
Effect of Aramid Fibers on Balanced Mix Design of Asphalt Concrete


Abstract
:1. Introduction
1.1. Background
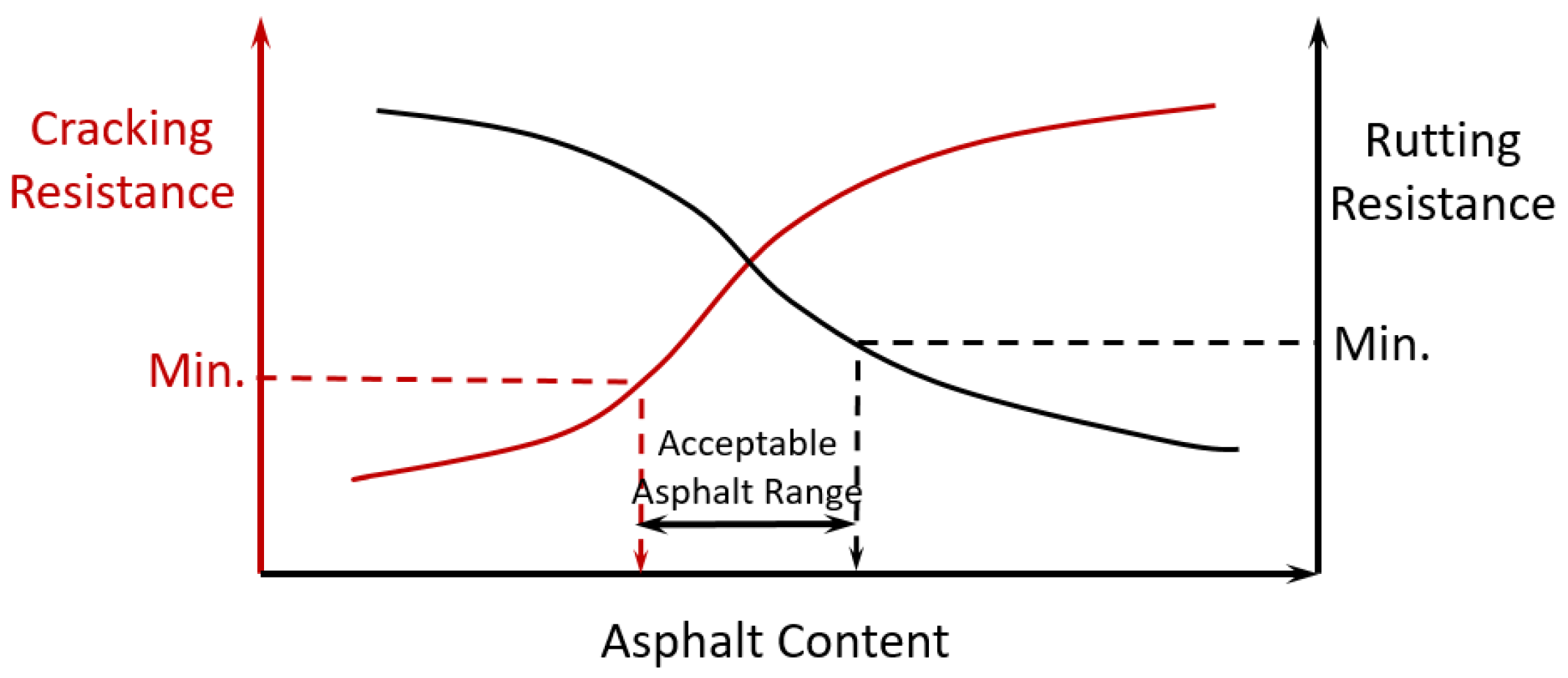
1.2. Balanced Mix Design
1.3. Scope of the Study
2. Experimental Program
2.1. Materials
2.2. Fiber Mixing Method
2.3. Extraction and Fiber Recovery Test
2.4. Mechanical Tests
- Flow number test, as a measure of rutting resistance;
- Uniaxial fatigue test, as a measure of fatigue cracking resistance;
- IDEAL CT test, as a measure of cracking resistance.
- Asphalt contents used: 5.4%, 5.8%, 6.2% (design asphalt content), and 6.6%;
- Fiber lengths: 10, 19 and 38 mm.
