
Methods and Research for Multi-Component Cutting Force Sensing Devices and Approaches in Machining


Abstract
:1. Introduction
- (a)
- Characterizing, modeling and optimizing the cutting process. Understanding the metal cutting mechanism such as effects of cutting variables on the cutting force, and then enabling the process planner to decide the optimal cutting conditions such as the cutting speed and feed rate.
- (b)
- Monitoring the cutting tool condition such as cutter deflection and breakage. Predicting the real-time tool wear and tool failure. Analyzing the stresses of the cutter and machine tool. Verifying the conformity of dimensions, surface location error and surface finish to its geometric tolerances.
- (c)
- Detecting the chatter vibrations and stability of the cutting process, providing information useful for mechanical design of cutters, machine tools and their spindle bearings.
2. Cutting Force Sensing Techniques
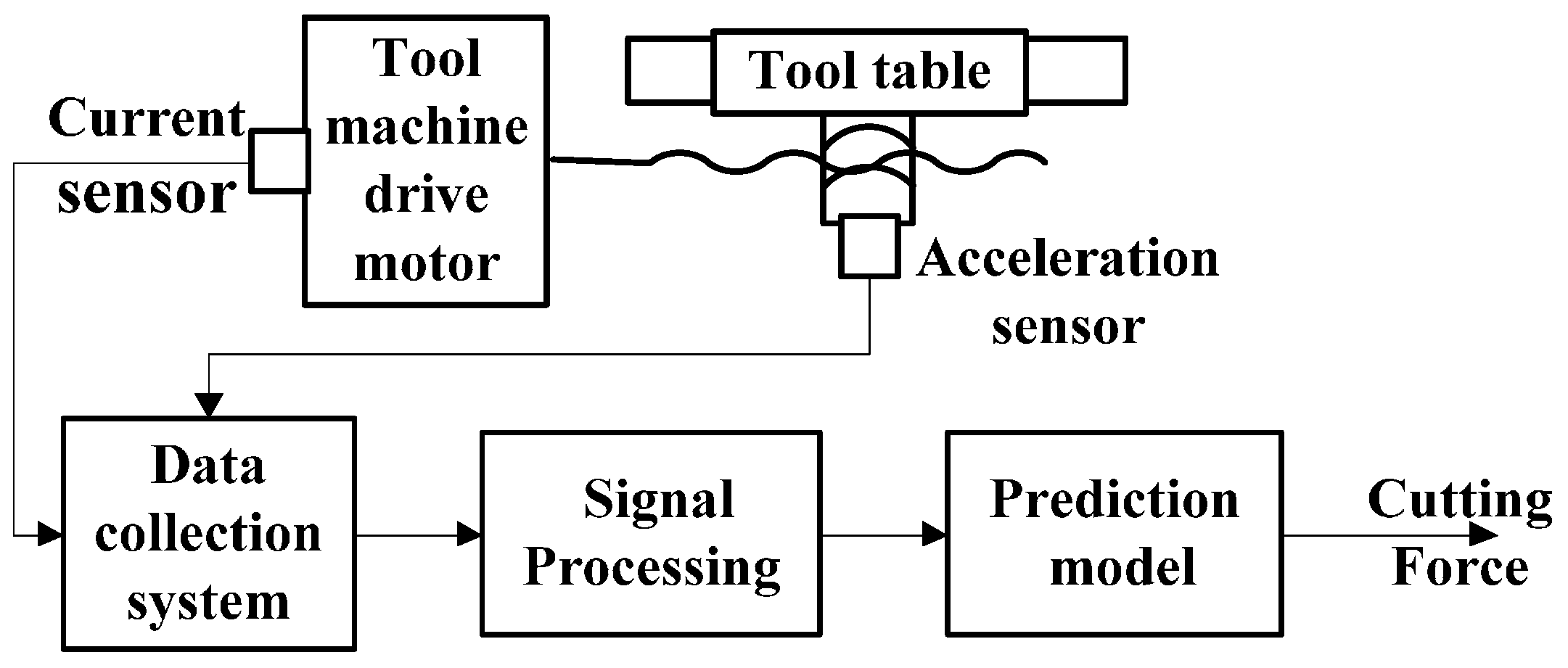
2.1. Current-Sensor-Based Cutting Force Sensing Systems
2.2. Strain Gauge Cutting Force Sensing Systems
2.3. Capacitive Cutting Force Sensing Systems
2.4. Optoelectronic Cutting Force Sensing Systems
2.5. Piezoelectric Cutting Force Sensing Systems
3. Application and Processing of the Acquired Cutting Force Information
3.1. Adaptive Control
3.2. Predicting and Evaluating Real-Time Tool Wear and Tool Breakage
3.3. Detecting and Controlling Chatter
3.4. Other Applications with Multi-Component Cutting Force Information
4. Discussion and Conclusions
- Multi-component cutting force sensing techniques: the emergency of new force sensing technology such as vision-based and fiber Bragg grating sensors-based sensing techniques, MEMS-based sensing systems, optoelectronic based devices, and film based sensors will make it possible to measure the multi-component cutting force with higher performance. Specifically, piezoelectric cutting force sensing system is ideally suited for the detection of the multi-component cutting force due to its high frequency response and high dynamic range. Other sensing techniques can be used in different machining applications. For example, vision-based force sensing technology for micro-machining operations.
