
The Influence of Microstructure on TCR for Inkjet-Printed Resistive Temperature Detectors Fabricated Using AgNO3/Ethylene-Glycol-Based Inks


Abstract
:1. Introduction
2. Experimental Details
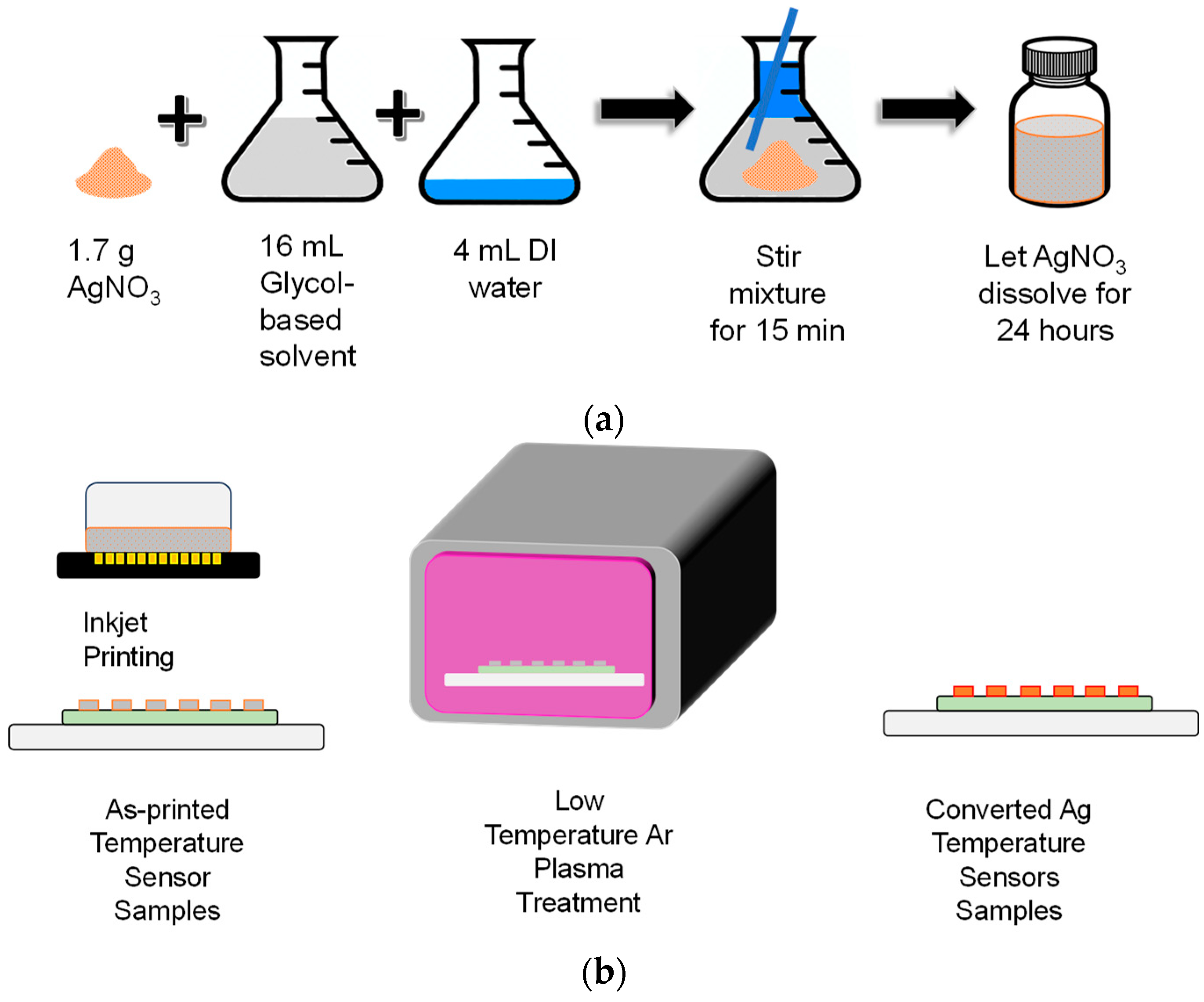
2.1. Temperature Sensor Fabrication
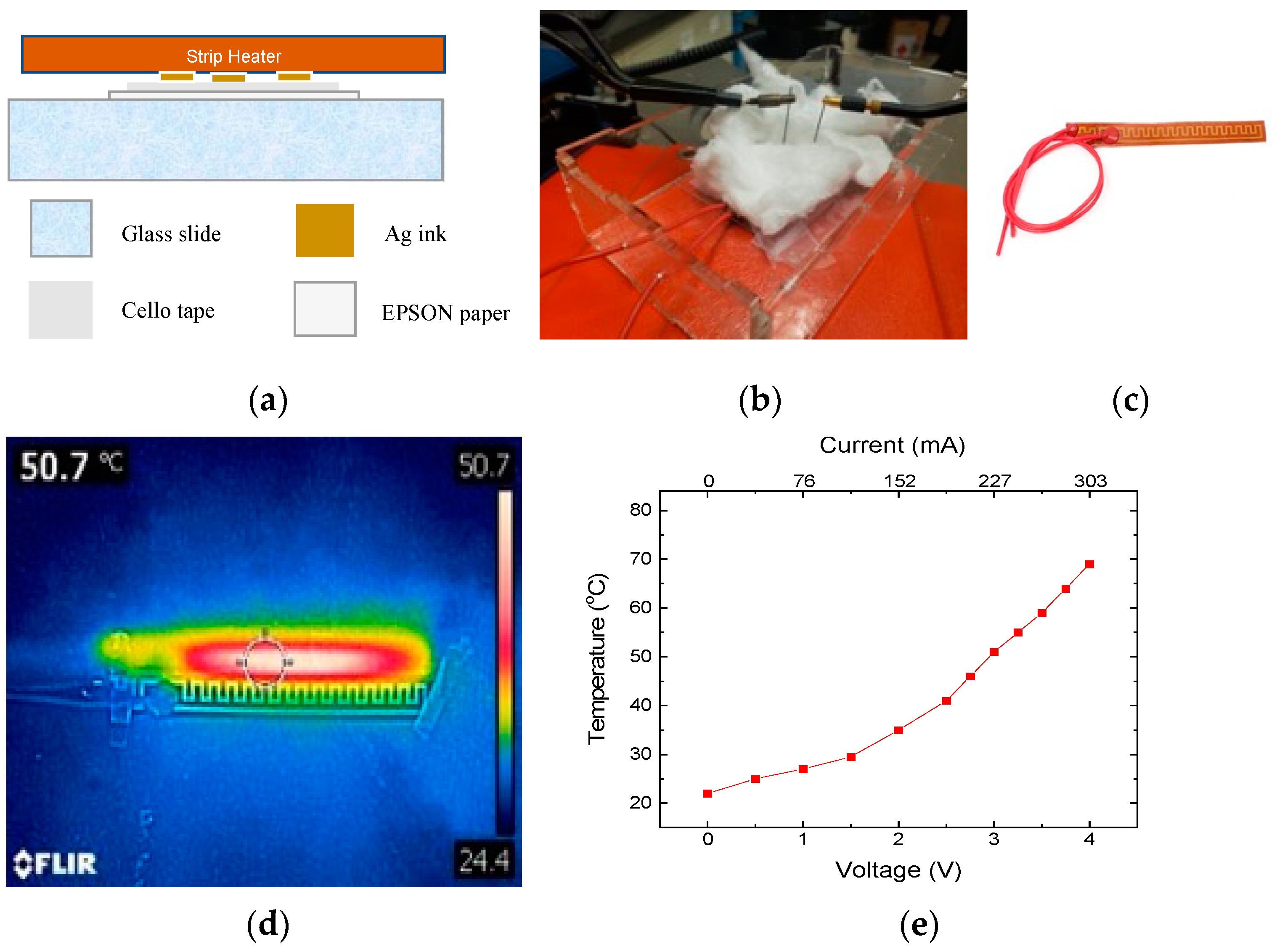
2.2. Testing Setup
2.3. Material Analysis
3. Results
3.1. Resistance versus Plasma Exposure Time
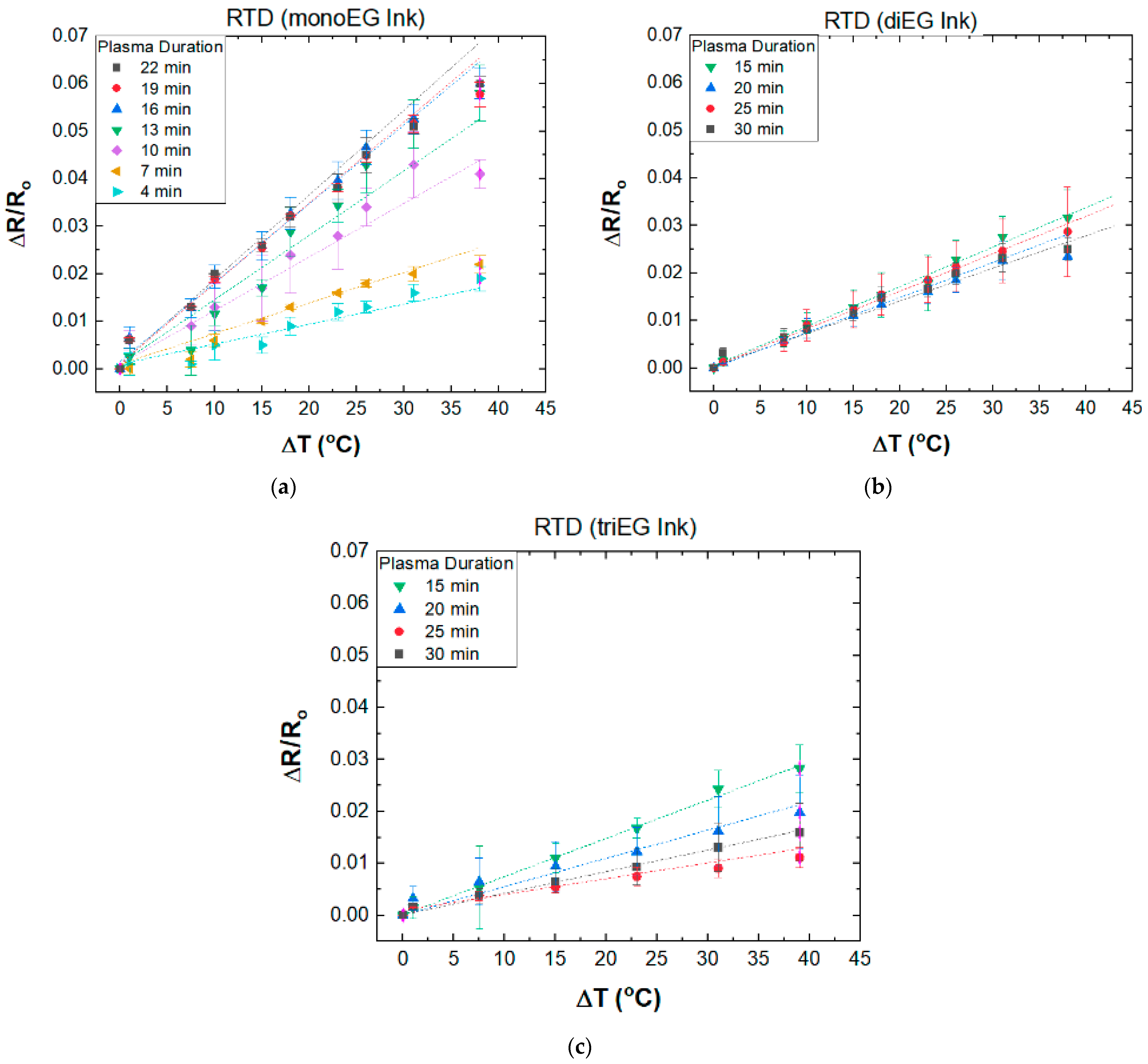
3.2. Temperature Coefficient of Resistance
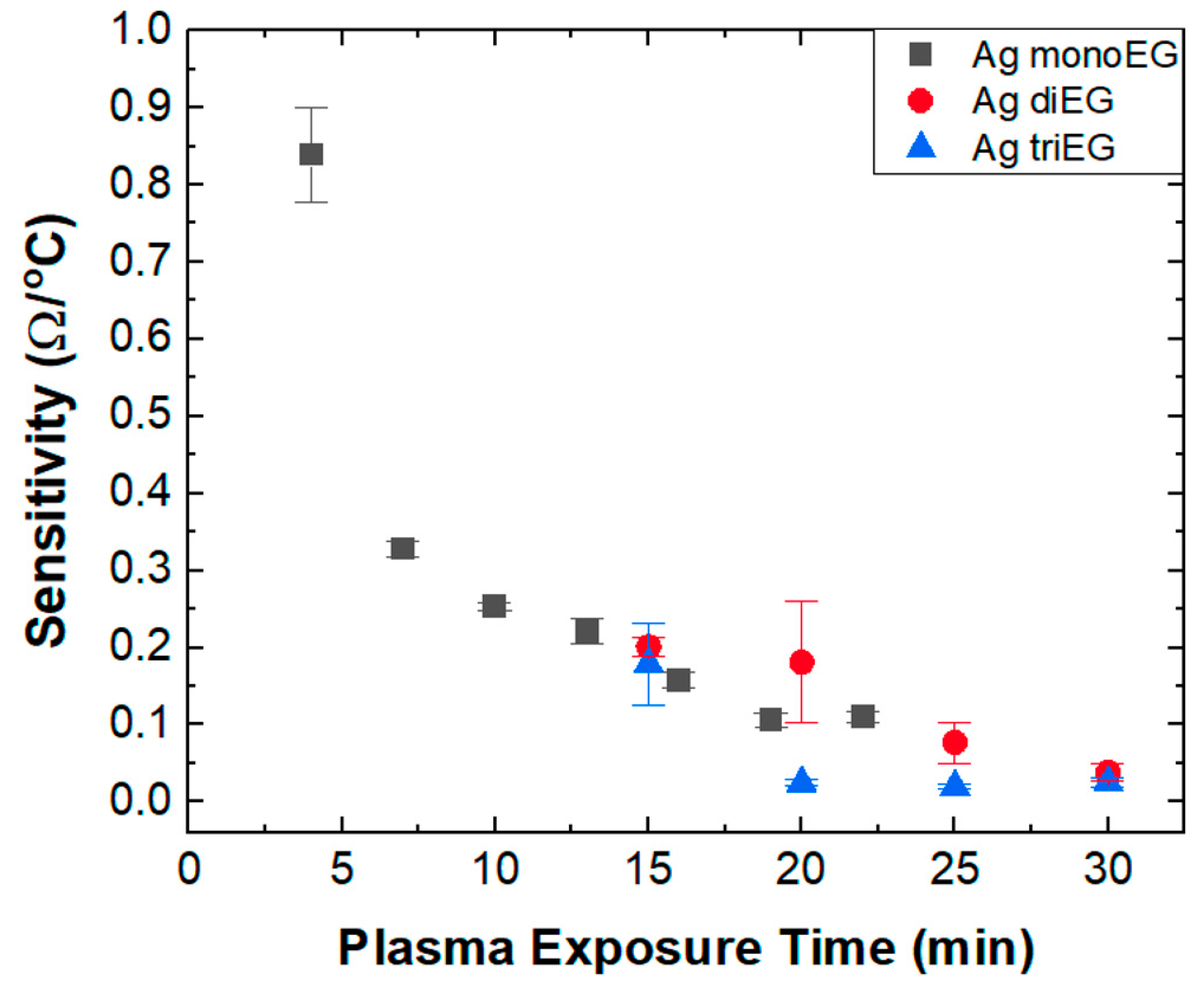
3.3. Sensitivity
3.4. SEM Analysis
4. Analysis and Discussion
5. Summary and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Barmpakos, D.; Segkos, A.; Tsamis, C.; Kaltsas, G. A disposable inkjet-printed humidity and temperature sensor fabricated on paper. Proceedings 2018, 2, 977. [Google Scholar] [CrossRef]
