1. Introduction
The deteriorating air conditions and the significant environmental impact of the industry that causes further new restrictions on CO
2 emissions are introduced to achieve climate neutrality [
1]. These restrictions strongly affect the cement industry, owing to the industry’s significant carbon footprint [
1]. To reduce the consumption of natural raw materials and the emissions needed to produce cement, clinker can be partially replaced by additives such as ground blast furnace slag, fly ash or limestone powder, which can reduce CO
2 emissions by up to 8% by 2050 [
1]. The use of mineral materials of natural origin allows for higher strength properties, especially after a longer curing period.
One of the materials used to replace part of the cement was limestone powder. This material is obtained by grinding limestone. The main component of limestone used in the cement industry is calcite CaCO
3. Because of the high availability of this raw material, ground limestone as a type I additive is widely used in concrete technology departments, in addition to being used as a cement additive. Limestone powder is widely used because it has a beneficial effect on the properties of concrete, mainly owing to its high specific surface area—the additive reduces the distance between particles. The physical filling of the concrete structure makes the finished product stronger and improves its frost resistance and durability. The additive also contributes to the hydration process of the cement. Limestone particles can create additional foci of crystallisation, dynamising the setting time of the cement. The limestone powder in cement mortars disperses the grains of ground Portland clinker, facilitating the access of water to them, which increases their degree of reactivity [
2].
In the cement industry, silica fly ash is also used, which is mainly obtained from the combustion of hard coal dust at 1300–1450 °C in pulverised-gravel furnaces [
3]. Silica fly ash is characterised by a high content of glassy phase. It is widely used in the cement industry because of its high fineness and pozzolanic activity. The pozzolanic activity of silica fly ash means that on its own it does not exhibit binding properties, but after grinding on contact with moisture, it reacts with calcium hydroxide Ca(OH)
2 derived from the hydration of the silicate phases of Portland clinker to form products with binding and hydraulic properties [
4,
5]. The main components of fly ash are inorganic carbon constituents derived from the thermal decomposition of certain clay minerals, pyrite and calcite. Silica fly ash, according to the standard [
6], is a type II concrete additive which means that it must not exceed 5% by weight of cement. It has the structure of fine dust with a spherical shape [
4]. The undesirable components of silica fly ash used as a concrete additive include an excessively high sulphur content, free lime particles, unburned carbon and iron compounds: haematite and magnetite. These are formed on the surface of the fly ash grains and block the access of the liquid to its glassy phase, thus adversely affecting the pozzolanic reaction. The high roasting losses occurring especially in the production of raw material in less efficient older-type power plants and the associated increased content of unburned carbon cause an increase in the water content of the ash and lead to a decrease in the water and frost resistance of the finished cement product [
5]. According to [
5,
7,
8], the addition of silica fly ash V has a positive effect on reducing the overall porosity of cement mortars and contributes to a reduction in the dominant pore size. A characteristic feature of mortars with the addition of light silica fly ash is the low calcium hydroxide content [
5]. The reduced porosity and Ca(OH)
2 content makes cement mortars with this additive show increased resistance to chemical corrosion, which is extremely important especially for materials intended for contact with water.
Ground granulated blast furnace slag according to the standard [
6] is a type II concrete additive. Blast furnace slag is obtained during the smelting of pig iron in a blast furnace as a by-product. The component raw materials introduced into the furnace are iron ore, coke and fluxes, which lower the melting point of the ore and help to separate the metal from other admixtures contained in the ore. By burning the coke in hot air, the furnace is heated. This process takes place at a temperature of 1400–1600 °C. Molten blast furnace slag is obtained by melting the charge on the surface of the pig iron. The granulation process takes place after separation from the pig iron by rapid cooling with air or water. The formation of a microstructure that ensures an adequate level of activity is obtained by rapid cooling of the liquid slag. The high content of the glassy phase in the slag is responsible for the activity of granulated blast furnace slag [
9]. Ground slag is a constituent of Portland multicomponent cements CEM II, metallurgical cements CEM III and multicomponent cements CEM V. It is classified as a material with latent hydraulic properties [
9]. Ground granulated blast furnace slag consists mainly of calcium oxide (CaO), magnesium oxide (MgO), silicon dioxide (SiO
2) and aluminium oxide (Al
2O
3) [
10]. In terms of radioactivity, according to the classification in the Ordinance of the Council of Ministers of 2 January 2007, Journal of Laws ne 4, item 29, blast furnace slags are classified in Group I, which means that these materials can be used in the production of building materials used in buildings for human and livestock residence [
11]. Cements containing ground blast furnace slag are characterised by longer setting times, lower heat of hydration, better workability, significant strength gain over longer hardening periods and higher resistance to chemical aggression [
12].
