Abstract
The increasing use of rare-earth elements (REEs) in renewable technologies such as electric vehicles and wind turbines is driving a rapid rise in their economic importance. This work investigated the separation of REEs (Nd, Pr, Sm, and Dy) from NdFeB magnets using high-performance solid-phase extraction chromatography. More than 99% of the REEs were extracted from an Fe-rich sulfate-based leach liquor using a three counter-current stage solvent extraction of 34.7 vol.% and O/A 1.5. The REE-loaded H2SO4 strip solution was separated into a high-purity Nd and Pr fraction from separate Sm and Dy fractions in a single stage using a D2EHPA-impregnated column and H2SO4 gradient elution.
1. Introduction
Rare-earth elements (REEs) are essential for the production of advanced materials and technologies such as permanent magnets, electronics, and catalysts [1,2,3,4]. As a result, both light rare earth elements (LREEs), such as Pr, Nd, and Sm, and heavy rare earth elements (HREEs), such as Dy, have been listed as critical raw materials by the European Union (EU) due to their economic importance and supply risk [5]. The import reliance on LREEs (>80%) and HREEs (>99%) from China has created a significant opportunity to develop circular economies and supplement the feed from primary sources with that of recycled material.
The recycling of REEs through a circular economy is especially important for renewable energy applications such as wind turbines and electric vehicles, where the aim is to reduce carbon emissions. The recycling of permanent magnets such as NdFeB and SmCo could supplement import material to reduce supply risk. However, in 2023, only 1% of LREE and HREE primary sources were replaced by recycled material [5]. The recycling of REE waste, therefore, needs to be increased in scale to enhance the recycling capacity and significantly reduce the supply risk of REEs.
The recovery of high-purity REE fractions from NdFeB waste solutions poses various challenges and requires the separation of impurities as well as the notoriously difficult separation of REEs. The separation of impurities can be particularly challenging for NdFeB waste as iron is present at ~70 wt.% [6], and thus the major impurity in the feed material.
The removal of the REEs from the PLS via solvent extraction or selective precipitation by oxalic acid provides superior selectivity for REEs over impurities like iron. Selectively targeting the REEs also reduces the impurities carried over to the subsequent REE separation into individual fractions. This is greatly beneficial as NdFeB magnets can contain various impurities such as Co, Zr, Al, Nb, and Ga, which are used to improve the microstructure and intrinsic coercivity of magnets [7]. Solvent extraction was investigated in this study due to its high loading capacity and scalability, which makes it an excellent candidate for industrial application [8]. Additionally, solvent extraction does not introduce new complexing agents into the aqueous phase, allowing for simplified downstream separation and purification of REEs.
D2EHPA is a common phosphoric cation-exchange extractant that has been widely used for REE extraction due to its superior extraction efficiency [9,10,11]. The saponification of D2EHPA prior to extraction with Na to improve the pH control, due to its cation-exchange mechanism [12], has been well documented [11,13] but should be avoided when working with REEs in sulfate media due to the formation of insoluble double sulfates [14,15,16]. For the same reason, the use of NH3OH for pH control over NaOH is recommended.
Recent studies have shown the effective separation of REEs using extraction chromatography, which enables high-purity products [17,18,19]. Extraction chromatography uses the same extractants as solvent extraction, which are reversibly adsorbed by physisorption to the particle surface of a reverse-phase (RP) chromatographic column. The major benefits of extraction chromatography for the separation of REEs are the lower organic solvent volumes and the greatly reduced number of stages. This is of particular relevance to the separation of REEs such as Nd and Pr, which can require hundreds of stages in a conventional solvent extraction circuit [20].
In this study, a patented cementation process was used for the dissolution of NdFeB magnet waste, which avoids the formation of hydrogen gas [21]. The selective separation of the REEs from the pregnant leach solution (PLS) via solvent extraction was optimized, and the recovery of the target metals to a loaded-stripping solution was investigated, as well as the stripping of any remaining impurities in the loaded organic. The novelty of this study lies in the combination of solvent extraction and extraction chromatography—which allow for the enhanced separation of the REEs into separate fractions. The reverse-phase chromatographic column was impregnated with D2EHPA, and the separation of REEs from a synthetic solution was compared to a real leach solution.
2. Materials and Methods
2.1. Materials and Reagents
Coarsely ground NdFeB waste material (<2 mm) used as feed material in this study was kindly supplied by Magneti Ljubljana d.d. (Ljubljana, Slovenia) and processed by TU Bergakademie Freiberg (Freiberg, Germany). The metallic NdFeB waste material composition was determined with aqua regia digestions and an inductively coupled plasma optical emission spectrometer (ICP-OES; Thermo Scientific iCAP 7400, Thermo Fisher Scientific, Waltham, MA, USA). A molar ratio of 3 HCl:HNO3 was prepared using 68 wt.% HNO3 supplied by VWR Chemicals, Sweden, and 32 wt.% HCl supplied by Merck, Darmstadt, Germany. The average composition of the NdFeB waste is summarized in Table 1.

Table 1.
Average composition of the waste NdFeB material and pregnant leach solution given together with standard deviations.
The pregnant leach solution (PLS) was prepared according to a patented process developed by MEAB Chemie Technik GmbH (Aachen, Germany) [21]. The leaching process was performed by preparing the lixiviant: 356 g CuSO4.5H2O (95%, VWR chemicals) in 1 L of MilliQ grade water (18.2 MΩ·cm, Merck). The jacketed leaching reactor was loaded with a 9:1 weight ratio of the lixiviant and the dry NdFeB material. After 25 min of leaching with overhead stirring, the slurry was vacuum-filtered. The addition of 0.1 vol.% H2SO4 (>95%, Sigma-Aldrich, St. Louis, MO, USA) to the PLS was required after filtration to prevent the oxidation of ferrous iron. The average composition of the PLS is summarized in Table 1, which illustrates the dominant presence of 62.9 g/L Fe and 20.5 g/L Nd in solution.
Solvent-extraction tests were performed with 97% D2EHPA supplied by Sigma Aldrich and low-odor kerosene supplied by VWR chemicals. The pH of all experiments was controlled with 2 M NH3OH prepared from >30%, as supplied by Honeywell Fluka, and 1 M H2SO4. The organic stripping was investigated by preparation of H2SO4 stripping solutions and scrubbing solutions from 98% anhydrous oxalic acid (Thermo Scientific, Waltham, MA, USA).
Chromatographic tests were performed using synthetic sulfate solutions containing 60 mg/L Co, 40 mg/L Pr, 400 mg/L Nd, 40 mg/L Sm, and 120 mg/L Dy. A true feed was also prepared from the PLS for subsequent chromatographic tests. In-line REE detection was accomplished using a UV-Vis variable wavelength detector after a post-column reaction (PCR) with a solution containing 0.15 mM Arsenazo III (Honeywell Fluka, Leicestershire, UK), 0.1 M acetic acid (>99%, Sigma Aldrich), and 10 mM urea (>99%, Sigma Aldrich). The metal elution fractions were also quantified ex situ using ICP-OES for selected experiments.
2.2. Equipment
All solvent-extraction and stripping tests were performed in a 250 mL glass beaker on a Fischer Scientific Isotemp hotplate with magnetic stirring. The pH was measured with a Thermo Scientific 8302BNUMD Ross Ultra triode probe and Orion Star 210 pH meter. When the experiment was completed, the two immiscible phases were allowed to separate in a 250 mL separatory funnel.
