1. Introduction
Rare-Earth Elements (REEs) are becoming increasingly important in the transition to a green economy due to their essential role in permanent magnets, lamp phosphors, catalysts, and rechargeable batteries, among other applications. For example, Neodynium (Nd) and Dysprosium (Dy) are used in more than 85% of the permanent magnets (PM) in the industry. In its landmark report Critical Raw Materials for the European Union (2020) [
1], the European Commission considers REEs as the most critical raw materials group, with the highest supply risk. The five most critical REEs are neodymium (Nd), europium (Eu), terbium (Tb), dysprosium (Dy), and yttrium (Y) [
2]. Moreover, it is anticipated that over the next 25 years, the demand for Nd and Dy will rise by 700% and 2600%, respectively, especially due to the increasing popularity of hybrid and electric vehicles (H)EV and wind turbines [
3].
REEs production is centralised in China (accounting for the global production of over 90%), and exportation quotas have been imposed by the Chinese government, arousing concerns on the REEs supply risk at the European level. Furthermore, while mining companies are actively seeking new exploitable REEs deposits and old mines are being reopened, the construction of new mines is often associated with high capital costs and timelines of more than 10–15 years before they can start operating [
4]. Thus, the recycling of REEs could be far more economical and more readily achievable than the exploitation of new mineral deposits.
Despite vast, mostly lab-scale research efforts on REEs recycling, up to 2018, less than 1% of the REEs were recycled, mainly due to inefficient collection, technological problems, and a lack of industries supporting the recycling process. Therefore, a drastic improvement in the recycling of REEs is an absolute necessity that can only be achieved by developing efficient, fully integrated recycling routes, which can take advantage of the rich REE recycling literature [