- Frequency bandwidth: the strain gauge cutting force sensing system is restricted to be applied in the high speed machining operations due to its limited frequency bandwidth. Dynamic behavior of the machining system is various with the machine tool type, cutting conditions, workpiece and cutting tools. Therefore, multi-component cutting force sensing system with superior dynamic performance can achieve stable long-term frequency behavior, and will be used as a common sensing system for different machining operations.
- From single component to multiple components: more and more cutting force sensing systems for modern machine tools can measure the force with multiple components. Right now the commonly available systems always have two or three force components, and it will be remarkable to upgrade the sensing system with three additional torque components.
- Overload protection: to avoid fatal damage due to excessive cutting force, overload protection in both mechanism and software keeps drawing attention in the design and development of multi-component cutting force sensing systems. Additionally, overload protection is capable of preventing accuracy variation of the machining operations under excessive cutting conditions. However, no mature overload protection for multi-component cutting force sensing system or unmanned machining operations is available until now.
- Stiffer cutting force sensing systems: the stiffness of the machining system depends on the component with minimum stiffness. For direct cutting force measurement approaches, the cutting force sensing system is always the weakest component in the force-flux flow of the machining system. Therefore, the modern machine tools can benefit from cutting force sensing system with higher stiffness. Simulation-driven design, multi-objectives optimization, and optimization exploration could be used to design and develop stiffer cutting force sensing systems.
- Multi-sensor data fusion system: other than cutting force sensing systems, other kinds of sensors such as accelerometers, dimensional, proximity, vibration and acoustic emission sensors and their signals could be used to gather more valuable and accurate information. Feature extraction processes and decision making methods are helpful to obtain useful features and improve the efficiency of the inspection.