The chromatographic tests were performed with a Thermo Scientific Dionex ICS-5000+ SP Ion Chromatography system connected to a Dionex variable wavelength detector (VWD) and Dionex Ultimate 3000 automated faction collector. All tests were performed with a Kromasil C18-functionalized column (I.D. = 4.6 mm, L = 150 mm) packed with mesoporous spherical particles (particle size = 10 µm, pore size = 100 Å, density = 0.66 g/mL). The column was placed in a BioTek Instruments HPLC 582 thermostat for temperature control, and the outlet was connected to a T-junction, where a Biotek Instruments System 522 pump introduced the post-column reagent at half the flowrate of the eluant. The T-junction was connected to a 750 µL knitted reaction coil to allow sufficient reaction time for the post-column reagent, leading to the VWD. The VWD analyzed for breakthrough signals of the organophosphorus compounds at 288 nm and chromatograms of REE complexes formed in the PCR at 658 nm.
2.3. Experimental Procedure
The solvent-extraction experiments were performed by mixing the aqueous and organic in a glass beaker with stirring to ensure that the two phases were well mixed together in the whole beaker. The pH of the mixture was continuously measured and adjusted to maintain the target pH. The stripping and scrubbing tests were performed by adding the loaded organic or stripped organic to a beaker with the stripping agent or scrubbing agent, respectively, and stirring increased the two phases well for 10 min.
The chromatographic experiments required the column to be impregnated with an organophosphorus acid compound, which was selected as D2EHPA for this study. The Kromasil C18-functionalized column was impregnated with the procedure described by Sanku et al. [19]. Absolute ethanol was supplied by VWR Chemicals, and 97% D2EHPA was supplied by Sigma Aldrich.
The column impregnation procedure included:
- Cleaning: 14 column volumes (CVs) of absolute ethanol (0.1 to 1 mL/min).
- Conditioning: 20 CVs of 65 vol.% ethanol (1 mL/min).
- Impregnation: 15 CVs of 0.75 mol D2EHPA in 65 vol.% ethanol (0.6 to 1 mL/min).
- Flushing: 20 CVs MilliQ-grade water (0.2 to 2 mL/min).
The column-impregnation procedure was repeated 5 times, and the impregnation solution, eluate, and flushed water were all collected and titrated with 0.5 M NaOH (>99%, Merck, Rahway, NJ, USA) to determine the amount of D2EHPA impregnated on the column. It was determined through the 5 repeat impregnation procedures that the column was loaded with 0.930 mmol D2EHPA, slightly less than the maximum loading of just over 1 mmol (the equivalent of 0.4 mol/m3 or 0.6 mmol of D2EHPA/mmol C18) [19].
2.4. Analytical Method
Aqueous solutions were analyzed with ICP-OES. All metals were analyzed with both axial and radial configurations, with calculations only using spectral lines that fit the calibration curve with a coefficient of determination (R2) >0.999 and have relative standard deviations (RSDs) of <3% for each measurement. All analyses performed also included an initial calibration blank (ICB), continuing calibration verifications (CCVs), and quality-control standards (QCSs) with a warning limit of ±20% and failure limit of ±25%.
3. Results and Discussion
The poor buffering capacity of the PLS, due to the lack of hydrogen ions in the lixiviant, reduces the pH-dosing required to control extraction and reach equilibrium, as the only acid that requires neutralization is the small amount of sulfuric acid added to the PLS after leaching for stability and D2EHPA. The direct application of solvent extraction with D2EHPA on a PLS produced by a cementation leaching process and unique NdFeB magnet waste, as used in this study, required various optimization experiments to gain insight into the metal-separation performance.
3.1. REE Solvent Extraction
3.1.1. REE Extraction pH Dependence
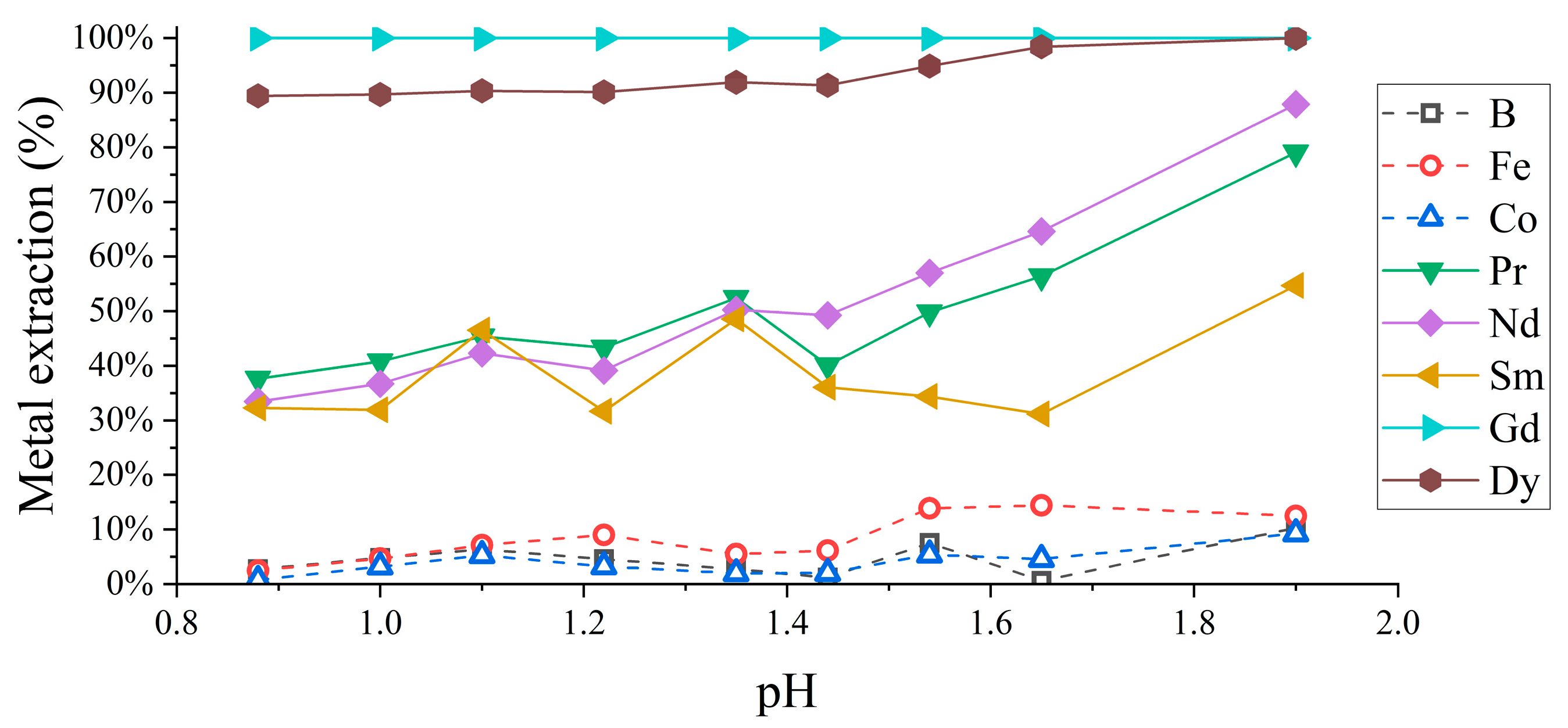
The metal extraction from the PLS (see Table 1) with 35 vol.% D2EHPA and O/A 1 was investigated first to evaluate the metal extraction equilibrium at 22 °C. Figure 1 illustrates the gradual increase in the REE extraction from the PLS as the pH is increased from 0.87 (no pH control) up to 1.9. The extraction of Nd and Pr increased linearly from 50% and 40% to 88% and 80%, respectively, when the pH was increased from 1.43 to 1.9. The extraction of Dy was high without pH control at pH 0.87 and illustrated the high affinity D2EHPA has for Dy. Dy extraction was also observed to increase when the pH was increased from 1.43 to 1.9, similar to that of Nd and Pr, enabling > 99% Dy extraction at pH 1.9.
