1. Introduction
Cold spray (CS) additive manufacturing (AM), or CSAM, is a relatively recent technological advancement within the solid-state metal AM and general powder-based metal AM sectors [
1]. CSAM differentiates itself from the two subsets of metal AM mentioned (solid-state metal AM and melt-driven, powder-based metal AM) in unique ways. For example, in solid-state metal AM, one may consider friction stir welding-based metal AM (FSAM). However, unlike FSAM, CSAM relies on supersonic, high strain-rate microparticulate impact-based materials consolidation and bonding phenomena [
2]. Moreover, FSAM processing parameter sensitivities have been related to the tendency to form thermomechanically induced intermetallic and secondary phases [
3]. Compared to CSAM solid-state metal AM, thermomechanically induced melting can hinder bonding and impact-induced adhesion [
4]. Unlike melt-driven powder-based metal AM, the particulate metal feedstock utilized in CSAM is not intentionally melted, nor is it rapidly resolidified during CSAM processing [
5]. As a result, application-specific microstructures can be targeted through CSAM powder pre-processing [
6] (which contrasts with powder-bed fusion metal AM strategies) or finely tuned computational frameworks based on dislocation density, for example [
7]. Said contrast follows that powder preprocessing steps, outside of continual size classification and powder degassing, generally need not be performed regarding how particulate-level microstructures influence melt-driven metal AM part properties [
8].
As a result, attention must be afforded to the microstructures [
9], micromechanical behaviors [
10], and in-flight characteristics [
11] of CSAM feedstock (in addition to measuring properties that are also familiar to melt-driven metal AM processing engineers, such as that of powder flowability and rheology [
12], powder chemistry and composition [
13,
14], particulate and powder-level thermophysical properties [
15], and more). Thus, the present review article details how microstructural and micromechanical characterization and computational modeling and analysis of microparticulate feedstock have been achieved, in part, by the authors for integrated CSAM applications. Therefore, this review of said details and methodological framework serves as a platform for future CSAM researchers to build upon, given the plethora of approaches reported in the literature for repairing, coating, and consolidating materials via CS deposition generally (rather than CSAM specifically).
Background
As noted in Te et al. [
16], cold gas-dynamic spray, or less formally, CS, is a solid-state materials consolidation and processing technique that uses metallic feedstock powder [
10,
17]. This particulate feedstock is transported during CS processing (and CSAM processing) through a heated carrier gas stream until exiting a converging–diverging de Laval rocket-like nozzle and supersonically impacts a target substrate [
18]. CS processing was initially conceptualized as a tool for coatings with application-driven properties [
19]. Following the discovery of CS processing in the Soviet Union during the 1980s, the remanufacturing and repair sector [
20] and the AM community [
21] emerged. During CSAM and CS processing, supersonically accelerated particles are deposited onto a substrate via high strain rate impact phenomena. The particles, therefore, yield severe plastic deformation as the means of material consolidation in a layer-by-layer fashion until a particular thickness and predefined geometry are achieved [
22].
Successful CS and CSAM processing and materials consolidation depend on particle–substrate and particle–particle metallurgical [
23] and mechanical bonding [
24]. CS processing parameters include the type of nozzle (e.g., water-cooled (or not) and if the nozzle is made of polybenzimidazole or tungsten carbide, for example), carrier gas, and chemical composition of the powder. Conventionally, inert gases, such as helium or nitrogen, are used [
25], but compressed air has been employed in fully commercialized systems. The diameter of feedstock powder for CS processing can range from approximately 5 to 100 μm but commonly targets more limited size ranges between 20 and 65 μm in diameter. During CS, particles reach velocities between 300 m/s and 1200 m/s.
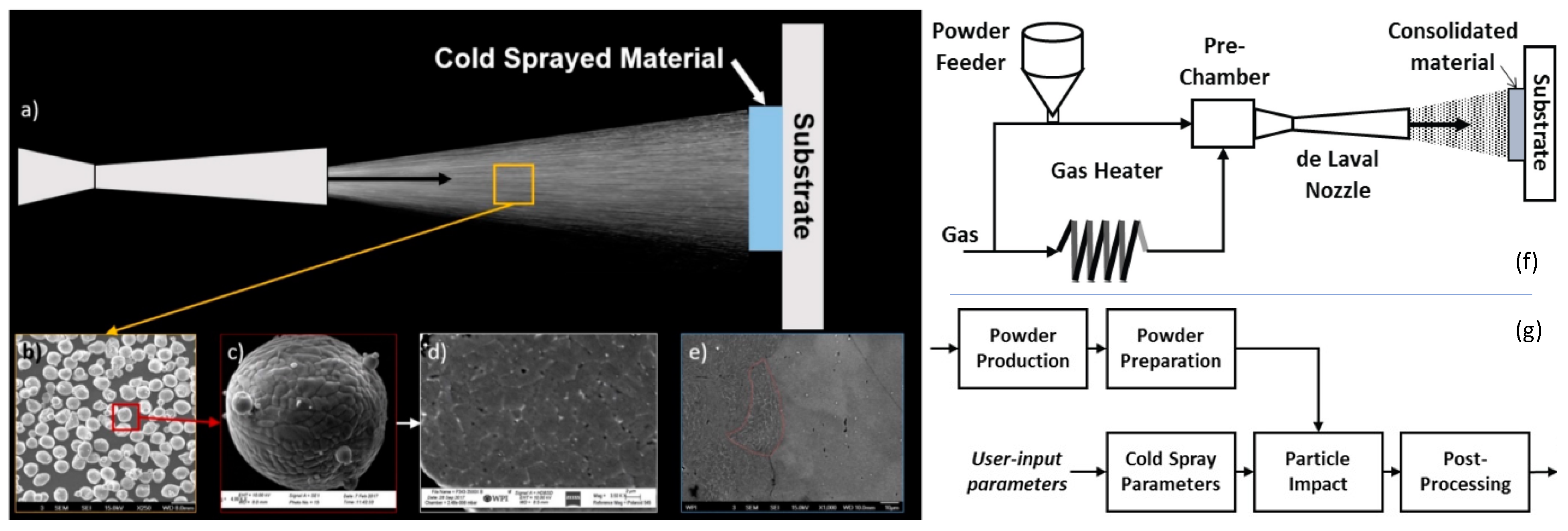
Figure 1 contextualizes the material, equipment, and process-level particularities associated with modern CSAM.
Figure 1a presents a schematic-level overview of the CS process when gas-atomized Al 6061 feedstock powder is utilized.
Figure 1b presents a micrograph of the typically utilized and gas-atomized Al 6061 feedstock in CS. In addition to
Figure 1b,c presents a micrograph of the external surface of a gas-atomized Al 6061 powder particle for CS, while
Figure 1d presents a cross-sectional micrograph of the internal microstructure of said feedstock particulates. From the CS-processed and consolidated vantage point,
Figure 1e presents the retained and refined microstructure of the same feedstock shown in
Figure 1a through
Figure 1d. Building upon
Figure 1a,f presents a higher-level abstraction of the CS process, whereas
Figure 1g illustrates how various stages of the CS process are related to one another in a through-process manner. For further details, note that
Figure 1a through
Figure 1e were adopted from [
26], while
Figure 1f,g were sourced from [
27].
Recent decades have seen the transition of CS processing and CSAM from mostly governmental facilities, national laboratories, and academic institutions to the commercial and industrial sectors due to its flexibility in upscale robotics and material permutations [
28,
29]. In any case, advanced CS and CSAM processing development continues to emerge and evolve through unique applications by way of invoking a process–structure–property–performance perspective [
30], which sometimes takes the form of a through-process methodological and experimental framework [
31,
32]. Consequently, the resultant materials consolidated via CS have reportedly achieved appreciable technological readiness, scientific robustness, and economic viability [
33]. In turn, one of the aims of the present review was to contribute to the continued accumulation of modern findings surrounding CS and CSAM processing.
2. Methodological Matters and Preparation
Herein, generalized information is presented and reviewed before delving into the subtle details surrounding microstructural and micromechanical characterization of powder feedstock for CSAM applications, their relations to modeling efforts, and a through-process perspective. Regardless of the area of microparticulate material characterization under consideration, such as microstructural or micromechanical characterization, metallurgical sample preparation is generally involved. Thus, methodological matters directly related to said experimental domains are first presented, reviewed, and inventoried. Shared methodological and metallurgical sample preparation steps described herein are followed by additional details documented in the current manuscript concerning thermal preprocessing of CSAM feedstock, CS powder feedstock flowability analysis, and other aspects and modalities worth noting. Finally, details surrounding devices, manufacturers, and parameters (or means of determining said parameters) are reviewed.
2.1. Sample Preparation and Powder Size Analysis
The Cote Research Laboratory (Worcester, MA, USA) characterized particle size distributions and morphologies using a Microtrac FlowSync system (Microtrac Retsch GmbH, Haan/Duesseldorf, Germany). Powder and CSAM samples were mounted in a phenolic resin using a Buehler Simplimet 4000 (Lake Bluff, IL, USA) compression mounting system for scanning electron microscopy (SEM) and similar types of characterization. A Buehler Ecomet 300 automatic polisher was used for grinding and polishing until reaching a final 0.05 μm colloidal silica suspension. Powder samples were prepared using argon gas in a JEOL IB-19530CP cross-section polisher (Tokyo, Japan) to improve SEM microscopy. Ar ion beam milling was performed at 8 kV for 3 h with an intermittent polishing procedure when alloyed Al microparticulate feedstock was explicitly considered.
2.2. On Microstructural Assessment
SEM micrographs were obtained of powder and CSAM microstructures using a Zeiss EVO MA10 (Carl Zeiss AG, Oberkochen, Germany). A Bruker X Flash Energy-Dispersive Spectroscopy (EDS) Detector 630M (Bruker Nano GmbH, Berlin, Germany) was used for chemical mapping. Image analysis software, such as Olympus Stream, was used to analyze secondary phase fractions and grain size of SEM micrographs using contrast thresholding previously mentioned elsewhere [
19]. X-ray diffraction (XRD) can be conducted on powder feedstock and CSAM material consolidations by way of an Empyrean X-ray Diffractometer (Malvern Panalytical Ltd., Almelo, Overijssel, The Netherlands), a Cu-Ka radiation source, and a Ni filter (as well as other filter types depending on the materials tested and the material tendency to fluoresce when exposed to X-rays). Data analysis of XRD spectra was completed using HighScore Plus.
