
Experimental Study on Galling Behavior in Aluminum Stamping Processes †



Abstract
:1. Introduction
2. Experimental Setups
2.1. Testing System and Materials
2.2. Friction Testing Method
3. Results and Discussion
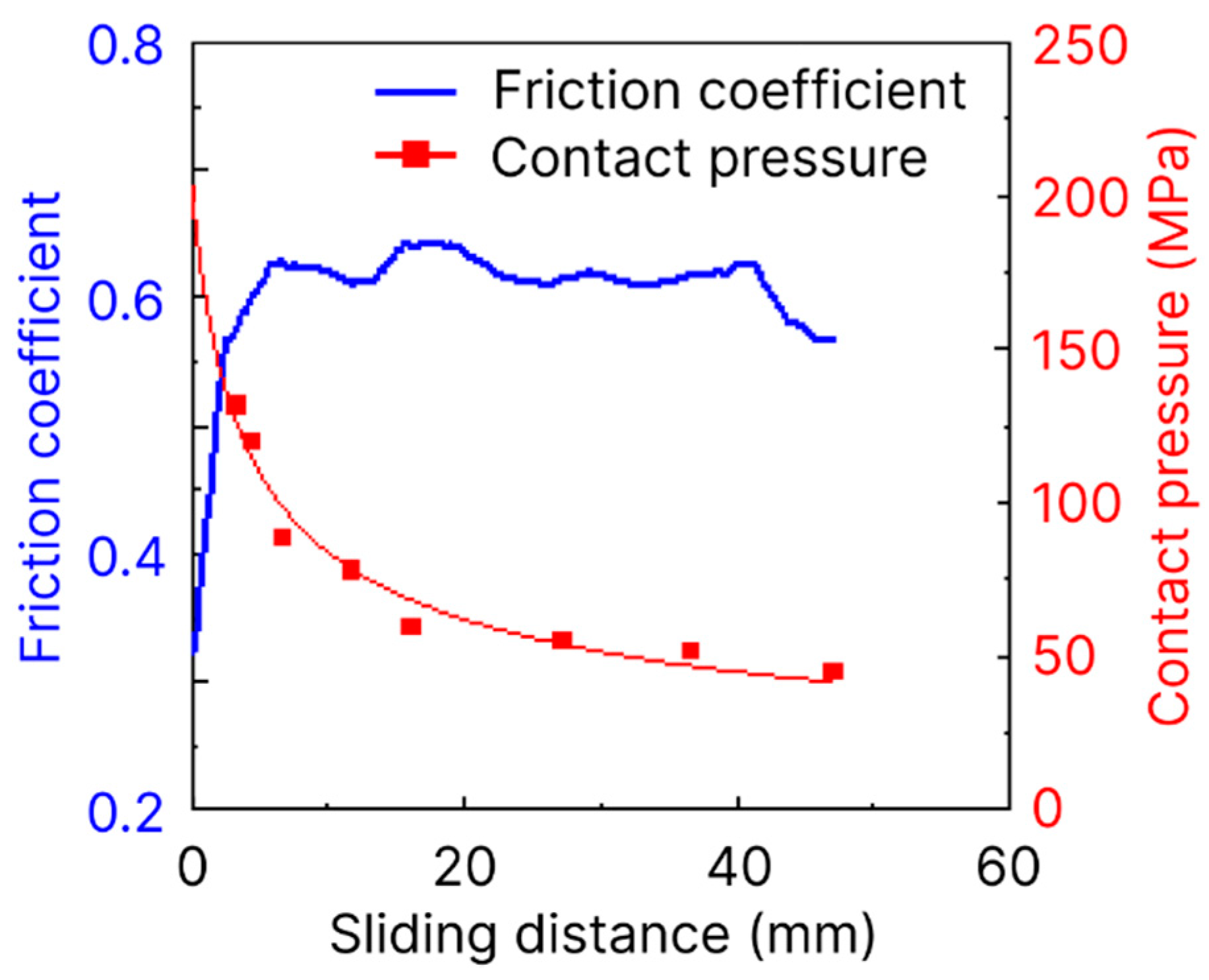
3.1. Friction Coefficient Evolution
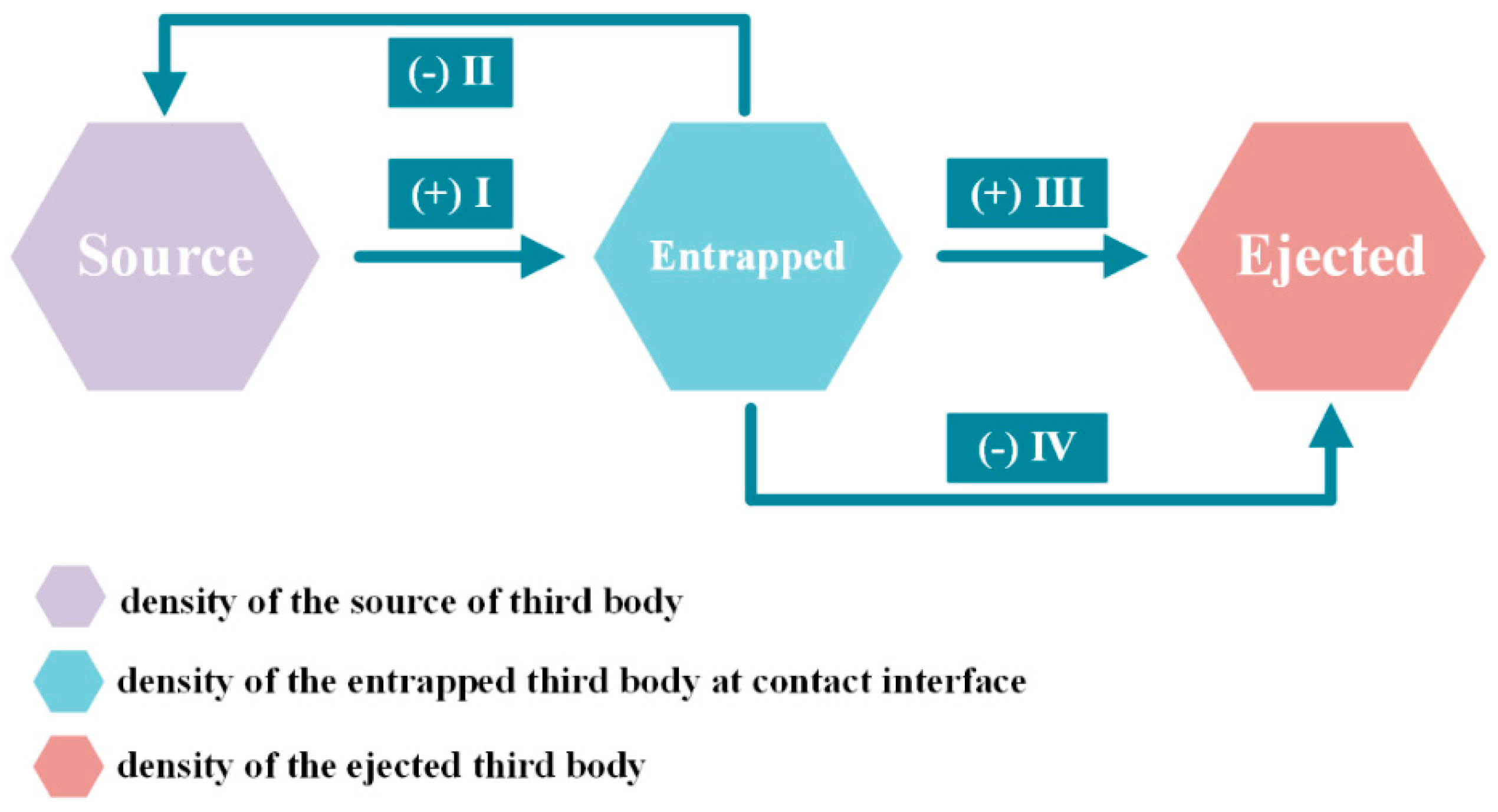
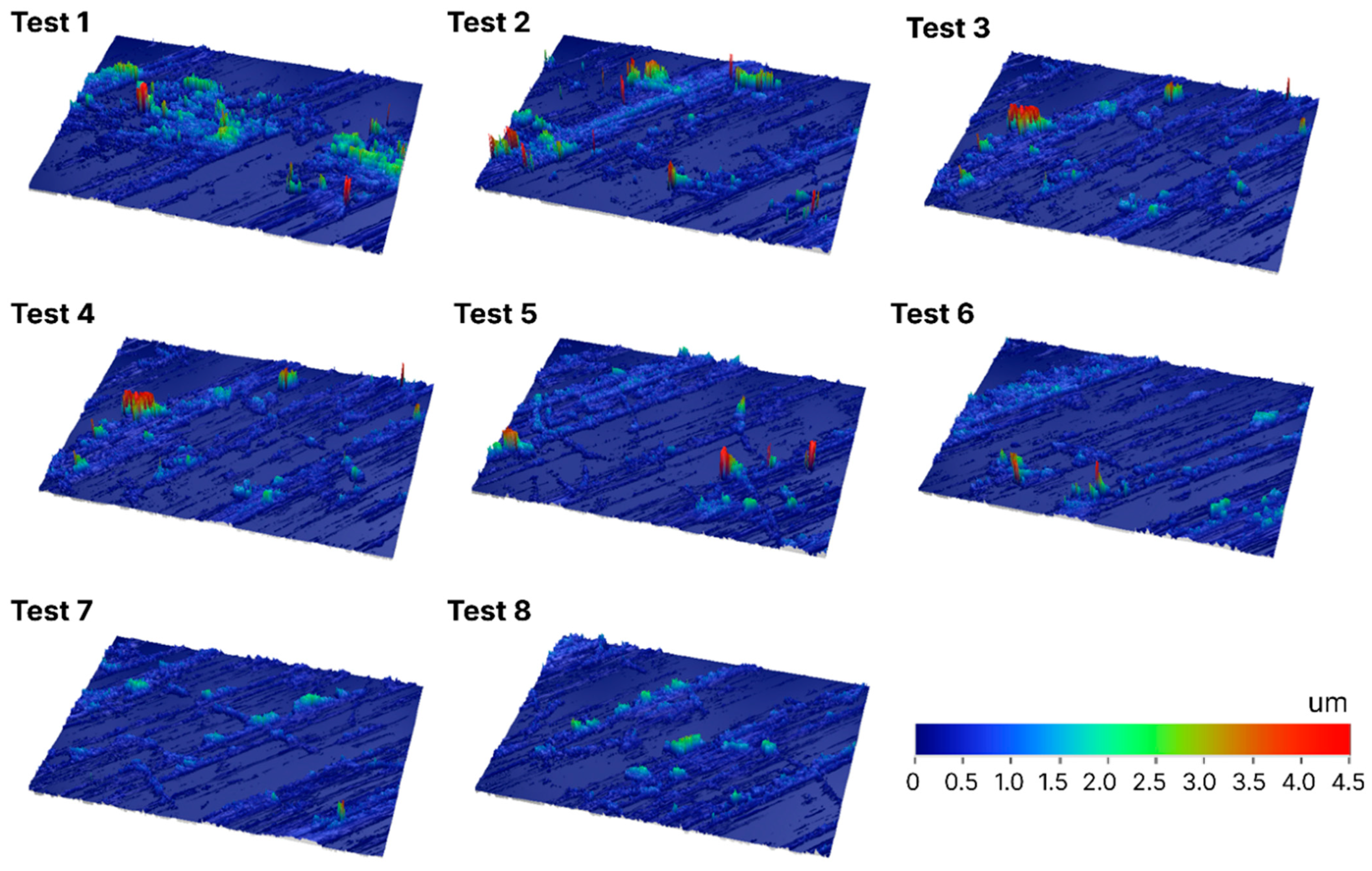
3.2. Aluminum Transfer Layer Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, X.; Hu, Y.; Zhang, L.; Zheng, Y.; Politis, D.J.; Liu, X.; Wang, L.L. Experimental and modelling study of interaction between friction and galling under contact load change conditions. Friction 2022, 10, 454–472. [Google Scholar] [CrossRef]
- Hu, Y.; Wang, L.; Politis, D.J.; Masen, M.A. Development of an interactive friction model for the prediction of lubricant breakdown behaviour during sliding wear. Tribol. Int. 2017, 110, 370–377. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Zheng, Y.; Politis, D.J.; Masen, M.A.; Cui, J.; Wang, L. Development of an interactive friction model to predict aluminum transfer in a pin-on-disc sliding system. Tribol. Int. 2019, 130, 216–228. [Google Scholar] [CrossRef]
- Ghiotti, A.; Simonetto, E.; Bruschi, S. Influence of process parameters on tribological behaviour of AA7075 in hot stamping. Wear 2019, 426, 348–356. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Q.; Zheng, Y.; Liu, X.; Politis, D.; El Fakir, O.; Wang, L. Investigation of the friction coefficient evolution and lubricant breakdown behaviour of AA7075 aluminium alloy forming processes at elevated temperatures. Int. J. Extrem. Manuf. 2021, 3, 025002. [Google Scholar] [CrossRef]
- Dohda, K.; Yamamoto, M.; Hu, C.; Dubar, L.; Ehmann, K.F. Galling phenomena in metal forming. Friction 2021, 9, 665–685. [Google Scholar] [CrossRef]
- Yang, X.; Liu, X.; Liu, H.; Politis, D.J.; Leyvraz, D.; Wang, L. Experimental and modelling study of friction evolution and lubricant breakdown behaviour under varying contact conditions in warm aluminium forming processes. Tribol. Int. 2021, 158, 106934. [Google Scholar] [CrossRef]
- Wang, L.; He, Y.; Zhou, J.; Duszczyk, J. Effect of temperature on the frictional behaviour of an aluminium alloy sliding against steel during ball-on-disc tests. Tribol. Int. 2010, 43, 299–306. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No. | Sliding Distance (mm) | Normal Load (N) | Actual Contact Diameter (mm) | Contact Pressure (MPa) |
|---|---|---|---|---|
| 1 | 3.3 | 10 | 0.311 | 131.6 |
| 2 | 4.3 | 10 | 0.326 | 119.8 |
| 3 | 6.6 | 10 | 0.379 | 88.6 |
| 4 | 11.7 | 10 | 0.403 | 78.4 |
| 5 | 16.0 | 10 | 0.463 | 59.4 |
| 6 | 27.1 | 10 | 0.48 | 55.3 |
| 7 | 36.6 | 10 | 0.496 | 51.7 |
| 8 | 47.0 | 10 | 0.53 | 45.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Yang, X.; Zheng, Y.; Wang, L. Experimental Study on Galling Behavior in Aluminum Stamping Processes. Phys. Sci. Forum 2022, 4, 10. https://doi.org/10.3390/psf2022004010
Liu H, Yang X, Zheng Y, Wang L. Experimental Study on Galling Behavior in Aluminum Stamping Processes. Physical Sciences Forum. 2022; 4(1):10. https://doi.org/10.3390/psf2022004010
Chicago/Turabian StyleLiu, Heli, Xiao Yang, Yang Zheng, and Liliang Wang. 2022. "Experimental Study on Galling Behavior in Aluminum Stamping Processes" Physical Sciences Forum 4, no. 1: 10. https://doi.org/10.3390/psf2022004010
APA StyleLiu, H., Yang, X., Zheng, Y., & Wang, L. (2022). Experimental Study on Galling Behavior in Aluminum Stamping Processes. Physical Sciences Forum, 4(1), 10. https://doi.org/10.3390/psf2022004010