5]. The most promising candidate for the so-called ‘urban mining’ is the end-of-life products containing NdFeB magnets.
From the recycling process technology, three available options have been applied to the recycling of NdFeB magnets: (1) direct reuse, (2) recycling of the permanent magnet alloy, and (3) elemental recycling, which means the extraction of REEs or oxides [
6]. From an environmental and economic point of view, the most favourable is direct reuse, followed by alloy and elemental recycling. However, the magnets’ characteristics, such as shape, dimensions, chemical compositions, magnetic properties, and required specifications, render the first option (reuse) often not feasible. On the other hand, keeping and recycling the magnetic alloy as a whole appears to be very attractive in terms of energy, environmental, and raw materials costs. At the same time, the elemental recycling from the more complex hydrometallurgy process can be used for a low-grade feed [
7,
8].
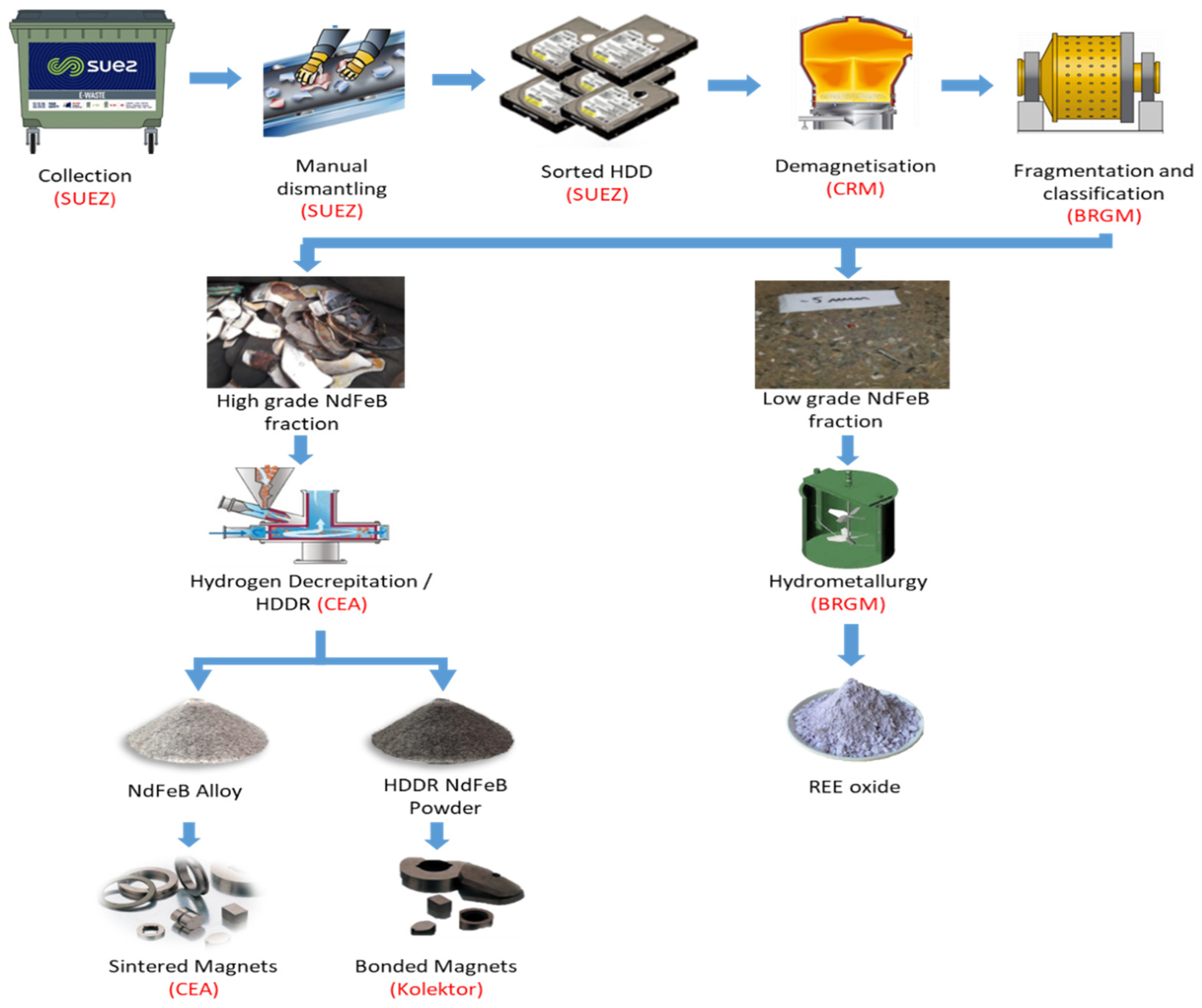
The VALOMAG project proposes to supply a technical solution for permanent magnet disassembly of EoL products, such as HDDs, electric vehicles, and wind turbines, and to assess two short loop recycling technologies (HD/HDDR and strip casting) for high and medium quality magnets with a third alternative route using hydrometallurgical processes for low-quality magnets. The project combines different key players who bring together their expertise to develop a new value proposition that answers the need of the permanent magnets market, as shown in
Figure 1.
The work presented in this paper is focused on the first phase of the project, which involves: (1) the sourcing of EoL HDD; (2) the thermal treatment; and (3) the fragmentation and classification of the different material fractions.
2. Materials and Methods
2.1. Sourcing of EoL HDDs
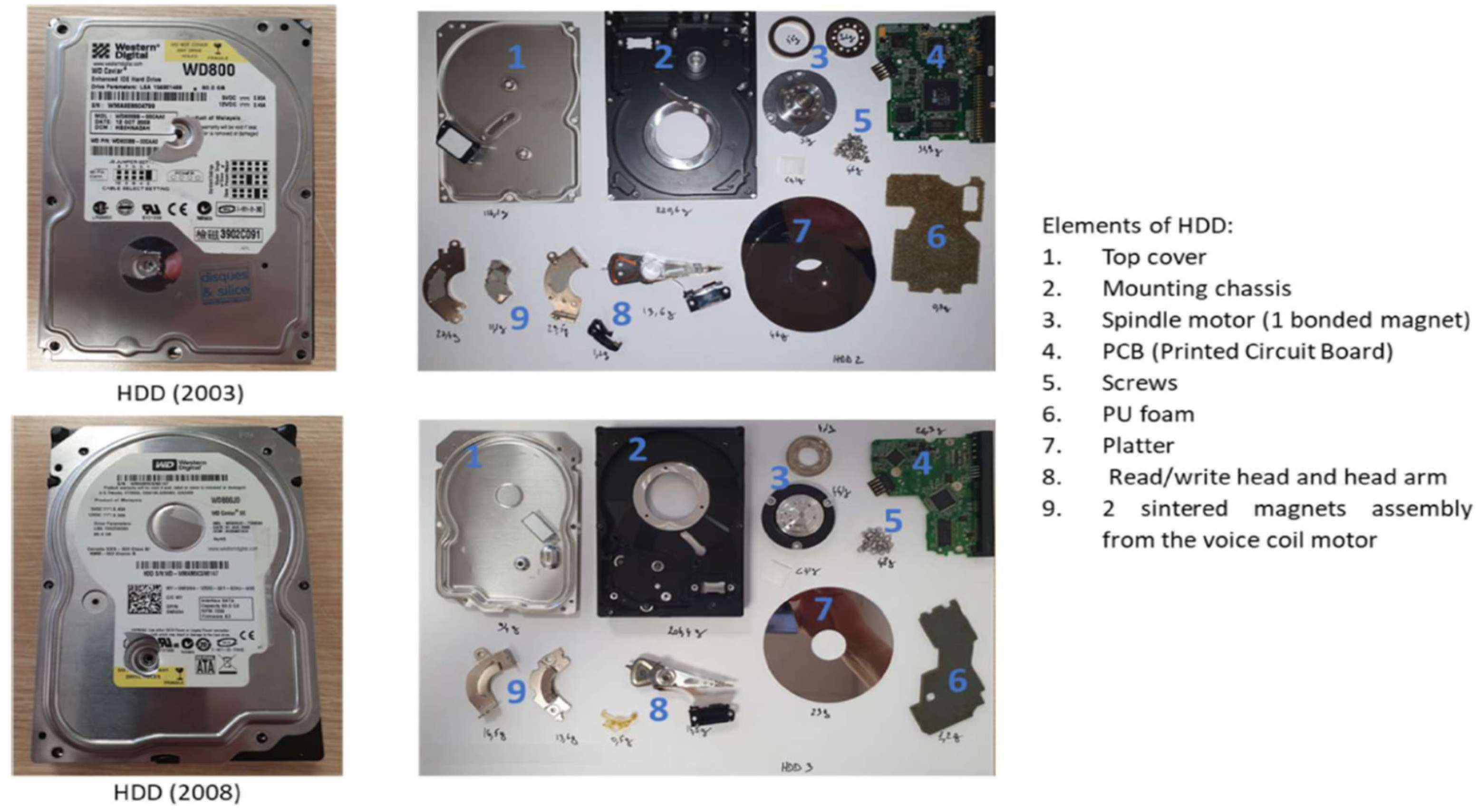
