
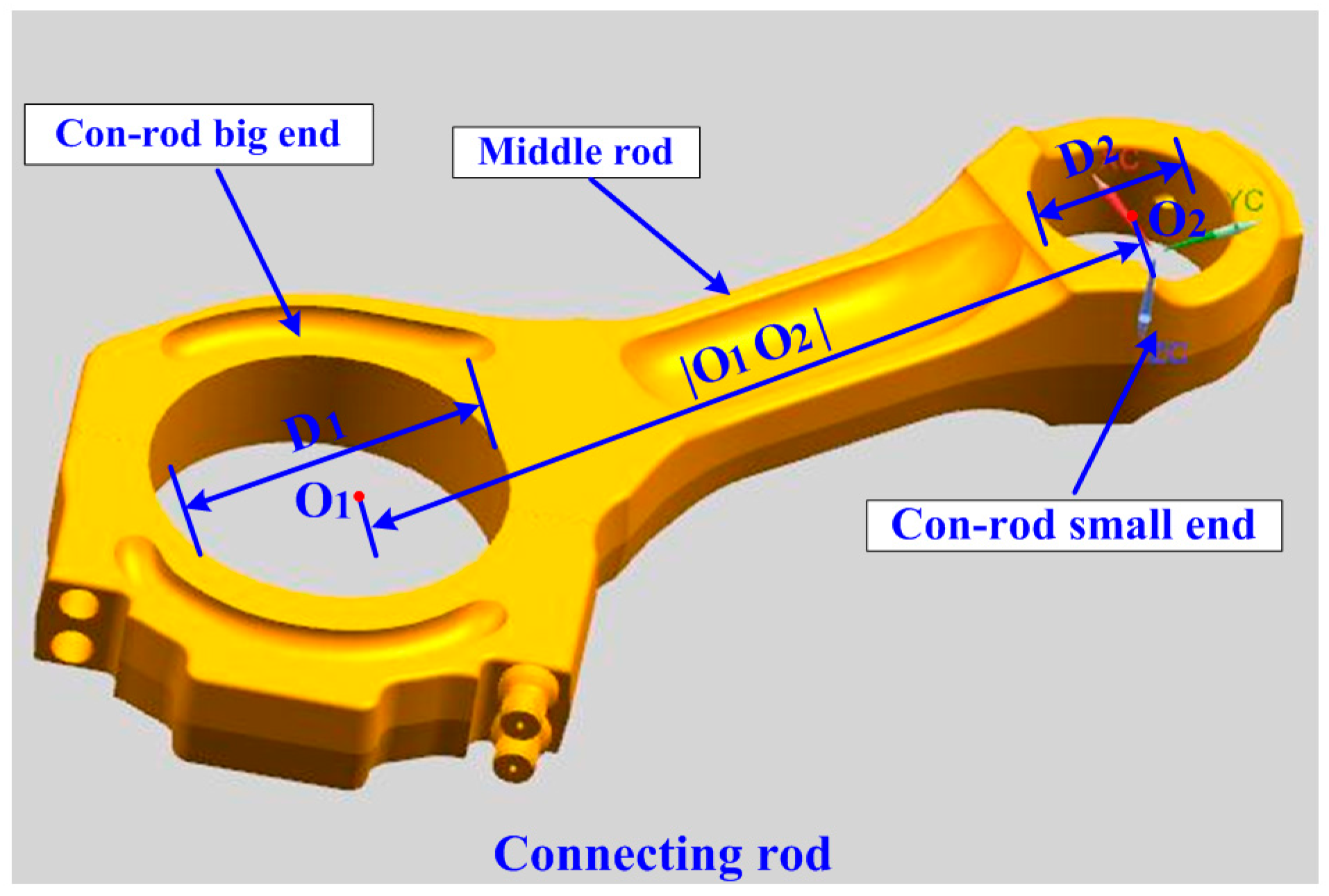
A Fast and in-Situ Measuring Method Using Laser Triangulation Sensors for the Parameters of the Connecting Rod


Abstract
:1. Introduction
- (1)
- (2)
- (3)
- The data processing system is free from the NC system. Hence, it is easy to integrate the measuring head into diverse NC systems, regardless of the compatibility problem.