2.4.1. Flow Number Test
2.4.2. Uniaxial Fatigue Test
2.4.3. IDEAL CT (Indirect Tension) Test
3. Results
3.1. Fiber Dispersion in Fiber-Reinforced Asphalt Concrete (FRAC)
3.2. Flow Number Test
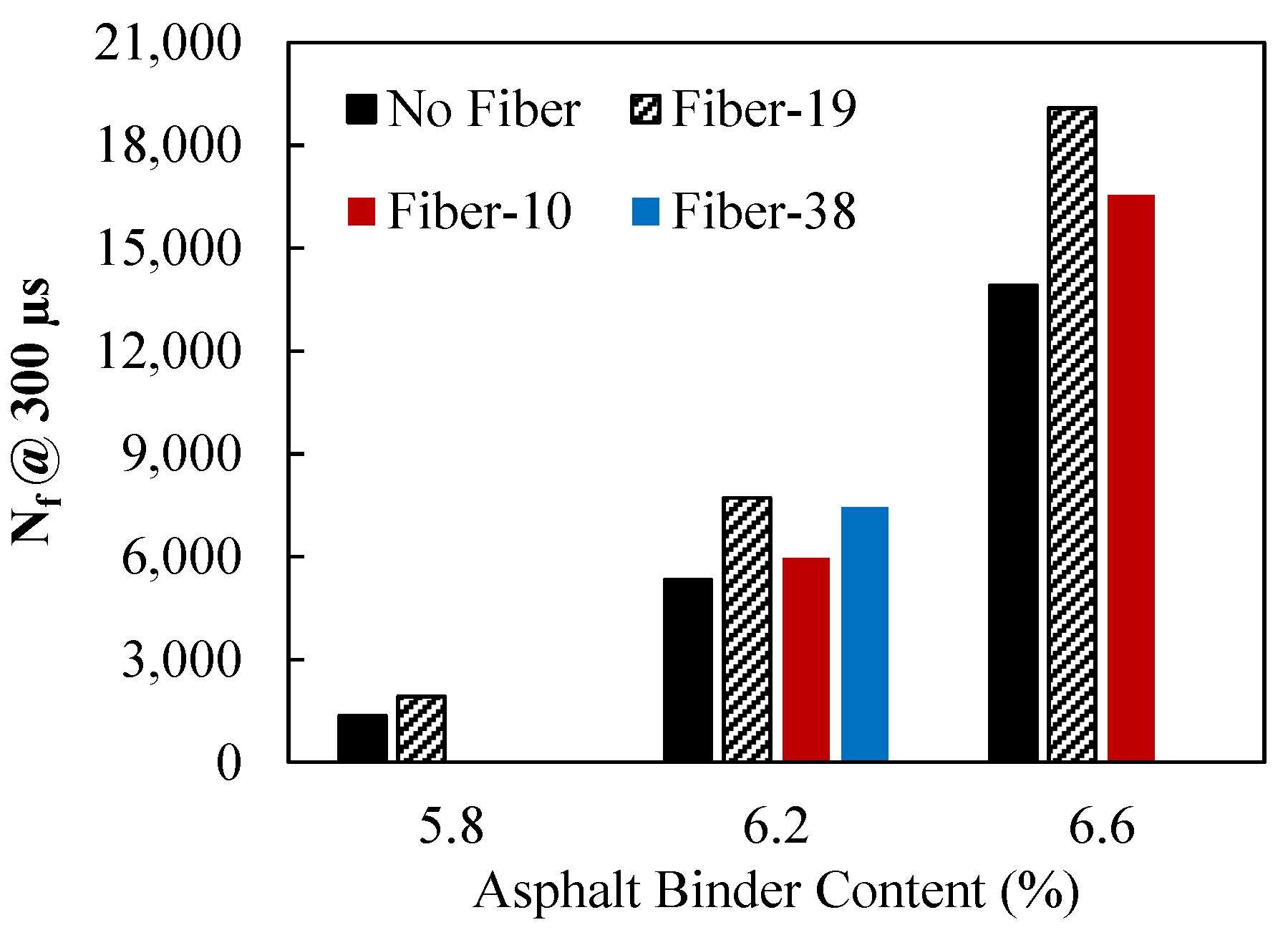
3.3. Uniaxial Fatigue Test
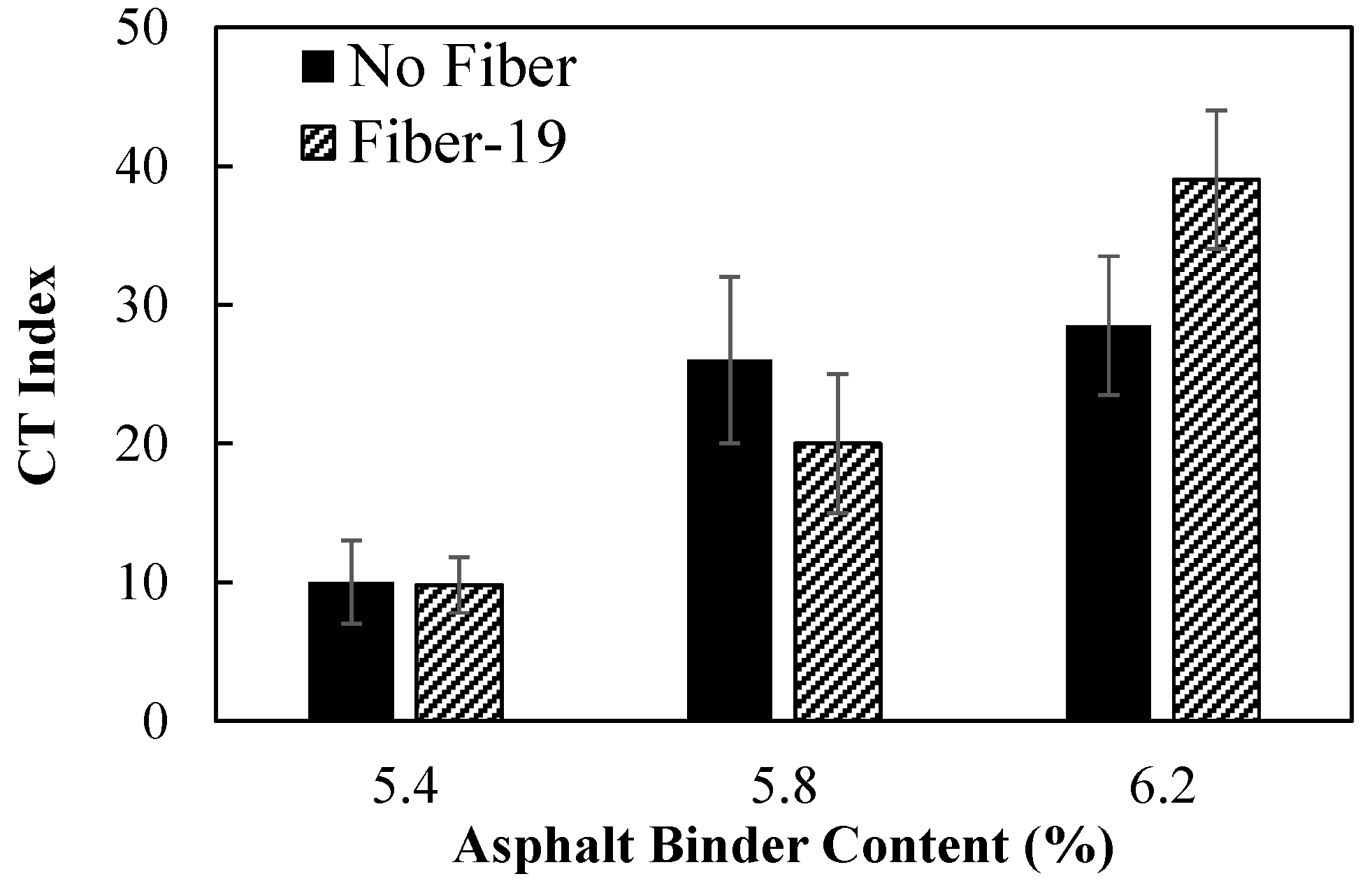
3.4. IDEAL CT Test
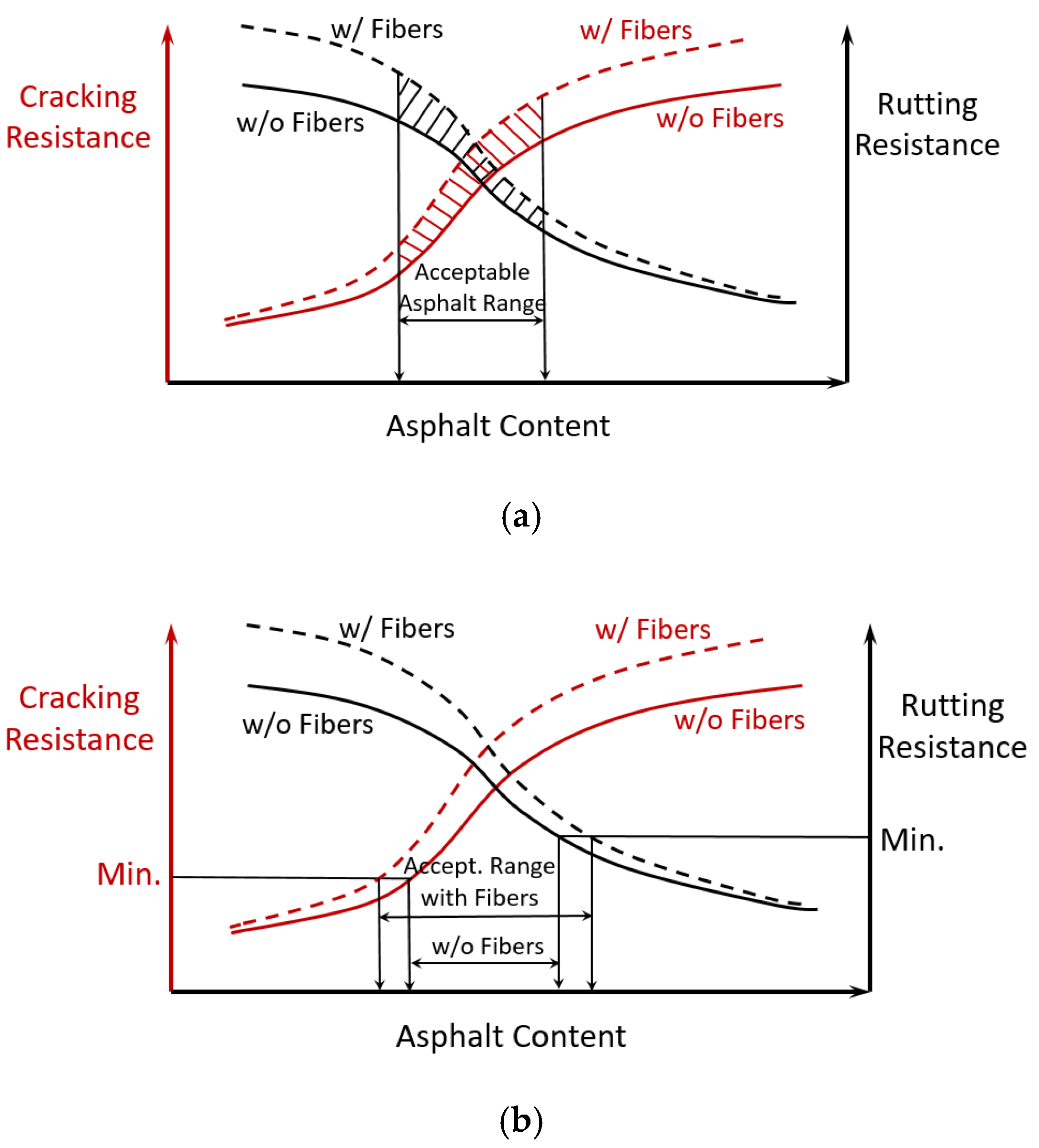