The aim of the study was to assess the feasibility of using ground blast furnace slag, silica fly ash and limestone powder in the production of cement mortars. A comparative analysis of the properties of fresh mortar and after hardening containing these materials was carried out. The design and testing procedures were based on the guidelines in the currently applicable national construction standards. Consistency tests were carried out in accordance with [
13] and flexural and compressive strengths in accordance with [
14].
2. Experimental Part
The tests were carried out at the Building Materials Laboratory at the University of Bielsko-Biała and at the R&D Laboratory of SEMPRE Farby Company in Bielsko-Biała. The design and testing procedures were based on the guidelines contained in the currently valid national construction standards. Consistency tests were carried out in accordance with the standard [
2] and flexural tensile and compressive strength in accordance with [
1]. The composition of the mortar on which the tests were carried out is shown in Tables 5–7. In all samples, the granulometric composition of the fine aggregate selected by sieve analysis was kept constant. The mortar binder was Portland cement CEM I 42.5 R Górażdże. The physical and mechanical properties of this cement are shown in
Table 1.
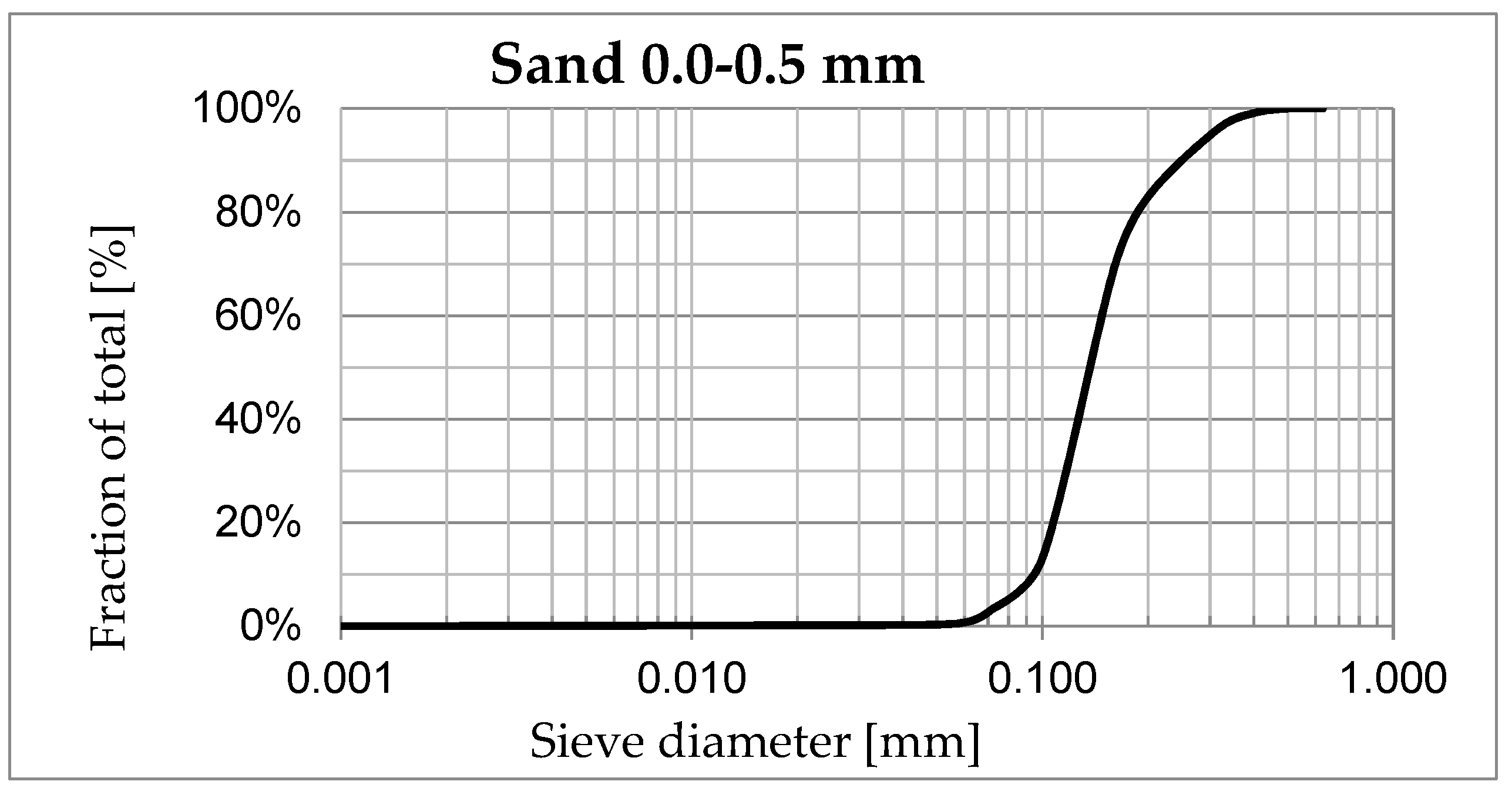
Because of the study of the impact of the introduced changes mainly in terms of cement mortars, it was decided to use as the main aggregate dried quartz sand with a fraction of 0.0–0.5 mm typical for cement mortars, sourced from sand mine KOTLARNIA S.A. The grain size distribution of the sand is shown in
Figure 1.
A constant quantity of batch water of 270 ml per kg of dry mix was maintained in all samples. Because of the influence of the additives used with different water content, the consistency was adjusted using the superplasticiser Melment F10—a polycondensate of sulphonated melamine and formaldehyde. The superplasticiser was dosed in such a way that the mortar maintained a constant flow measured on the flow table according to the standard [
