
Nanomechanical Pyrolytic Carbon Resonators: Novel Fabrication Method and Characterization of Mechanical Properties

Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication
2.2. Determination of Pyrolyzed Photoresist Density and Thickness
2.3. Resonance Frequency Measurements
3. Results and Discussion
3.1. Fabrication with “Dry Etch-Pyrolysis” Process
3.2. Fabrication with “Pyrolysis-Dry Etch” Process
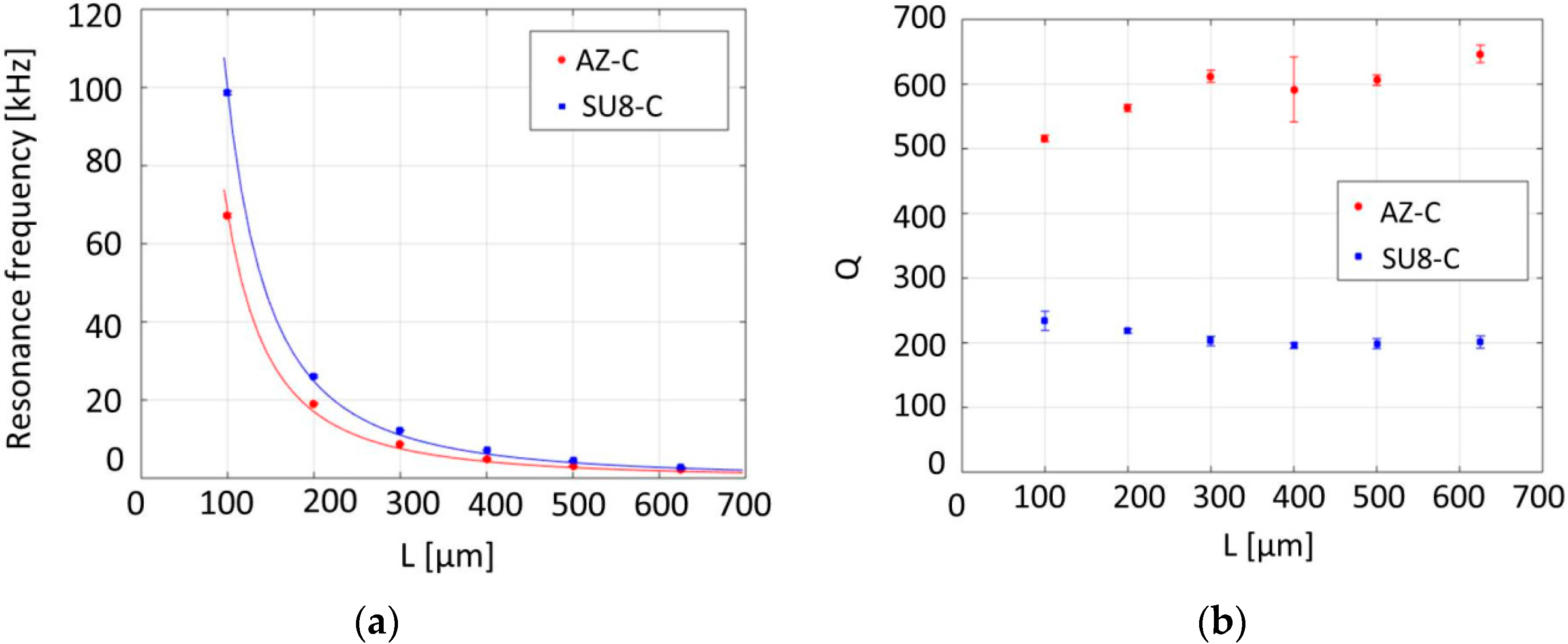
3.3. Resonant Behavior of Cantilevers
3.4. Resonant Behavior of Strings
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Boisen, A.; Dohn, S.; Keller, S.S.; Schmid, S.; Tenje, M. Cantilever-like micromechanical sensors. Rep. Prog. Phys. 2011, 74, 036101. [Google Scholar] [CrossRef]
- Chaste, J.; Eichler, A.; Moser, J.; Ceballos, G.; Rurali, R.; Bachtold, A. A nanomechanical mass sensor with yoctogram resolution. Nat. Nanotechnol. 2012, 7, 301–304. [Google Scholar] [CrossRef] [PubMed]
- Moser, J.; Güttinger, J.; Eichler, A.; Esplandiu, M.J.; Liu, D.E.; Dykman, M.I.; Bachtold, A. Ultrasensitive force detection with a nanotube mechanical resonator. Nat. Nanotechnol. 2013, 8, 493–496. [Google Scholar] [CrossRef] [PubMed]
- Larsen, T.; Schmid, S.; Grönberg, L.; Niskanen, A.O.; Hassel, J.; Dohn, S.; Boisen, A. Ultrasensitive string-based temperature sensors. Appl. Phys. Lett. 2011, 98, 121901–121903. [Google Scholar] [CrossRef]
- Schmid, S.; Kurek, M.; Boisen, A. Towards airborne nanoparticle mass spectrometry with nanomechanical string resonators. Proc. SPIE 2013, 8725, 872525–872528. [Google Scholar]
- Burg, T.B.; Manalis, S.R. Suspended microchannel resonators for biomolecular detection. Appl. Phys. Lett. 2003, 83, 2670–2698. [Google Scholar] [CrossRef]
- Yamada, S.; Schmid, S.; Larsen, T.; Hansen, O.; Boisen, A. Photothermal infrared spectroscopy of airborne samples with mechanical string resonators. Anal. Chem. 2013, 85, 10531–10535. [Google Scholar] [CrossRef] [PubMed]
- Amato, L.; Keller, S.S.; Heiskanen, A.; Dimaki, M.; Emnéus, J.; Boisen, A.; Tenje, M. Fabrication of high-aspect ratio SU-8 micropillar arrays. Microelectron. Eng. 2012, 98, 483–487. [Google Scholar] [CrossRef]
- Lee, J.A.; Lee, S.W.; Lee, K.-C.; Park, S.I.; Lee, S.S. Fabrication and characterization of freestanding 3D carbon microstructures using multi-exposures and resist pyrolysis. J. Micromech. Microeng. 2008, 18, 035012. [Google Scholar] [CrossRef]
- Lim, Y.; Heo, J.; Madou, M.; Shin, H. Monolithic carbon structures including suspended single nanowires and nanomeshes as a sensor platform. Nanoscale Res. Lett. 2013, 8, 492–501. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Seung, H.L.; Min, B.; Lee, S.S.; Park, S.I.; Lee, K.-C. High frequency carbon nanomechanical resonators embedded with carbon nanotube stiffening layers. Appl. Phys. Lett. 2010, 97, 183108–183110. [Google Scholar]
- Schueller, O.J.A.; Brittain, S.T.; Marzolin, C.; Whitesides, G.M. Fabrication and characterization of glassy carbon MEMS. Chem. Mater. 1997, 9, 1399–1406. [Google Scholar] [CrossRef]