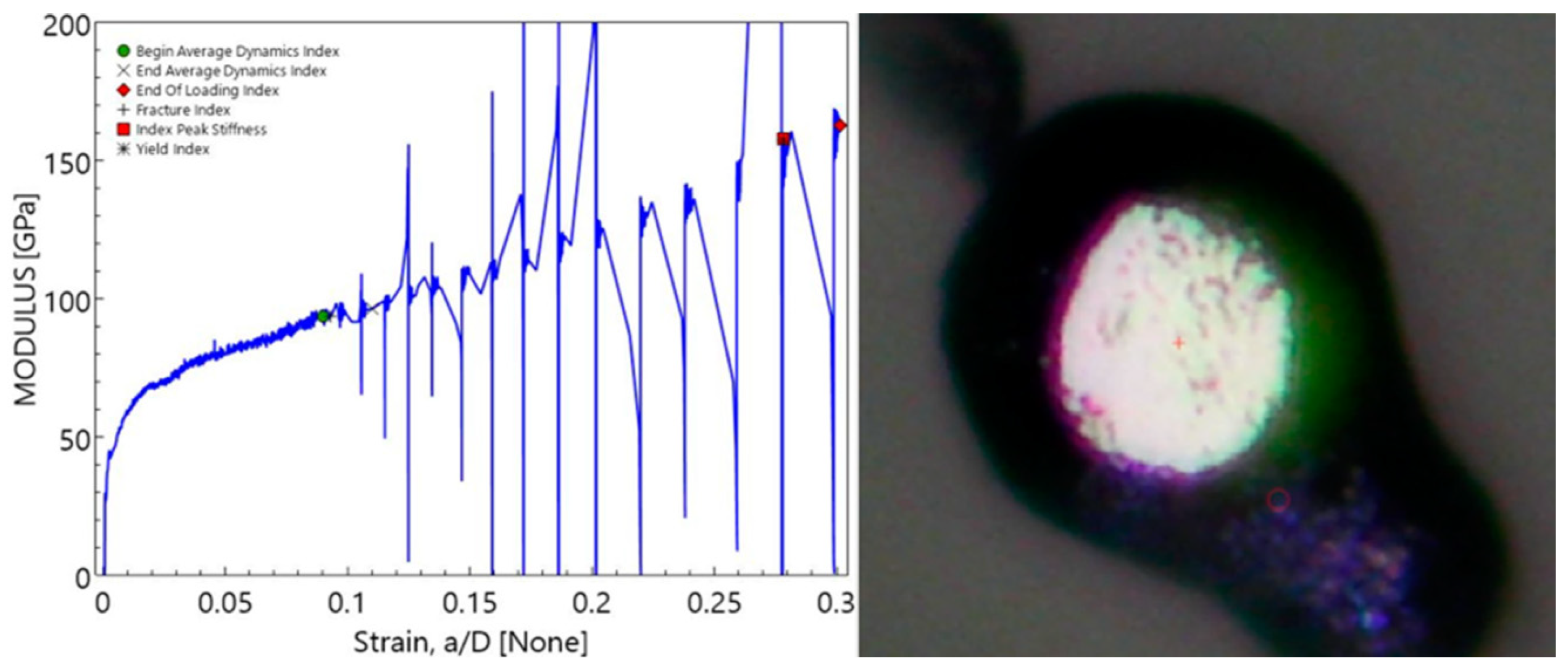
2.3. On Micromechanical Assessment
Nanoindentation was primarily performed using an iMicro Pro from the KLA Corporation (KLA Instruments, Milpitas, CA, USA) on powder particles that were metallographically prepared. This instrument used an InForce 1000 mN actuator with a diamond Berkovich tip from Micro Star Technologies Inc. (Huntsville, TX, USA) using the InView Software program (Version 19.2.24). Nanoindentation hardness measurements were reported at average depths between 195 and 205 nm using the dynamic CSM method (or some depth regime slightly larger than 200 nm when particles were sufficiently large). A fused silica reference standard was used to measure the contact area function and the frame stiffness via load–depth data. Thermal drift, pile-up, and creep-related phenomena were corrected during testing. Beyond the Berkovich indenter tip and InForce 1000 mN actuator, InForce 50 mN actuators were also utilized within the iMicro system, as well as an in situ NanoFlip nanoindentation test system. Moreover, cono-spherical and flat-punch diamond indenter tips were utilized and sourced from Synton MDP. A static and quasistatic nanoindenter from Keysight G200, which is now incorporated under the umbrella of KLA Instruments, was also employed. Again, the citation provides further information and much greater detail.
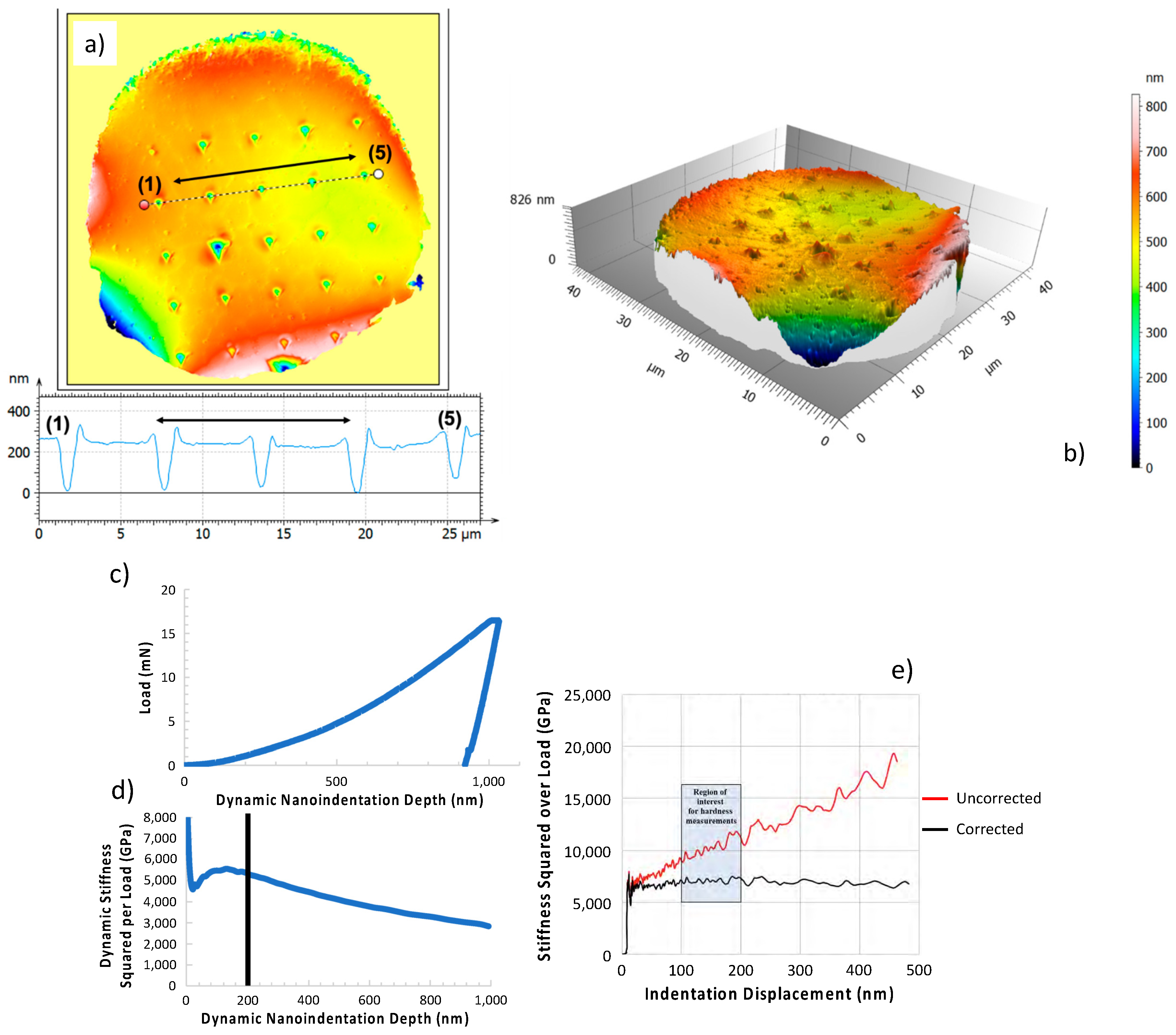
A DiaMet Hardness Tester from Buehler (Lake Bluff, IL, USA) was used for microhardness testing. A Vickers indenter tip and an applied force of 0.1 kgf were used to collect microhardness data. Due to similarities in the tip contact area for Vickers and Berkovich and similar strains during indentation testing, depth-dependent nanoindentation hardness values were converted to a Vickers Hardness Number (VHN) for comparison with the microhardness responses associated with CSAM counterparts, as needed. For comparison, note that for nanoindentation, the load required to achieve an indentation depth of 250 nm during testing of gas-atomized Al alloyed powders studied here was only 0.000254929 kgf versus the 0.1 kgf during microindentation, pointing out that powder cannot be adequately evaluated via microindentation testing. In turn, such pedogeological and methodological matters and nuanced nature prompted the formation of
Figure 2, which substantiates the inability to measure the mounting material independent hardness of a particle via a Vickers indenter.
Figure 2 also highlights the nature of indentation-induced deformation accumulation when Berkovich nanoindenter tips are loaded onto microparticulate feedstock for CSAM processing.
In addition,
Figure 2a,b presents the pile-up associated with a nanoindented, gas-atomized Al 6061 CSAM feedstock microparticle, as measured via the application of confocal microscopy [
10].
Figure 2c presents a dynamic nanoindentation load–depth curve for another Al 6061 CSAM feedstock microparticle [
10].
Figure 2d presents the dynamic stiffness squared per load versus nanoindentation depth curve for a set of the same gas-atomized Al 6061 CSAM feedstock microparticles presented as part of
Figure 2c. The superimposed black line associated with the curve plotted in
Figure 2d highlights how such a curve can be utilized to identify the proximal limit of mounting matrix material free indentation depth when a powder particle is embedded within a relatively more compliant matrix and subjected to nanoindentation loading [
10].
Figure 2e presents data similar to
Figure 2c,d; however, rather than identifying a limit for indentation testing, the authors explored the use of a corrective measure for data influenced by mounting material properties [
10,
34].
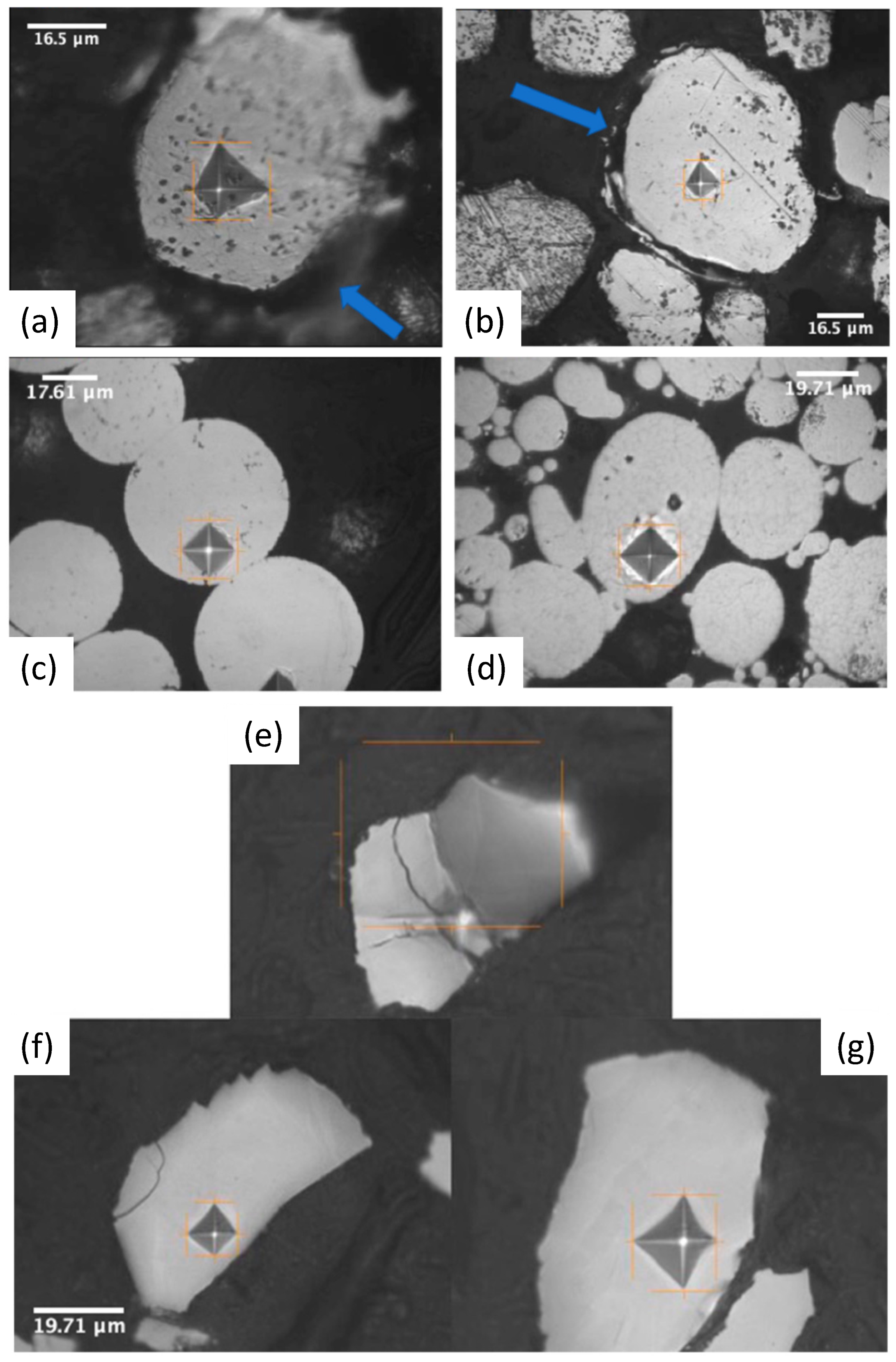
Figure 3a demonstrates that microindentation or microhardness testing via Vickers indentation, at a load of just 0.01 kgf and applied to an embedded Al alloy CSAM feedstock powder, results in particle decohesion and immersion into the mounting material [
10].
Figure 3b presents powder immersion into the mounting material following decohesion from the matrix during Vickers indentation.
Figure 3c–g demonstrates the effects of microindentation for mechanical evaluation of powder particles embedded in mounting media, such as indentation sizes exceeding plastic deformation zone limits for measuring matrix-free powder particle properties [
10].