The waste electrical and electronic equipment (WEEE) was sorted by the SUEZ WEEE dismantling plant in France via manual disassembly of desktop personal computers (PCs), allowing the extraction of the HDDs (see
Figure 2). The input fraction corresponds to old appliances collected in the B2B WEEE scheme produced by businesses (90% is currently collected). Therefore, this fraction is mainly composed of desktop computers. Two examples of 3.5-inch HDDs have been characterised by manual disassembly; they correspond to Western Digital brands.
2.2. Demagnetisation
The HDDs collected were sent to CRM Group (Belgium) for thermal demagnetisation of the contained magnets. Two different tests were performed, considering two criteria, firstly the prevention of clogging and magnets adhesion issues in the subsequent equipment used for the dismantling process; secondly, the easier separation of the different components.
The objective of the 1st test trials was to observe the effect of heating on magnets and organic parts but, as the crucible size was limited, it was decided to manually disassemble some HDDs and put in the furnace only the useful parts (nearly all components except the casing and the screws). A slow heating process in an air atmosphere was chosen to allow temperature homogenisation in the sample without heating at too high a temperature and to avoid organics degradation. This standard heating process lasts 90 min at 300–350 °C.
In the second test, the samples were exposed to a “thermal flashing” in an inert atmosphere, which corresponds to the opposite of a quench (cooling). Concretely, the sample still at ambient temperature is directly loaded in the furnace at high temperature, far above Curie temperature. Then, after a brief time (a few minutes) at a high temperature, the sample is quenched to stop the thermal diffusion within the elements and reduce organics degradation. The conditions were varied from 450 °C to 700 °C and for 6 to 15 min.
