stainless Steel and Recent Development on Its Detection by Electrochemical Potentiokinetic Reactivation: A Review. Corros. Commun. 2021, 2, 41–54. [Google Scholar] [CrossRef]
- Liu, J.; Han, J.; Lu, R. Study on descaling characteristics of 304 stainless steel using pickling and abrasive water jet. Mater. Tehnol. 2022, 56, 507–513. [Google Scholar] [CrossRef]
- Torkar, M.; Kocijan, A.; Celin, R.; Burja, J.; Podgornik, B. Metallographic Investigation and Corrosion Resistance of Welds of Ferritic Stainless Steels. Mater. Tehnol. 2016, 50, 829–834. [Google Scholar] [CrossRef]
- Garrison, W.M.; Amuda, M.O.H. Stainless Steels: Martensitic. Ref. Modul. Mater. Sci. Mater. Eng. 2017, 8804–8810. [Google Scholar] [CrossRef]
- Niessen, F.; Apel, D.; Danoix, F.; Hald, J.; Somers, M.A.J. Evolution of Substructure in Low-Interstitial Martensitic Stainless Steel during Tempering. Mater. Charact. 2020, 167, 110494. [Google Scholar] [CrossRef]
- Patankar, S.N.; Lim, C.T.; Tan, M.J. Superplastic Forming of Duplex Stainless Steel. Metall. Mater. Trans. A 2000, 31, 2394–2396. [Google Scholar] [CrossRef]
- Tehovnik, F.; Žužek, B.; Burja, J. Hot Tensile Testing of SAF 2205 Duplex Stainless Steel. Mater. Tehnol. 2016, 50, 989–993. [Google Scholar] [CrossRef]
- Burja, J.; Tehovnik, F.; Vode, F.; Batic, B.Š. Phase Transformations during High Temperature Treatments in SAF 2205 Duplex Stainless Steel. In Proceedings of the ESSC and DUPLEX 2017—9th European Stainless Steel Conference—Science and Market and 5th European Duplex Stainless Steel Conference and Exhibition, Bergamo, Italy, 25–27 May 2017. [Google Scholar]
- Michalska, J.; Sozańska, M. Qualitative and Quantitative Analysis of σ and χ Phases in 2205 Duplex Stainless Steel. Mater. Charact. 2006, 56, 355–362. [Google Scholar] [CrossRef]
- Huang, C.S.; Shih, C.C. Effects of Nitrogen and High Temperature Aging on Sigma Phase Precipitation of Duplex Stainless Steel. Mater. Sci. Eng. A 2005, 402, 66–75. [Google Scholar] [CrossRef]
- Hosseini, V.A.; Karlsson, L.; Wessman, S.; Fuertes, N. Effect of Sigma Phase Morphology on the Degradation of Properties in a Super Duplex Stainless Steel. Materials 2018, 11, 933. [Google Scholar] [CrossRef] [PubMed]
- Topolska, S.; Labanowski, J. Impact-Toughness Investigations of Duplex Stainless Steels. Mater. Tehnol. 2015, 49, 481–486. [Google Scholar] [CrossRef]
- Tehovnik, F.; Burja, J.; Vode, F. Hot Tensile Tests and Phase Transformations in 2101 Lean Duplex Stainless Steel. In Proceedings of the ESSC and DUPLEX 2017—9th European Stainless Steel Conference—Science and Market and 5th European Duplex Stainless Steel Conference and Exhibition, Bergamo, Italy, 25–27 May 2017. [Google Scholar]
- Nagar, R.; Patel, K.K.; Parmar, A. Study and Characterization of Sigma Phase in Duplex Stainless Steel 2205 (03Kh22N6M2). Met. Sci. Heat Treat. 2024, 65, 558–562. [Google Scholar] [CrossRef]