3. Microstructural Characterization
Microstructural characterization of microparticulate feedstock for CSAM processing and advanced materials processing is achieved via SEM, transmission electron microscopy (TEM), energy dispersive X-ray spectroscopy (EDS), electron backscatter diffraction (EBSD), optical microscopy, confocal microscopy, XRD, image analysis, etc. However, particle and powder microscopy and analysis depend on the microstructural features of interest of a given CSAM researcher, powder metallurgist, or materials engineer and scientist. For example, in [
35,
36], focused ion beam milling of entire spherical powder particles was pursued for polycrystallinity inspection and quantification in terms of internal grain sizes and grain orientations relative to their nearest neighbors. While Cu was focused on in [
35,
36], a similar analysis was performed for gas-atomized Al 6061 spherical powder particles; however, in [
10,
26], Ar ion beam cross-sectional milling-based polishing and sample preparation of similarly prepared feedstock particulates, which is in contrast with the FIB-based procedure invoked. While both approaches were found to be well suited for EBSD analysis via SEM analysis and characterization, the economics of cross-sectional polishing of many particles at a time relative to the cost-intensive nature of FIB-based sample preparation, as well as the passive nature of Ar ion beam cross-sectional polishing, have led to more significant consideration and use by the present authors for CSAM feedstock microscopy needs. Beyond the difference stemming from cross-sectional ion beam-based metallurgical particulate specimen preparation (and the tendencies of the present authors towards cross-sectional ion beam milling over FIB-based polishing),
Figure 4,
Figure 5 and
Figure 6 present various uses of microstructural analysis for CSAM feedstock quantification for CSAM processing.
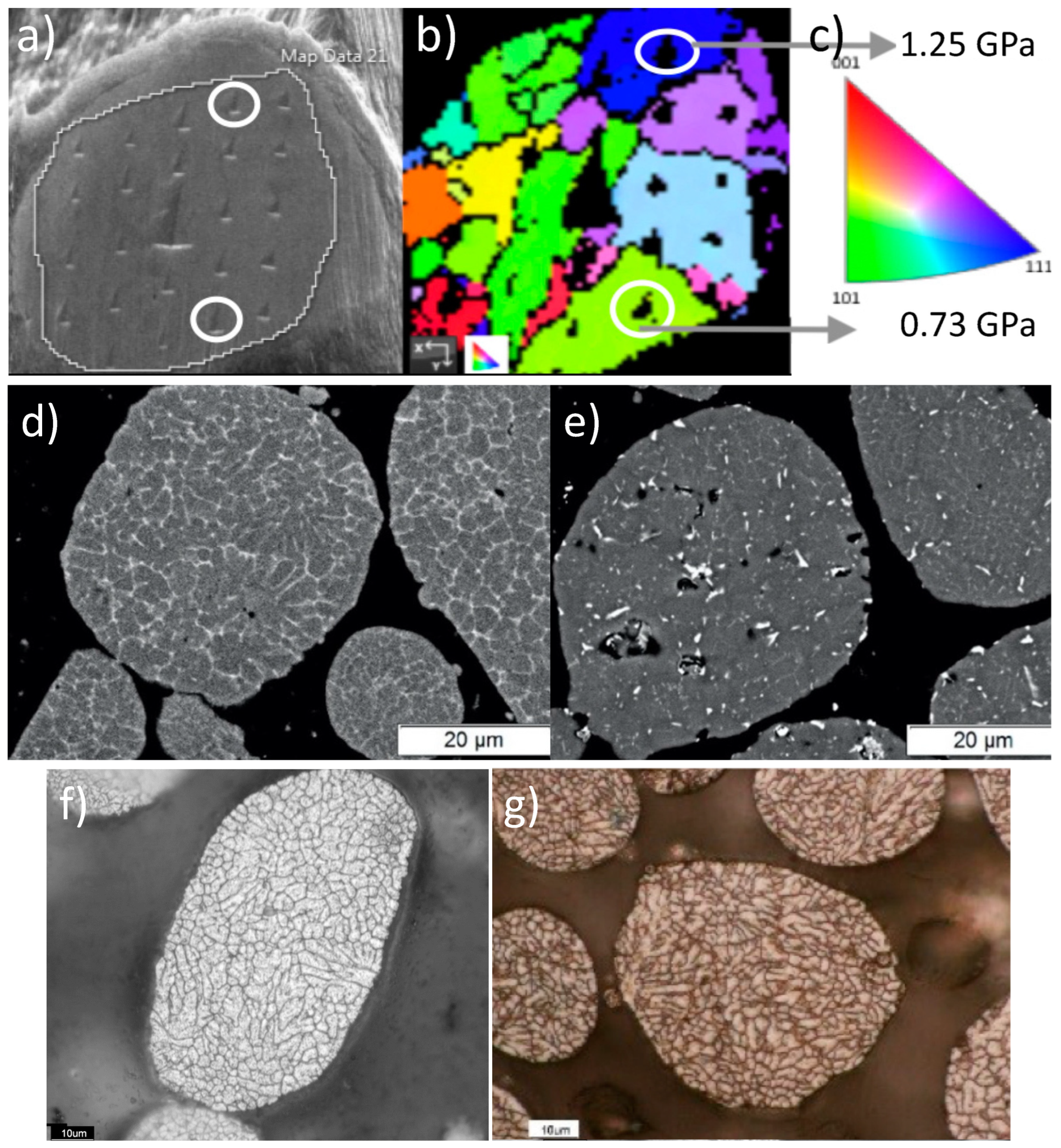
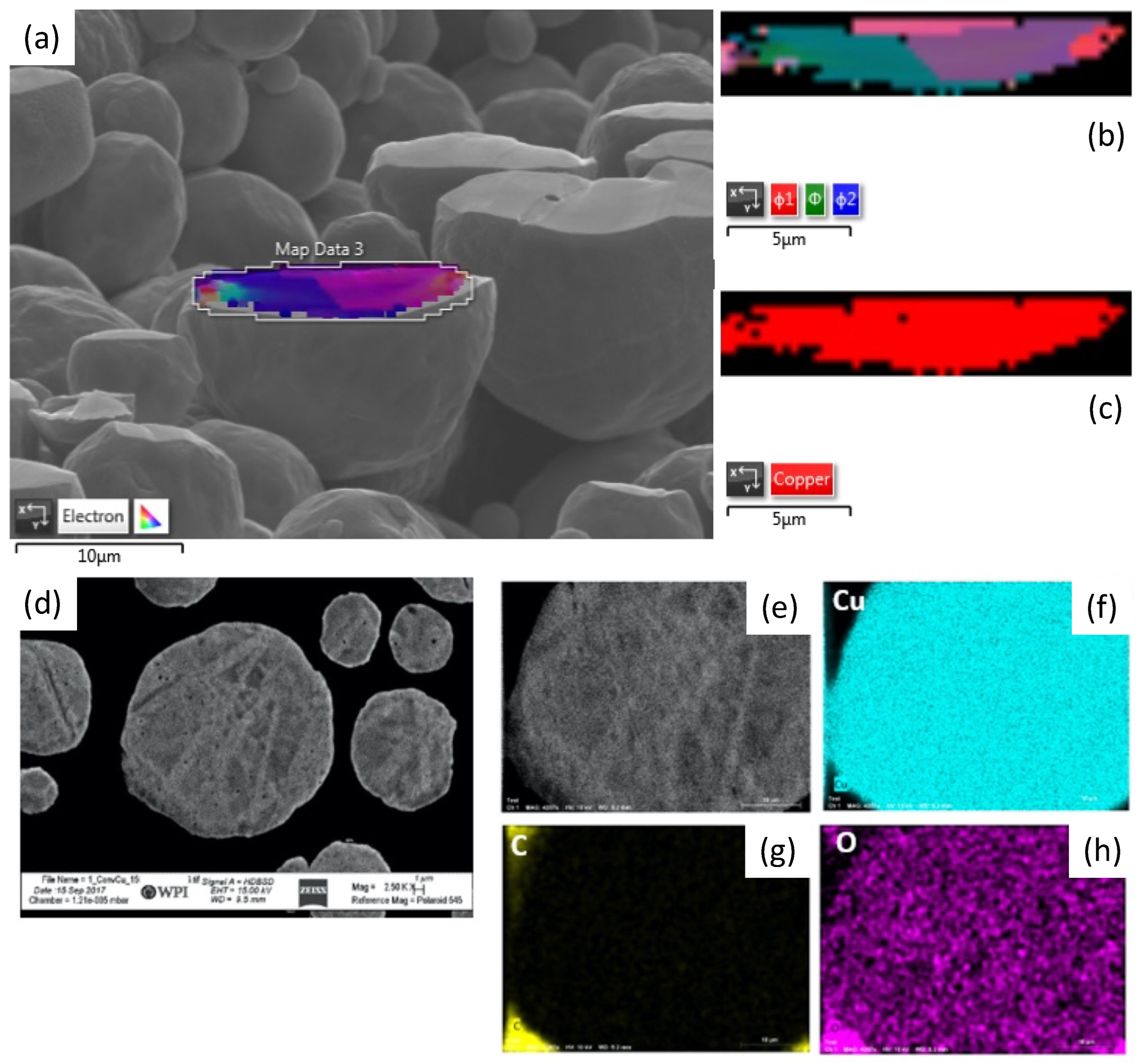
More specifically,
Figure 4a presents an SEM micrograph of a powder particle after nanoindentation,
Figure 4b presents an electron backscatter diffraction (EBSD) image using inverse pole figure (IPF) direction X orientation, and
Figure 4c presents hardness of indents and a color map of Miller indices [
10]. Electron micrographs comparing the microstructures of as-atomized
Figure 4d and thermally treated gas-atomized powder are shown in
Figure 4e via SEM for Al 7075, as noted by Sousa et al. in [
13]. As noted by Handel,
Figure 4f presents gas-atomized Al 7075, which was etched for 40 s at 70 °C via an aqueous nitric acid solution in [
37]. On the other hand,
Figure 4g presents the chemically etched optical micrographs for the as-atomized Al 7075 system microparticulate CSAM feedstock. The scale for the chemically etched and gas-atomized Al 7075 micrograph was 10 μm [
13].
Figure 5a–c presents EBSD analysis of gas-atomized and commercially pure Cu particulate feedstock after FIB milling.
Figure 5d–h presents EDS analysis of GA Cu powder. Additional details surrounding
Figure 5 can be found in [
36].
Also noted by Handel in 2015,
Figure 6e,f present “[gas-atomized] Al 2024 [powder] etched for 60 s with 0.5% aqueous HF acid and EDS composition results” [
37].
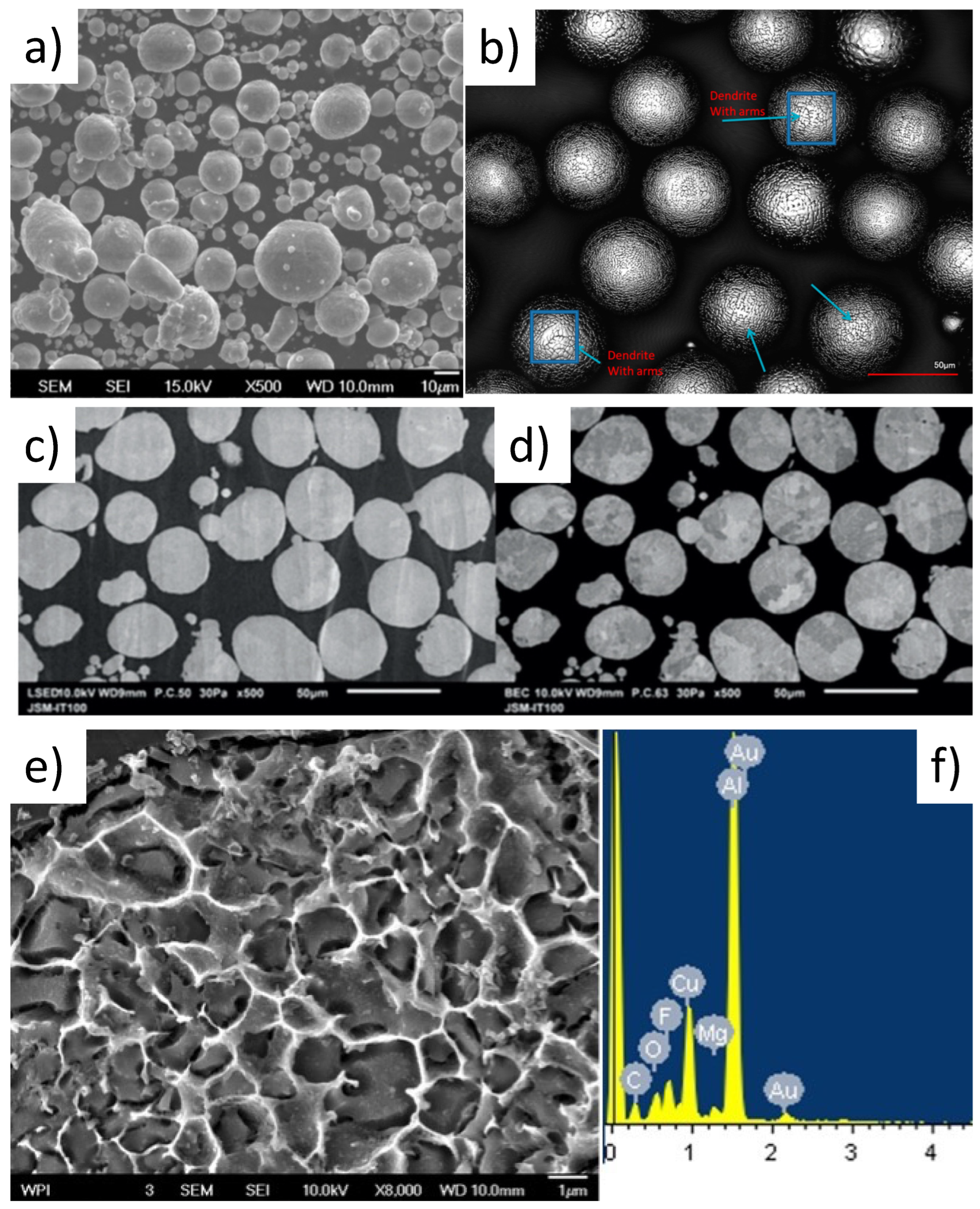
Figure 6a captures SEM micrographs of the relevant gas-atomized Al 6061 powder in the as-received condition [
10].
