Thermomechanical Analysis of PBF-LB/M AlSi7Mg0.6 with Respect to Rate-Dependent Material Behaviour and Damage Effects

 , , , , ,
, , , , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Additive Manufacturing of Aluminium Alloys
2.2. Microstructure Analysis
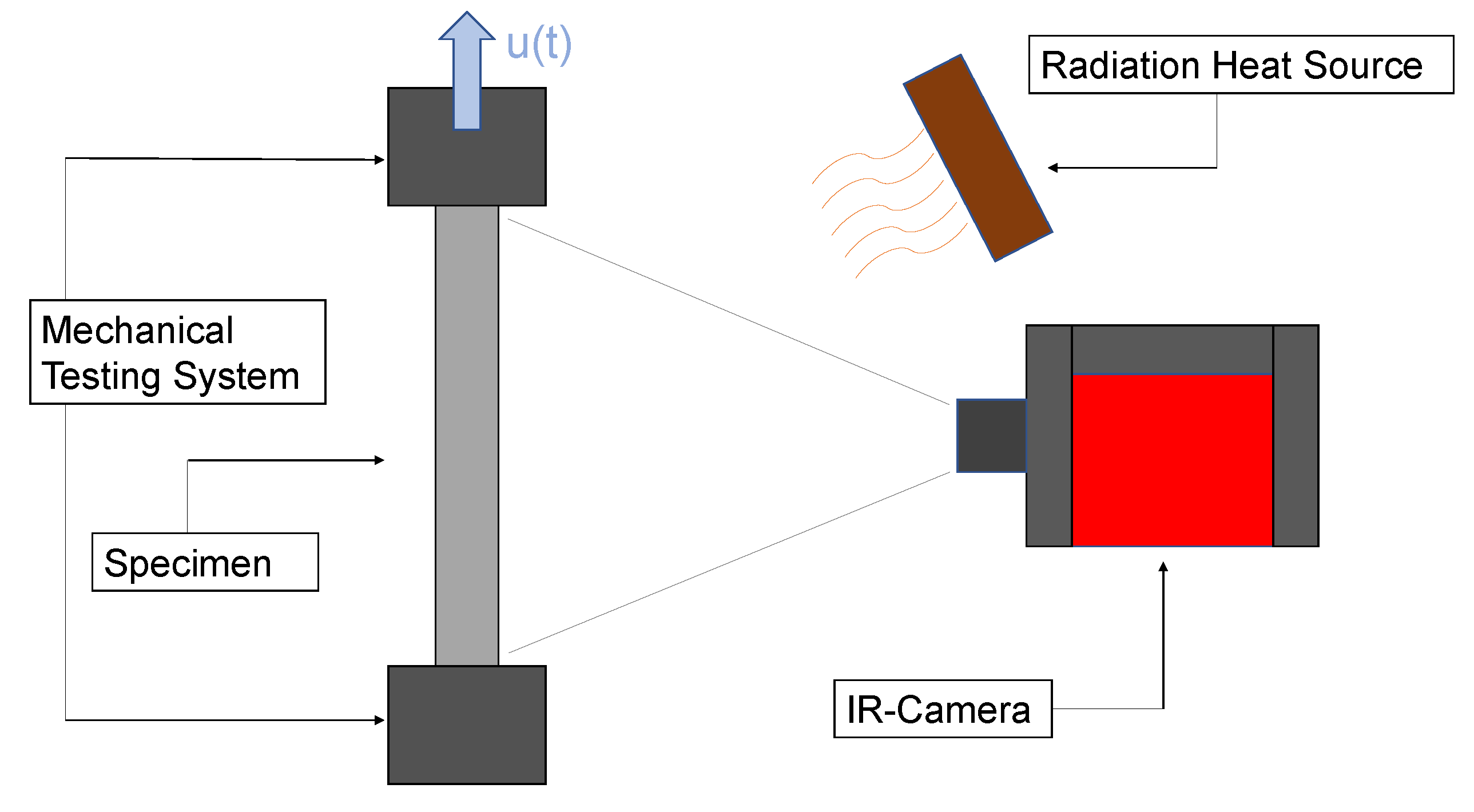
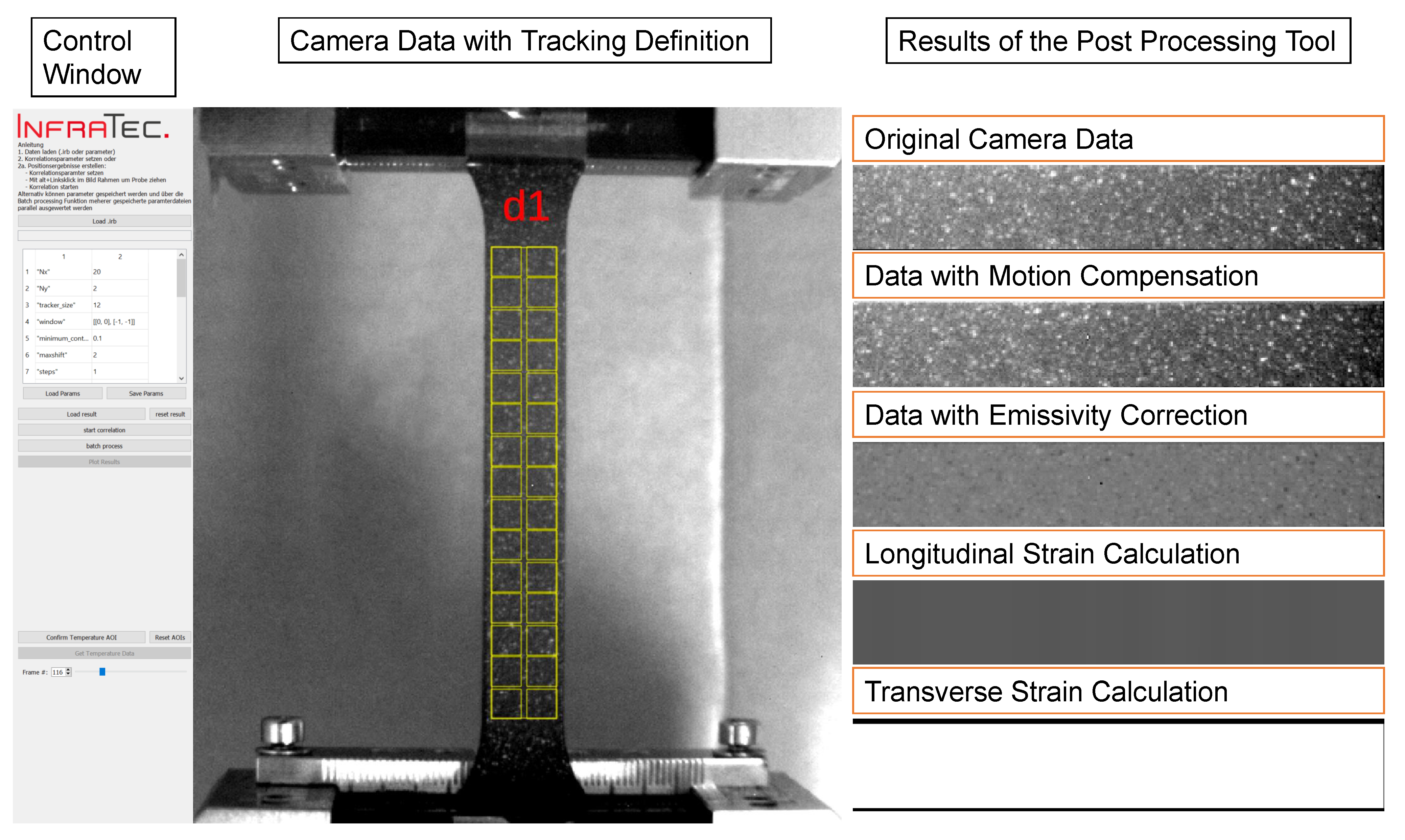
2.3. Thermomechanical Experiment
2.4. Theoretical Framework
2.4.1. Dissipation
- Temperature strain is negligible;
- The viscoplastic strain is an internal variable [38].
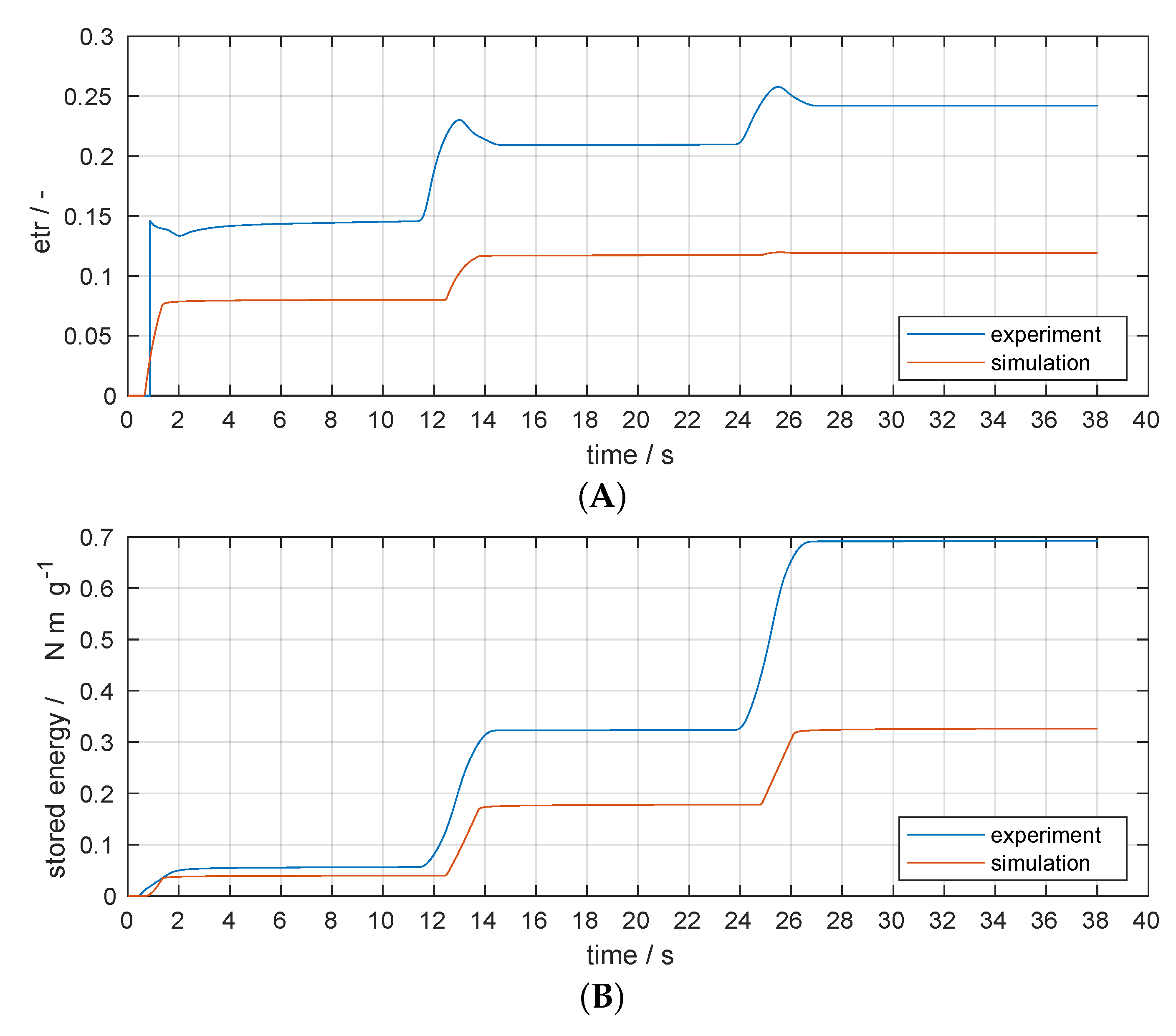