3.5. Effect of Fibers on Balanced Mix Design (BMD)
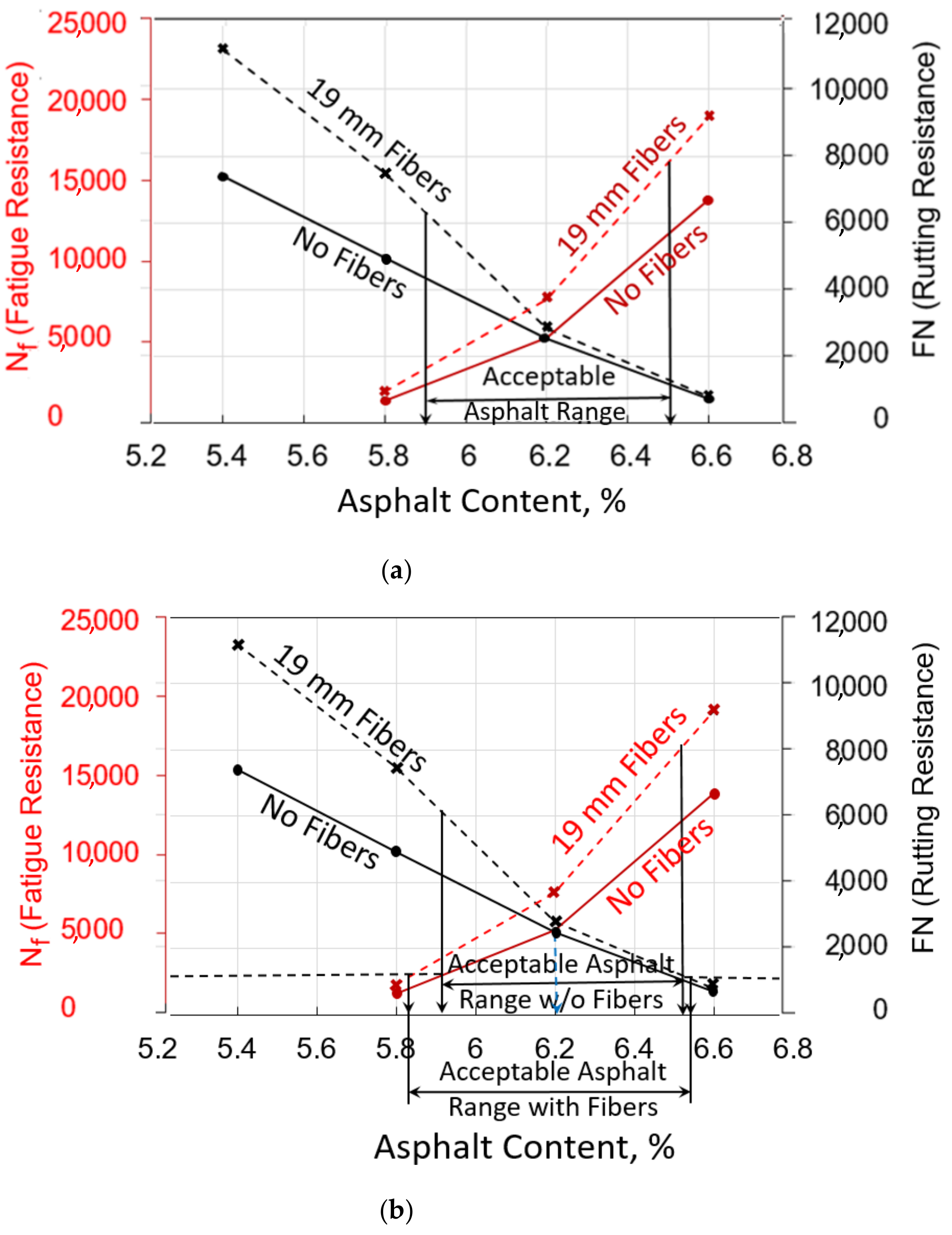
3.5.1. BMD of 19 mm Fibers
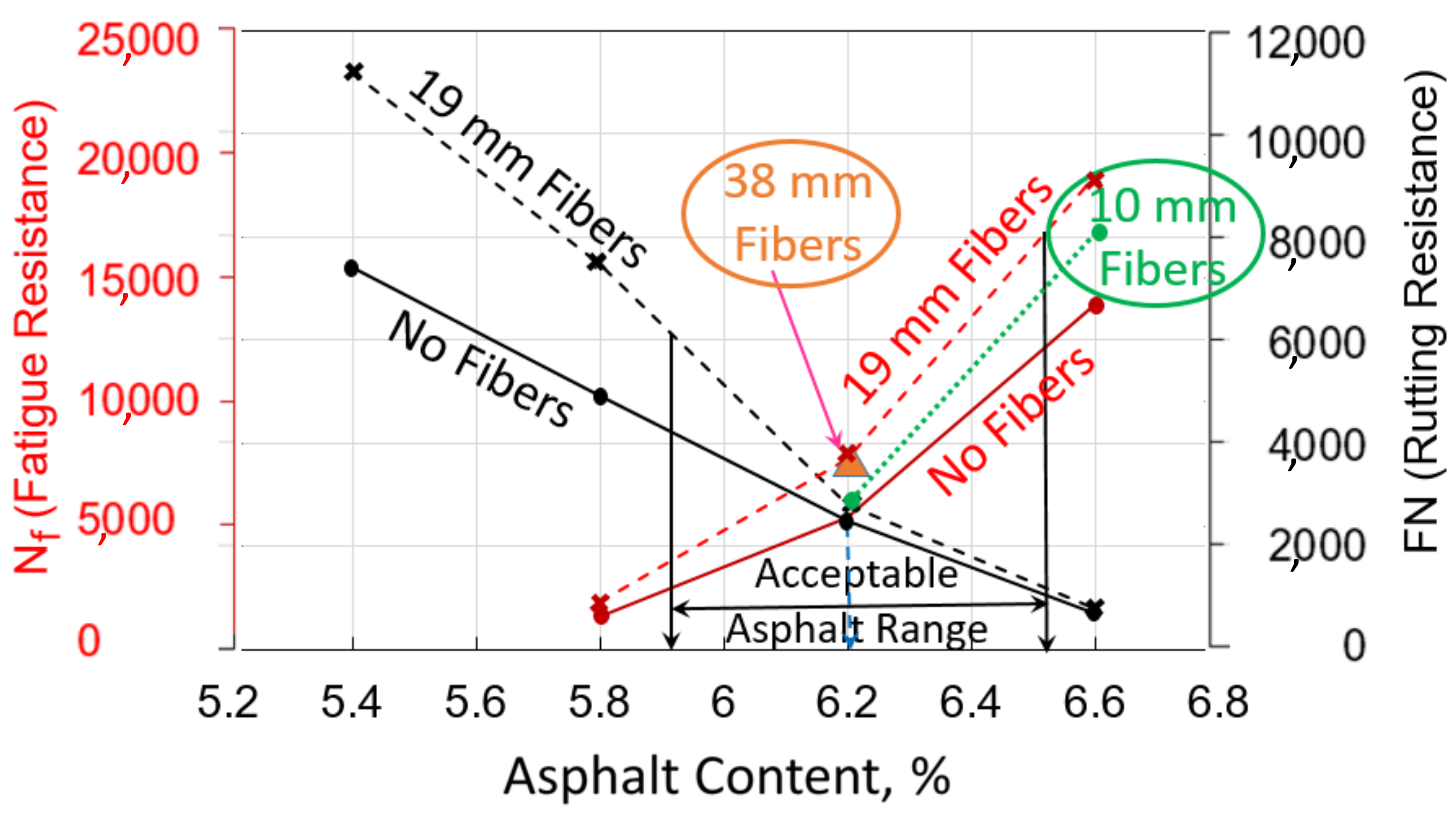
3.5.2. BMD of 10- and 38-mm Fibers
4. Summary and Conclusions
- The dispersion test showed that the 19 mm and 10 mm aramid fibers were separated into individual fibers more than the 38 mm fibers.