Figure 6b presents a laser scanning confocal micrograph of rapidly solidified Al 5056 powder, thus revealing their dendritic solidification microstructures [
10]. Finally,
Figure 6c,d depict secondary electron and backscatter electron SEM micrographs following cross-sectional Ar ion beam polishing [
10].
4. Micromechanical Characterization
Regarding nanomechanical and micromechanical characterization of the respective feedstock systems considered during the present review, much attention was paid to the range of indentation penetration contact depths that can be considered before surpassing the limit of the particle-dominated deformation displacement upper bound. Avoidance of said indentation depth limits, as a function of the hemispherical constituent’s radius embedded in the relatively softer mounting material matrix, ensures that mounting material matrix-dominated deformation is avoided, and only particulate hardness and modulus values are recorded and then analyzed. Accordingly,
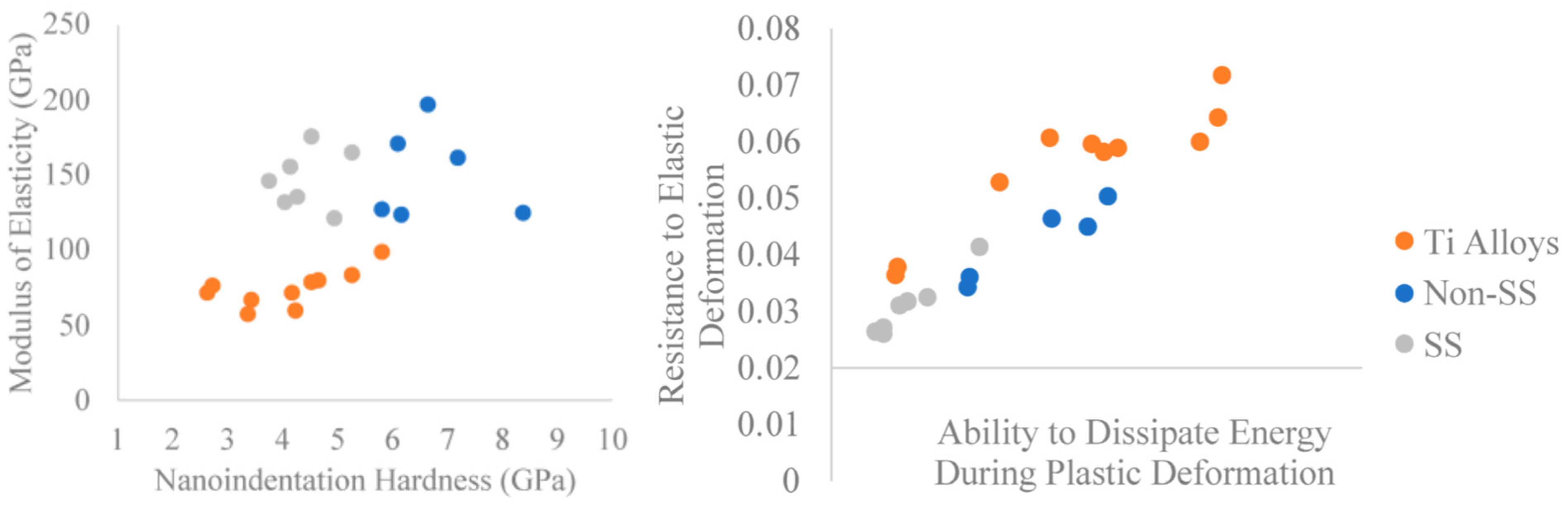
Figure 7 presents a micromechanical assessment of CSAM feedstock powder, in part, and the utility of nanoindentation applied to microparticulate material when said particle-dominated deformation displacement limitations are observed.
Stated otherwise,
Figure 7 presents the modulus of elasticity versus hardness of the Ti alloy and steel gas-atomized powders [
10]. On the other hand,
Figure 7 also plots the resistance to elastic deformation and the ability to dissipate energy during plastic deformation of the same powder [
10]. In turn, relationships between critical velocity, resistance to plastic deformation, and moduli can be deduced per
Figure 7.
On the other hand, comparisons of micromechanical properties of consolidated CS-processed specimens, recorded at an equivalent nanoindentation penetration depth, enable insights surrounding the degree of severe plastic deformation incurred as a function of CS processing parameters employed (as shown in
Figure 8).
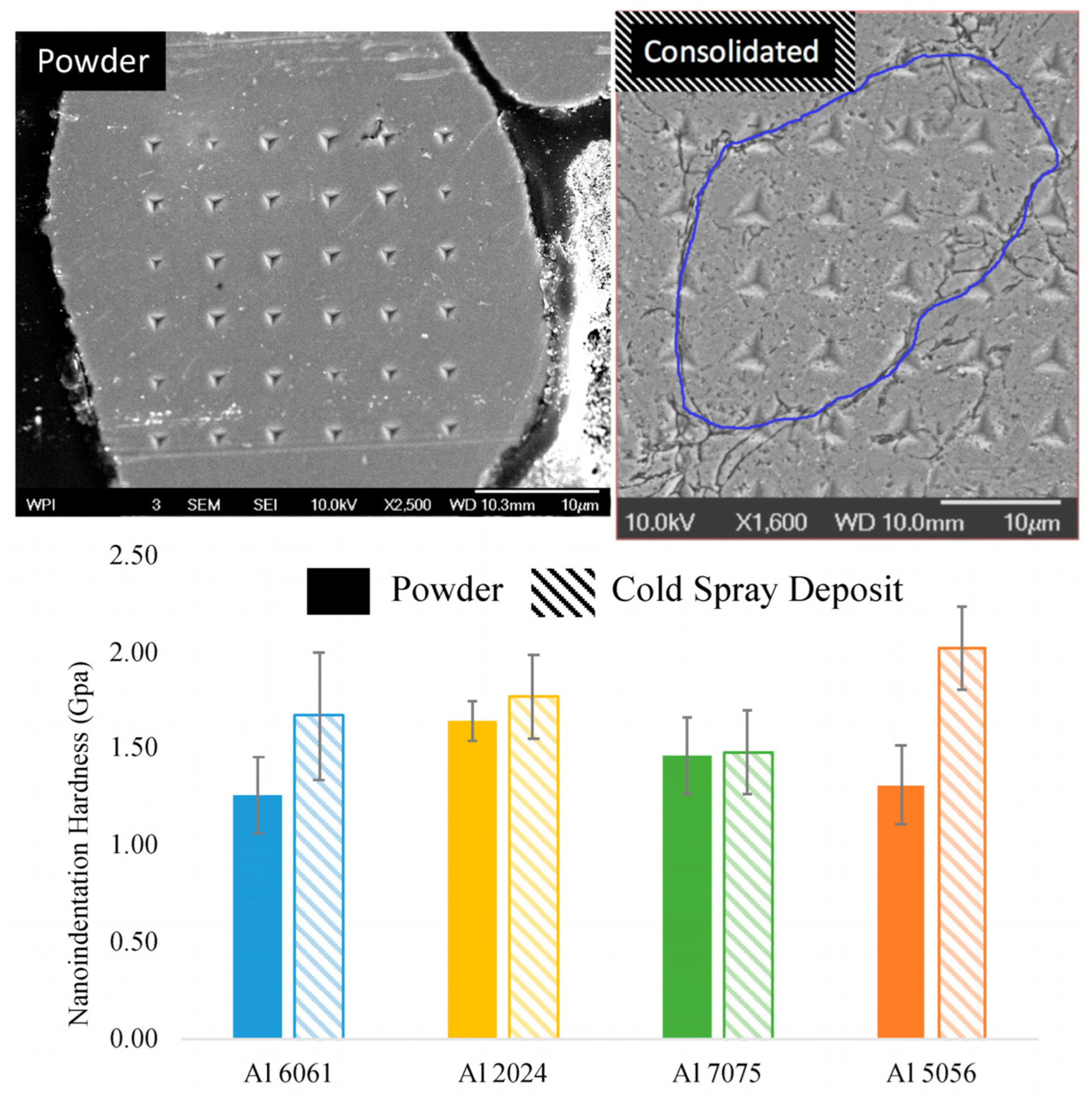
Figure 8 presents an SEM image of a grid of hardness indents on a single Al 6061 powder particle [
10].
Figure 8 also presents an SEM image of a grid of hardness indents on the spray direction face of a consolidated Al 6061 coating. The coating was etched with 0.5% hydrofluoric acid solution for 5 s to reveal particle boundaries. A blue line highlights one particle boundary.
Figure 8 also depicts a graph of the average hardness for Al 6061, Al 2024, Al 7075, and Al 5056. The solid bar shows the average hardness for all powder sizes, while the dashed bar represents the consolidated sample [
10].
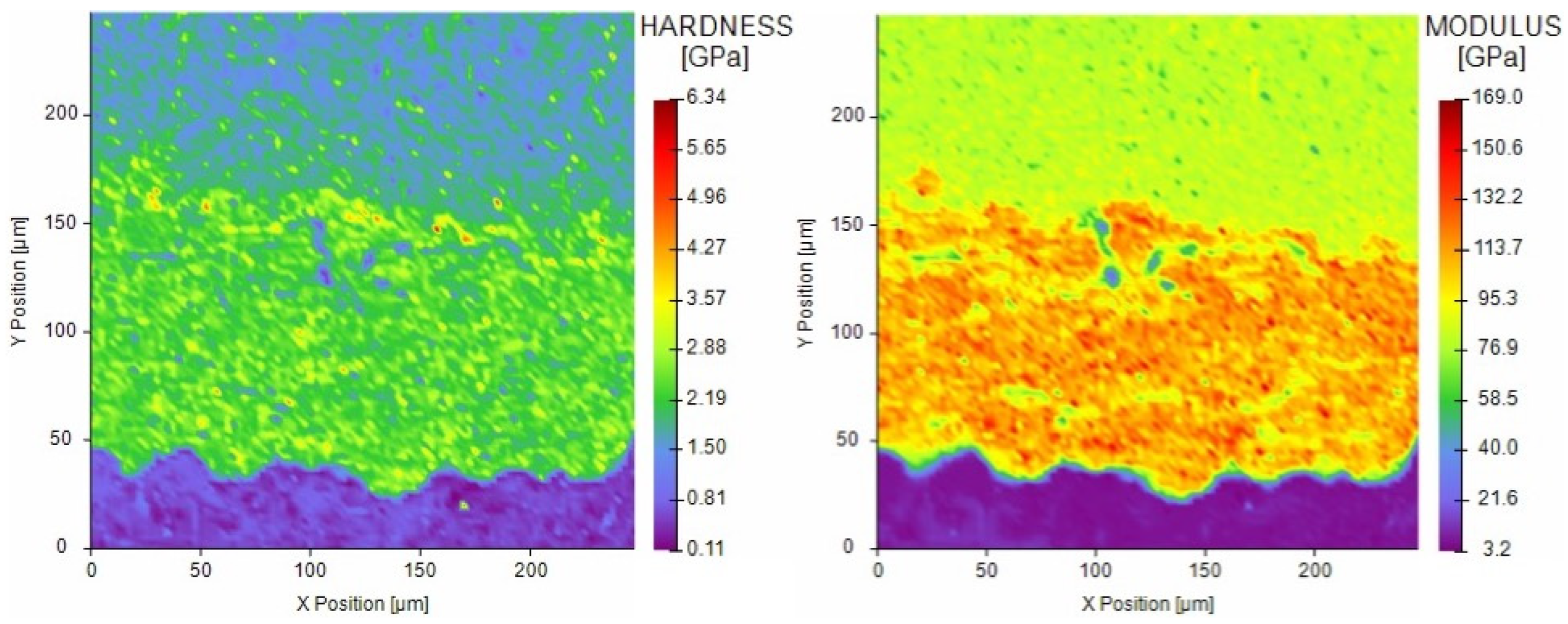
Nanomechanical mapping methods to assess the site-specific distribution of properties such as hardness and modulus of elasticity for CSAM-processed consolidation-substrate properties are presented in
Figure 9.