2.4.2. Energy Transformation Ratio
2.4.3. Heat Equation
2.4.4. Material Model
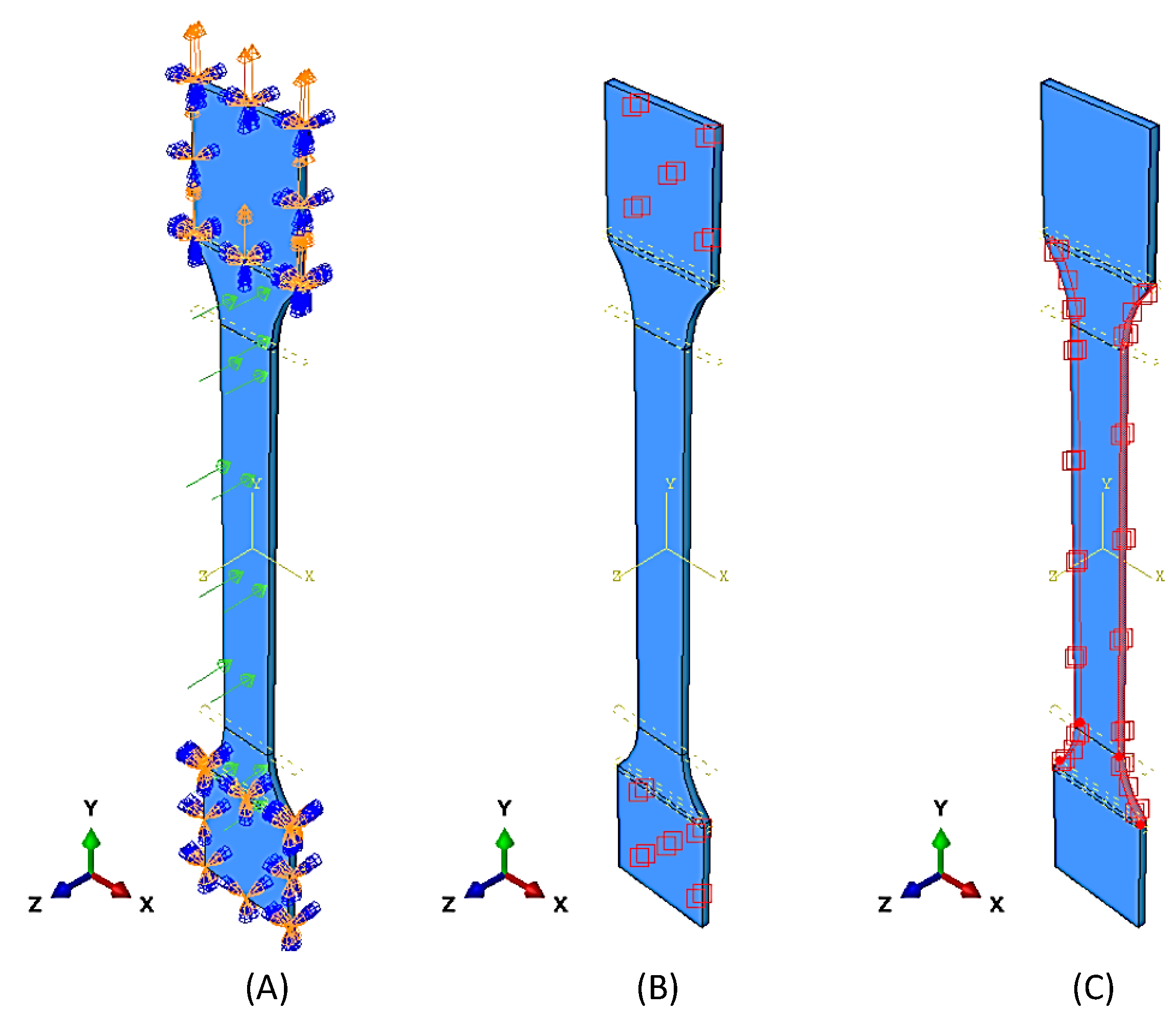
2.4.5. Concept for Thermomechanic FE-Analysis
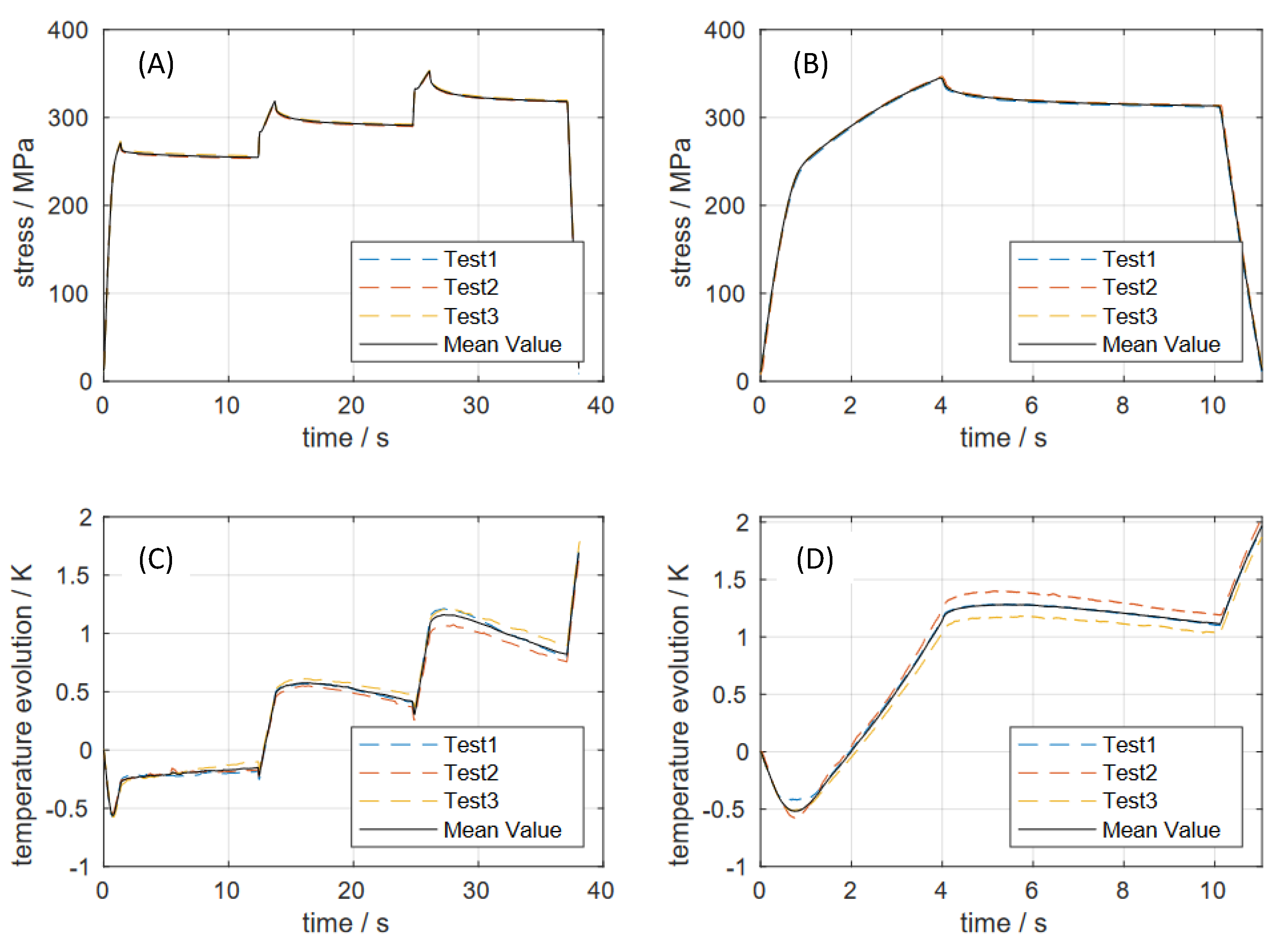
3. Results and Discussion
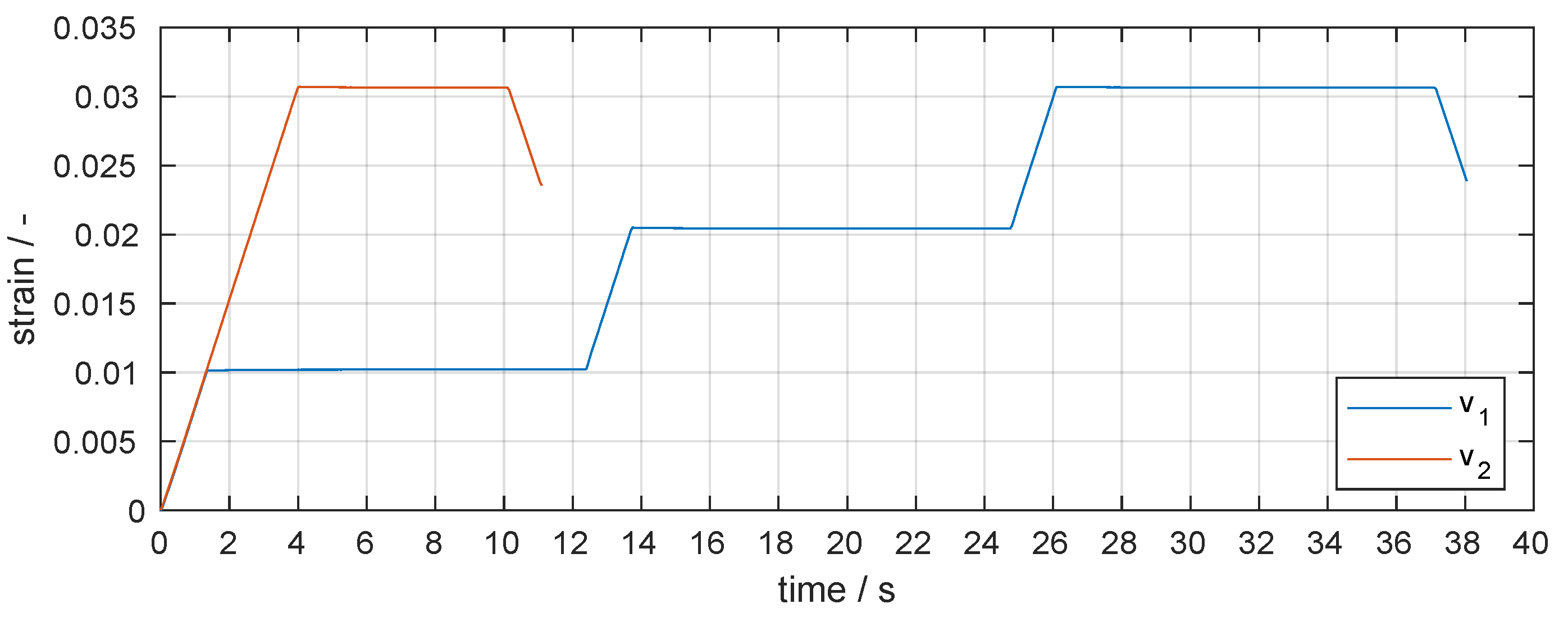
3.1. Parameter Determination
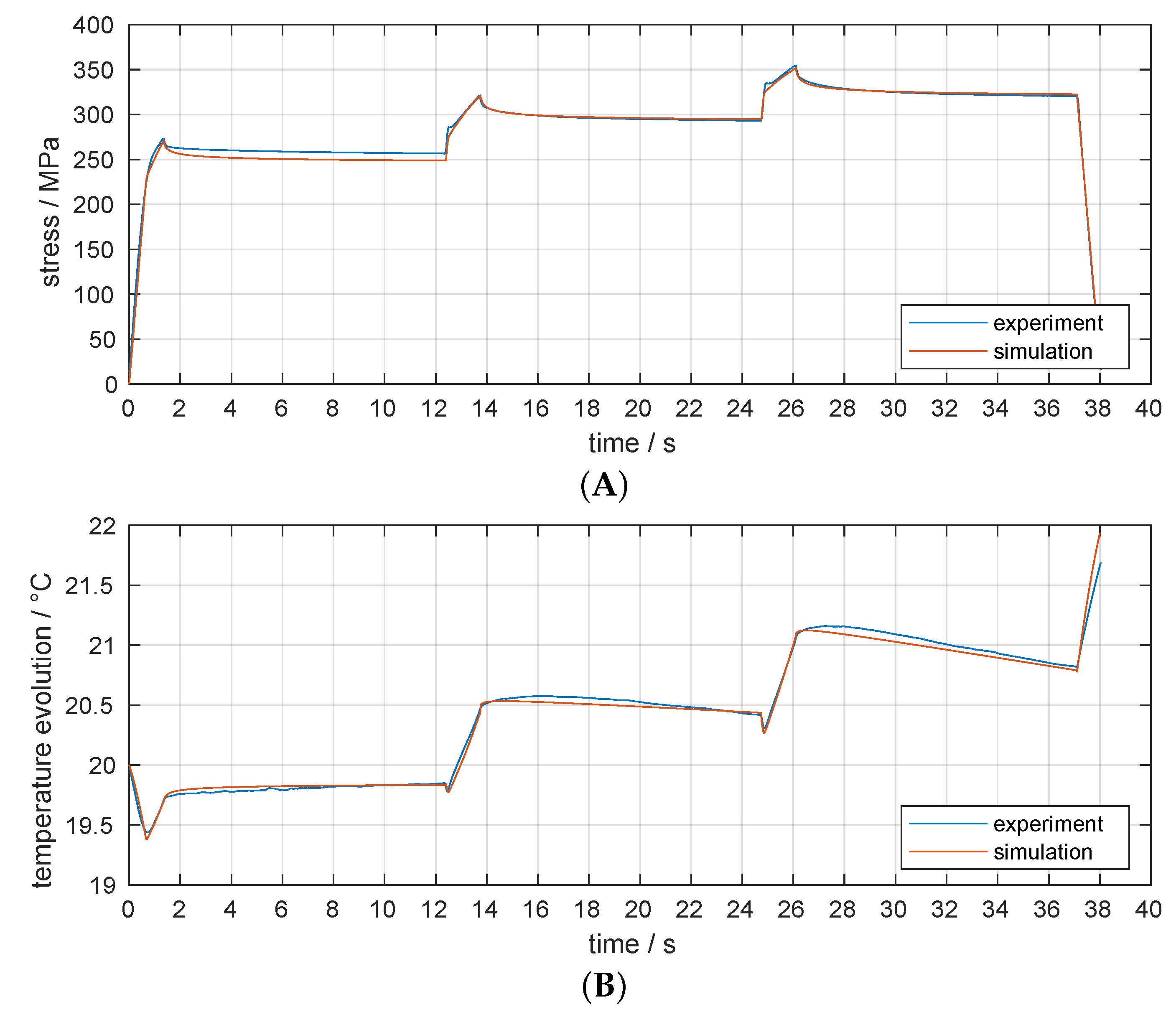
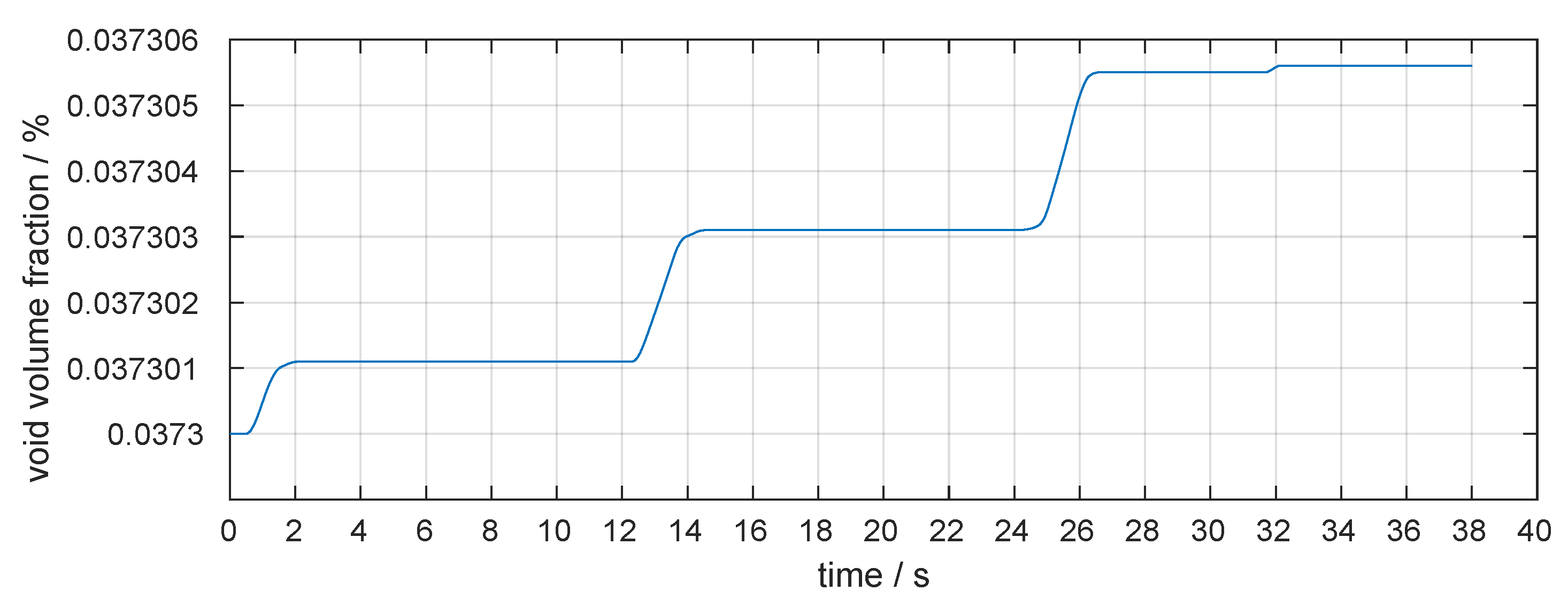
3.2. Numerical Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2020, 772, 138633–138658. [Google Scholar] [CrossRef]