- (4)
- The measuring data are transmitted through wireless communication. In addition, this makes it possible to realize remote control.
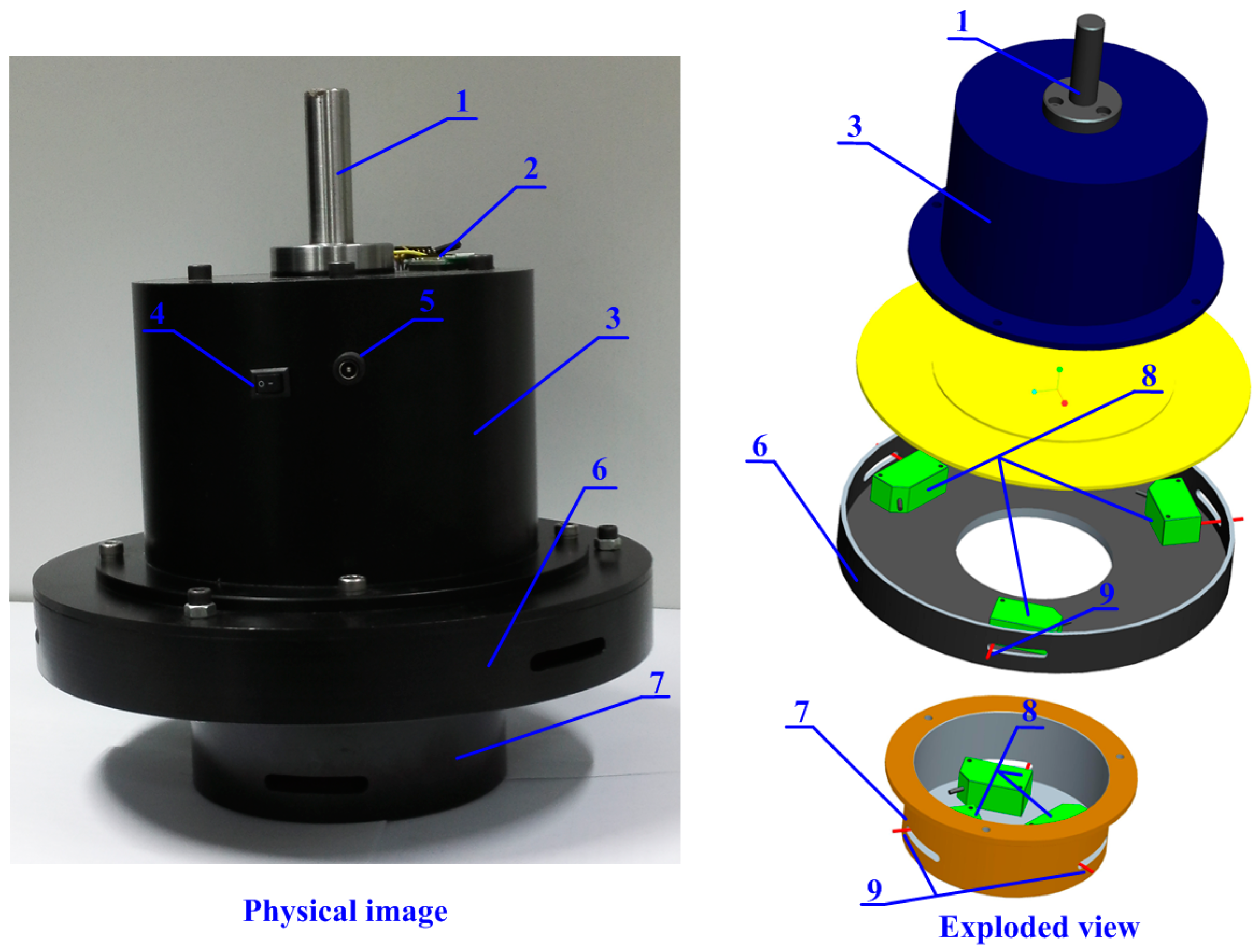
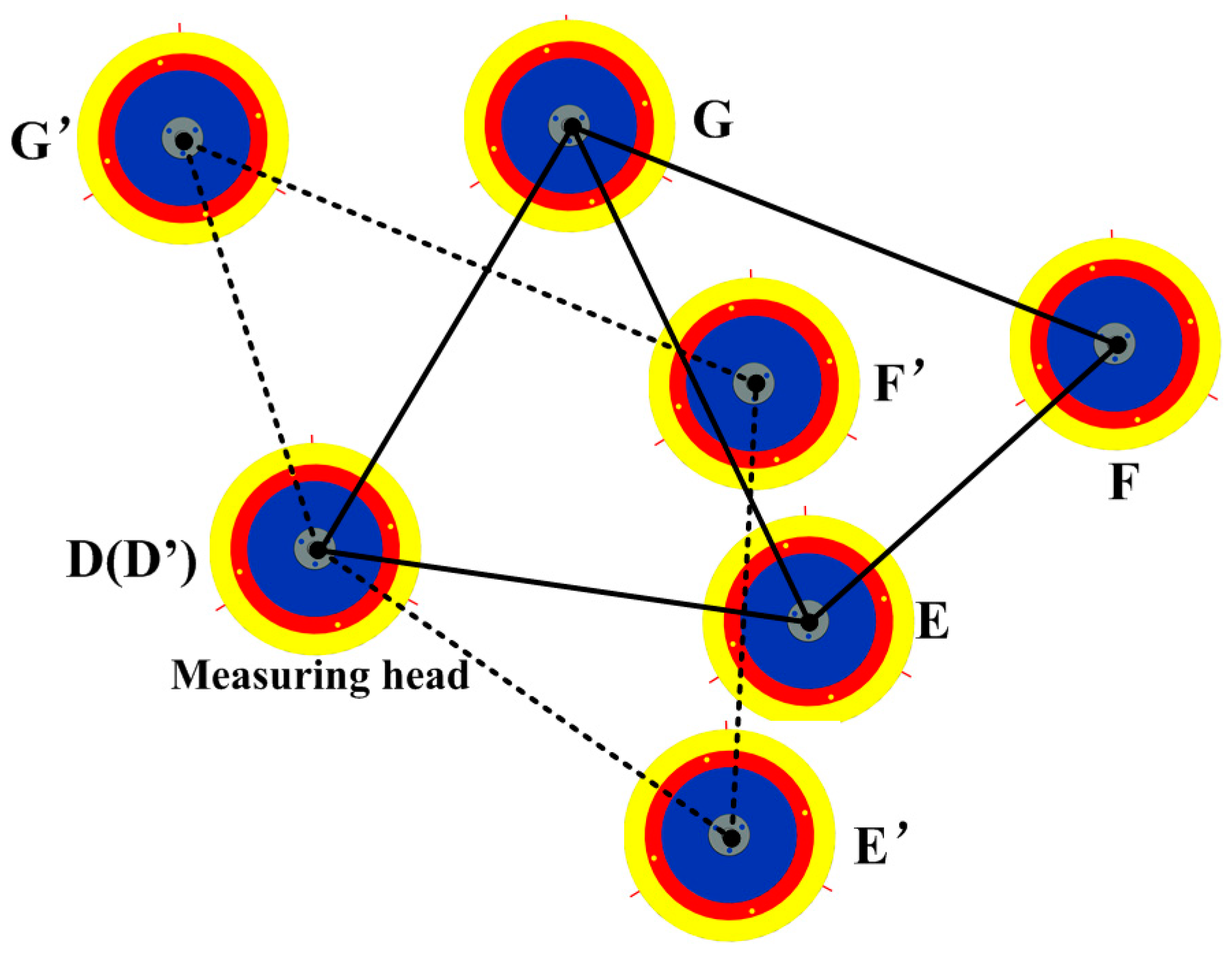
2. The Measuring Principle
3. The Mathematical Measurement Model