- Courbat, J.; Kim, Y.B.; Briand, D.; De Rooij, N.F. Inkjet printing on paper for the realization of humidity and temperature sensors. In Proceedings of the 2011 16th International Solid-State Sensors, Actuators and Microsystems Conference, Beijing, China, 5–9 June 2011; pp. 1356–1359. [Google Scholar]
- Felba, J.; Nitsch, K.; Piasecki, T.; Paluch, P.; Moscicki, A.; Kinart, A. The influence of thermal process on electrical conductivity of microstructures: Made by ink-jet painting with the use of ink containing nano sized silver particles. In Proceedings of the 2009 9th IEEE Conference on Nanotechnology (IEEE-NANO), Genoa, Italy, 26 July 2009; pp. 408–411. [Google Scholar]
- Dankoco, M.D.; Tesfay, G.Y.; Bènevent, E.; Bendahan, M. Temperature sensor realized by inkjet printing process on flexible substrate. Mater. Sci. Eng. B 2016, 205, 1–5. [Google Scholar] [CrossRef]
- Mattana, G.; Kinkeldei, T.; Ataman, C.; Leuenberger, D.; Ruan, J.J.; Molina-Lopez, F.; Quintero, A.V.; Nisato, G.; Tröster, G.; Briand, D.; et al. Woven temperature and humidity sensors on flexible plastic substrates for e-textile applications. IEEE Sens. J. 2013, 13, 3901–3909. [Google Scholar] [CrossRef]