- Murr, L.E. Frontiers of 3D Printing/Additive Manufacturing: From Human Organs to Aircraft Fabrication. J. Mater. Sci. Technol. 2016, 10, 987–995. [Google Scholar] [CrossRef]
- Goyanes, A.; Wang, J.; Buanz, A.; Martinez-Pacheco, R.; Telford, R.; Gaisford, S.; Basit, A.W. 3D Printing of Medicines: Engineering Novel Oral Devices with Unique Design and Drug Release Characteristics. Mol. Pharm. 2015, 11, 4077–4084. [Google Scholar] [CrossRef] [PubMed]
- Asnafi, N.; Rajalampi, J.; Aspenberg, D.; Alveflo, A. Production Tools Made by Additive Manufacturing Through Laser-based Powder Bed Fusion. BHM Berg-Huettenmaennische Monatshefte 2020, 3, 125–136. [Google Scholar] [CrossRef]
- Sun, C.; Wang, Y.; McMurtrey, M.D.; Jerred, N.D.; Liou, F.; Li, J. Additive manufacturing for energy: A review. Appl. Energy 2021, 282, 116041. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing 3D printing: A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Zhao, L.; Song, L.; Macías, J.G.S.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg. Addit. Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Gruber, K.; Ziółkowski, G.; Pawlak, A.; Kurzynowski, T. Effect of stress relief and inherent strain based pre-deformation on the geometric accuracy of stator vanes additively manufactured from inconel 718 using laser powder bed fusion. Precis. Eng. 2022, 76, 360–376. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I.; Plessis, A.D. Fundamentals of Laser Powder Bed Fusion of Metals; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar]
- Calignano, F. Investigation of the accuracy and roughness in the laser powder bed fusion process. Virtual Phys. Prototyp. 2018, 13, 97–104. [Google Scholar] [CrossRef]
- Pereira, J.C.; Gil, E.; Solaberrieta, L.; San Sebastián, M.; Bilboa, Y.; Rodríguez, P.P. Comparison of AlSi7Mg0.6 alloy obtained by selective laser melting and investment casting processes: Microstructure and mechanical properties in as-built/as-cast and heat-treated conditions. Mater. Sci. Eng. A 2020, 778, 139124. [Google Scholar] [CrossRef]
- SLM Solutions. Available online: https://www.slm-solutions.com/fileadmin/Content/Powder/MDS/MDS_Al-Alloy_AlSi7Mg0_6_0219_EN.pdf (accessed on 28 June 2022).