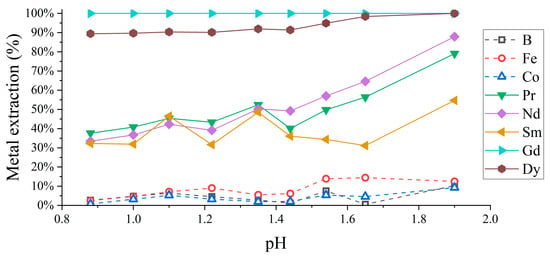
Figure 1.
Metal extraction as a function of pH with 35 vol.% D2EHPA, O/A 1, and 22 °C.
The extraction of Gd was 100% for all conditions due to samples being below the limit of quantification (LOQ) and was therefore excluded further in this study. The extraction of Sm in Figure 1 is inconsistent, and the erratic increases/decreases in its extraction were attributed to the very dilute concentrations in analysis, leading to a larger error.
The co-extraction of B and Co was greatly limited for the pH range investigated in Figure 1, remaining under 10% for all conditions. The co-extraction of Fe, the major impurity, was also limited to 10% when the pH was below 1.43 but increased up to 14% when the pH increased to 1.56. The co-extraction of Fe can be further reduced by optimizing the O/A ratio as well as using counter-current stages. Furthermore, selective stripping may further enhance the separation of the metals. It was therefore decided to use an equilibrium pH of 1.8 as it enables near-complete REE extraction within four counter-current stages. Further increasing the equilibrium pH reduces the number of counter-current stages required for near-complete REE extraction but results in higher impurity co-extraction.
The iron remaining in the raffinate can thus be treated with a variety of neutralizing agents without the co-precipitation of REEs, which present the highest value. The precipitation of iron through combined oxidation and neutralization can be performed for the desired product, such as α- and β-FeOOH, Fe2O3, or MFe3(SO4)2(OH)6 [22]. The iron-removal process can be slow, and precipitation rates must be controlled well to ensure that particle size distribution allows for good filterability [23,24].
3.1.2. REE Separation Optimization
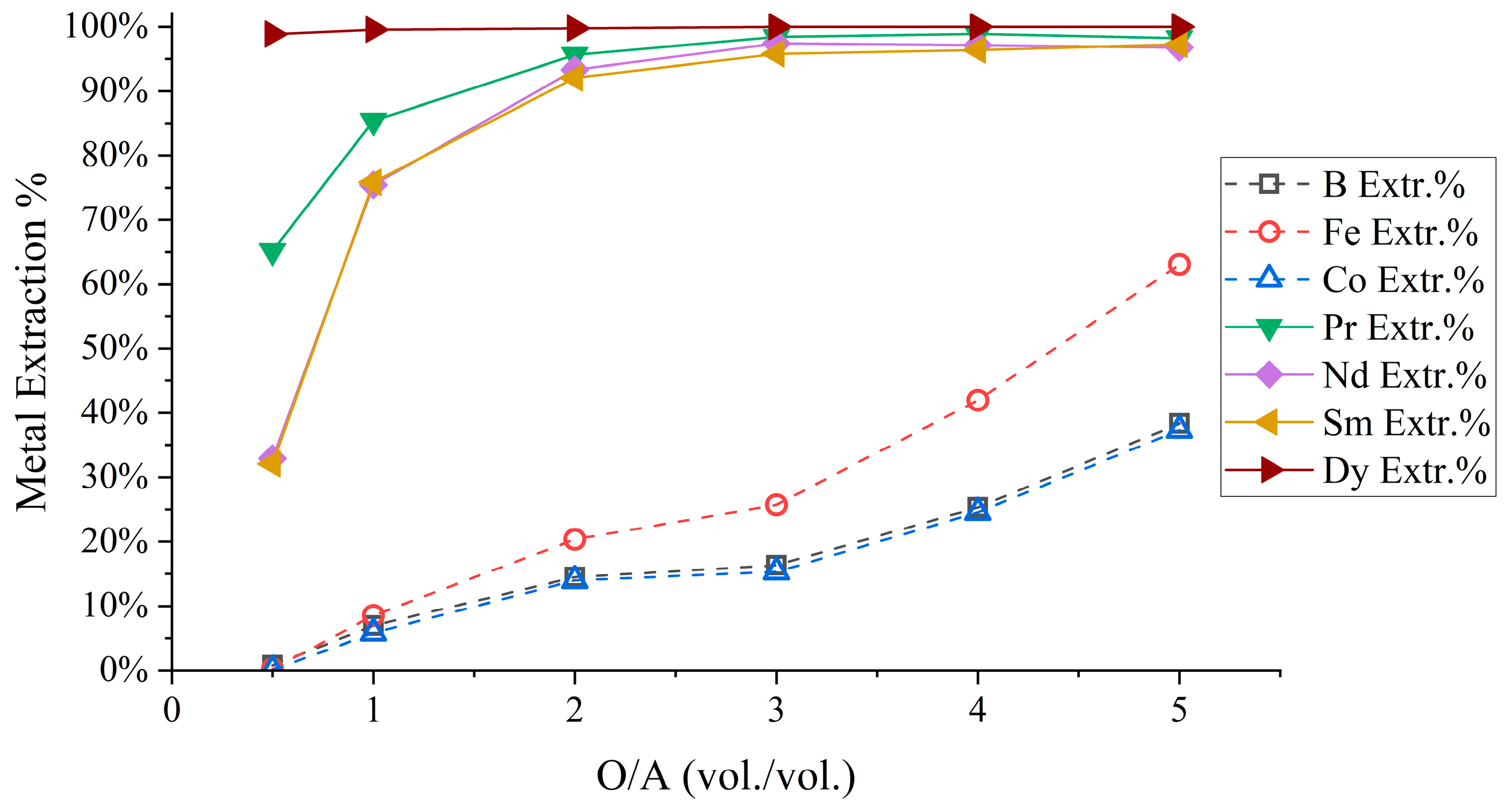
The REE extraction from the PLS (see Table 1) at different O/A ratios was investigated at pH 1.8 with 35 vol.% D2EHPA to determine the optimal metal-separation conditions. Figure 2 illustrates that the REE extraction increases rapidly as the O/A ratio increases up to 3, after which the REE extraction increases marginally and the co-extraction of Fe, Co, and B starts to increase rapidly. At an O/A ratio of 2, >90% of all the REEs are extracted, while an O/A ratio of 3 enables >95% extraction of all the REEs in one stage. It is recommended to use an O/A ratio smaller than 3 to limit Fe, Co, and B co-extraction.