- Biezma, M.V.; Martin, U.; Linhardt, P.; Ress, J.; Rodríguez, C.; Bastidas, D.M. Non-Destructive Techniques for the Detection of Sigma Phase in Duplex Stainless Steel: A Comprehensive Review. Eng. Fail. Anal. 2021, 122, 105227. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhou, E.; Xu, D.; Yang, Y.; Zhao, Y.; Zhang, T.; Gu, T.; Yang, K.; Wang, F. Laboratory Investigation of Microbiologically Influenced Corrosion of 2205 Duplex Stainless Steel by Marine Pseudomonas Aeruginosa Biofilm Using Electrochemical Noise. Corros. Sci. 2018, 143, 281–291. [Google Scholar] [CrossRef]
- Redjaïmia, A.; Garcia, A.M.M. On the M23 C6-Carbide in 2205 Duplex Stainless Steel: An Unexpected (M23 C6/Austenite)—Eutectoid in the δ-Ferritic Matrix. Metals 2021, 11, 1340. [Google Scholar] [CrossRef]
- Silva, E.M.; Marinho, L.B.; Rebouças Filho, P.P.; Leite, J.P.; Leite, J.P.; Fialho, W.M.L.; De Albuquerque, V.H.C.; Tavares, J.M.R.S. Classification of Induced Magnetic Field Signals for the Microstructural Characterization of Sigma Phase in Duplex Stainless Steels. Metals 2016, 6, 164. [Google Scholar] [CrossRef]
- Gao, T.; Wang, J.; Sun, Q.; Han, P. Corrosion Behavior Difference in Initial Period for Hot-Rolled and Cold-Rolled 2205 Duplex Stainless Steels. Metals 2018, 8, 407. [Google Scholar] [CrossRef]
- BS EN ISO 6507-1:2005; Metallic Materials—Rockwell Hardness Test—Part 1: Test Method. ISO: Geneva, Switzerland, 2015.
- EN ISO 148-1:2016; Metallic Materials—Charpy Pendulum Impact Test—Part 1: Test Method. ISO: Geneva, Switzerland, 2016.
- EN ISO 6892-1:2017; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2017.
- EN ISO 17655:2003; Method for Taking Samples for Delta Ferrite Measurement. ISO: Geneva, Switzerland, 2003.
- Magnabosco, R. Kinetics of Sigma Phase Formation In a Duplex Stainless Steel. Mater. Res. 2009, 12, 321–327. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo | N |
|---|---|---|---|---|---|---|---|---|---|
| 0.021 | 0.32 | 1.58 | 0.0026 | 0.002 | 22.95 | 5.3 | 0.26 | 2.74 | 0.14 |
| T (°C) | 600 | 650 | 700 | 750 | |
|---|---|---|---|---|---|
| t (min) | |||||
| 1 | 50.1 ± 0.7 | 50.6 ± 0.5 | 51.1 ± 0.9 | 50.4 ± 0.6 | |
| 10 | 51.1 ± 0.5 | 48.8 ± 0.5 | 46.9 ± 0.6 | 44.7 ± 0.8 | |
| 100 | 52.3 ± 0.6 | 48.7 ± 0.7 | 45.9 ± 1.4 | 42.4 ± 1.2 | |
| 1000 | 45.7 ± 1.5 | 47.2 ± 0.9 | 39.7 ± 2 | 15.9 ± 1.8 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Burja, J.; Žužek, B.; Šetina Batič, B. Influence of Isothermal Annealing in the 600 to 750 °C Range on the Degradation of SAF 2205 Duplex Stainless Steel. Corros. Mater. Degrad. 2024, 5, 340-349. https://doi.org/10.3390/cmd5030014
Burja J, Žužek B, Šetina Batič B. Influence of Isothermal Annealing in the 600 to 750 °C Range on the Degradation of SAF 2205 Duplex Stainless Steel. Corrosion and Materials Degradation. 2024; 5(3):340-349. https://doi.org/10.3390/cmd5030014
Chicago/Turabian StyleBurja, Jaka, Borut Žužek, and Barbara Šetina Batič. 2024. "Influence of Isothermal Annealing in the 600 to 750 °C Range on the Degradation of SAF 2205 Duplex Stainless Steel" Corrosion and Materials Degradation 5, no. 3: 340-349. https://doi.org/10.3390/cmd5030014
APA StyleBurja, J., Žužek, B., & Šetina Batič, B. (2024). Influence of Isothermal Annealing in the 600 to 750 °C Range on the Degradation of SAF 2205 Duplex Stainless Steel. Corrosion and Materials Degradation, 5(3), 340-349. https://doi.org/10.3390/cmd5030014