- Hesse, W. Aluminium Material Data Sheets; DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2016; pp. 268–271. [Google Scholar]
- Richter, L.; Sparr, H.; Schob, D.; Maasch, P.; Roszak, R.; Ziegenhorn, M. Self-Heating Analysis with Respect to Holding Times of an Additive Manufactured Aluminium Alloy. In Proceedings of the IUTAM Creep in Structures VI, Magdeburg, Germany, 5 August 2023; Volume 16. [Google Scholar]
- Broecker, C.; Matzenmiller, A. An enhanced concept of rheological models to represent nonlinear thermoviscoplasticity and its energy storage behavior. Contin. Mech. Thermodyn. 2013, 25, 749–778. [Google Scholar] [CrossRef]
- Kamlah, M.; Haupt, P. On the macroscopic description of stored energy and self heating during plastic deformation. Int. J. Plast. 1998, 13, 893–911. [Google Scholar] [CrossRef]
- Bodner, S.R.; Partom, Y. Constitutive Equations for Elastic-Viscoplastic Strain-Hardening Materials. J. Appl. Mech. 1975, 42, 385–389. [Google Scholar] [CrossRef]
- Chaboche, J.L. Constitutive equations for cyclic plasticity and cyclic viscoplasticity. Int. J. Plast. 1989, 5, 247–302. [Google Scholar] [CrossRef]
- Gurson, A.L. Continuum Theory of Ductile Rupture by Void Nucleation and Growth: Part I—Yield Criteria and Flow Rules for Porous Ductile Media. J. Eng. Mater. Technol. 1977, 99, 2–15. [Google Scholar] [CrossRef]
- Chu, C.C.; Needleman, A. Void Nucleation Effects in Biaxially Stretched Sheets. J. Eng. Mater. Technol. 1980, 102, 249–256. [Google Scholar] [CrossRef]
- Tvergaard, V.; Needleman, A. Analysis of the cup-cone fracture in a round tensile bar. Acta Metall. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Schob, D.; Sagradov, I.; Roszak, R.; Sparr, H.; Franke, R.; Ziegenhorn, M.; Kupsch, A.; Léonard, F.; Müller, B.R.; Bruno, G. Experimental determination and numerical simulation of material and damage behaviour of 3D printed polyamide 12 under cyclic loading. Eng. Fract. Mech. 2020, 229, 106841. [Google Scholar] [CrossRef]
- Schob, D. Experimentelle Untersuchung und Numerische Simulation des Material- und Schädigungsverhaltens von 3D Gedruckten Polyamid 12 unter Quasistatischer und Zyklischer Beanspruchung. Ph.D. Thesis, Brandenburgische Technische Universität, Cottbus, Germany, 2023. [Google Scholar]
- Rose, L.; Menzel, A. Optimisation based material parameter identification using full field displacement and temperature measurements. Mech. Mater. 2020, 145, 103292. [Google Scholar] [CrossRef]
- Song, P.; Trivedi, A.; Siviour, C.R. Tensile testing of polymers: Integration of digital image correlation, infrared thermography and finite element modelling. J. Mech. Phys. Solids 2023, 171, 105161. [Google Scholar] [CrossRef]
- Haupt, P. Continuum Mechanics and Theory of Materials, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2002. [Google Scholar]
- Truesdell, C.; Noll, W. The Non-Linear Field Theories of Mechanics, 3rd ed.; Springer: Berlin, Germany, 1992. [Google Scholar]
- Gurtin, M.E.; Fried, E.; Anand, L. The Mechanics and Thermodynamics of Continua; Cambridge University Press: Cambridge, UK, 2013. [Google Scholar]
- Coleman, B.D.; Gurtin, M.E. Thermodynamics with internal state variables. J. Chem. Phys. 1967, 47, 597–613. [Google Scholar] [CrossRef]
- Bever, M.; Holt, D.; Titchener, A. The stored energy of cold work. Prog. Mater. Sci. 1973, 17, 5–177. [Google Scholar] [CrossRef]
- Rosakis, P.; Ravichandran, G.; Hodowany, J. A thermodynamic internal variable model for the partition of plastic work into heat and stored energy in metals. J. Mech. Phys. Solids 2000, 48, 581–607. [Google Scholar] [CrossRef]
- Egner, W.; Egner, H. Thermo-mechanical coupling in constitutive modeling of dissipative materials. Int. J. Solids Struct. 2016, 91, 78–88. [Google Scholar] [CrossRef]
- Sparr, H. Thermomechanische Analyse von Inelastischen Deformationsvorgaengen bei Komplexer Beanspruchung in Modellierung und Experiment. Ph.D. Thesis, Brandenburgische Technische Universität, Cottbus, Germany, 2023. [Google Scholar]
- Smolina, I.; Gruber, K.; Pawlak, A.; Ziółkowski, G.; Grochowska, E.; Schob, D.; Kobiela, K.; Roszak, R.; Ziegenhorn, M.; Kurzynowski, T. Influence of the AlSi7Mg0.6 Aluminium Alloy Powder Reuse on the Quality and Mechanical Properties of LPBF Samples. Materials 2022, 15, 5019. [Google Scholar] [CrossRef] [PubMed]
- Goettfert, F.; Sparr, H.; Ziegenhorn, M.; Dammass, G.; Krauß, M. Combining thermography and stress analysis for tensile testing in a single sensor. SPIE 2022, 12109, 121090A. [Google Scholar]
- ASTM E328-20; Standard Test Methods for Stress Relaxation for Materials and Structures. ASTM: West Conshohocken, PA, USA, 2021. Available online: https://cdn.standards.iteh.ai/samples/108269/b1b76a85ade941c6b284b4db71cb46ba/ASTM-E328-20.pdf (accessed on 23 July 2024).