2]. With the use of recycled additives, the mass proportion of cement was reduced so that the sum of the cement and additive masses was constant. The maximum proportion of additives was 10% of the initial cement mass.
2.1. Materials and Methods
Waste and natural raw materials were used for the partial replacement of CEM I 42.5 R cement. The first of these was limestone powder from the production facilities in Bukowa. The specific surface area of the limestone powder according to Blaine method was approximately 5650 cm
2/g.
Table 2. shows the chemical composition of this additive. The microstructure of the material is shown in
Figure 2a.
The silica fly ash used in the study was recovered from the combustion of hard coal in Opole. It conforms to the requirements of the standard [
7]: owing to its roasting loss, it is classified in class A, whereas owing to its fineness, it is classified in category N. The specific surface area of the ash according to the Blaine method was approximately 4150 cm
2/g. The chemical composition of this material is shown in
Table 3. The microstructure of the material is shown in
Figure 2b.
The granulated ground blast furnace slag used in the study came from the Katowice Steelworks. The specific surface area of the slag according to the Blaine method was approximately 3700 cm
2/g and was similar to the specific surface area of the cement used.
Table 4 shows the results of the chemical composition analysis of this additive. The microstructure of the material is shown in
Figure 2c.
2.2. Formulations of the Test Samples
To compare the properties of cement mortars without additives and mortars containing waste products and lime meal in their composition, four types of mortar were prepared:
In the samples, 2 per cent, 4 per cent, 6 per cent, 8 per cent and 10 per cent by weight of cement were replaced with additives of fly ash, limestone mortar and ground granulated blast furnace slag. In
Table 5,
Table 6 and
Table 7, the proportion of additives is given in relation to the total weight of the dry ingredients, whereas the proportion of superplasticiser is given in relation to the weight of cement.