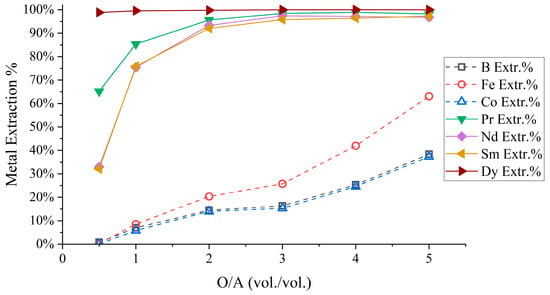
Figure 2.
Metal extraction optimization with D2EHPA in kerosene at pH 1.8 and 22 °C.
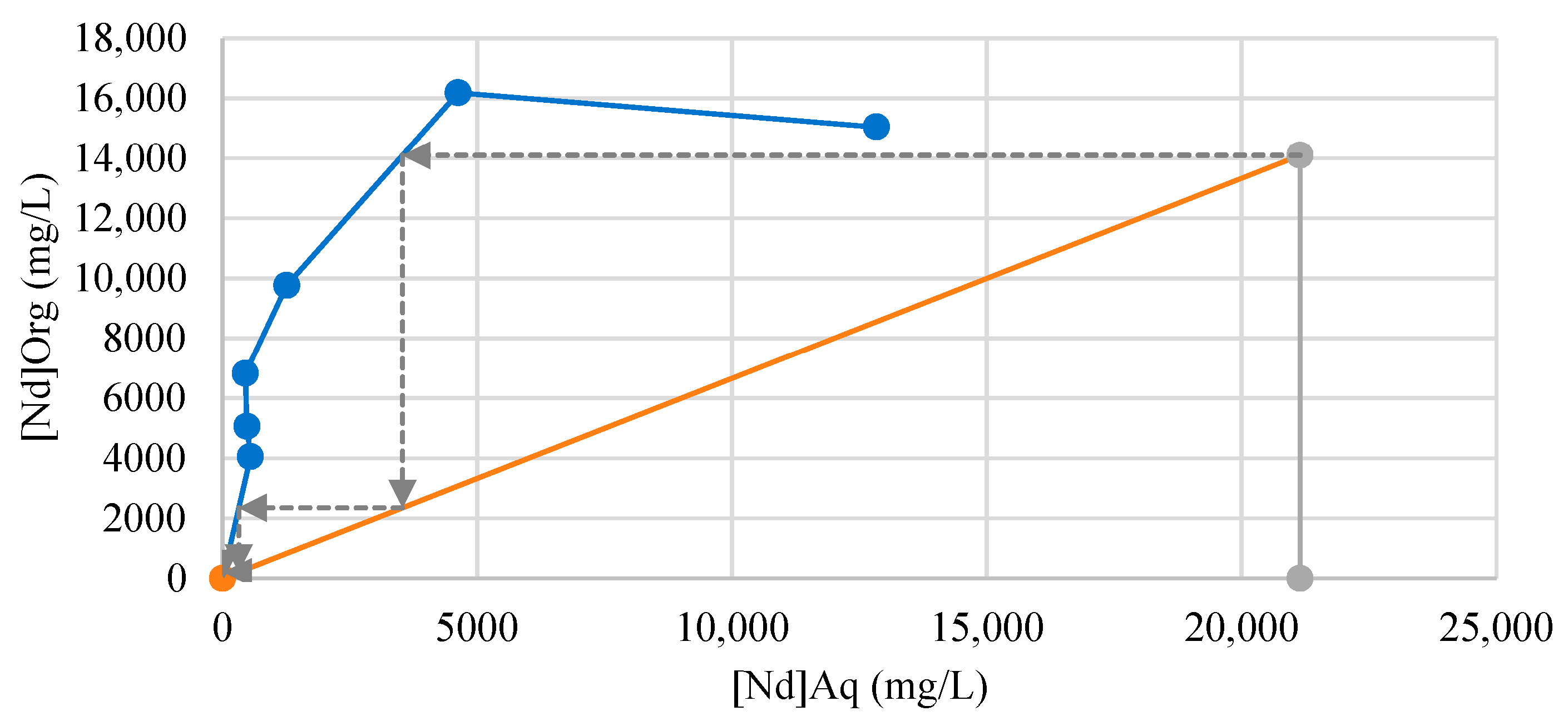
The counter-current metal extraction performance was determined for 35 vol.% D2EHPA at a pH of 1.8 using the McCabe–Thiele method. Operating with an O/A ratio as small as possible is desired to avoid dilution of the metal content, large solvent inventories, and large equipment sizing. The lowest O/A ratio that was used was roughly 1.3 due to the overloading of the organic phase and the subsequent formation of a third phase. Three counter-current stages enabled the extraction of 99.9% Nd, 99.7% Dy, 92% Pr, and 91.2% Sm with 35 vol.% D2EHPA and O/A 1.5, as summarized in Figure 3. The co-extraction for the three counter-current stages was limited to 7% Fe, 4% B, and 2% Co.
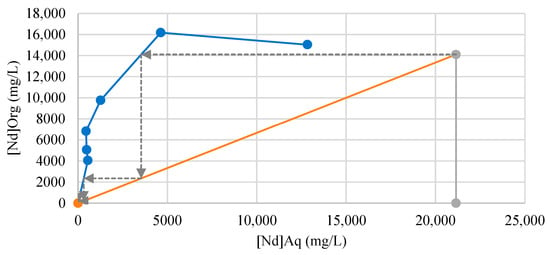
Figure 3.
McCabe–Thiele diagram for Nd extraction with D2EHPA in kerosene at pH 1.8 and 22 °C. Blue (equilibrium line), Grey dotted (stages lines), Grey (feed line), Orange (extraction line).