- Modern machine tools and smart machining: intelligence level of the manufacturing process could be heightened by using adaptive cutting force control, on-line monitoring real-time tool wear and tool breakage, error compensation, etc.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tlusty, J.; Andrews, G.C. A critical review of sensors for unmanned machining. CIRP Ann. Manuf. Technol. 1983, 32, 563–572. [Google Scholar] [CrossRef]
- Totis, G.; Adams, O.; Sortino, M.; Veselovac, D.; Klocke, F. Development of an innovative plate dynamometer for advanced milling and drilling applications. Measurement 2014, 49, 164–181. [Google Scholar] [CrossRef]
- Elbestawi, M.A.; Dumitrescu, M. Tool condition monitoring in machining-neural networks. Inf. Technol. Balanced Manuf. Syst. 2006, 220, 5–16. [Google Scholar]
- Matsushima, K.; Bertok, P.; Sata, T. In process detection of tool breakage by monitoring the spindle current of a machine tool. Meas. Control Batch Manuf. 1982, 1, 145–154. [Google Scholar]
- Penedo, F.; Haber, R.E.; Gajate, A. Hybrid incremental modeling based on least squares and Fuzzy-NN for monitoring tool wear in turning processes. IEEE Trans. Ind. Inform. 2012, 8, 811–818. [Google Scholar] [CrossRef] [Green Version]
- Zhou, J.H.; Pang, C.K.; Lewis, F.L. Intelligent diagnosis and prognosis of tool wear using dominant feature identification. IEEE Trans. Ind. Inform. 2009, 5, 454–464. [Google Scholar] [CrossRef]
- Constantinides, N.; Bennett, S. An investigation of methods for the on-line estimation of tool wear. Int. J. Mach. Tool. Manuf. 1987, 27, 225–237. [Google Scholar] [CrossRef]
- Huo, D.; Choong, Z.J.; Shi, Y.; Hedley, J.; Zhao, Y. Diamond micro-milling of lithium niobate for sensing applications. J. Micromech. Microeng. 2016, 26, 1–10. [Google Scholar] [CrossRef]
- Liang, Q.; Zhang, D.; Coppola, G.; Mao, J.; Sun, W.; Wang, Y.; Ge, Y. Design and Analysis of a Sensor System for Cutting Force Measurement in Machining Processes. Sensors 2016, 16. [Google Scholar] [CrossRef] [PubMed]
- Segreto, T.; Simeone, A.; Teti, R. Multiple sensor monitoring in nickel alloy turning for tool wear assessment via sensor fusion. Procedia CIRP 2013, 12, 85–90. [Google Scholar] [CrossRef]
- Zuperl, U.; Irgolic, T.; Cus, F. Surface Roughness Monitoring in Cutting Force Control System. Proc. Manuf. Syst. 2015, 10, 59–64. [Google Scholar]
- Chen, Y.L.; Shimizu, Y.; Cai, Y.; Wang, S.; Ito, S.; Ju, B.F.; Gao, W. Self-evaluation of the cutting edge contour of a microdiamond tool with a force sensor integrated fast tool servo on an ultra-precision lathe. Int. J. Adv. Manuf. Technol. 2015, 77, 2257–2267. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, Y.; Fei, J.; Zhao, Y.; Li, X.; Gao, Y. Development of a Tri-Axial Cutting Force Sensor for the Milling Process. Sensors 2016, 16. [Google Scholar] [CrossRef] [PubMed]
- Shin, B.C.; Ha, S.J.; Cho, M.W.; Seo, T.I.; Yoon, G.S.; Heo, Y.M. Indirect cutting force measurement in the micro end-milling process based on frequency analysis of sensor signals. J. Mech. Sci. Technol. 2010, 24, 165–168. [Google Scholar] [CrossRef]