- Ali, S.; Hassan, A.; Bae, J.; Lee, C.H.; Kim, J. All-printed differential temperature sensor for the compensation of bending effects. Langmuir 2016, 32, 11432–11439. [Google Scholar] [CrossRef] [PubMed]
- Khalaf, A.M.; Issa, H.H.; Mohamed, S.A.; Ramìrez, J.L. Temperature Sensor Realized by Inkjet Printing on Polyimide Flexible Substrate. In Proceedings of the 2022 IEEE International Conference on Design & Test of Integrated Micro & Nano-Systems (DTS), Cairo, Egypt, 6–9 June 2022; pp. 1–5. [Google Scholar]
- Zikulnig, J.; Hirschl, C.; Rauter, L.; Krivec, M.; Lammer, H.; Riemelmoser, F.; Roshanghias, A. ; Hirschl, C.; Rauter, L.; Krivec, M.; Lammer, H.; Riemelmoser, F.; Roshanghias, A. Inkjet printing and characterisation of a resistive temperature sensor on paper substrate. Flex. Print. Electron. 2019, 4, 015008. [Google Scholar] [CrossRef]
- Radwan, A.N.; Sui, Y.; Zorman, C.A. An Inkjet Printed Ag Strain Gauge on Flexible Cellophane using a Metal-Salt based Ink. In Proceedings of the 2021 IEEE International Conference on Flexible and Printable Sensors and Systems (FLEPS), Virtually, 20–23 June 2021; pp. 1–4. [Google Scholar]
- Radwan, A.N.; Sui, Y.; Zorman, C.A. Inkjet Printed Strain Gauges Fabricated Using AgNO3/Ethylene Glycol-based Inks. IEEE Sens. J. 2022, 23, 24004–24012. [Google Scholar] [CrossRef]
- Sui, Y.; Ghosh, S.; Miller, C.; Pappas, D.; Sankaran, R.M.; Zorman, C.A. Tunable resistivity in inkjet printed electrical structures on paper by plasma conversion of particle-free, stabilizer-free silver inks. J. Vac. Sci. Technol. A Vac. Surf. Film. 2018, 36, 051302. [Google Scholar] [CrossRef]
- Sui, Y.; Kreider, L.P.; Bogie, K.M.; Zorman, C.A. Fabrication of a silver-based thermistor on flexible, temperature-sensitive substrates using a low-temperature inkjet printing technique. IEEE Sens. Lett. 2019, 3, 1–4. [Google Scholar] [CrossRef] [PubMed]
- Sui, Y.; Hess-Dunning, A.; Radwan, A.N.; Sankaran, R.M.; Zorman, C.A. Engineering the surface morphology of inkjet printed Ag by controlling solvent evaporation during plasma conversion of AgNO3 inks. J. Mater. Chem. C 2022, 10, 5257–5265. [Google Scholar] [CrossRef]
- EGF, C. Fisher Scientific. Available online: https://www.fishersci.com/shop/products/ethylene-glycol-laboratory-fisher-chemical-2/E1774#?keyword=ethylene+glycol (accessed on 14 April 2024).
- Glycol, D. Fisher Scientific. Available online: https://www.fishersci.com/shop/products/bis-2-hydroxyethyl-ether-99-acros-organics-3/AC121160010#?keyword=111-46-6 (accessed on 14 April 2024).
- Glycol, A.A.D. Available online:. Available online: https://www.fishersci.com/us/en/catalog/search/products?keyword=diethylene+glycol (accessed on 14 April 2024).
- Glycol, T. Fisher Scientific. Available online: https://www.fishersci.com/shop/products/triethylene-glycol-99-acros-organics-4/AC139590010#?keyword=triethylene+glycol (accessed on 14 April 2024).