3.1.3. Organic Stripping and Scrubbing
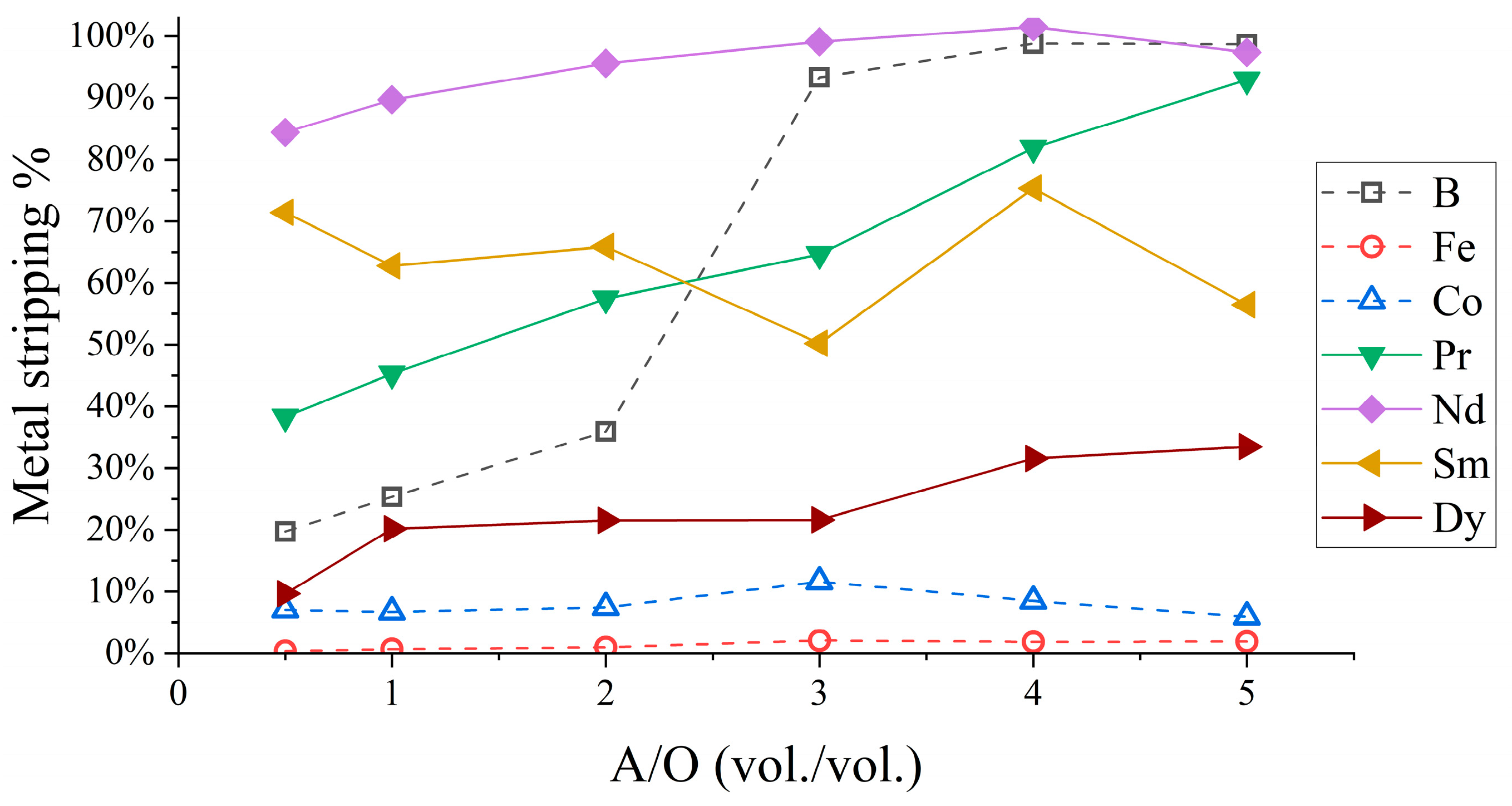
The stripping of the REEs is crucial to ensure that the extracted target metals are recovered. Figure 4 illustrates the high Nd stripping achieved with 1.25 M sulfuric acid at 25 °C, where >80% Nd was stripped with an A/O ratio of 0.5. The stripping of Pr increased linearly as the A/O ratio increased to 5, while the Dy stripping was the lowest of all the REEs. The low-Dy stripping was improved to >70% with three counter-current stages but was also observed to increase to >85% in a single stage with 2.5 M H2SO4 and A/O 3. The erratic Sm stripping was attributed to the low Sm loading achieved in the one-stage lab-scale tests, producing a loaded strip with dilute quantities of Sm that were quantified with high error.
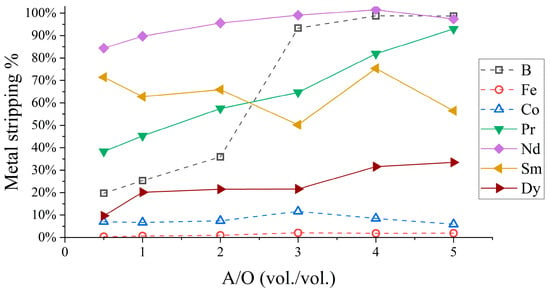
Figure 4.
Metal stripping recovery with 1.2 M H2SO4 at 22 °C.
The major benefit of H2SO4 stripping in Figure 4 is the extra separation provided by the stripping in addition to the initial metal separation through extraction. This enables a much purer mixed REE-loaded strip, which can be treated further for individual fractions. Both Fe and Co, the two most prominent impurities, are stripped under 10% for all conditions evaluated with 1.25 M H2SO4, while B stripping only increases notably for A/O ratios greater than 2.
Due to the poor Fe stripping from the loaded organic with H2SO4, a scrubbing stage was investigated. The scrubbing of Fe was observed to be best with an acidic reducing agent, and therefore oxalic acid was selected. A 1 M solution of oxalic acid enabled > 86% Fe and >88% B scrubbing at an A/O 1 and 40 °C.