- Auchet, S.; Chevrier, P.; Lacour, M.; Lipinski, P. A new method of cutting force measurement based on command voltages of active electro-magnetic bearings. Int. J. Mach. Tool. Manuf. 2004, 44, 1441–1449. [Google Scholar] [CrossRef]
- Tuysuz, O.; Altintas, Y.; Feng, H.Y. Prediction of cutting forces in three and five-axis ball-end milling with tool indentation effect. Int. J. Mach. Tools Manuf. 2013, 66, 66–81. [Google Scholar] [CrossRef]
- Tsai, C.; Liao, Y. Cutting force prediction in ball-end milling with inclined feed by means of geometrical analysis. Int. J. Adv. Manuf. Technol. 2010, 46, 529–541. [Google Scholar] [CrossRef]
- Fussell, B.K.; Jerard, R.B.; Hemmett, J.G. Modeling of cutting geometry and forces for 5-axis sculptured surface machining. Comput. Aided Des. 2003, 35, 333–346. [Google Scholar] [CrossRef]
- Ferry, W.B.; Altintas, Y. Virtual five-axis flank milling of jet engine impellers—Part I: Mechanics of five-axis flank milling. J. Manuf. Sci. Eng. 2008, 130. [Google Scholar] [CrossRef]
- Rao, B.C.; Gao, R.X.; Friedrich, C.R. Integrated force measurement for on-line cutting geometry inspection. IEEE Trans. Instrum. Meas. 1995, 44, 977–980. [Google Scholar] [CrossRef]
- Kim, J.H.; Chang, H.K.; Han, D.C.; Jang, D.Y.; Oh, S.I. Cutting force estimation by measuring spindle displacement in milling process. CIRP Ann. Manuf. Technol. 2005, 54, 67–70. [Google Scholar] [CrossRef]
- Kim, J.D.; Kim, D.S. Development of a combined-type tool dynamometer with a piezo-film accelerometer for an ultra-precision lathe. J. Mater. Process. Technol. 1997, 71, 360–366. [Google Scholar] [CrossRef]
- Jin, W.L.; Venuvinod, P.K.; Wang, X. An optical fibre sensor based cutting force measuring device. Int. J. Mach. Tools Manuf. 1995, 35, 877–883. [Google Scholar] [CrossRef]
- Liang, Q.; Zhang, D.; Ge, Y.; Song, Q. A novel miniature four-dimensional force/torque sensor with overload protection mechanism. IEEE Sens. J. 2009, 9, 1741–1747. [Google Scholar] [CrossRef]
- Liang, Q.; Zhang, D.; Coppola, G.; Wang, Y.; Sun, W.; Ge, Y. Multi-Dimensional MEMS/Micro Sensor for Force and Moment Sensing: A Review. IEEE Sens. J. 2014, 14, 2643–2657. [Google Scholar] [CrossRef]
- Park, S.S. High Frequency Bandwidth Cutting Force Measurements in Milling Using the Spindle Integrated Force Sensor System. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 2003. [Google Scholar]
- Jantunen, E. A summary of methods applied to tool condition monitoring in drilling. Int. J. Mach. Tools Manuf. 2002, 42, 997–1010. [Google Scholar] [CrossRef]
- Bayo, E.; Stubbe, J.R. Six-axis force sensor evaluation and a new type of optimal frame truss design for robotic applications. J. Robot. Syst. 1989, 6, 191–208. [Google Scholar] [CrossRef]
- Svinin, M.M.; Uchiyama, M. Optimal geometric structures of force/torque sensors. Int. J. Robot. Res. 1995, 14, 560–573. [Google Scholar] [CrossRef]
- Yaldız, S.; Ünsaçar, F. A dynamometer design for measurement the cutting forces on turning. Measurement 2006, 39, 80–89. [Google Scholar] [CrossRef]
- Liu, M.; Zhou, Z.; Tao, X.; Tan, Y. A dynamometer design and analysis for measurement the cutting forces on turning based on optical fiber Bragg Grating sensor. In Proceedings of the 2012 10th World Congress on Intelligent Control and Automation (WCICA), Beijing, China, 6–8 July 2012.