- Sui, Y. A Low-Temperature Printing Technology for Fabricating Electrically Conductive Structures and Devices Using Plasma-Activated Stabilizer-Free Inks; Case Western Reserve University: Cleveland, OH, USA, 2019. [Google Scholar]
- Cui, J.; Liu, H.; Li, X.; Jiang, S.; Zhang, B.; Song, Y.; Zhang, W. Fabrication and characterization of nickel thin film as resistance temperature detector. Vacuum 2020, 176, 109288. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Organic Solvent | Vapor Pressure (mm Hg) | Viscosity (cP) | Boiling Point (°C ) | Density (g/cm3) | Ref. |
|---|---|---|---|---|---|
| Monoethylene Glycol | 0.12 at 20 °C | 21 | 196 | 1.112 | [14] |
| Diethylene Glycol | 0.006 at 20 °C | 38 | 245 | 1.118 | [15,16] |
| Triethylene Glycol | 0.00075 at 25 °C | 48 | 285 | 1.120 | [17] |
| Ref. | Particle Size | Sintering Temperature | Substrate | Operating Temperature (°C) | Nominal Resistance (Ω) | TCR (°C −1) | Area (mm2) | Sensitivity/Area (Ω/°C/mm2) |
|---|---|---|---|---|---|---|---|---|
| (Barmpa., 2018) [1] | 20 nm | Let dry after printing for 14 days | Glossy photo paper | 25–75 | N/A | 9.06 × 10−4 | N/A | N/A |
| (Courbat, 2011) [2] | 50 nm | @150 °C for 60 min | Raw paper coated with oxide film | −20–60 | 600–710 | 1.1 × 10−3 | 256 | 3.1 × 10−3 |
| (Felba, 2009) [3] | 6 nm | Sintered at 250 °C for 1 h | Glass slides | 20–200 | 1 | 2.08 × 10−3 | 28.2 | 7.4 × 10−5 |
| (Dankoco, 2016) [4] | N/A | First step: drying solvent 130 °C for 10 min Second step: 150 °C for 30 min | Kapton® (polyimide) | 20–60 | 2 k | 2.27 × 10−3 | 6441 | 7.1 × 10−4 |
| (Mattana, 2013) [5] | <150 nm | Annealed at 290 °C for 30 min | Kapton® | 10–80 | 52 | 2.99 × 10−3 | 10.2 | 1.5 × 10−2 |
| (Ali,2016) [6] | 115 nm | 130 °C for 30 min | PET | 0–100 | 72–341 | 1.08 × 10−3 | 49 | 7.5 × 10−3 |
| (Khalaf, 2022) [7] | N/A | 140 °C for 10 min | Kapton® (polyimide) | 28–90 | 7–23 | 1.77 × 10−3 | 100 | 4.1 × 10−4 |
| (Zikulnig, 2019) [8] | N/A | Photonic curing | Paper | 20–80 | 0.5 k–7 k | 1.63 × 10−3 | 1147 | 1.0 × 10−2 |
| This Work | N/A | Plasma conversion | Cellophane | 20–60 | 75–1567 (mono-EG) 57–220 (di-EG) 53–244 (tri-EG) | 1.7 × 10−3 (mono-EG) 8.1 × 10−4 (di-EG) 7.3 × 10−4 (tri-EG) | 120 | 7.0 × 10−3 (mono-EG) 1.7 × 10−3 (di-EG) 1.5 × 10−3 (tri-EG) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Radwan, A.; Sui, Y.; Zorman, C. The Influence of Microstructure on TCR for Inkjet-Printed Resistive Temperature Detectors Fabricated Using AgNO3/Ethylene-Glycol-Based Inks. Micromachines 2024, 15, 749. https://doi.org/10.3390/mi15060749
Radwan A, Sui Y, Zorman C. The Influence of Microstructure on TCR for Inkjet-Printed Resistive Temperature Detectors Fabricated Using AgNO3/Ethylene-Glycol-Based Inks. Micromachines. 2024; 15(6):749. https://doi.org/10.3390/mi15060749
Chicago/Turabian StyleRadwan, Aziz, Yongkun Sui, and Christian Zorman. 2024. "The Influence of Microstructure on TCR for Inkjet-Printed Resistive Temperature Detectors Fabricated Using AgNO3/Ethylene-Glycol-Based Inks" Micromachines 15, no. 6: 749. https://doi.org/10.3390/mi15060749