Figure 9 concurrently presents nanomechanical mapping methods to assess the site-specific distribution of properties such as hardness and modulus of elasticity for CSAM-processed consolidation–substrate properties.
Nanoindentation testing is not the only means of achieving powder particle mechanical properties. For example, as shown in
Figure 10, microparticulate compression testing using a flat punch-equipped nanoindenter enables global, rather than local, micromechanical properties to be assessed as a function of compressive strain. Stated otherwise,
Figure 10 presents microparticulate compression testing using a flat punch equipped with nanoindenter-based micromechanical properties to be assessed as a compressive strain for Al 5056 feedstock.
5. Relation to Computational Modeling
The gas-atomized powder is frequently used as the feedstock material for CS. During gas atomization, molten metal is atomized using a gas stream, where it solidifies and is collected as powder. Due to the rapid rates of solidification, equiaxed, dendritic, and cellular microstructures can be created, which can contain the segregation of solute elements varying with powder composition and gas atomization parameters. For example, Al 6061 is effectively free of elemental segregation in the inertly gas-atomized condition, whereas inertly gas-atomized Al 5056 has been found to house chemical segregation in regions near grain boundaries. In addition, the powder particles’ size and shape are influenced by gas atomization processing and alloy composition.
Moreover, powder particles are primarily spherical for aluminum alloys, yielding a broad distribution when produced via gas atomization. Other relations to computational modeling extend beyond alloyed Al or rapidly solidification microstructures alone, as highlighted in
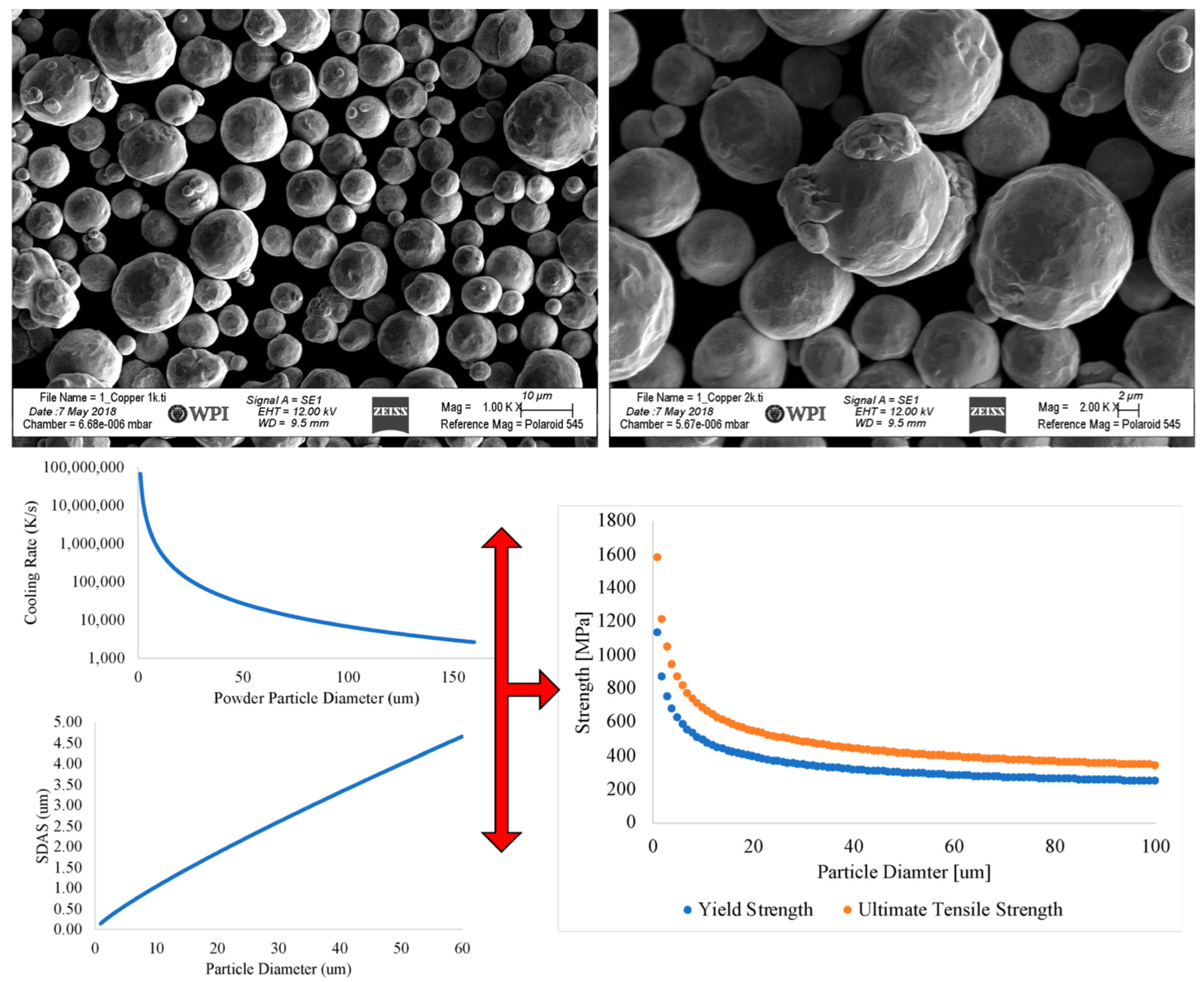
Figure 11 for pure copper feedstock.
Figure 11 presents an SEM micrograph of an as-atomized pure copper microparticulate feedstock for CSAM. For the gas-atomized powder depicted in
Figure 11,
Figure 11 concurrently presents the cooling rate as a function of microparticulate size, the secondary dendrite arm spacing as a function of particle diameter and, therefore, the cooling rate, and the estimated yield and ultimate tensile strength of the powder from the solidification models.
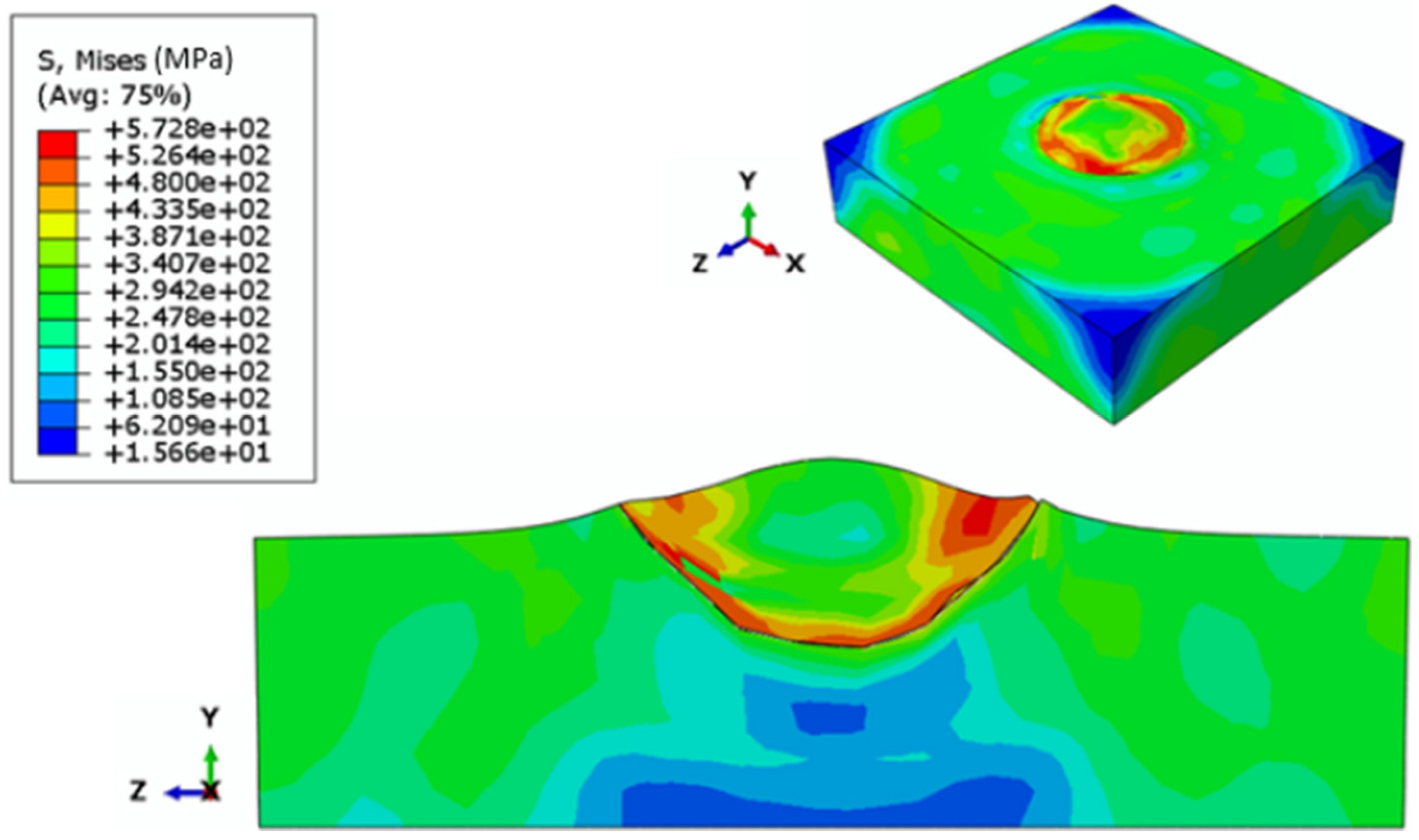
CS processing-induced impact phenomena for a copper powder particle from the batch of feedstock were modeled and captured in
Figure 12. In other words,
Figure 12 presents the Johnson–Cook von Mises flow stress profile for said copper microparticulate CSAM feedstock impacting an Al 6061-T6 wrought target substrate or build plate [
35].