2.3. Samples Preparation
The samples were prepared by manually dispensing the dry ingredients and mixing the whole using an automatic mixer at a constant mixing time and speed. The whole dry mix was then poured into water and mixed with water according to the procedure in the standard [
2]. The first mixing with water was done using an automatic mixer for 30 s. After this time, the mortar was mixed by hand for about one minute and again in the automatic mixer for one minute. After waiting for a mortar maturation time of 5 min for all samples, the mortar was mixed again in the mixer for 15 s. The consistency of the mortar was measured on a shaking table, 15 strokes per 15 s. Two perpendicular diameters of the cone spread were measured and the average of the two measurements expressed in mm was calculated.
The spread of the reference sample - without additives—was taken as the reference consistency. The amount of superplasticiser in subsequent samples depended on the consistency of the mortar—a spread of up to 10 mm more or less than that of the reference sample was considered acceptable. Once the amount of superplasticiser had been established, the whole mixture was mixed again in an identical manner. Once mixing with water was complete, samples were prepared for compressive and flexural strength measurements in the shape of a 40 mm × 40 mm × 160 mm cuboid according to [
1]. After 28 days of seasoning under conditions according to [
1], tests were performed to measure the bending tensile strength Rg and compressive strength Rc.
3. Test Results and Discussion
Flexural and compressive strength tests of the seasoned specimens were carried out using a laboratory testing machine according to the guidelines in the standard [
1]. Three bending strength measurements and five compression strength measurements were made for each modification. The averaged results obtained are presented graphically in
Figure 3,
Figure 4 and
Figure 5.
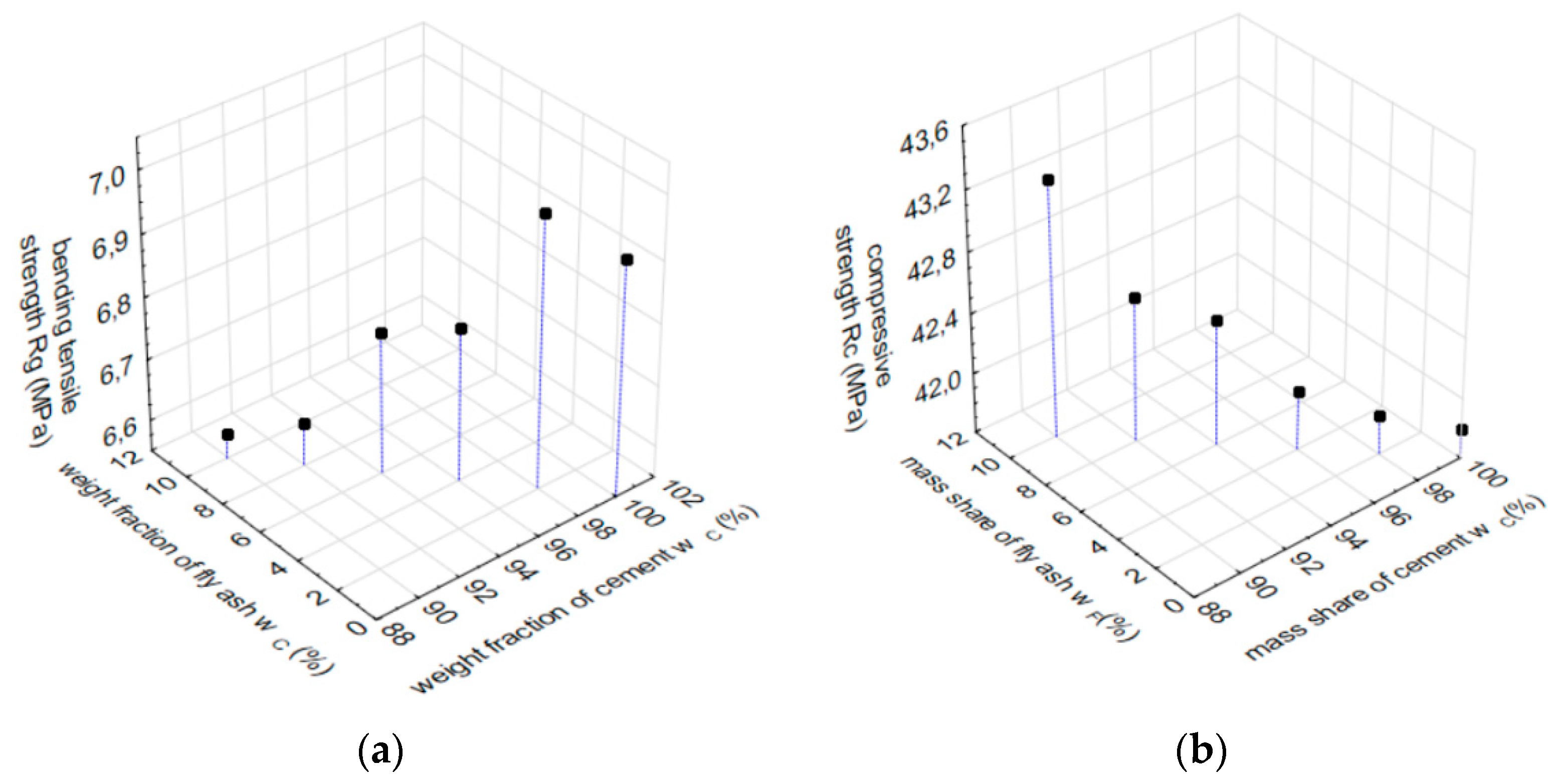
Figure 3a shows the effect of the simultaneous change of cement and fly ash on the bending tensile strength, Rg. By analysing the result, in the analysed range of changes, the addition of the silica fly ash while reducing the proportion of cement reduces the strength, Rg. However, this change is small and did not exceed 5% when replacing cement with fly ash at 10%. When analysing the effect of these changes on the strength of Rc, it was found that the gradual substitution of cement with silica fly ash improves the strength of Rc. The observed trend of change can be explained by the properties of silica fly ash. Silica fly ash is classified as a type II additive. It consists mainly of fine spherical vitrified grains obtained from the combustion of coal dust, with pozzolanic properties, containing mainly SiO
2, Al
2O
3. The results obtained are consistent with those of Giergiczny in [
5], as well as those of Rudkowska et al. [
14].
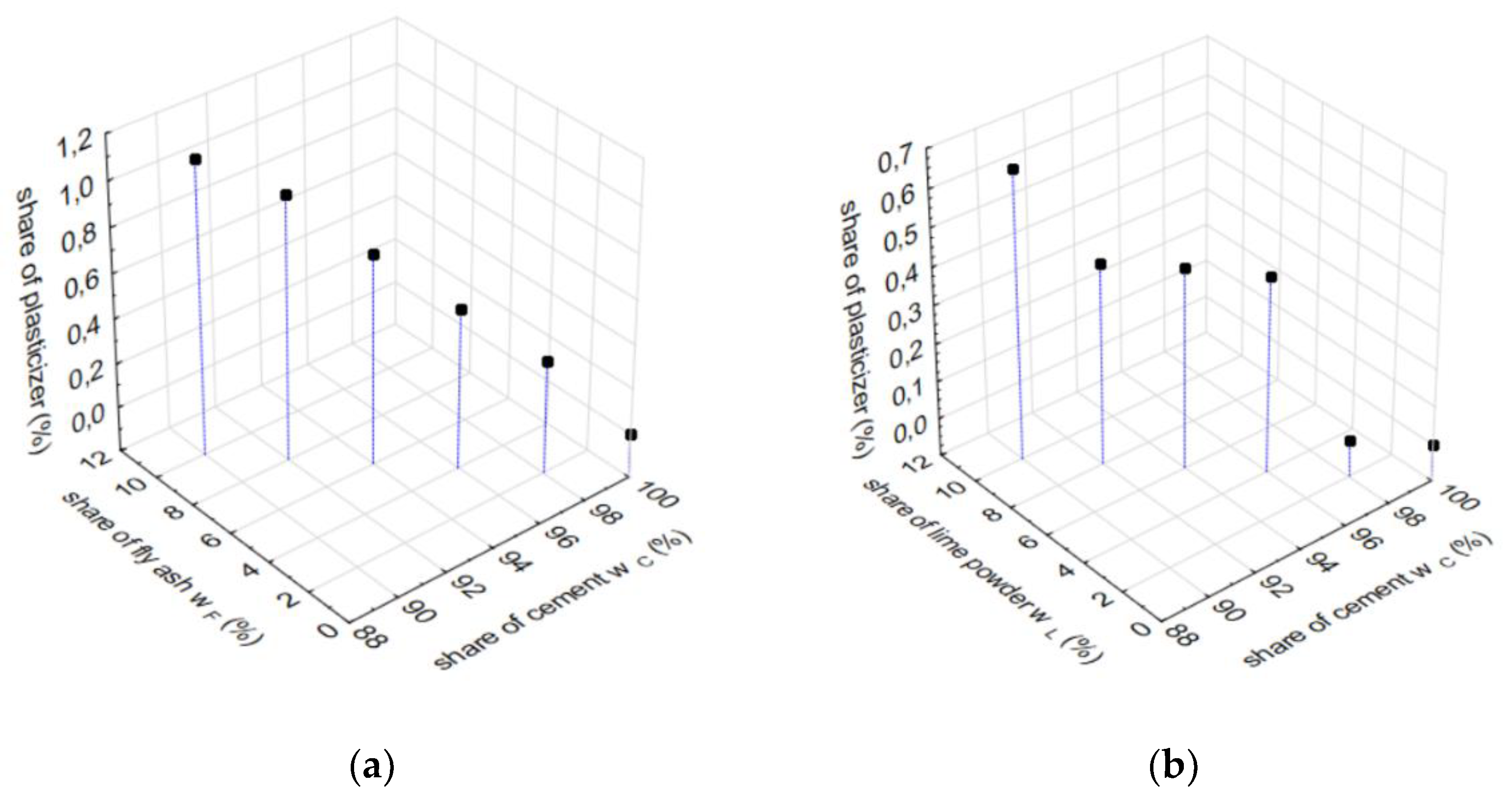