- The flow number test showed that the 19 mm fibers improved rutting resistance at 5.4–6.6% asphalt contents by 12–51%. The 10 mm fibers did not show much effect.
- The uniaxial fatigue test showed that the 19 mm fibers increased the fatigue life by 37–45%, which was larger than the increase of the 10- and 38-mm fibers.
- The IDEAL CT test showed that 19 mm fibers increased the CT index by about 55% at the design asphalt content of 6.2%. Fibers, however, did not show much effect at 5.4% and 5.8% asphalt contents.
- Using the balanced mix design approach, the 19 mm fibers improved both fatigue and rutting resistances within the acceptable range of binder content (6.2 ± 0.3%). The 19 mm fibers also increased the acceptable binder range by 10% using the same minimum cracking and rutting resistances requirements. The 10 mm and 38 mm fibers also increased fatigue resistance, but not as much as the 19 mm fibers.
- The 19 mm fibers with a dosage of 0.5 g/kg showed the best overall results.
- The BMD approach is a good tool that can be used to refine the asphalt mix ingredients, including additives such as fibers, in order to optimize pavement resistance to various distresses such as fatigue cracking, rutting.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Callister, W.D., Jr.; Rethwisch, D.G. Fundamentals of Materials Science and Engineering: An Integrated Approach, 3rd ed.; John Wiley and Sons: New York, NY, USA, 2020. [Google Scholar]
- Mamlouk, M.S.; Zaniewski, J.P. Materials for Civil and Construction Engineers, 4th ed.; Pearson Prentice Hall: Upper Saddle River, NJ, USA, 2006. [Google Scholar]
- Abtahi, S.M.; Sheikhzadeh, M.; Hejazi, S.M. Fiber-reinforced asphalt-concrete–A review. Constr. Build. Mater. 2010, 24, 871–877. [Google Scholar] [CrossRef]
- National Academies of Sciences, Engineering, and Medicine; Transportation Research Board; National Cooperative Highway Research Program; McDaniel, R.S. Fiber Additives in Asphalt Mixtures; National Academies Press: Washington, DC, USA, 2015. [Google Scholar]
- Huang, H.; White, T.D. Dynamic Properties of Fiber-Modified Overlay Mixture. Transp. Res. Rec. J. Transp. Res. Board 1996, 1545, 98–104. [Google Scholar] [CrossRef]
- Wu, S.; Ye, Q.; Li, N.; Yue, H. Effects of Fibers on the Dynamic Properties of Asphalt Mixtures. J. Wuhan Univ. Technol. -Mater. Sci. Educ. 2007, 22, 733–736. [Google Scholar] [CrossRef]
- Mahrez, A.; Karim, M.R.; bt Katman, H.Y. Fatigue and Deformation Properties of Glass Fiber Reinforced Bituminous Mixes. J. East. Asia Soc. Trans. Stud. 2005, 6, 997–1007. [Google Scholar]
- Behbahani, H.; Nowbakht, S.; Fazaeli, H.; Rahmani, J. Effects of Fiber Type and Content on the Rutting Performance of Stone Matrix Asphalt. J. Appl. Sci. 2009, 9, 1980–1984. [Google Scholar] [CrossRef] [Green Version]
- Peltonen, P.V. Characterization and Testing of Fibre-Modified Bitumen Composites. J. Mater. Sci. 1991, 26, 5618–5622. [Google Scholar] [CrossRef]
- Tapkın, S. The effect of polypropylene fibers on asphalt performance. Build. Environ. 2008, 43, 1065–1071. [Google Scholar] [CrossRef]
- Jahromi, S.G.; Khodaii, A. Carbon Fiber Reinforced Asphalt Concrete. Arab. J. Sci. Eng. 2008, 33, 355–364. [Google Scholar]
- Serfass, J.P.; Samanos, J. Fiber-Modified Asphalt Concrete Characteristics, Applications and Behavior. Asph. Pav. Tech. 1996, 65, 193–230. [Google Scholar]
- Maurer, D.A.; Malasheskie, G.J. Field performance of fabrics and fibers to retard reflective cracking. Geotext. Geomembr. 1989, 8, 239–267. [Google Scholar] [CrossRef]
- Ye, Q.; Wu, S.; Li, N. Investigation of the dynamic and fatigue properties of fiber-modified asphalt mixtures. Int. J. Fatigue 2009, 31, 1598–1602. [Google Scholar] [CrossRef]