Figure 13,
Figure 14 and
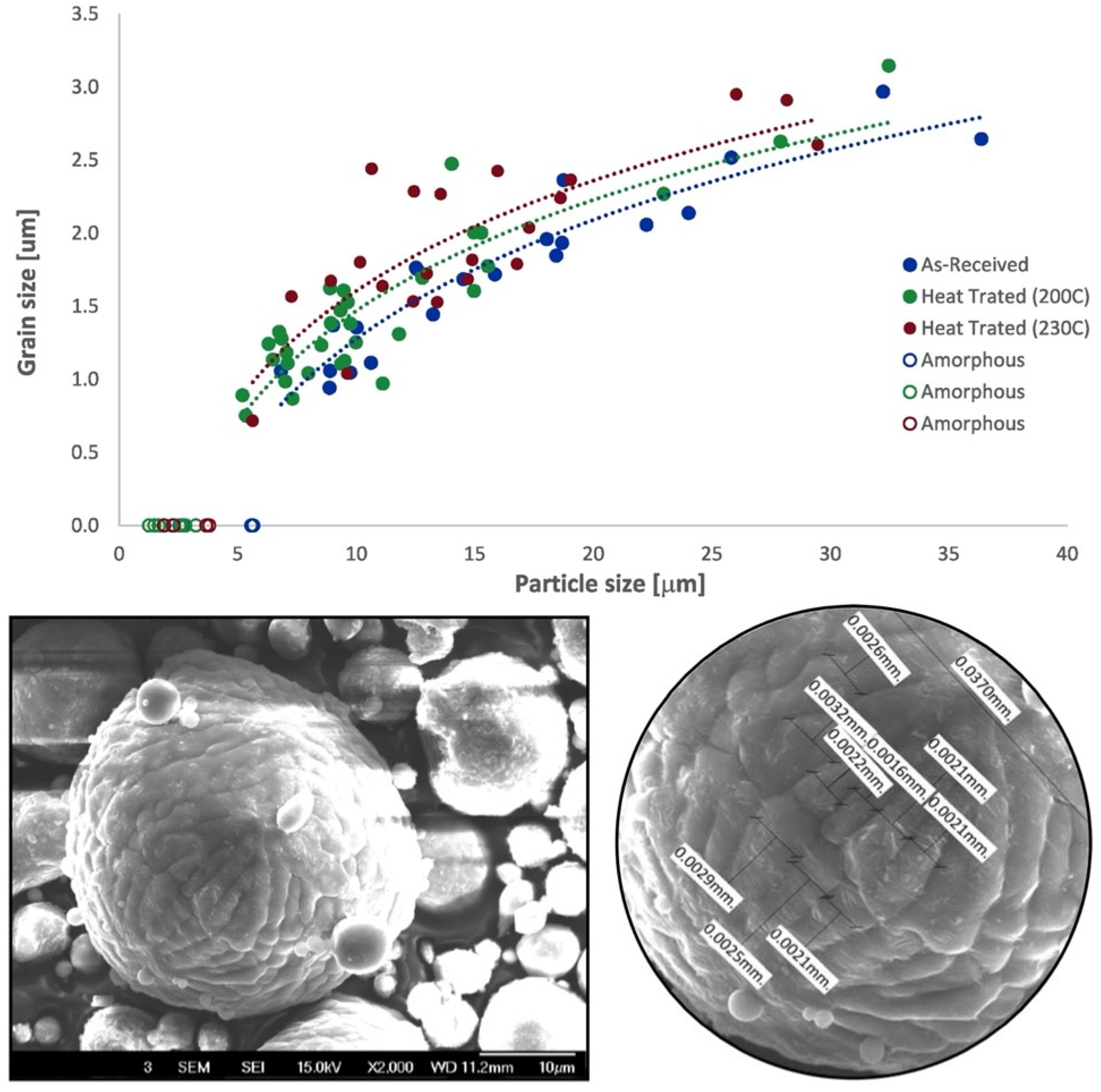
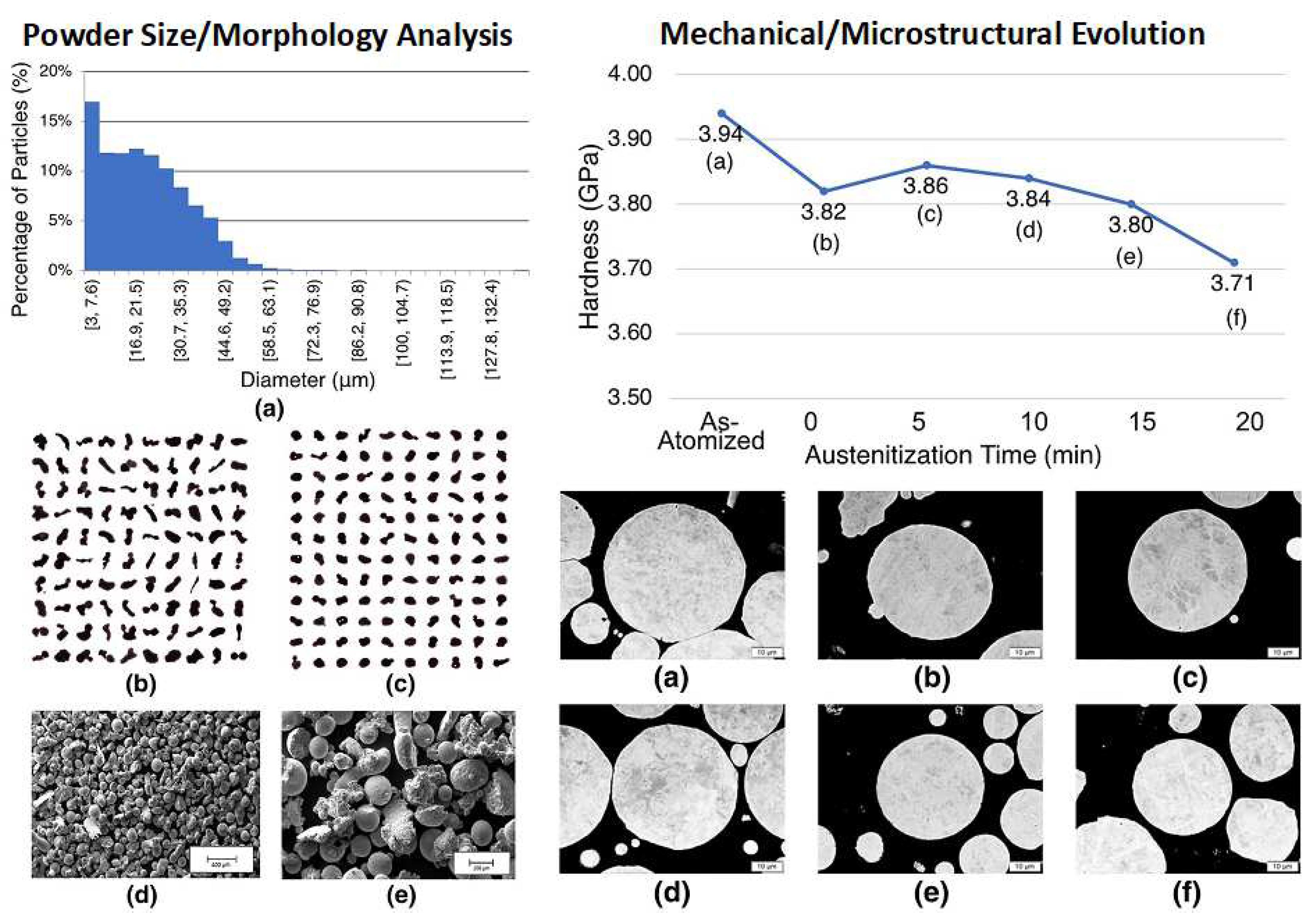
Figure 15 present coupled experimental–computational analyses for alloyed Al CS feedstock as a function of microparticulate size and thermally pre-processed condition relative to the as-atomized condition. As for gas-atomized Al 6061 powder,
Figure 13 presents SEM micrographs of the as-atomized feedstock and an example of the measured secondary dendrite arm spacing used to substantiate the modeled grain size versus particle size as a function of cooling rate and preprocessed condition [
10].
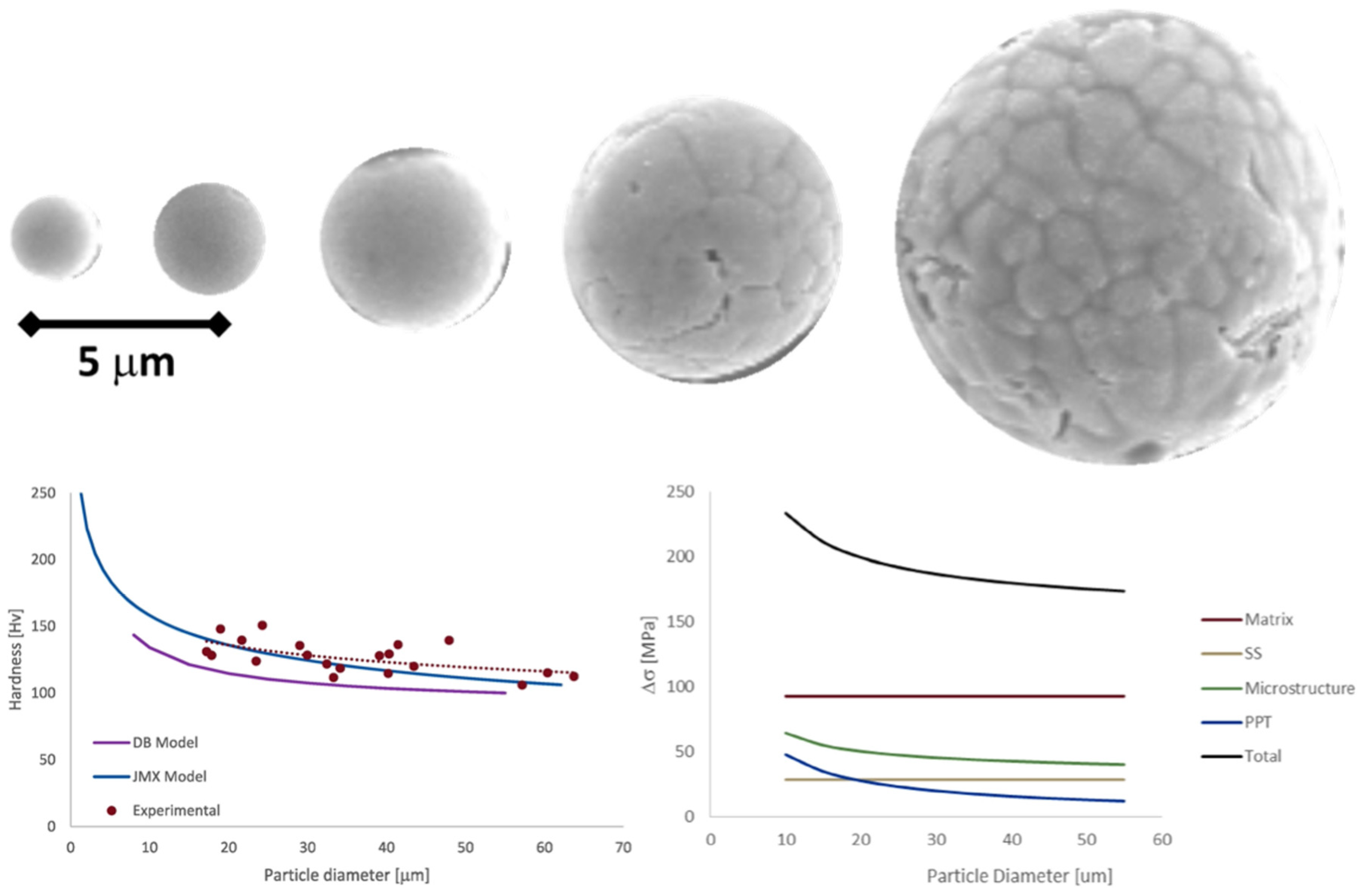
Figure 14 presents SEM characterization of lightly etched, gas-atomized Al 6061 powder particles for CSAM and CS processing as a function of size and, therefore, cooling rate. In addition,
Figure 14 presents the experimentally measured particulate hardness as a function of size versus modeled hardness as a function of powder particle diameter for gas-atomized Al 6061.