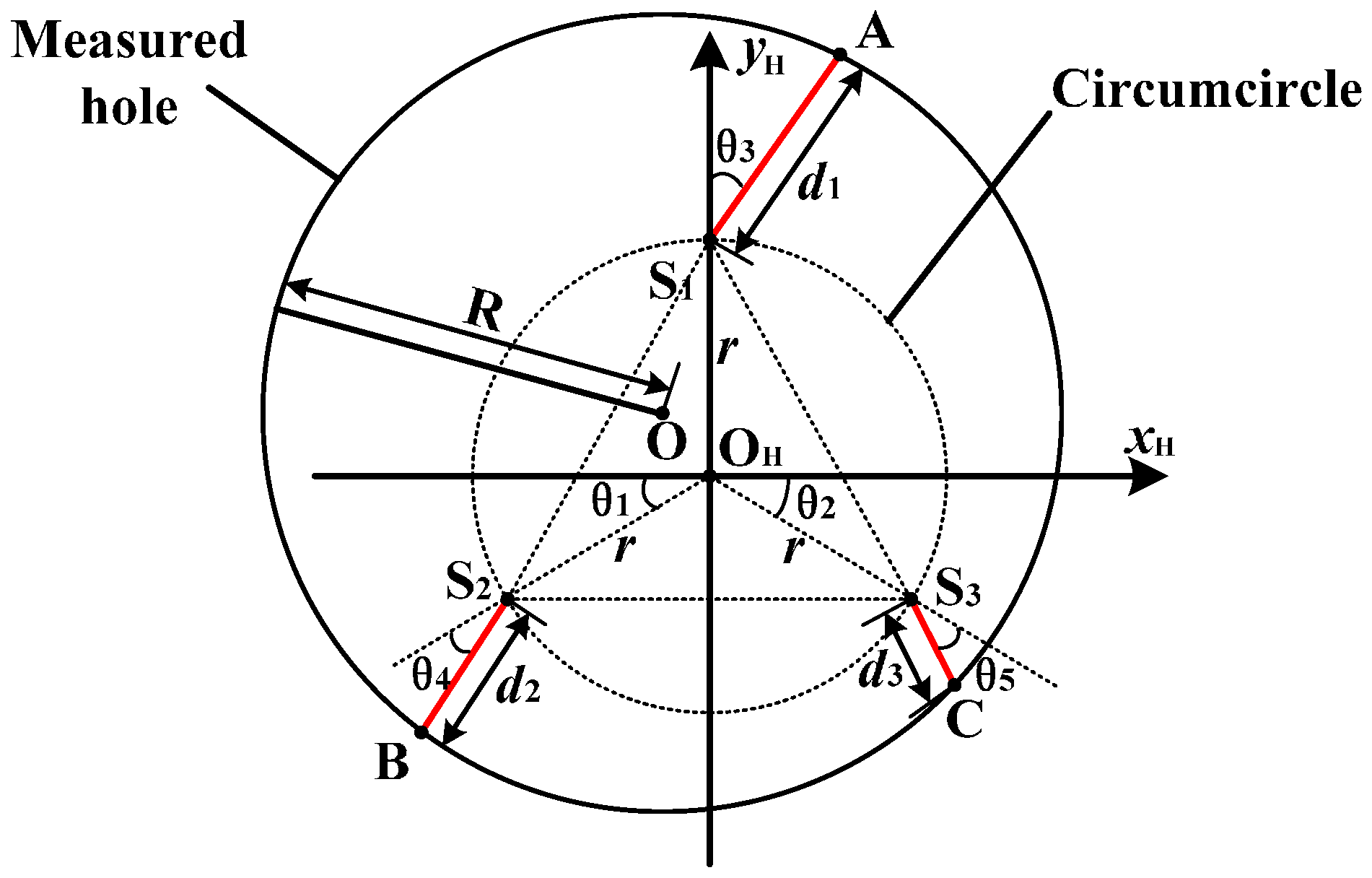
3.1. Measuring of Inner Diameter
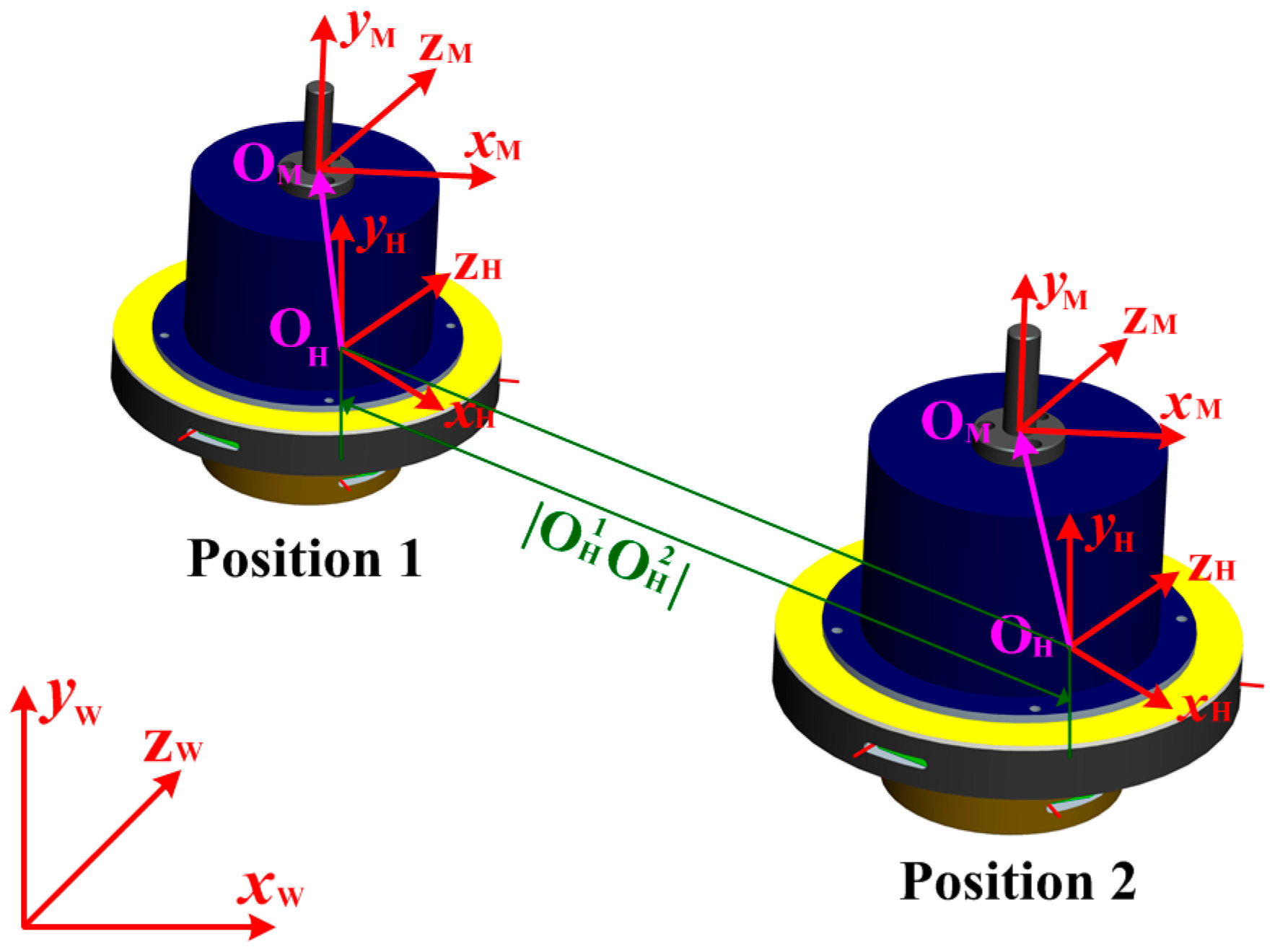
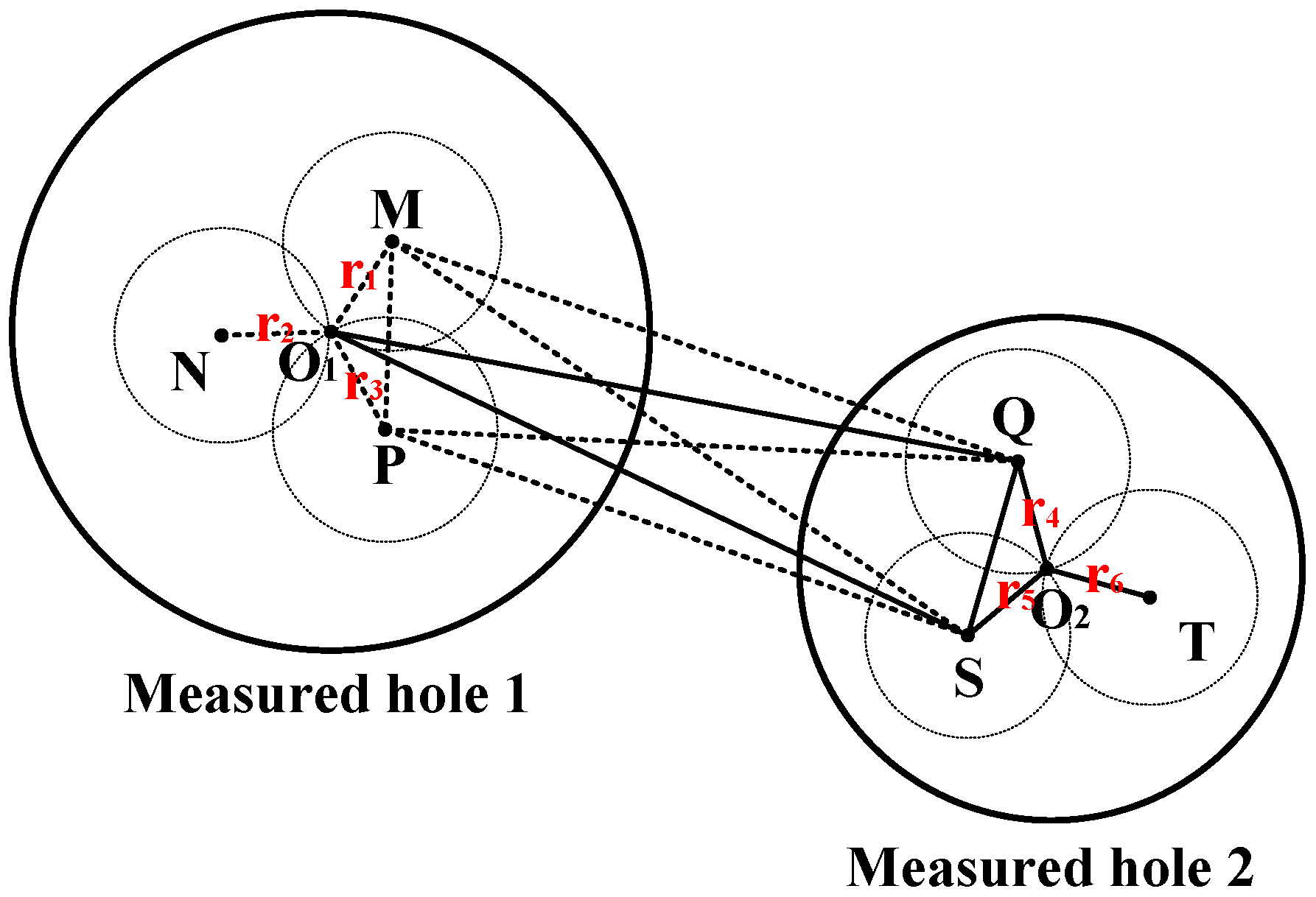
3.2. Measuring of Hole–Center Distance
- Deduction 1
- The distance between the measuring head and measured hole–center distance can be calculated from Equation (7).
- Deduction 2
- When the measuring head moves from Position 1 to Position 2, its moving distance can be acquired by the coordinate change of the CSNC.
- Deduction 3
- If two triangles have a common side and all the sides’ values are given, the distance between the two non-adjacent vertexes is unique and can be calculated by Equations (11) and (12).