- Kim, T.Y.; Kim, J. Adaptive cutting force control for a machining center by using indirect cutting force measurements. Int. J. Mach. Tools Manuf. 1996, 36, 925–937. [Google Scholar] [CrossRef]
- Martellotti, M.E. An analysis of the milling process. Trans. ASME 1941, 63, 677–700. [Google Scholar]
- Tlusty, J.; Macneil, P. Dynamics of cutting forces in end milling. Ann. CIRP 1975, 24, 21–25. [Google Scholar]
- Kline, W.A.; DeVor, R.E.; Lindberg, J.R. The prediction of cutting forces in end milling with application to cornering cuts. Int. J. Mach. Tool Des. Res. 1982, 22, 7–22. [Google Scholar] [CrossRef]
- Euan, I.G.; Ozturk, E.; Sims, N.D. Modeling Static and Dynamic Cutting Forces and Vibrations for Inserted Ceramic Milling Tools. Procedia CIRP 2013, 8, 564–569. [Google Scholar] [CrossRef]
- Schmitz, T.L.; Smith, K.S. Machining Dynamics: Frequency Response to Improved Productivity; Springer: Berlin, Germany, 2008. [Google Scholar]
- Teitenberg, M.; Bayoumi, A.E.; Yucessan, G. Tool wear modeling through analytical mechanistic model of milling process. Wear 1992, 154, 287–304. [Google Scholar] [CrossRef]
- Choudhury, S.K.; Rath, S. In-process tool wear estimation in milling using cutting force model. J. Mater. Process. Technol. 2000, 99, 113–119. [Google Scholar] [CrossRef]
- Zaman, M.T.; Kumar, A.S.; Rahman, M.; Sreeram, S. A three-dimensional analytical cutting force model for micro end milling operation. Int. J. Mach. Tools Manuf. 2006, 46, 353–366. [Google Scholar] [CrossRef]
- Bao, W.Y.; Tansel, I. Modeling micro end milling operations, Part I: Analytical cutting force model. Int. J. Mach. Tool Manuf. 2000, 40, 2155–2173. [Google Scholar] [CrossRef]
- Stein, J.L.; Colvin, D.; Clever, G.; Wang, C.-H. Evaluation of DC servo machine tool feed drives as force sensors. Trans. ASME J. Dyn. Syst. Meas. Control 1986, 108, 279–288. [Google Scholar] [CrossRef]
- Altintas, Y. Prediction of cutting forces and tool breakage in milling from feed drive current measurements. Trans. ASME J. Eng. Ind. 1992, 114, 386–392. [Google Scholar] [CrossRef]
- Altintas, Y.; Dong, C.L. Design and analysis of a modular CNC system for machining control and monitoring. In Modeling of Machine Tools: Accuracy, Dynamics, and Control; American Society of Mechanical Engineers (ASME): New York, NY, USA, 1993; Volume 45, pp. 199–208. [Google Scholar]
- Kim, T.Y.; Woo, J.; Shin, D.; Kim, J. Indirect cutting force measurement in multi-axis simultaneous NC milling processes. Int. J. Mach. Tools Manuf. 1999, 39, 1717–1731. [Google Scholar] [CrossRef]
- Li, X. Development of current sensor for cutting force measurement in turning. IEEE Trans. Instrum. Meas. 2005, 54, 289–296. [Google Scholar] [CrossRef]
- Li, X.; Li, H.X.; Guan, X.P.; Du, R. Fuzzy estimation of feed-cutting force from current measurement-a case study on intelligent tool wear condition monitoring. IEEE Trans. Syst. Man Cybern. Part C Appl. Rev. 2004, 34, 506–512. [Google Scholar] [CrossRef]
- Kim, D.; Jeon, D. Fuzzy-logic control of cutting forces in CNC milling processes using motor currents as indirect force sensors. Precis. Eng. 2011, 35, 143–152. [Google Scholar] [CrossRef]
- Santochi, M.; Dini, G.; Tantussi, G.; Beghini, M. A sensor-integrated tool for cutting force monitoring. CIRP Ann. Manuf. Technol. 1997, 46, 49–52. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhao, Y.; Wang, C.; Liang, S.; Cheng, R.; Qin, Y.; Hu, T. Design and development of a cutting force sensor based on semi-conductive strain gauge. Sens. Actuators A Phys. 2016, 237, 119–127. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhao, Y.; Liang, S.; Zhou, G. A High Performance Sensor for Triaxial Cutting Force Measurement in Turning. Sensors 2015, 15, 7969–7984. [Google Scholar] [CrossRef] [PubMed]
- Şeker, U.; Kurt, A.; Ciftci, I. Design and construction of a dynamometer for measurement of cutting forces during machining with linear motion. Mater. Des. 2002, 23, 355–360. [Google Scholar] [CrossRef]
- Jain, R.; Rathore, J.K.; Gorana, V.K. Design, Development and Testing of a Three Component Lathe Tool Dynamometer Using Resistance Strain Gauges. In CAD/CAM, Robotics and Factories of the Future; Springer: New Delhi, India, 2016; pp. 13–21. [Google Scholar]
- Pathri, B.P.; Garg, A.K.; Unune, D.R.; Mali, H.S.; Dhami, S.S.; Nagar, R. Design and Fabrication of a Strain Gauge Type 3-axis Milling Tool Dynamometer: Fabrication and Testing. Int. J. Mater. Form. Mach. Process. 2016, 3, 1–15. [Google Scholar] [CrossRef]
- Uddin, M.S.; Songyi, D. On the design and analysis of an octagonal–ellipse ring based cutting force measuring transducer. Measurement 2016, 90, 168–177. [Google Scholar] [CrossRef]
- Albrecht, A.; Park, S.S.; Altintas, Y.; Pritschow, G. High frequency bandwidth cutting force measurement in milling using capacitance displacement sensors. Int. J. Mach. Tools Manuf. 2005, 45, 993–1008. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, Z.; Zhou, Z.; Peng, S.; Tan, Y. A new method based on Fiber Bragg grating sensor for the milling force measurement. Mechatronics 2015, 31, 22–29. [Google Scholar] [CrossRef]
- Bartow, M.J.; Calvert, S.G.; Bayly, P.V. Fiber Bragg grating sensors for dynamic machining applications. In Proceedings of the Sixth Pacific Northwest Fiber Optic Sensor Workshop, Troutdale, OR, USA, 14–15 May 2003.