3.2. REE Chromatographic Separation
A synthetic sulfate solution was created to mimic the expected loaded strip and evaluate how the target metals will separate from a sulfate matrix, as previous research has mainly focused on nitrate matrices [18,25,26]. The synthetic sulfate matrix was made with ICP standards to create a 1.25 M sulfate matrix with 375 mg/L Nd, 113 mg/L Dy, 56 mg/L Co, 38 mg/L Pr, and 38 mg/L Sm.
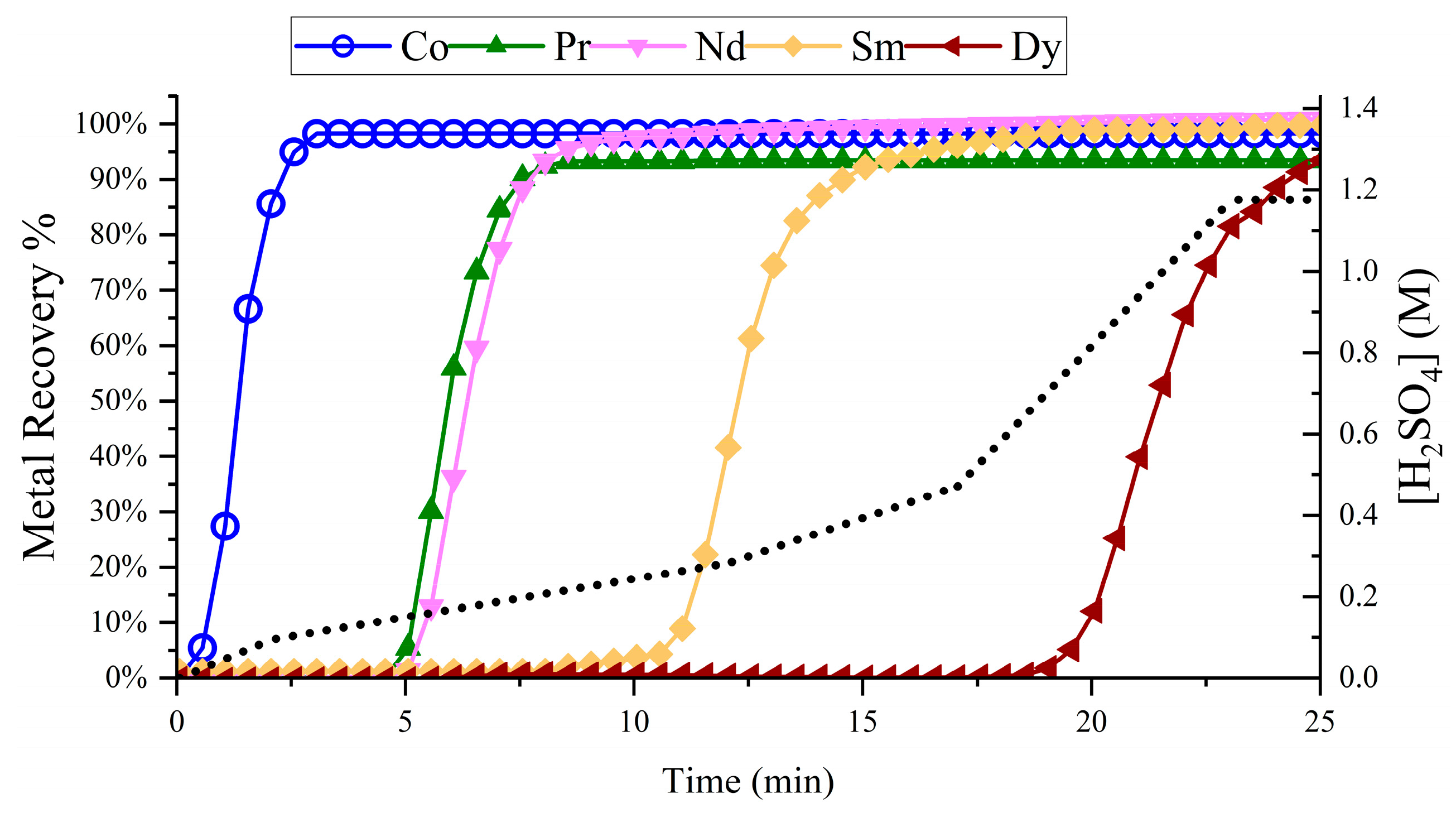
It was determined that a low initial gradient would allow for the elution of unwanted impurities in an initial fraction, followed by gradual increases in acid strength to remove the various metals with different selectivities for the column. Multiple linear gradients were used due to the various metals that elute at different acid strengths and have different loads in the feed. The HPLC pump utilized two different lines for the elution and blended MilliQ water with 2.5 M H2SO4 to achieve the set eluant concentration. The linear gradient used for each experiment is indicated with dotted black lines in Figure 5 and Figure 6 and corresponds to the secondary y-axis labeled “[H2SO4] (M)”. To enable the quantification of each fraction collected, the eluate was collected into fractions every 30 s and analyzed by ICP-OES. All chromatographic separations were performed with 50 μL feed injections and a constant eluate flowrate of 1 mL/min of the set H2SO4 eluate concentration (automatically blended by the pump).
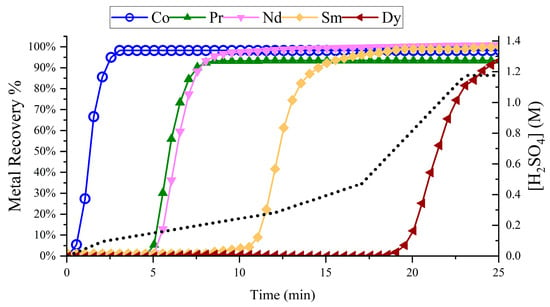
Figure 5.
Metal elution from a synthetic sulfate REE strip solution at 22 °C.
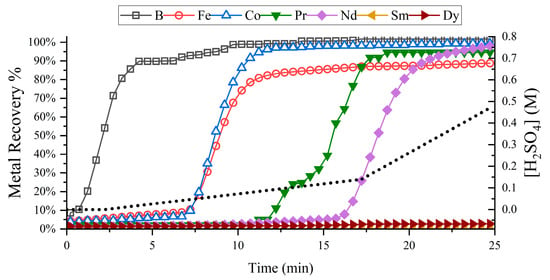
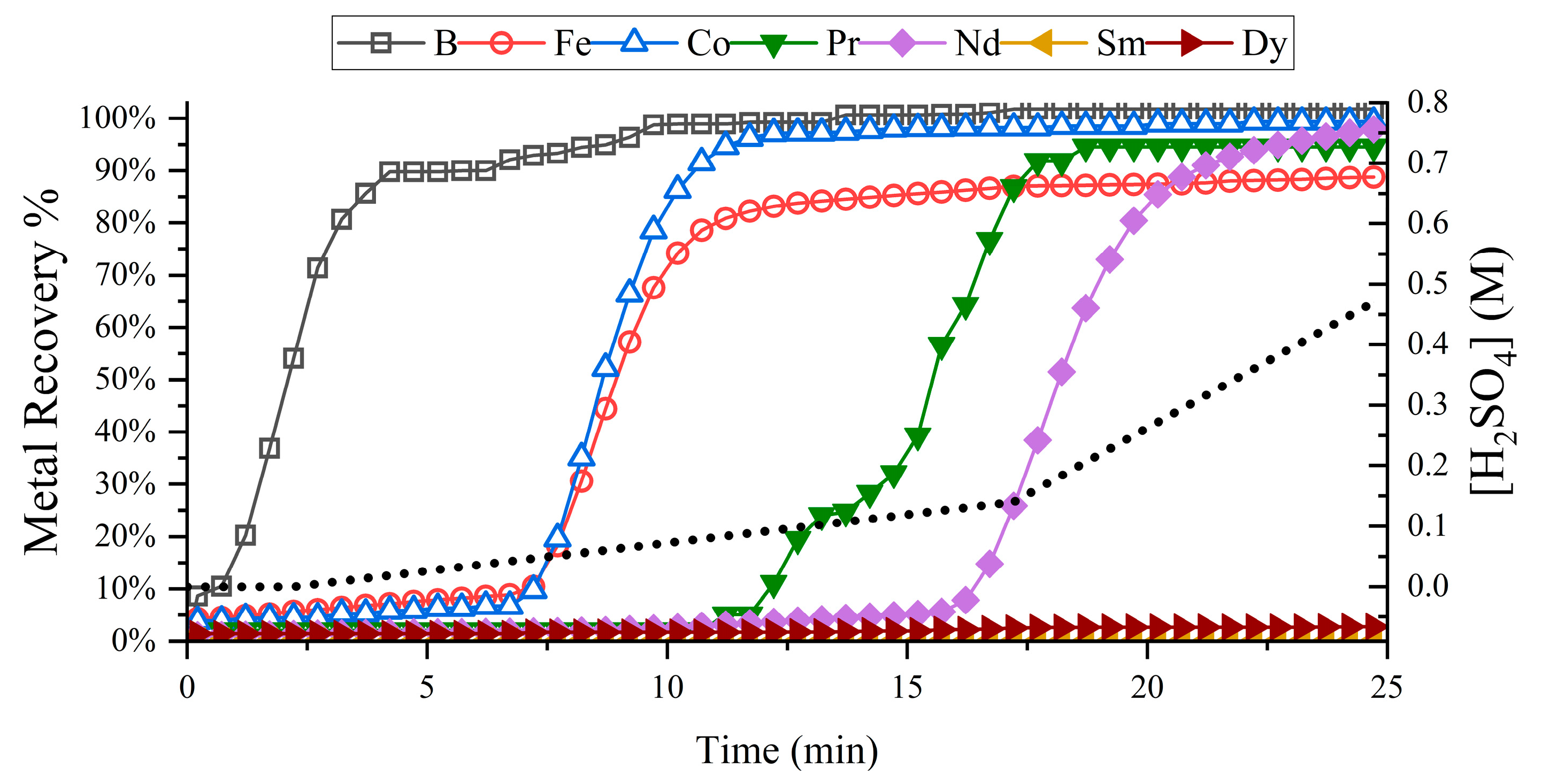
Figure 6.