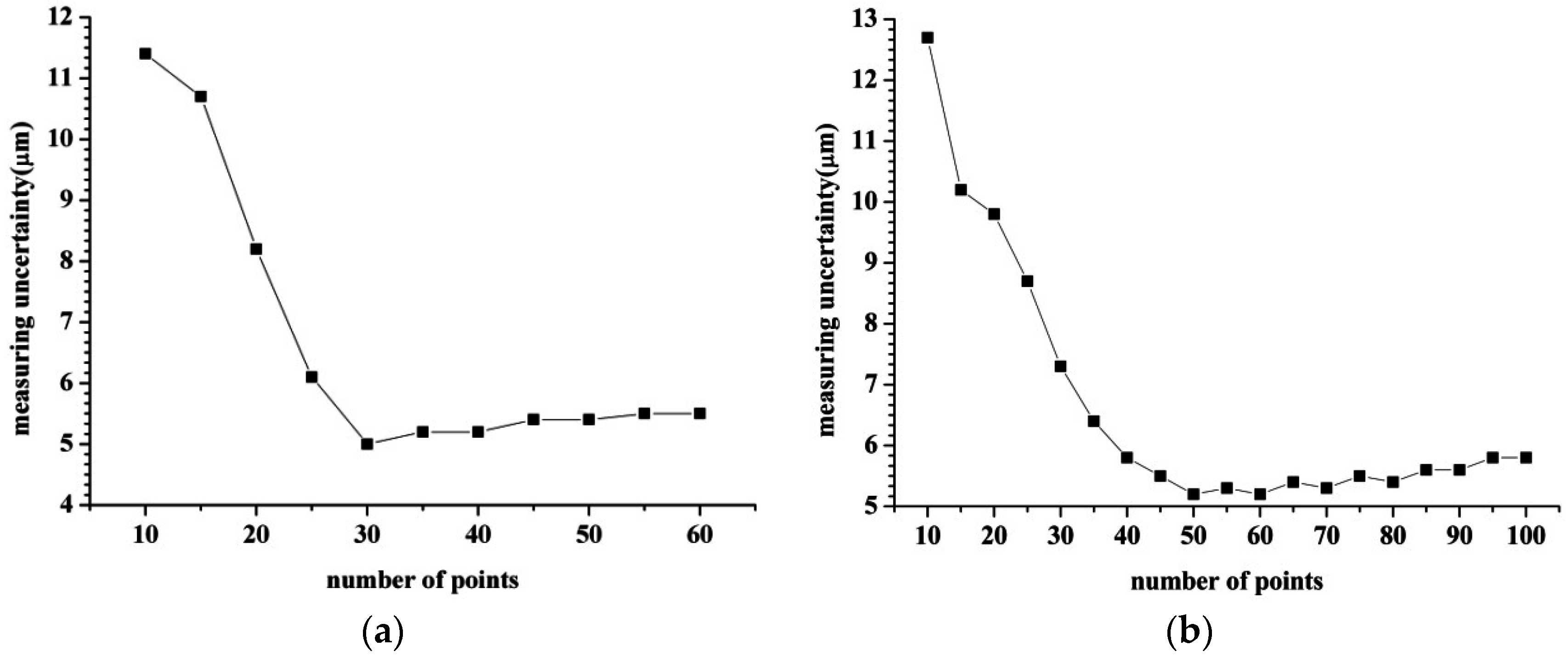
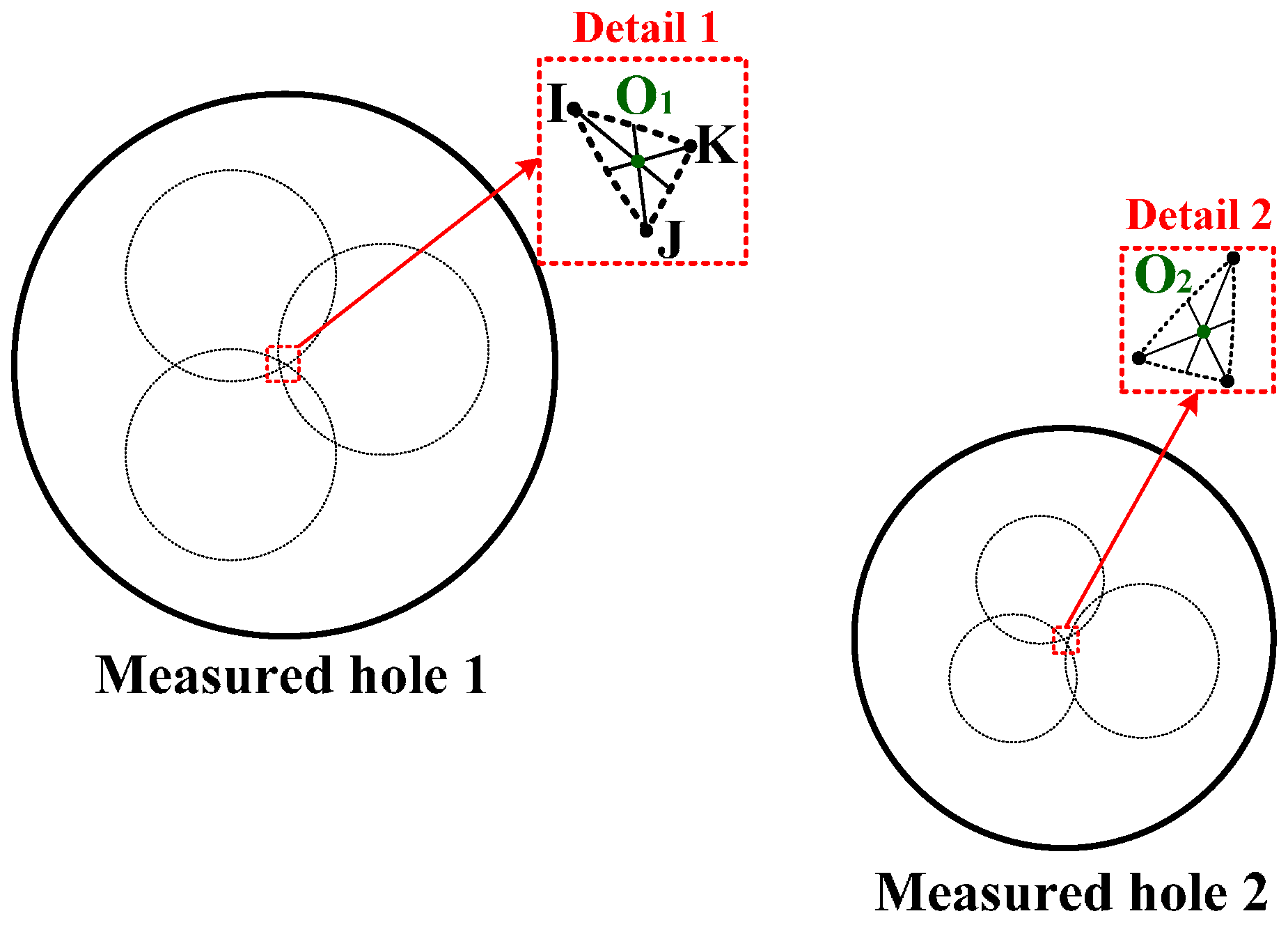
4. The Error Discussion on Practical Application
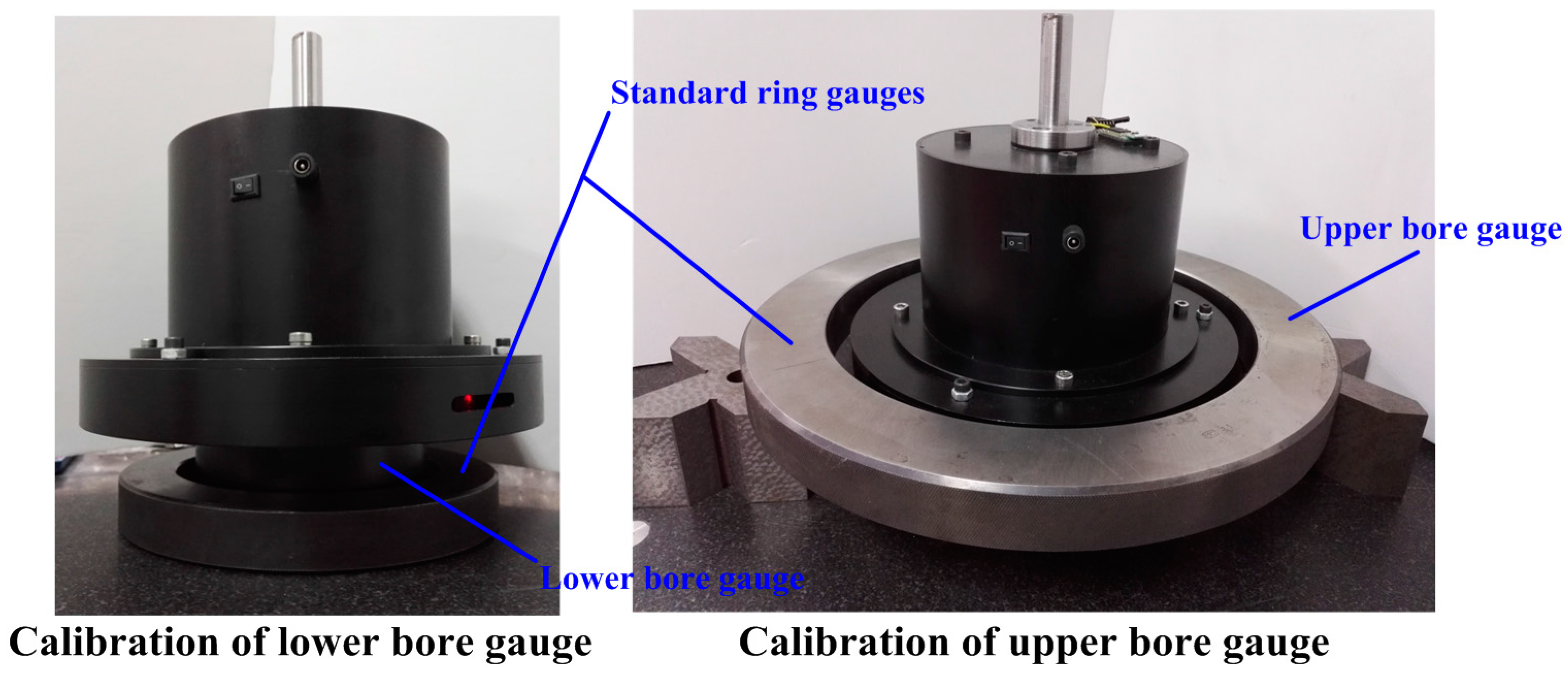
4.1. Data Sample for Calibrating Intrinsic Parameters