- Tahir, N.H.M.; Muhammad, R.; Ghani, J.A.; Nuawi, M.Z.; Haron, C.H.C. Monitoring the flank wear using piezoelectric of rotating tool of main cutting force in end milling. J. Teknol. 2016, 78. [Google Scholar] [CrossRef]
- Zhu, X.; Lin, B.; Liu, L.; Luan, Y. Power Transfer Performance and Cutting Force Effects of Contactless Energy Transfer System for Rotary Ultrasonic Grinding. IEEE Trans. Ind. Electron. 2016, 63, 2785–2795. [Google Scholar] [CrossRef]
- Hübner, H.B.; de Souza, A.J. Evaluation of Machining Forces in Asymmetrical Face Milling of Cast Iron DIN GGG50. In Key Engineering Materials; Trans Tech Publications: Pfaffikon, Switzerland, 2015; Volume 656, pp. 271–276. [Google Scholar]
- Totis, G.; Sortino, M. Development of a modular dynamometer for triaxial cutting force measurement in turning. Int. J. Mach. Tools Manuf. 2011, 51, 34–42. [Google Scholar] [CrossRef]
- Totis, G.; Wirtz, G.; Sortino, M.; Veselovac, D.; Kuljanic, E.; Klocke, F. Development of a dynamometer for measuring individual cutting edge forces in face milling. Mech. Syst. Signal Process. 2010, 24, 1844–1857. [Google Scholar] [CrossRef]
- Chae, J.; Park, S.S. High frequency bandwidth measurements of micro cutting forces. Int. J. Mach. Tools Manuf. 2007, 47, 1433–1441. [Google Scholar] [CrossRef]
- Castro, L.R.; Viéville, P.; Lipinski, P. Correction of dynamic effects on force measurements made with piezoelectric dynamometers. Int. J. Mach. Tools Manuf. 2006, 46, 1707–1715. [Google Scholar] [CrossRef]
- Karabulut, Ş. Optimization of surface roughness and cutting force during AA7039/Al2O3 metal matrix composites milling using neural networks and Taguchi method. Measurement 2015, 66, 139–149. [Google Scholar] [CrossRef]
- Lian, R.J.; Lin, B.F.; Huang, J.H. A grey prediction fuzzy controller for constant cutting force in turning. Int. J. Mach. Tools Manuf. 2005, 45, 1047–1056. [Google Scholar] [CrossRef]
- Zuperl, U.; Cus, F.; Reibenschuh, M. Neural control strategy of constant cutting force system in end milling. Robot. Comput. Integr. Manuf. 2011, 27, 485–493. [Google Scholar] [CrossRef]
- Zuperl, U.; Cus, F.; Milfelner, M. Fuzzy control strategy for an adaptive force control in end-milling. J. Mater. Process. Technol. 2005, 164, 1472–1478. [Google Scholar] [CrossRef]
- Kurada, S.; Bradley, C. A review of machine vision sensors for tool condition monitoring. Comput. Ind. 1997, 34, 55–72. [Google Scholar] [CrossRef]
- Siddhpura, A.; Paurobally, R. A review of flank wear prediction methods for tool condition monitoring in a turning process. Int. J. Adv. Manuf. Technol. 2013, 65, 371–393. [Google Scholar] [CrossRef]
- Afazov, S.M.; Zdebski, D.; Ratchev, S.M.; Segal, J.; Liu, S. Effects of micro-milling conditions on the cutting forces and process stability. J. Mater. Process. Technol. 2013, 213, 671–684. [Google Scholar] [CrossRef]
- Liu, T.I.; Jolley, B. Tool condition monitoring (TCM) using neural networks. Int. J. Adv. Manuf. Technol. 2015, 78, 1999–2007. [Google Scholar] [CrossRef]