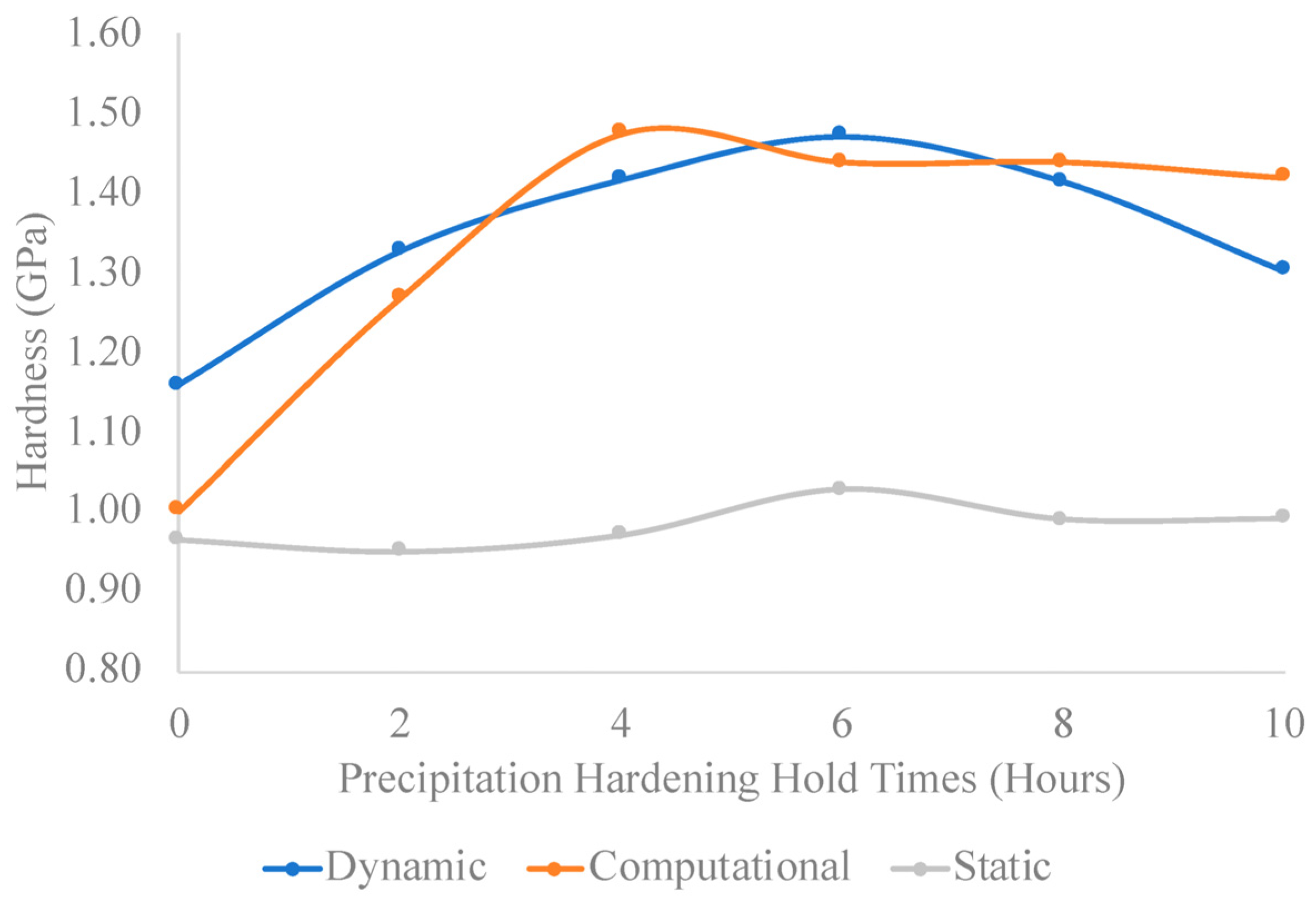
Figure 15 presents the dynamically measured, statically measured, and computationally assessed particulate hardness obtained for Al 6061 feedstock (as a function of thermal pre-processing hold times). In contrast,
Figure 14 also presents the contributions to particulate strength from secondary phases, grain size, solid solution strengthening, and so on for the as-atomized condition. For more information, see [
10,
27].
In addition to the hybrid experimental–computational assessment for CSAM feedstock powder-level property determination presented above,
Figure 16 and
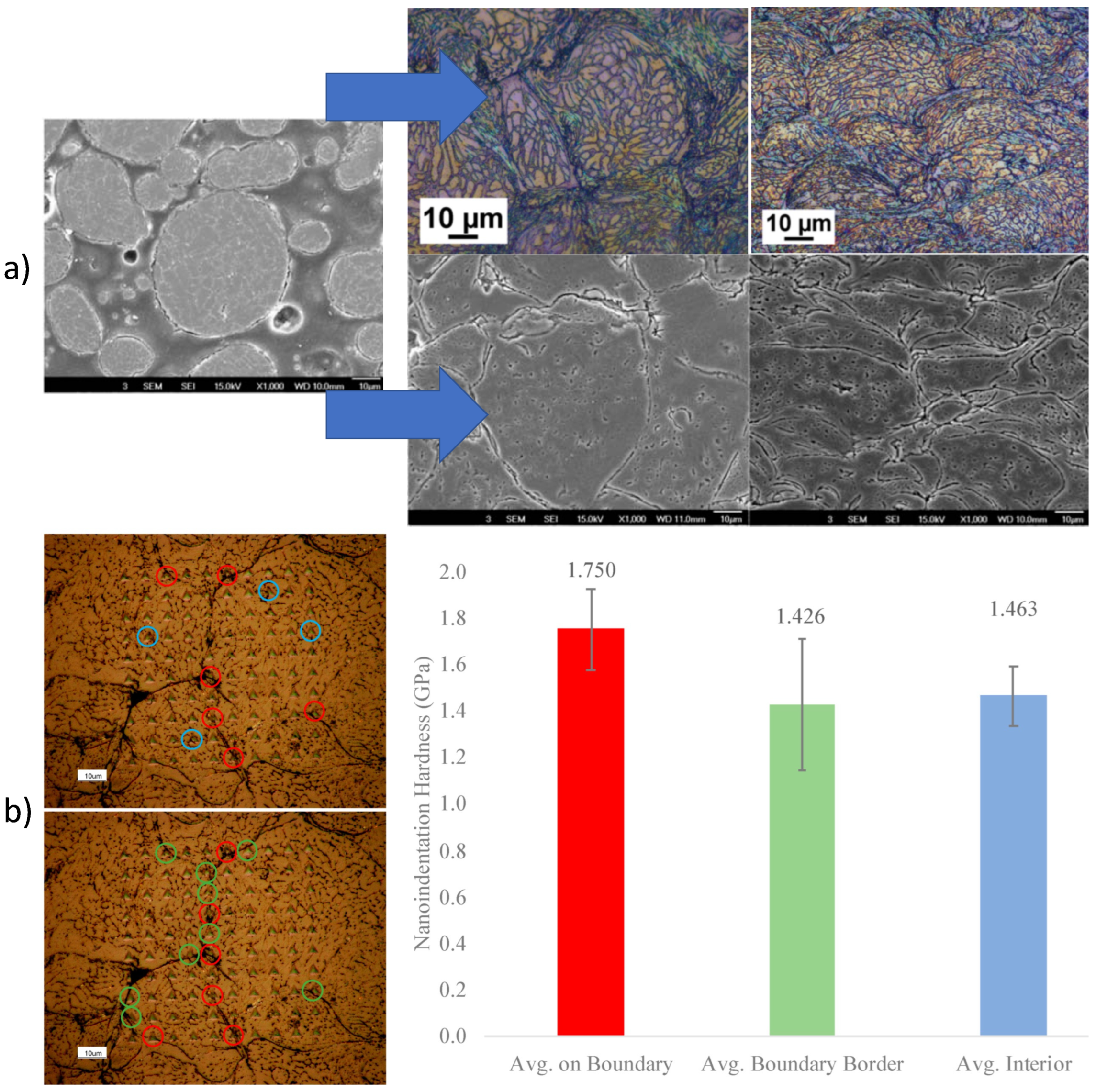
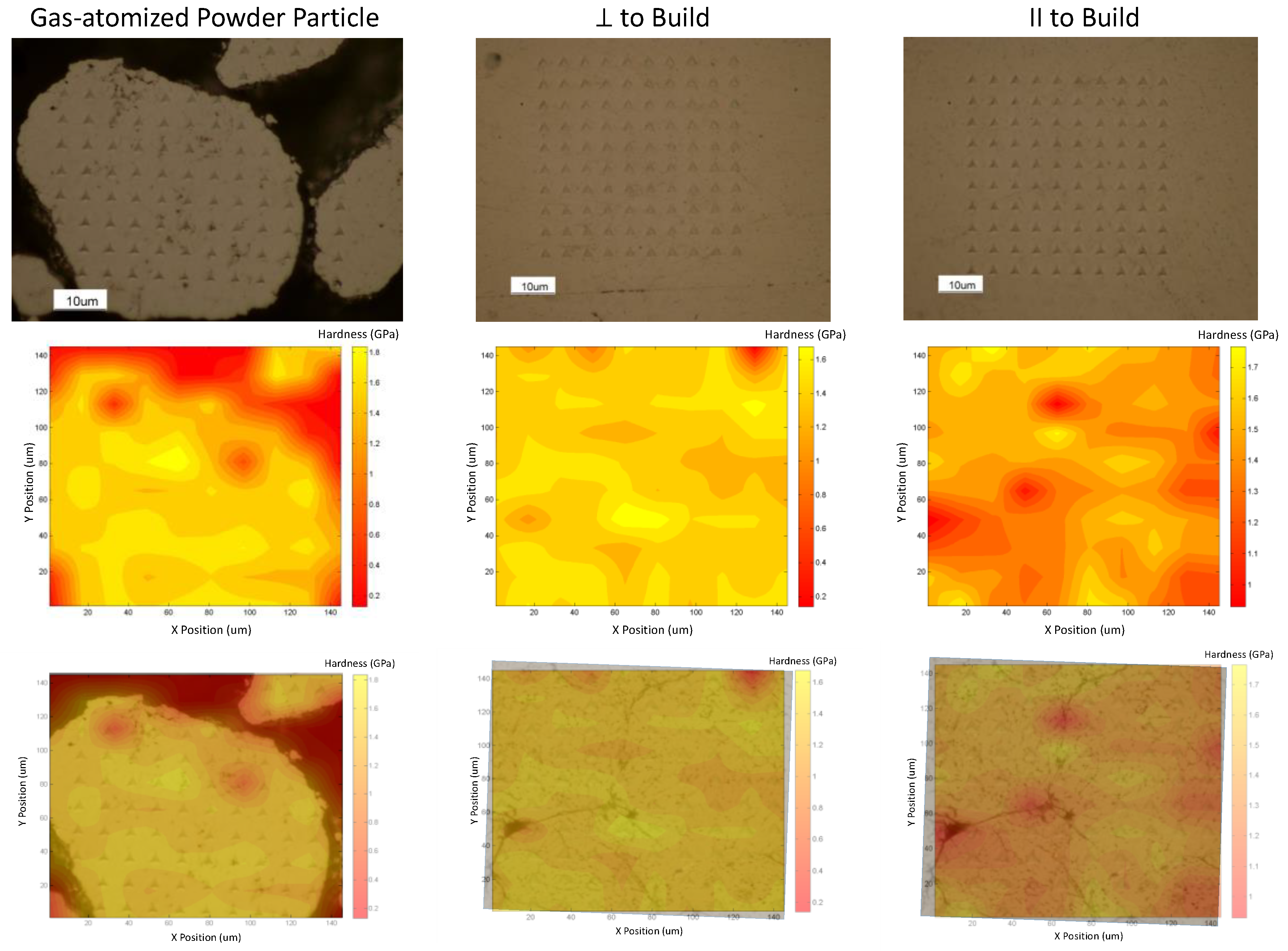
Figure 17 demonstrate the utility of through-process consideration applied to CS processing for gas-atomized Al 6061. That said, through-process utility is also presented in terms of gas-atomized pure copper and thermally pre-processed and gas-atomized stainless-steel feedstock. More to the point,
Figure 16a presents etched particulate and consolidated material microstructures as a function of orientation relative to the direction of supersonic deposition during processing. In addition to microstructural analysis, site-specific micromechanical properties of a gas-atomized Al 6061 particle and the corresponding consolidation procured are also presented in
Figure 16b [
10].
Figure 18 and
Figure 19 shows a through-process integrated analysis of single copper particle deposits and the respective multi-layer consolidations achieved, respectively [
35].
Figure 20 presents how thermal pre-processing hold times of gas-atomized feedstock can be controlled based on the diffusion kinetics of stainless-steel gas-atomized powder at the micron scale through dynamic nanoindentation testing for optimization and tunability of consolidated CSAM component performance [
6].
6. From Powder to Splat to Consolidation
As mentioned above, the CS through-process model developed initially in [
31] and after that, built upon by others as part of [
27,
40,
41], serves as a means of high-throughput computational evaluation of varied processing parameters for a given application. In so far as particle–substrate and particle–layer impacts are concerned within a through-process framework and approach to CSAM, both Johnson–Cook and Preston–Tonks–Wallace plasticity models have been incorporated for in silico evaluation of how impact-induced strain, stress, and temperature distributions evolve throughout the microparticulate deposits for a given combination of processing parameters. Still, inputs to either model implemented for severe plastic deformation mechanics and analysis require powder-specific properties to be assumed or input directly into the governing formulations underpinning a respective model to capture material-dependent evolution brought about by supersonic impact processing. Noted above, the Johnson–Cook model requires the yield strength of the material to be defined for a given feedstock system. While many researchers have elected to assume that bulk mechanical properties hold in place of particle-specific mechanical behavior (an assumption recently shown to be detrimental and improper for gas-atomized, rapidly solidified, Al alloy feedstock in [
13]), recent work has computationally demonstrated the need for feedstock-specific model inputs when finite element analysis is invoked. Considering such implications for through-process modeling of CSAM processing,
Figure 21 and
Figure 22 demonstrate an integrated experimental approach previously explored in conjunction with FEM formulation for single microparticle impact phenomena.