4.2. Actual Measurement of a Connecting Rod
5. The Experiment
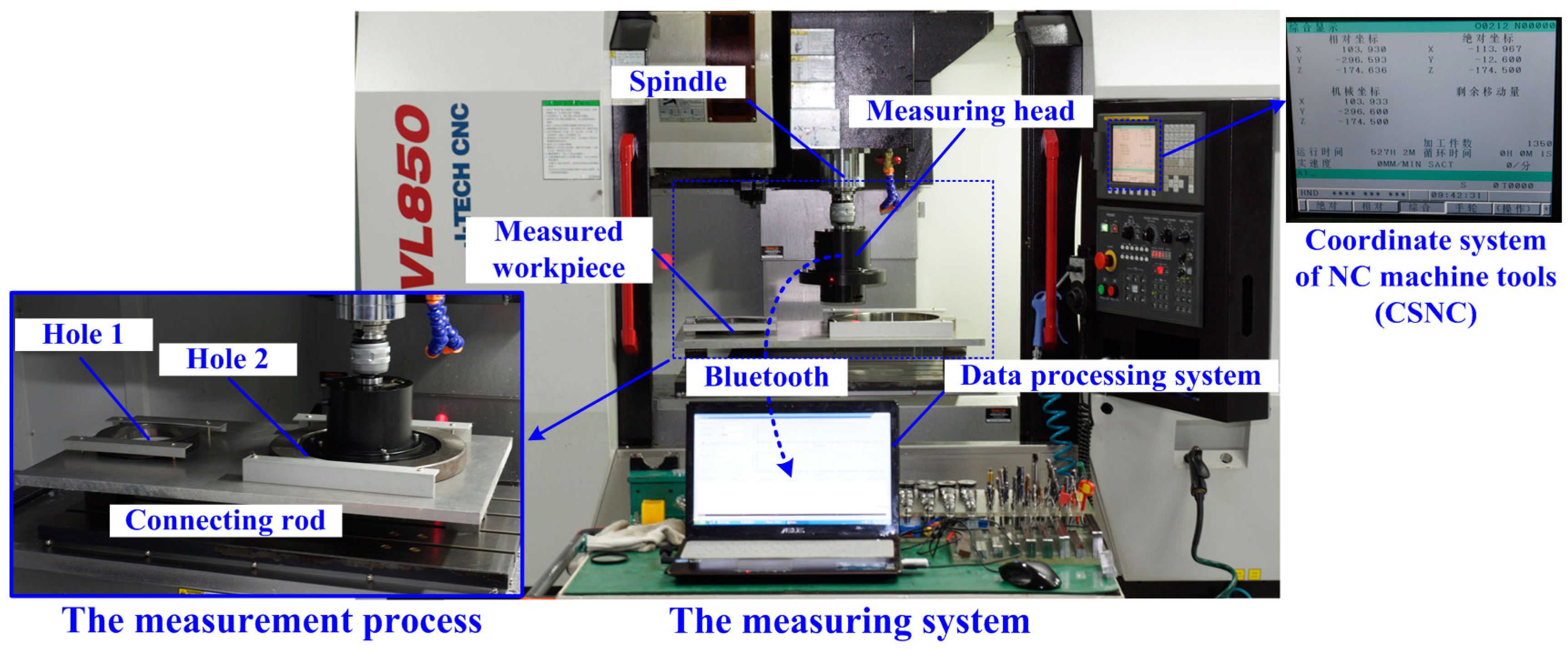
- Step 1
- The measuring head is installed onto the spindle of the NC machine.