- Jemielniak, K.; Szafarczyk, M. Detection of cutting edge breakage in turning. CIRP Ann. Manuf. Technol. 1992, 41, 97–100. [Google Scholar] [CrossRef]
- Li, X.; Djordjevich, A.; Venuvinod, P.K. Current-sensor-based feed cutting force intelligent estimation and tool wear condition monitoring. IEEE Trans. Ind. Electron. 2000, 47, 697–702. [Google Scholar] [CrossRef]
- Salgado, D.R.; Alonso, F.J. An approach based on current and sound signals for in-process tool wear monitoring. Int. J. Mach. Tools Manuf. 2007, 47, 2140–2152. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Vasiliadis, E.; Chryssolouris, G. Tool wear predictability estimation in milling based on multi-sensorial data. Int. J. Adv. Manuf. Technol. 2016, 82, 509–521. [Google Scholar] [CrossRef]
- Balsamo, V.; Caggiano, A.; Jemielniak, K.; Kossakowska, J.; Nejman, M.; Teti, R. Multi Sensor Signal Processing for Catastrophic Tool Failure Detection in Turning. Procedia CIRP 2016, 41, 939–944. [Google Scholar] [CrossRef]
- Selvaraj, D.P.; Chandramohan, P.; Mohanraj, M. Optimization of surface roughness, cutting force and tool wear of nitrogen alloyed duplex stainless steel in a dry turning process using Taguchi method. Measurement 2014, 49, 205–215. [Google Scholar] [CrossRef]
- Rizal, M.; Ghani, J.A.; Nuawi, M.Z.; Haron, C.H.C. The Application of I-kaz TM-based Method for Tool Wear Monitoring Using Cutting Force Signal. Procedia Eng. 2013, 68, 461–468. [Google Scholar] [CrossRef]
- Huang, S.N.; Tan, K.K.; Wong, Y.S.; De Silva, C.W.; Goh, H.L.; Tan, W.W. Tool wear detection and fault diagnosis based on cutting force monitoring. Int. J. Mach. Tools Manuf. 2007, 47, 444–451. [Google Scholar] [CrossRef]
- Kim, S.J.; Lee, H.U.; Cho, D.W. Prediction of chatter in NC machining based on a dynamic cutting force model for ball end milling. Int. J. Mach. Tools Manuf. 2007, 47, 1827–1838. [Google Scholar] [CrossRef]
- Munoa, J.; Beudaert, X.; Dombovari, Z.; Altintas, Y.; Budak, E.; Brecher, C.; Stepan, G. Chatter suppression techniques in metal cutting. CIRP Ann. Manuf. Technol. 2016, 65, 785–808. [Google Scholar] [CrossRef]
- Tobias, S.A.; Fishwick, W. Theory of regenerative machine tool chatter. Engineer 1958, 205, 199–203. [Google Scholar]
- Tlusty, J.; Polacek, M. The stability of machine tools against self-excited vibrations in machining. ASME Int. Res. Prod. Eng. 1963, 1, 465–474. [Google Scholar]
- Li, H.; Li, X. Modelling and simulation of chatter in milling using a predictive force model. Int. J. Mach. Tools Manuf. 2000, 40, 2047–2071. [Google Scholar] [CrossRef]
- Budak, E.; Altintas, Y. Analytical prediction of chatter stability in milling—Part I: General formulation. J. Dyn. Syst. Meas. Control 1998, 120, 22–30. [Google Scholar] [CrossRef]
- Budak, E.; Altintas, Y. Analytical prediction of chatter stability in milling—Part II: Application of the general formulation to common milling systems. J. Dyn. Syst. Meas. Control 1998, 120, 31–36. [Google Scholar] [CrossRef]