- Wu, S.; Ye, Q.; Li, N. Investigation of rheological and fatigue properties of asphalt mixtures containing polyester fibers. Constr. Build. Mater. 2008, 22, 2111–2115. [Google Scholar] [CrossRef]
- Mitchell, M.R.; Link, R.E.; Kaloush, K.E.; Biligiri, K.P.; Zeiada, W.A.; Rodezno, M.C.; Reed, J.X. Evaluation of Fiber-Reinforced Asphalt Mixtures Using Advanced Material Characterization Tests. J. Test. Eval. 2010, 38, 400–411. [Google Scholar] [CrossRef] [Green Version]
- Xu, Q.; Chen, H.; Prozzi, J.A. Performance of fiber reinforced asphalt concrete under environmental temperature and water effects. Constr. Build. Mater. 2010, 24, 2003–2010. [Google Scholar] [CrossRef]
- Lee, S.J.; Rust, J.P.; Hamouda, H.; Kim, Y.R.; Borden, R.H. Fatigue Cracking Resistance of Fiber-Reinforced Asphalt Concrete. Text. Res. J. 2005, 75, 123–128. [Google Scholar] [CrossRef]
- Stempihar, J.J.; Souliman, M.; Kaloush, K.E. Fiber-Reinforced Asphalt Concrete as Sustainable Paving Material for Airfields. Transp. Res. Rec. J. Transp. Res. Board 2012, 2266, 60–68. [Google Scholar] [CrossRef]
- Noorvand, H. Advancing Knowledge of Mechanically-Fiber Reinforced Asphalt Concrete. Ph.D. Thesis, Arizona State University, Tempe, AZ, USA, 2020. [Google Scholar]
- Noorvand, H.; Salim, R.; Medina, J.; Stempihar, J.; Underwood, B.S. Effect of Synthetic Fiber State on Mechanical Performance of Fiber Reinforced Asphalt Concrete. Transp. Res. Rec. J. Transp. Res. Board 2018, 2672, 42–51. [Google Scholar] [CrossRef]
- Noorvand, H.; Castro, S.; Underwood, B.S.; Kaloush, K.E. Evaluating interaction of fibre reinforcement mechanism with mesostructure of asphalt concrete. Int. J. Pavement Eng. 2020, 1–18. [Google Scholar] [CrossRef]
- West, R.; Rodezno, C.; Leiva, F.; Yin, F. Development of a Framework for Balanced Mix Design. NCHRP Proj. 2018, 7–20. [Google Scholar]
- Newcomb, D.; Zhou, F. Balanced Design of Asphalt Mixtures; MN/RC 2018-22; Texas A&M Transportation Institute: College Station, TX, USA, June 2018. [Google Scholar]
- Mohammad, L.N.; Kim, M.; Challa, H. Development of Performance Based Specifications for Louisiana Asphalt Mixtures; FHWA/LA.14/558; Louisiana Transportation Research Center: Baton Rouge, LA, USA, February 2016. [Google Scholar]
- Zhou, F.; Hu, S.; Scullion, T. Integrated Asphalt (Overlay) Mixture Design, Balancing Rutting and Cracking Requirements; FHWA/TX-06/0-5123-1; Texas Transportation Institute, Texas A&M University: College Station, TX, USA, October 2006. [Google Scholar]
- Zhou, F.; Steger, R.; Mogawer, W. Development of a coherent framework for balanced mix design and production quality control and quality acceptance. Constr. Build. Mater. 2021, 287, 123020. [Google Scholar] [CrossRef]
- Sreedhar, S.; Coleri, E.; Obaid, I.A.; Kumar, V. Development of a Balanced Mix Design Method in Oregon to Improve Long-Term Pavement Performance. Transp. Res. Rec. J. Transp. Res. Board 2021, 2675, 1121–1137. [Google Scholar] [CrossRef]
- Diefenderfer, S.D.; Boz, I.; Habbouche, J. Balanced Mix Design for Surface Asphalt Mixtures: Phase I: Initial Roadmap Development and Specification Verification; FHWA/VTRC 21-R15; Virginia Transportation Research Council (VTRC): Charlottesville, VA, USA, May 2021. [Google Scholar]
- Hajj, E.Y.; Aschenbrener, T.B. Case Studies on the Implementation of Balanced Mix Design and Performance Tests for Asphalt Mixtures: Louisiana Department of Transportation & Development (LaDOTD). UNR Pavement Eng. Sci. Program. 2021. Available online: https://www.eng.auburn.edu/research/centers/ncat/files/Louisiana-Case-Study.pdf (accessed on 24 December 2021).