- Step 2
- The lower bore gauge of the measuring head is put inside hole 1 (the smaller hole). The measurement data are transmitted to the data processing system through Bluetooth.
- Step 3
- The relative positions between the measuring head and the measured hole are changed three times and the measurement data with their corresponding coordinates in the CSNC are recorded.
- Step 4
- In a similar way, the bigger hole can be measured by the upper bore gauge of the measuring head.
- Step 5
- The measuring data are finally computed by the data processing system and shown on the liquid-crystal display.
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sudatham, W.; Matsumoto, H.; Takahashi, S.; Takamasu, K. Verification of the positioning accuracy of industrial coordinate measuring machine using optical-comb pulsed interferometer with a rough metal ball target. Precis. Eng. 2015, 41, 63–67. [Google Scholar] [CrossRef]
- Mian, S.H.; Al-Ahmari, A. Enhance performance of inspection process on Coordinate Measuring Machine. Measurement 2014, 47, 78–91. [Google Scholar] [CrossRef]
- Mansour, G. A developed algorithm for simulation of blades to reduce the measurement points and time on coordinate measuring machine (CMM). Measurement 2014, 54, 51–57. [Google Scholar] [CrossRef]
- Peggs, G.N.; Maropoulos, P.G.; Hughes, E.B.; Forbes, A.B.; Robson, S.; Ziebart, M.; Muralikrishnan, B. Recent developments in large-scale dimensional metrology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 571–595. [Google Scholar] [CrossRef]
- Renishaw, Manual Systems. Available online: http://www.renishaw.com/en/manual-systems--6657 (accessed on 31 December 2014).
- Gilbert, A.B.; Yilmaz, B.; Seidt, J.D.; McGlumphy, E.A.; Clelland, N.L.; Chien, H.H. Three-Dimensional Displacement of Nine Different Abutments for an Implant with an Internal Hexagon Platform. Int. J. Oral Maxillofac. Implants 2015, 30, 781–788. [Google Scholar] [CrossRef] [PubMed]
- Alblalaihid, K.; Kinnell, P.; Lawes, S.; Desgaches, D.; Leach, R. Performance assessment of a new variable stiffness probing system for micro-CMMs. Sensors 2016, 16, 492. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ito, S.; Matsuura, D.; Meguro, T.; Goto, S.; Shimizu, Y.; Gao, W.; Adachi, S.; Omiya, K. On-machine form measurement of high precision ceramics parts by using a laser displacement sensor. J. Adv. Mech. Des. Syst. Manuf. 2014, 8. [Google Scholar] [CrossRef]
- Liu, Z.; Li, X.; Li, F.; Wei, X.; Zhang, G. Fast and flexible movable vision measurement for the surface of a large-sized object. Sensors 2015, 15, 4643–4657. [Google Scholar] [CrossRef] [PubMed]
- Arriandiaga, A.; Portillo, E.; Sánchez, J.A.; Cabanes, I.; Pombo, I. Virtual sensors for on-line wheel wear and part roughness measurement in the grinding process. Sensors 2014, 14, 8756–8778. [Google Scholar] [CrossRef] [PubMed]
- Yin, Z.; Li, S.; Tian, F. Exact reconstruction method for on-machine measurement of profile. Precis. Eng. 2014, 38, 969–978. [Google Scholar] [CrossRef]
- Li, B.; Li, F.; Liu, H.; Cai, H.; Mao, X.; Peng, F. A measurement strategy and an error-compensation model for the on-machine laser measurement of large-scale free-form surfaces. Meas. Sci. Technol. 2013, 25, 15204. [Google Scholar] [CrossRef]
- Ibaraki, S.; Kimura, Y.; Nagai, Y.; Nishikawa, S. Formulation of influence of machine geometric errors on five-axis on-machine scanning measurement by using a laser displacement sensor. J. Manuf. Sci. Eng. 2015, 137, 021013. [Google Scholar] [CrossRef]