Metal elution from a diluted true PLS at 22 °C.
As illustrated in Figure 5, a quick initial rise from clean water to roughly 0.1 M H2SO4 recovered all the Co from the feed with no other metals. The gradient was then increased slowly up to 0.47 M H2SO4, allowing for the recovery of the lighter REEs, Nd, and Pr, together in a single fraction. The Sm was also collected later during this gradient and recovered in its own fraction. Increasing the gradient even further up to 1.18 M H2SO4 leads to the elution of the Dy in the final fraction. The elution of the synthetic sulfate solution demonstrated good performance for the separation of an initial impurity fraction, an Nd and Pr fraction, and individual Sm and Dy fractions.
The good separation of the potential impurities (Co) from the REEs, as well as the heavy REEs (HREEs) from the light REEs (LREEs), prompted further tests about the influence of the other PLS impurities on the column. Any impurities causing phase issues, preventing ideal operation, or contaminating the high-value REE fractions would need to be removed first.
The elution of the real PLS solution was therefore evaluated to determine what effect the other potential impurities, such as Fe and B, would have on the column. The PLS was only diluted with MilliQ water and not treated in any way to ensure the column was not overloaded. The feed of the PLS to the column contained 1250 mg/L Fe, 58 mg/L Co, 15 mg/L B, 462 mg/L Nd, 133 mg/L Dy, 38 mg/L Pr, and 5 mg/L Sm in a 1.43 M sulfate solution.
Figure 6 illustrates the metal elution of the true diluted PLS, with all the major impurities in the PLS eluted first due to their low affinity for the impregnated extractant. B was eluted first with 0 M H2SO4 due to its low selectivity for D2EHPA caused by its monovalent charge and small size. The Fe and Co were eluted together second with <0.15 M H2SO4 and could be collected before the elution of the REEs. It was, however, observed that Fe recovery was not complete, and this corresponds well with the stripping results, which showed that Fe stripping with H2SO4 is poor. If large amounts of Fe impurities make it through the solvent extraction step, elution via a reductive eluant such as oxalic acid may be required to scrub off any residual Fe that accumulates on the column.
The elution of Pr and Nd was observed to be separate in Figure 6 instead of together, as was observed for the synthetic solution in Figure 5. This was due to the slower elution gradient used as well as the fact that the synthetic solution was prepared with sulfuric acid and the real PLS with copper sulfate. The weaker acidity of the real PLS would provide better separation, as high acidity in the feed would facilitate metal elution and reduce the columns’ separation efficiency. The real PLS enabled the recovery of >50% Pr in a third fraction with a purity of >75%, while the rest of the Pr was recovered with >92% Nd in a fourth fraction and combined Nd and Pr purity of >98%. The Sm and Dy could be recovered last in a fifth and sixth fraction using stronger H2SO4, as illustrated in Figure 5.
Further work is planned on true loaded stripping solutions to determine the REE recovery and fraction purities from a REE-rich solution. The goal is to separate any residual impurities into an initial fraction, followed by the elution of the REEs into individual fractions. The priority of the separation of the REEs from the strip solution must be to maximize the metal loading in the feed, the feed volume, and quantify performance losses over time as these factors play a key role in scaling extraction chromatography for industrial-scale applications such as NdFeB magnet recycling.
4. Conclusions
A hydrometallurgical process has been investigated to treat NdFeB pregnant leach solutions through a combination of solvent extraction and extraction chromatography for the efficient separation of REEs into separate fractions.
The REEs were first targeted through solvent extraction with 35 vol.% D2EHPA, which enabled the extraction of >99.9% Nd, >99.7% Dy, >92% Pr, and >91.2% Sm at an O/A ratio of 1.5 when using three counter-current stages. The co-extraction of impurities under the conditions included 7% Fe, 4% B, and 2% Co. The remaining impurities were finally stripped with 1 M oxalic acid at an A/O 1 and 40 °C to remove >86% Fe and >88% B in a single stage before reusing the organic phase.
The subsequent chromatographic separation enabled the separation of any residual impurities in an initial fraction. It was observed that B was eluted first without acid, followed by Co and Fe in a second fraction. The complete recovery of Fe may require a reductive eluant and should be considered when working with high Fe content in the loaded stripping solution. The separation of Pr and Nd was good with >50% Pr recovery in a third fraction, while the remaining Pr was recovered with the Nd in a fourth fraction. The Sm and Dy can be recovered in separate fifth and sixth fractions with required H2SO4 eluate concentrations of >0.4 M H2SO4 and >0.9 M H2SO4, respectively.
Recovery of Pr and Nd does not complicate reuse for magnet manufacturing as the feed ratio in the waste material will be maintained and can be adjusted during final production. It is, however, key that no Sm is included in the Nd fraction as Sm is an undesired impurity in Nd magnets and should thus not be present in the raw feed for production. The chromatographic separation enables Sm separation to ensure a composition below 0.01% Sm in the Nd fraction. The low Sm content in the Nd enables its reuse for NdFeB magnet manufacturing.
The REE fractions can be recovered using oxalic acid precipitation, which is highly selective for REEs and enables near-complete recovery as rare earth oxalates [27]. Oxalic acid precipitation does not offer separation of the different REEs, and therefore, the desired metal composition should be achieved before recovery by oxalate precipitation. The REE oxalate intermediate products can further be calcinated to produce rare earth oxides, which can, in turn, be marketed to the magnet, electronics, and catalysts industry, depending on their specific purity requirements. The rare-earth oxides can also further be fed to an electrolysis circuit to produce new alloys [28].