- Kamlah, M. Zur Modellierung des Verfestigungsverhaltens von Materialien mit Statischer Hysterese im Rahmen der Phaenomenologischen Thermomechanik. Ph.D. Thesis, Universität Gesamthochschule, Kassel, Germany, 1994. [Google Scholar]
- Coleman, B.D.; Noll, W. The Thermodynamics of Elastic Materials with Heat Conduction and Viscosity. Arch. Ration. Mech. Anal. 1963, 13, 167–178. [Google Scholar] [CrossRef]
- El Khatib, O.; Hütter, G.; Pham, R.D.; Seupel, A.; Kuna, M.; Kiefer, B. A non-iterative parameter identification procedure for the non-local gurson-tvergaard-needleman model based on standardized experiments. Int. J. Fract. 2023, 241, 73–94. [Google Scholar] [CrossRef]
- Chaboche, J.L. Cyclic Viscoplastic Constitutive Equations, Part I: A Thermodynamically Consistent Formulation. J. Appl. Mech. 1993, 60, 813–821. [Google Scholar] [CrossRef]
- Cengel, Y.A. Heat Transfer: A Practiacal Approach; McGraw Hill: New York, NY, USA, 2016. [Google Scholar]
- Matlab. Available online: https://de.mathworks.com/help/gads/patternsearch.html (accessed on 11 December 2023).
- Oliferuk, W.; Raniecki, B. Thermodynamic description of the plastic work partition into stored energy and heat during deformation of polycrystalline materials. Eur. J. Mech.-A/Solids 2018, 71, 326–334. [Google Scholar] [CrossRef]
- Golasinski, K.M.; Staszczak, M.; Pieczyska, E.A. Energy Storage and Dissipation in Consecutive Tensile Load-Unload Cycles of Gum Metal. Materials 2023, 16, 3288. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property/Parameter | Unit | Specification |
|---|---|---|
| Sensor | T2SLS with Hot Long-Life-Technologie | |
| Detector format | (px) × (px) | 640 × 512 |
| Pitch size | m | 25 |
| Spectral region | m | |
| Temperature resolution at 30 °C measuring range | mK | 20 |
| Measuring range | °C | |
| IR frame rate | Hz | 125 |
| Distance to Specimen | mm | 300 |
| Symbol | Unit | Value | Symbol | Unit | Value | Symbol | Unit | Value |
|---|---|---|---|---|---|---|---|---|
| Chaboche Parameters | ||||||||
| 0.34 | E | MPa | 47,998 | MPa | 213 | |||
| K | MPa | 1.4 | n | 4 | MPa | 1791 | ||
| MPa | 1432 | 56 | 5 | |||||
| 75 | b | 75 | 0 | |||||
| 0 | 0 | 0 | ||||||
| 0 | 0 | |||||||
| GTN Parameters | ||||||||
| 0.0373 | 1.3 | 1 | ||||||
| 0.0385 | 0.001 | 0.1 | ||||||
| 0.3 | 0.0382 | |||||||
| Thermal Parameters | ||||||||
| g | 2.66 | J | 850 | |||||
| k | W | 150 | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Richter, L.; Smolina, I.; Pawlak, A.; Schob, D.; Roszak, R.; Maasch, P.; Ziegenhorn, M. Thermomechanical Analysis of PBF-LB/M AlSi7Mg0.6 with Respect to Rate-Dependent Material Behaviour and Damage Effects. Appl. Mech. 2024, 5, 533-552. https://doi.org/10.3390/applmech5030030
Richter L, Smolina I, Pawlak A, Schob D, Roszak R, Maasch P, Ziegenhorn M. Thermomechanical Analysis of PBF-LB/M AlSi7Mg0.6 with Respect to Rate-Dependent Material Behaviour and Damage Effects. Applied Mechanics. 2024; 5(3):533-552. https://doi.org/10.3390/applmech5030030
Chicago/Turabian StyleRichter, Lukas, Irina Smolina, Andrzej Pawlak, Daniela Schob, Robert Roszak, Philipp Maasch, and Matthias Ziegenhorn. 2024. "Thermomechanical Analysis of PBF-LB/M AlSi7Mg0.6 with Respect to Rate-Dependent Material Behaviour and Damage Effects" Applied Mechanics 5, no. 3: 533-552. https://doi.org/10.3390/applmech5030030
APA StyleRichter, L., Smolina, I., Pawlak, A., Schob, D., Roszak, R., Maasch, P., & Ziegenhorn, M. (2024). Thermomechanical Analysis of PBF-LB/M AlSi7Mg0.6 with Respect to Rate-Dependent Material Behaviour and Damage Effects. Applied Mechanics, 5(3), 533-552. https://doi.org/10.3390/applmech5030030