The main substitutions that the use of fly ash entails are a change in water requirements and workability. In the case studied, the replacement of cement with silica fly ash was associated with the need to use a plasticizer to maintain a constant consistency (
Figure 5a).
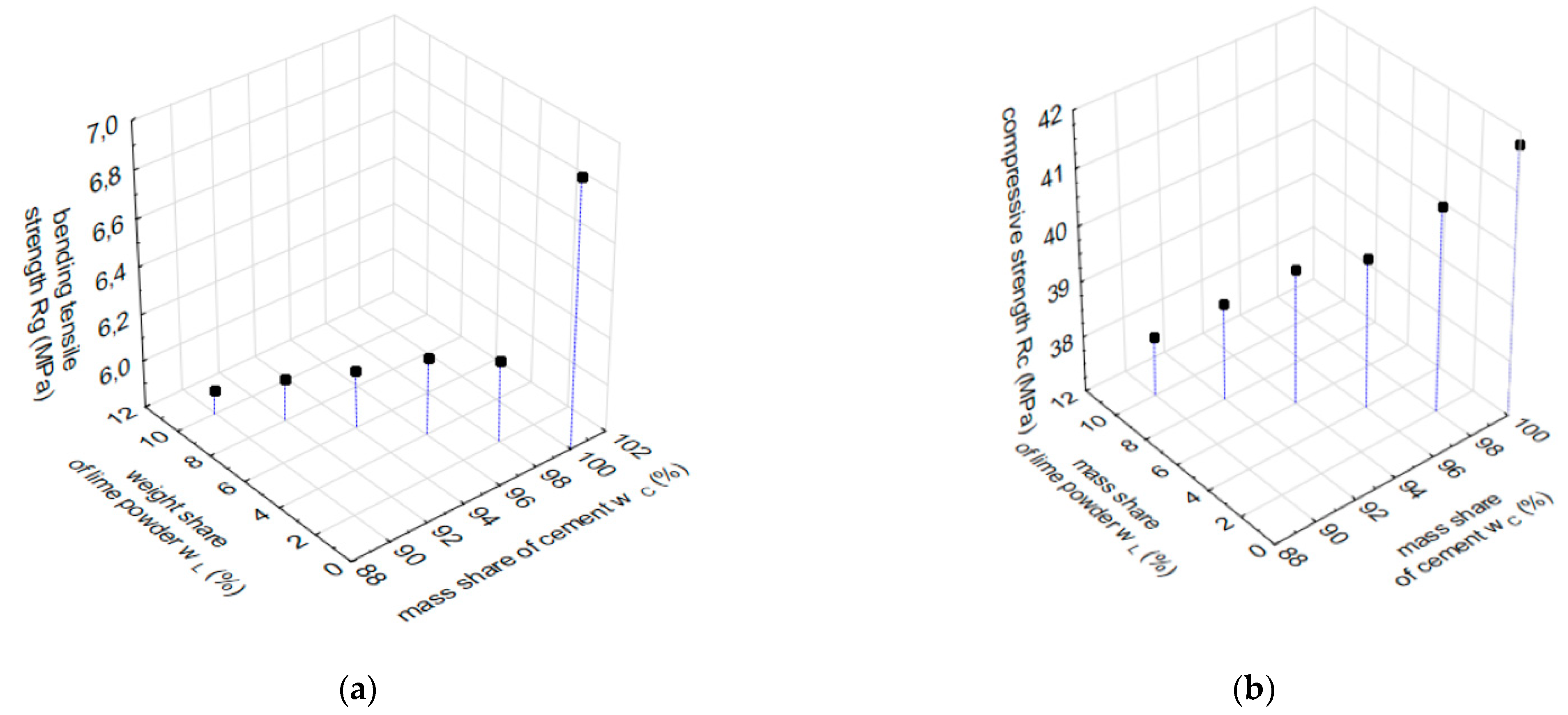
Figure 4a shows the effect of the simultaneous change of cement and limestone powder on the flexural tensile strength, Rg. By analysing the result, it can be seen that, in the range of changes studied, replacing the cement with limestone powder reduces the strength of Rg. However, this change is small and did not exceed 5% when replacing cement with limestone powder at 10%. A similar trend was observed when analysing the effect of these changes on the strength of Rc. Again, the gradual replacement of cement with limestone decreased the Rc strength. The decrease in Rc strength in this case was proportional to the amount of limestone powder and was approximately 10% when replacing the cement at 10% with limestone powder.
In the case studied, the replacement of cement with limestone powder was associated with the need to use a plasticizer in order to maintain a constant consistency (
Figure 6b).
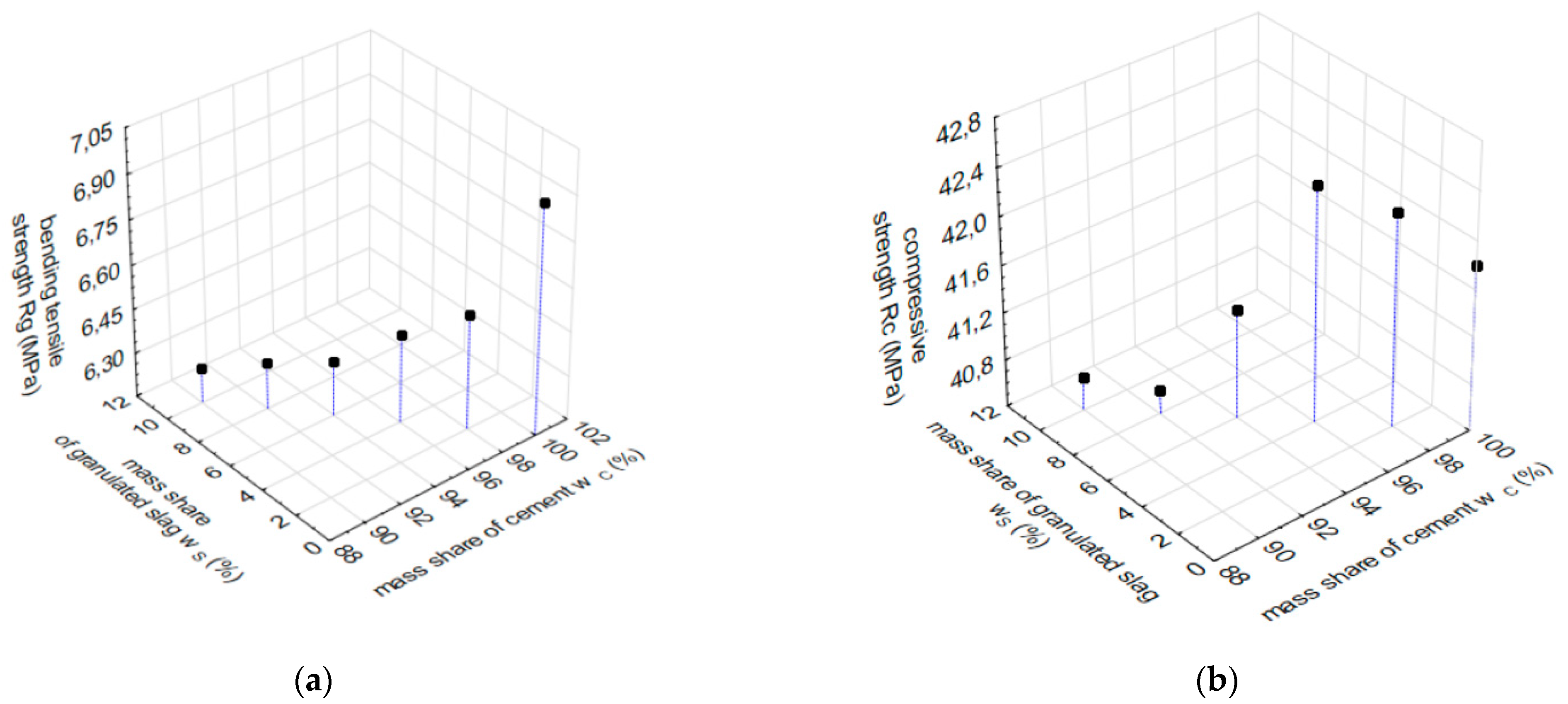
Figure 5a shows the effect of the simultaneous change of cement and granulated blast furnace slag on the bending tensile strength, Rg. By analysing the result, it can be concluded that, in the analysed range of changes, the replacement of cement with granulated blast furnace slag reduces the strength Rg. When replacing cement