- Elias, N.G.; Hand, A.J.T.; Sebaaly, P.E.; Hajj, E.Y.; Piratheepan, M.; Gibson, S. Local agency transition to balanced mix design. Int. J. Pavement Eng. 2021, 1–11. [Google Scholar] [CrossRef]
- Klinsky, L.M.G.; Kaloush, K.E.; Faria, V.C.; Bardini, V.S.S. Performance characteristics of fiber modified hot mix asphalt. Constr. Build. Mater. 2018, 176, 747–752. [Google Scholar] [CrossRef] [Green Version]
- Slebi-Acevedo, C.J.; Lastra-González, P.; Indacoechea-Vega, I.; Castro-Fresno, D. Laboratory assessment of porous asphalt mixtures reinforced with synthetic fibers. Constr. Build. Mater. 2020, 234, 117224. [Google Scholar] [CrossRef]
- Zhou, F.; Im, S.; Sun, L.; Scullion, T. Development of an IDEAL cracking test for asphalt mix design and QC/QA. Road Mater. Pavement Des. 2017, 18, 405–427. [Google Scholar] [CrossRef]
- Noorvand, H.; Mamlouk, M.; Kaloush, K.E. Evaluation of Optimum Fiber Length in Fiber Reinforced Asphalt Concrete. J. Mater. Civ. Eng. 2022, inpress.
- Underwood, B.S.; Kim, Y.R.; Guddati, M.N. Improved calculation method of damage parameter in viscoelastic continuum damage model. Int. J. Pavement Eng. 2010, 11, 459–476. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve Size | Standard | 1/2″ | 3/8″ | No. 4 | No. 8 | No. 16 | No. 30 | No. 50 | No. 100 | No. 200 |
|---|---|---|---|---|---|---|---|---|---|---|
| Metric (mm) | 12.5 | 9.5 | 4.75 | 2.36 | 1.18 | 0.6 | 0.3 | 0.15 | 0.075 | |
| Passing (%) | 100 | 92 | 53 | 33 | 22 | 14 | 9 | 6 | 4.4 | |
| Material | Aramid | Polyethylene |
|---|---|---|
| Form | Multifilament Fiber | Twisted Fibrillated Fibers |
| Specific Gravity | 1.45 | 0.91 |
| Single Filament Diameter (mm) | 0.012 | NA |
| Tensile Strength (MPa) | 3000 | NA |
| Decomposition Temperature (°C) | >450 | <130 |
| Fiber Length (mm) | Dosage (g/kg) | Fiber Dispersion Condition (%) | ||
|---|---|---|---|---|
| Agitated Bundles | Clusters | Individuals | ||
| 19 | 0.5 | 28 | 22 | 50 |
| 10 | 0.5 | 22 | 19 | 59 |
| 10 | 0.25 | 21 | 29 | 50 |
| 38 | 0.5 | 47 | 20 | 33 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Noorvand, H.; Brockman, S.C.; Mamlouk, M.; Kaloush, K. Effect of Aramid Fibers on Balanced Mix Design of Asphalt Concrete. CivilEng 2022, 3, 21-34. https://doi.org/10.3390/civileng3010002
Noorvand H, Brockman SC, Mamlouk M, Kaloush K. Effect of Aramid Fibers on Balanced Mix Design of Asphalt Concrete. CivilEng. 2022; 3(1):21-34. https://doi.org/10.3390/civileng3010002
Chicago/Turabian StyleNoorvand, Hossein, Samuel Castro Brockman, Michael Mamlouk, and Kamil Kaloush. 2022. "Effect of Aramid Fibers on Balanced Mix Design of Asphalt Concrete" CivilEng 3, no. 1: 21-34. https://doi.org/10.3390/civileng3010002
APA StyleNoorvand, H., Brockman, S. C., Mamlouk, M., & Kaloush, K. (2022). Effect of Aramid Fibers on Balanced Mix Design of Asphalt Concrete. CivilEng, 3(1), 21-34. https://doi.org/10.3390/civileng3010002