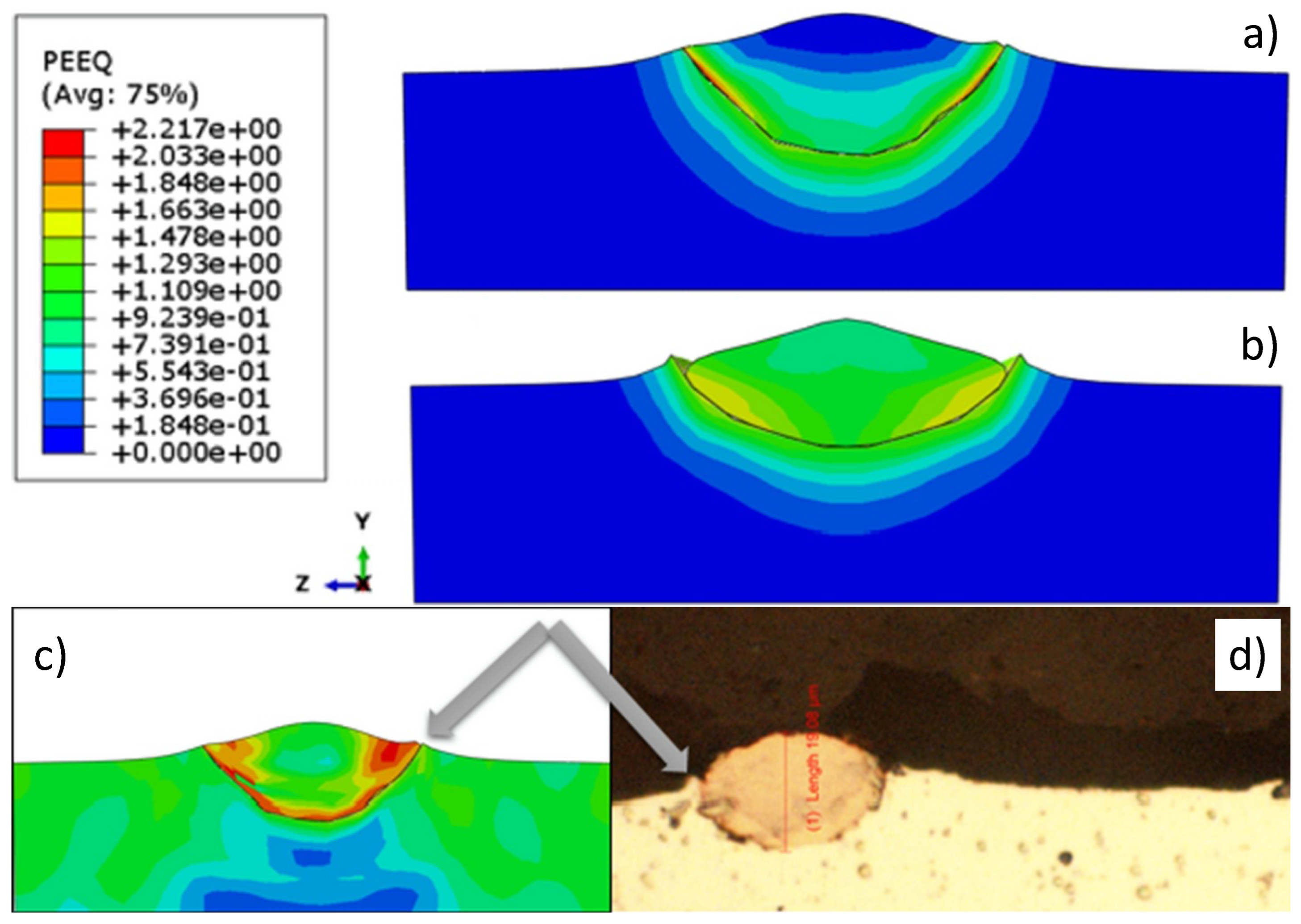
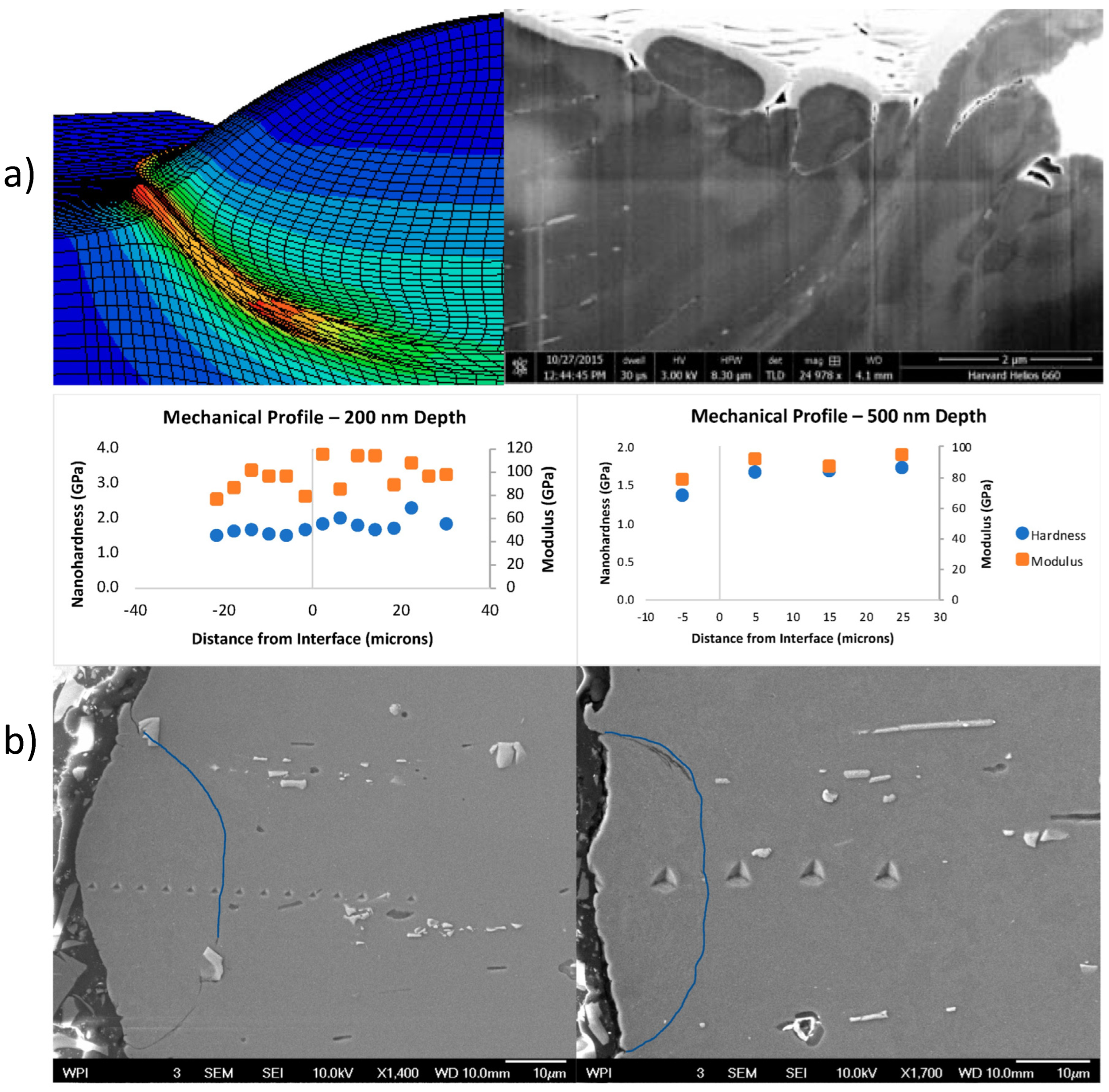
Single powder particle finite element analysis of the plastic equivalent strain state achieved for the high strain rate impact of a gas-atomized Al 6061 microparticle upon a target substrate is presented in
Figure 21a. A microstructurally characterized cross-section of a comparable Al 6061 particle–substrate deposit was also presented to complement the computational analysis [
10]. In addition to
Figure 21a,b presents nanoindentation-based measurements of hardness and modulus of elasticity as functions of depth and location across the particle–substrate deposit system. As noted in [
10], the “negative values [found in
Figure 21b] are within the particle, the (0,y) point is the particle/substrate interface, and positive position values are within the substrate material.”
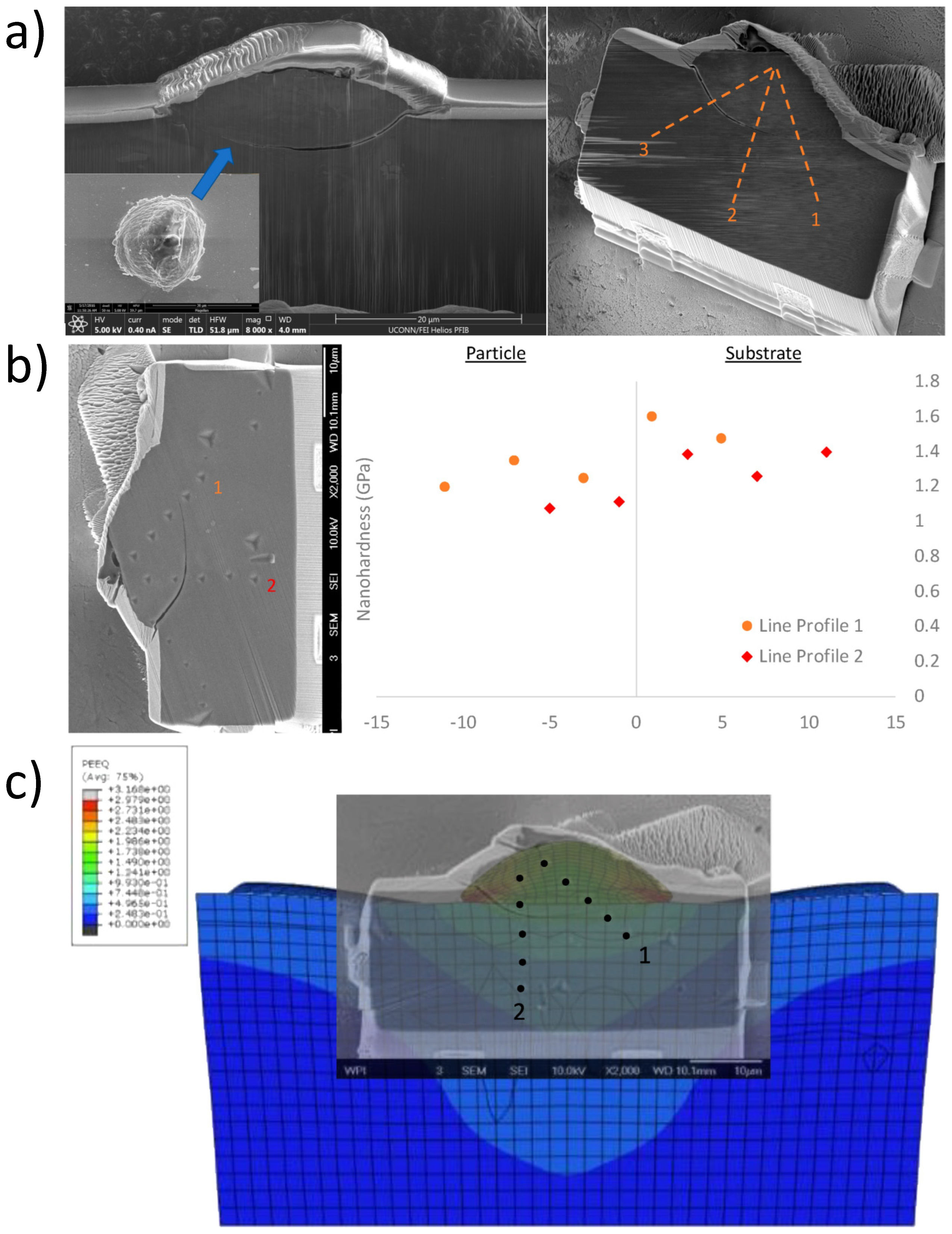
Single-particle impacts using an alternative sample procurement approach for gas-atomized Al 6061 are also shown in
Figure 22a from orthogonal vantage points relative to the direction of the particulate approach [
10]. From samples such as that shown in
Figure 22a, nanoindentation grid arrays were conceptualized in
Figure 22a,b, experimentally assessed as nanoindentation line profiles in
Figure 22b, and related to the plastic equivalent strain state achieved for a similar system, as presented in
Figure 22c [
10].





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





