with 10% blast furnace slag, the change does not exceed 10%. When analysing the effect of replacing cement with blast furnace slag on Rc, it was found to be uneven. At slag amounts up to 6%, the strength increases slightly. However, a 6% substitution appears to be a limiting amount, as further increases in the proportion of slag in the binder composition are associated with a decrease in Rc strength. At a slag proportion of 10%, this decrease does not exceed 5%. It can therefore be assumed that an increase in the proportion of this additive in the binder slightly alters the strength properties of the mortars. Granulated blast furnace slag is a type II concrete additive alongside silica fly ash and silica dust. Granulated blast furnace slag is classified as a material with latent hydraulic properties and is therefore a basic component of multi-component cements. The similar compressive strength values of mortars containing up to 10% slag in the binder composition are also related to its specific surface area. In the case analysed, it was 3700 cm
2/g and was similar to the specific surface area of cement. The results obtained are consistent with those obtained in [
12].
In the analyzed case, in order to maintain a constant consistency, replacing cement with ground blast furnace slag did not require the use of a plasticizer in order to maintain a constant consistency. This was caused by the similar value of specific surfaces of cement and slag.
4. Summary
Silica fly ash from the Opole power plant is a good alternative to cement. It can be used as an additive in cement mortars. Its share of 10% in the binder had a negligible effect on the compressive strength. It should be noted that a slight increase was even observed in compressive strength. It should be noted, however, that in the case studied, little effect of this additive on the change in consistency was observed.
The blast furnace slag used in this study, which comes from the Katowice steelworks, can be used as an additive in cement mortar. The 6% proportion of this additive to the binder does not significantly alter the compressive strength. An additional advantage is that the use of this additive does not change the consistency of the mortar.
Of the additives analysed, the addition of limestone powder had the greatest effect on compressive strength. Each cement replacement with this additive was associated with a decrease in compressive strength. At a limestone powder proportion of ten per cent, the decrease in Rc was 10 per cent.
The results obtained make it possible to realistically consider the possibility of using silica fly ash and ground granulated blast furnace slag in cement mortar. Such action is in line with the sustainable development strategy. It makes it possible to recover valuable post-industrial by-products and reduce the use of pure, highly emissive CEM I cement. The implementation of similar solutions on a global scale would reduce dust and greenhouse gas emissions.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}