- Grossi, N.; Sallese, L.; Scippa, A.; Campatelli, G. Chatter stability prediction in milling using speed-varying cutting force coefficients. Procedia CIRP 2014, 14, 170–175. [Google Scholar] [CrossRef]
- Peng, C.; Wang, L.; Liao, T.W. A new method for the prediction of chatter stability lobes based on dynamic cutting force simulation model and support vector machine. J. Sound Vib. 2015, 354, 118–131. [Google Scholar] [CrossRef]
- Byrne, G.; O’Donnell, G.E. An integrated force sensor solution for process monitoring of drilling operations. CIRP Ann. Manuf. Technol. 2007, 56, 89–92. [Google Scholar] [CrossRef]
- Risbood, K.A.; Dixit, U.S.; Sahasrabudhe, A.D. Prediction of surface roughness and dimensional deviation by measuring cutting forces and vibrations in turning process. J. Mater. Process. Technol. 2003, 132, 203–214. [Google Scholar] [CrossRef]
- Ramesh, R.; Mannan, M.A.; Poo, A.N. Error compensation in machine tools—a review: Part I: Geometric, cutting-force induced and fixture-dependent errors. Int. J. Mach. Tools Manuf. 2000, 40, 1235–1256. [Google Scholar] [CrossRef]
- Segreto, T.; Caggiano, A.; Teti, R. Neuro-fuzzy System Implementation in Multiple Sensor Monitoring for Ni-Ti Alloy Machinability Evaluation. Procedia CIRP 2015, 37, 193–198. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measurement Type | Sensing Principle | Macroscopic Description | Advantages | Disadvantages | Typical Development |
|---|---|---|---|---|---|
| Indirect approach | Current | Current consumption of the driving motors of the machine tool |
|
| [32] |
| Voltage | Command voltages of magnetic bearings |
|
| [15] | |
| Direct approach | Strain gauge | Change in resistance due to cutting force |
|
| [22] |
| Capacitive | Change in capacitance due to cutting force |
|
| [21] | |
| optoelectronic | Change in refractive index due to cutting force |
|
| [23] | |
| Piezoelectric | Generation of surface charge due to cutting force |
|
| [20] |
| Year | IEEE Library | ASME Digital Conllection | Compendex | Springer-Link | SPIE Digital Library |
|---|---|---|---|---|---|
| 1970–1979 | 8 | 0 | 8 | 22 | 2 |
| 1980–1989 | 19 | 2 | 67 | 60 | 15 |
| 1990–1999 | 94 | 17 | 185 | 129 | 76 |
| 2000–2009 | 227 | 442 | 436 | 258 | 429 |
| 2010-present | 248 | 677 | 523 | 522 | 745 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, Q.; Zhang, D.; Wu, W.; Zou, K. Methods and Research for Multi-Component Cutting Force Sensing Devices and Approaches in Machining. Sensors 2016, 16, 1926. https://doi.org/10.3390/s16111926
Liang Q, Zhang D, Wu W, Zou K. Methods and Research for Multi-Component Cutting Force Sensing Devices and Approaches in Machining. Sensors. 2016; 16(11):1926. https://doi.org/10.3390/s16111926
Chicago/Turabian StyleLiang, Qiaokang, Dan Zhang, Wanneng Wu, and Kunlin Zou. 2016. "Methods and Research for Multi-Component Cutting Force Sensing Devices and Approaches in Machining" Sensors 16, no. 11: 1926. https://doi.org/10.3390/s16111926