- Bi, Q.; Huang, N.; Sun, C.; Wang, Y.; Zhu, L.; Ding, H. Identification and compensation of geometric errors of rotary axes on five-axis machine by on-machine measurement. Int. J. Mach. Tools Manuf. 2015, 89, 182–191. [Google Scholar] [CrossRef]
- Jiang, Z.; Song, B.; Zhou, X.; Tang, X.; Zheng, S. On-machine measurement of location errors on five-axis machine tools by machining tests and a laser displacement sensor. Int. J. Mach. Tools Manuf. 2015, 95, 1–12. [Google Scholar] [CrossRef]
- Vázquez, E.; Gomar, J.; Ciurana, J.; Rodríguez, C.A. Evaluation of machine-tool motion accuracy using a CNC machining center in micro-milling processes. Int. J. Adv. Manuf. Technol. 2015, 76, 219–228. [Google Scholar] [CrossRef]
- Hong, C.; Ibaraki, S. Non-contact R-test with laser displacement sensors for error calibration of five-axis machine tools. Precis. Eng. 2013, 37, 159–171. [Google Scholar] [CrossRef] [Green Version]
- Janusiewicz, A.; Adamczak, S.; Makieła, W.; Stępień, K. Determining the theoretical method error during an on-machine roundness measurement. Measurement 2011, 44, 1761–1767. [Google Scholar] [CrossRef]
- Fuertes, J.P.; Luis, C.J.; Luri, R.; Salcedo, D.; León, J.; Puertas, I. Design, simulation and manufacturing of a connecting rod from ultra-fine grained material and isothermal forging. J. Manuf. Process. 2016, 21, 56–68. [Google Scholar] [CrossRef]
- Strozzi, A.; Baldini, A.; Giacopini, M.; Bertocchi, E.; Mantovani, S. A repertoire of failures in connecting rods for internal combustion engines, and indications on traditional and advanced design methods. Eng. Fail. Anal. 2016, 60, 20–39. [Google Scholar] [CrossRef]
- Shi, Y.; Sun, C.; Wang, P.; Wang, Z.; Duan, H. High-speed measurement algorithm for the position of holes in a large plane. Opt. Lasers Eng. 2012, 50, 1828–1835. [Google Scholar] [CrossRef]
- Zhang, J.; Sanderson, A.C. JADE: Adaptive differential evolution with optional external archive. IEEE Trans. Evol. Comput. 2009, 13, 945–958. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The Lower Bore Gauge (°, mm) | |||||
| θ1 | θ2 | θ3 | θ4 | θ5 | r |
| 29.832 | 29.316 | 1.283 | −1.119 | 1.938 | 71.3320 |
| The Upper Bore Gauge (°, mm) | |||||
| θ1 | θ2 | θ3 | θ4 | θ5 | r |
| 29.727 | 29.576 | −0.345 | 1.461 | 1.618 | 70.9794 |
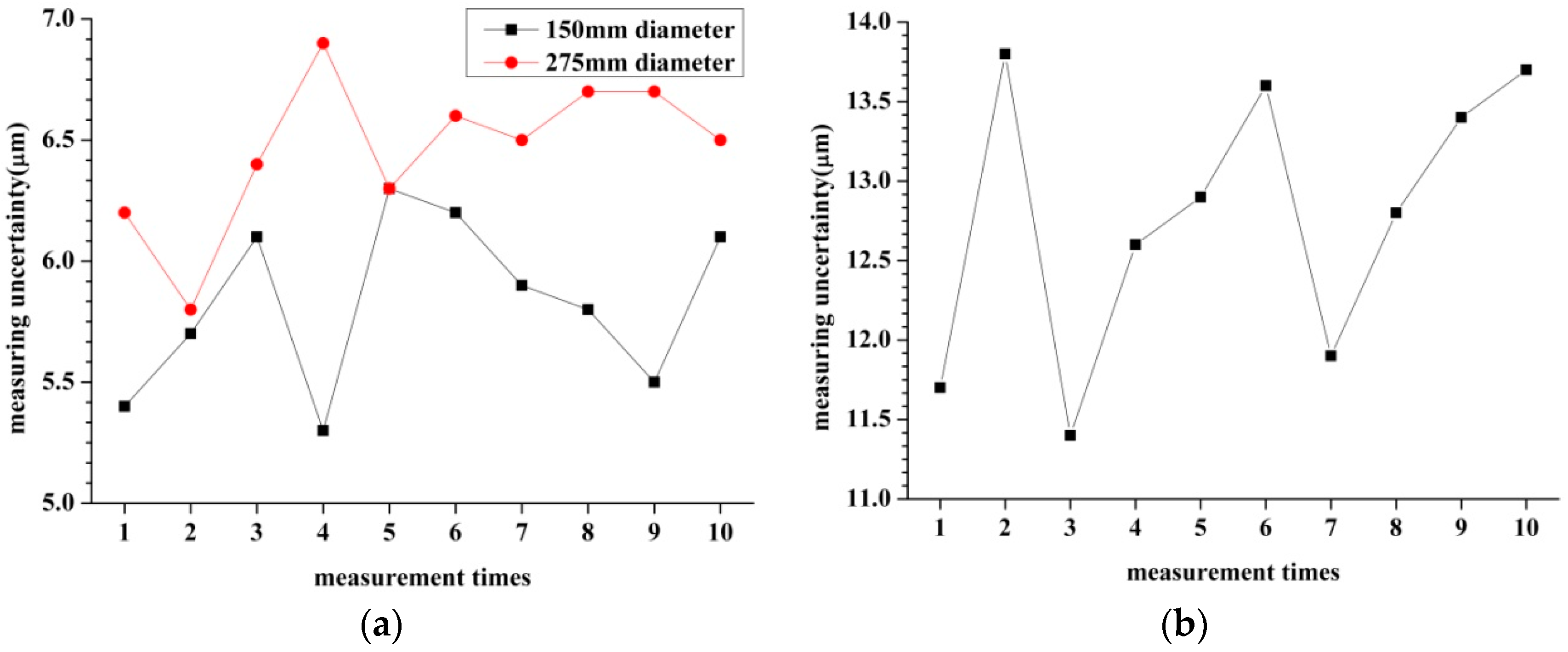
| Inner Diameter of Smaller Hole | Inner Diameter of Bigger Hole | Hole–Center Distance | |
|---|---|---|---|
| Measured value (mm) | 150.0172 | 275.0231 | 350.0063 |
| Standard value (mm) | 150.0227 | 275.0292 | 350.0185 |
| Measuring error (μm) | 5.5 | 6.1 | 12.2 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.-Q.; Wang, Z.; Fu, L.-H. A Fast and in-Situ Measuring Method Using Laser Triangulation Sensors for the Parameters of the Connecting Rod. Sensors 2016, 16, 1679. https://doi.org/10.3390/s16101679
Li X-Q, Wang Z, Fu L-H. A Fast and in-Situ Measuring Method Using Laser Triangulation Sensors for the Parameters of the Connecting Rod. Sensors. 2016; 16(10):1679. https://doi.org/10.3390/s16101679
Chicago/Turabian StyleLi, Xing-Qiang, Zhong Wang, and Lu-Hua Fu. 2016. "A Fast and in-Situ Measuring Method Using Laser Triangulation Sensors for the Parameters of the Connecting Rod" Sensors 16, no. 10: 1679. https://doi.org/10.3390/s16101679
APA StyleLi, X.-Q., Wang, Z., & Fu, L.-H. (2016). A Fast and in-Situ Measuring Method Using Laser Triangulation Sensors for the Parameters of the Connecting Rod. Sensors, 16(10), 1679. https://doi.org/10.3390/s16101679