2.3. Fragmentation and Classification
The fragmentation of HDDs (demagnetised) was carried out by BRGM (France), using an autogenous mill. The procedure was based on previous work developed by the same research group in the Extrade project [
9]. The fragmented HDDs were classified into 1–5 mm, 5–20 mm, and 20–40 mm fractions. The 20–40 mm fraction (magnet rich) was separated by low intensity dry magnetic separation to recover all magnet pieces. The dry, low-intensity, magnetic separation was performed on size fractions of 5–20 mm and below 5 mm obtained from the ordinary fragmentation to concentrate the magnets. Three fragmentation tests were performed on hard disc drives using an autogenous mill. The first test deals with ordinary fragmentation (ORFg) for 45 min and the second consists of a sequential fragmentation (SQFg) of 3 steps of 15 min to avoid the overproduction of fine particles. The third trial involved sequential fragmentation into six fragmentation steps of 15 min each. As a result, fragmented HDDs have been classified at 40 mm. The coarser size fraction was returned to the autogenous mill for the second milling and for a total processing time of 90 min.
Figure 3 gives the global flow sheet of HDD magnets treatment, including sorting, demagnetisation, fragmentation, classification, and magnetic separation.
4. Discussion/Conclusions
The Hard Disk Drives (HDDs) are a major component of desktop and laptop computers. HDDs are used for secondary storage of data, and NdFeB magnets are used to spin the drive where the data are stored. The use of HDDs for storage in data centre (cloud) applications will increase by 3.5 HDDs and provide the industry with a growth opportunity in 2021 to support remote working. Nevertheless, in the medium and long term, the flows of WEEE containing NdFeB are expected to increase. As a result, their collection rate and new recycling processes for REEs are likely to emerge, covering an important additional part of REE demand. The composition of the HDDs has been described by other authors [
7,
9,
10,
11] and are in line with the results shown in this paper.
The thermal treatment is key in the pre-processing steps, avoiding accretion and clogging in the autogenous grinder during the fragmentation step. Thermal treatment can also impact the other materials present in EoL products, leading to less quantity of materials recovered if damaged during the thermal process. An experimental plan has been implemented to test different heating techniques and assess different parameters, leading to an innovative solution dedicated to HDDs. The process allowed the HDD to be treated while respecting the quality expectations and adding some positive side effects (patent under development). The setting campaigns highlighted the physical limits of a classical heating process to reach the two mandatory criteria for the thermal treatment of HDD: full demagnetisation of the inner magnets and limited degradation of organic materials, including the PCBs. If organics become volatile, a post-combustion treatment will be required, or if they melt, they will cover other components and reduce the quality of the separation. The degradation of PCBs will also lead to reducing the recovery of other materials and metals from the HDDs. It was also observed that the Curie temperature (between 300 °C and 370 °C) is highly affected by the magnets’ composition—with the presence and concentration of Praseodymium (Pr) significantly impacting the Curie temperature.
Regarding the HDDs fragmentation, the SQFg performed better than ORFg, and no difference is observed in the particle size distribution of the fractions obtained from the classification of fragmented hard drives. The PCBs (99%) were mostly present in the coarse fraction (40–80 mm), and about 97.5% of magnets were distributed in the size fraction 5–14 mm; the magnet content of this size fraction being 57%. The autogenous mill did not shred the large parts, which is good for a further recovery process. Almost all the magnets were present in fine fractions because, after their heating, the magnets became brittle and easy to shred. Some parts not released were present in the coarse fraction; they need to be shredded for further processing.
Valomag project is developing a technical solution to recover permanent magnets by dismantling end-of-life (EoL) products. For the next phase of the project, the two short loop recycling technologies will be developed: Hydrogen Decrepitation (HD) or Hydrogenation–Disproportionation–Desorption–Recombination (HDDR) and strip-casting high and medium quality magnet wastes; and hydrometallurgical processes for EoL low-quality magnets. Additionally, the Life Cycle Assessment (LCA) and Process Integration with Flowsheet simulation tool will integrate the whole recycling value chain (collection, dismantling, physical and chemical treatment options, and re-manufacturing) and assess the environmental impact of the different processes.


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}