Author Contributions
Conceptualization, M.S. and K.F.; methodology, T.P. and M.S.; validation, T.P.; formal analysis, T.P.; investigation, T.P.; data curation, T.P.; writing—original draft preparation, T.P. and M.S.; writing—review and editing, T.P., M.S. and K.F.; visualization, T.P.; supervision, M.S. and K.F.; project administration, M.S. and K.F.; funding acquisition, M.S. and K.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded partly by EIT RawMaterials through the project DysCovery (project number 21028), and partly by Formas through the REEform project (grant number 2019-01150).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors would like to thank Magneti Ljubljana for supplying and Daniel Vogt (TU Freiberg) for processing the NdFeB waste used in this study. Nouryon Pulp and Performance Chemicals, Bohus (Sweden), are gratefully acknowledged for supplying the Kromasil C18 columns.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Binnemans, K.; Jones, P.T. Perspectives for the Recovery of Rare Earths from End-of-Life Fluorescent Lamps. J. Rare Earths 2014, 32, 195–200. [Google Scholar] [CrossRef]
- Vander Hoogerstraete, T.; Blanpain, B.; Van Gerven, T.; Binnemans, K. From NdFeB Magnets towards the Rare-Earth Oxides: A Recycling Process Consuming Only Oxalic Acid. RSC Adv. 2014, 4, 64099–64111. [Google Scholar] [CrossRef]
- Petranikova, M.; Herdzik-Koniecko, I.; Steenari, B.-M.; Ekberg, C. Hydrometallurgical Processes for Recovery of Valuable and Critical Metals from Spent Car NiMH Batteries Optimized in a Pilot Plant Scale. Hydrometallurgy 2017, 171, 128–141. [Google Scholar] [CrossRef]
- Jha, M.K.; Kumari, A.; Panda, R.; Rajesh Kumar, J.; Yoo, K.; Lee, J.Y. Review on Hydrometallurgical Recovery of Rare Earth Metals. Hydrometallurgy 2016, 161, 77. [Google Scholar] [CrossRef]
- European Commission, Directorate-General for Internal Market, Industry, Entrepreneurship and SMEs; Grohol, M.; Veeh, C. Study on the Critical Raw Materials for the EU 2023: Final Report; Publications Office of the European Union: Luxembourg, 2023. [Google Scholar] [CrossRef]
- Peiró, L.T.; Méndez, G.V.; Ayres, R.U. Material Flow Analysis of Scarce Metals: Sources, Functions, End-Uses and Aspects for Future Supply. Environ. Sci. Technol. 2013, 47, 2939–2947. [Google Scholar] [CrossRef] [PubMed]
- Shaaban, A.; Senin, H.B.; Idris, N.H. Effects of Zr Substitution in NdFeB Permanent Magnets. AIP Conf. Proc. 2007, 909, 63–67. [Google Scholar]
- Sole, K.C. Solvent Extraction in the Hydrometallurgical Processing and Purification of Metals: Process Design and Selected Applications. In Solvent Extraction and Liquid Membranes: Fundamentals and Applications in New Materials; Aguilar, M., Cortina, J.L., Eds.; CRC Press: Boca Raton, FL, USA, 2008; pp. 141–200. ISBN 9780824740153. [Google Scholar]
- Gupta, C.K. Extractive Metallurgy of Rare Earths; CRC Press: Boca Raton, FL, USA, 2005; ISBN 0-415-33340-7alk. [Google Scholar]
- Mohammadi, M.; Forsberg, K.; Kloo, L.; Martinez De La Cruz, J.; Rasmuson, Å. Separation of ND(III), DY(III) and Y(III) by Solvent Extraction Using D2EHPA and EHEHPA. Hydrometallurgy 2015, 156, 215–224. [Google Scholar] [CrossRef]
- Lee, M.-S.; Lee, J.-Y.; Kim, J.-S.; Lee, G.-S. Solvent Extraction of Neodymium Ions from Hydrochloric Acid Solution Using PC88A and Saponified PC88A. Sep. Purif. Technol. 2005, 46, 72–78. [Google Scholar] [CrossRef]
- Wilson, A.M.; Bailey, P.J.; Tasker, P.A.; Turkington, J.R.; Grant, R.A.; Love, J.B. Solvent Extraction: The Coordination Chemistry behind Extractive Metallurgy. Chem. Soc. Rev. 2014, 43, 123–134. [Google Scholar] [CrossRef]
- Lee, M.S.; Liu, Y.; Jeon, H.S. Solvent Extraction of Pr and Nd from Chloride Solution by Mixtures of Acidic Extractants and LIX 63. Korean J. Met. Mater. 2016, 54, 592–597. [Google Scholar] [CrossRef]
- Kul, M.; Topkaya, Y.; Karakaya, İ. Rare Earth Double Sulfates from Pre-Concentrated Bastnasite. Hydrometallurgy 2008, 93, 129–135. [Google Scholar] [CrossRef]
- Beltrami, D.; Deblonde, G.J.-P.; Bélair, S.; Weigel, V. Recovery of Yttrium and Lanthanides from Sulfate Solutions with High Concentration of Iron and Low Rare Earth Content. Hydrometallurgy 2015, 157, 356–362. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Yang, Y.; Walton, A.; Buchert, M. Recycling of Rare Earths: A Critical Review. J. Clean. Prod. 2013, 51, 1–22. [Google Scholar] [CrossRef]
- Kifle, D.; Wibetoe, G.; Frøseth, M.; Bigelius, J. Impregnation and Characterization of High Performance Extraction Columns for Separation of Metal Ions. Solvent Extr. Ion Exch. 2013, 31, 668–682. [Google Scholar] [CrossRef]
- Ramzan, M.; Kifle, D.; Wibetoe, G. A Rapid Impregnation Method for Loading Desired Amounts of Extractant on Prepacked Reversed-Phase Columns for High Performance Liquid Chromatographic Separation of Metal Ions. J. Chromatogr. A 2017, 1500, 76–83. [Google Scholar] [CrossRef] [PubMed]
- Sanku, M.G.; Forsberg, K.; Svärd, M. Impregnation of Preparative High-performance Solid Phase Extraction Chromatography Columns by Organophosphorus Acid Compounds. J. Chromatogr. A 2022, 1676, 463278. [Google Scholar] [CrossRef] [PubMed]
- Xie, F.; Zhang, T.A.; Dreisinger, D.; Doyle, F. A Critical Review on Solvent Extraction of Rare Earths from Aqueous Solutions. Miner. Eng. 2014, 56, 10–28. [Google Scholar] [CrossRef]
- Dittrich, C.; Dittrich, L.; Dunn, G.M. Method of Dissolution and Separation of Critical Raw Materials (CRM) 2020. EP Patents 3702479 A1, 2 September 2020. [Google Scholar]
- Gordon, A.R.; Pickering, R.W. Improved Leaching Technologies in the Electrolytic Zinc Industry. Metall. Trans. B 1975, 6, 43–53. [Google Scholar] [CrossRef]
- Davey, P.T.; Scott, T.R. Removal of Iron from Leach Liquors by the “Goethite” Process. Hydrometallurgy 1976, 2, 25–33. [Google Scholar] [CrossRef]
- Coetzee, R.; Dorfling, C.; Bradshaw, S.M. Characterization of Precipitate Formed during the Removal of Iron and Precious Metals from Sulphate Leach Solutions. J. S. Afr. Inst. Min. Metall. 2017, 117, 771–778. [Google Scholar] [CrossRef]
- Knutson, H.-K.; Max-Hansen, M.; Jönsson, C.; Borg, N.; Nilsson, B. Experimental Productivity Rate Optimization of Rare Earth Element Separation through Preparative Solid Phase Extraction Chromatography. J. Chromatogr. A 2014, 1348, 47–51. [Google Scholar] [CrossRef] [PubMed]
- Ramzan, M.; Kifle, D.; Wibetoe, G. Comparative Study of Stationary Phases Impregnated with Acidic Organophosphorus Extractants for HPLC Separation of Rare Earth Elements. Sep. Sci. Technol. 2016, 51, 494–501. [Google Scholar] [CrossRef]
- Klemettinen, A.; Adamski, Z.; Chojnacka, I.; Leśniewicz, A.; Rycerz, L. Recovery of Rare Earth Elements from the Leaching Solutions of Spent NdFeB Permanent Magnets by Selective Precipitation of Rare Earth Oxalates. Minerals 2023, 13, 846. [Google Scholar] [CrossRef]
- Ilatovskaia, M.; Lonski, O.; Löffler, M.; Blenau, L.; Charitos, A.; Fabrichnaya, O. Phase Relations in the CaO-Nd2O3-Al2O3 System in Application for Rare Earth Recycling. JOM 2023, 75, 1993–2002. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).