- Verbridge, S.S.; Parpia, J.M.; Reichenbach, R.B.; Bellan, L.M.; Craighead, H.G. High quality factor resonance at room temperature with nanostrings under high tensile stress. J. Appl. Phys. 2006, 99, 124304–124311. [Google Scholar] [CrossRef]
- Schmid, S.; Jensen, K.D.; Nielsen, K.H.; Boisen, A. Damping mechanisms in high-Q micro and nanomechanical string resonators. Phys. Rev. B 2011, 84, 165307–165312. [Google Scholar] [CrossRef]
- Schmid, S.; Hierold, C. Damping mechanisms of single-clamped and prestressed double-clamped resonant polymer microbeams. J. Appl. Phys. 2008, 104, 093516. [Google Scholar] [CrossRef]
- González, G.I.; Saulson, P.R. Brownian motion of a mass suspended by an anelastic wire. J. Acoust. Soc. Am. 1994, 96, 207–212. [Google Scholar] [CrossRef]
- Yu, P.L.; Purdy, T.; Regal, C.A. Control of Material Damping in High-Q Membrane Microresonators. Phys. Rev. Lett. 2012, 108, 083603. [Google Scholar] [CrossRef] [PubMed]
- Singh, A.; Jayaram, J.; Madou, M.; Akbar, S. Pyrolysis of Negative Photoresists to Fabricate Carbon Structures for Microelectromechanical Systems and Electrochemical Applications. J. Electrochem. Soc. 2002, 149, 78–83. [Google Scholar] [CrossRef]
- Keller, S.; Blagoi, G.; Lillemose, M.; Haefliger, D.; Boisen, A. Processing of thin SU-8 films. J. Micromech. Microeng. 2008, 18, 125020–125029. [Google Scholar] [CrossRef]
- Noeth, N.; Keller, S.S.; Boisen, A. Fabrication of a cantilever-based microfluidic flow meter with nL·min−1 resolution. J. Micromech. Microeng. 2011, 21, 015007. [Google Scholar] [CrossRef]
- Ranganathan, S.; McCreery, R.; Majji, S.M.; Madou, M. Photoresist-derived carbon for microelectromechanical systems and electrochemical applications. J. Electrochem. Soc. 2000, 147, 277–282. [Google Scholar] [CrossRef]
- Yasumura, K.Y.; Stowe, T.D.; Chow, E.; Pfafman, T.; Kenny, T.W.; Stipe, B.C.; Rugar, D. Quality factors in micron-and submicron-thick cantilevers. J. Microelectromech. Syst. 2000, 9, 117–125. [Google Scholar] [CrossRef]
- Amato, L.; Heiskanen, A.; Hansen, R.; Gammelgaard, L.; Rindzevicius, T.; Tenje, M.; Emnéus, J.; Keller, S.S. Dense high-aspect ratio 3D carbon pillars on interdigitated microelectrode arrays. Carbon 2015, 94, 792–803. [Google Scholar] [CrossRef] [Green Version]
- Canton, G.; Do, T.; Kulinsky, L.; Madou, M. Improved conductivity of suspended carbon fibers through integration of C-MEMS and electro-mechanical spinning technologies. Carbon 2014, 71, 338–342. [Google Scholar] [CrossRef]
- Photiadis, D.M.; Judge, J.A. Attachment losses of high Q oscillators. Appl. Phys. Lett. 2004, 85, 482–484. [Google Scholar] [CrossRef]
- Schmid, S. Electrostatically Actuated All-Polymer Microbeam Resonators—Characterization and Application; Appendix E; Der Andere Verlag: Zürich, Switzerland, 2009; Volume 6. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SU8-C | AZ-C | |
|---|---|---|
| L [µm] | E [GPa] | |
| 100 | 58 ± 12 | 82 ± 11 |
| 200 | 65 ± 12 | 105 ± 15 |
| 300 | 72 ± 15 | 114 ± 16 |
| 400 | 77 ± 16 | 110 ± 15 |
| 500 | 74 ± 15 | 113 ± 16 |
| 625 | 74 ± 15 | 124 ± 17 |
| AZ-C | |
|---|---|
| L [µm] | σ [MPa] |
| 125 | 54 ± 5 |
| 225 | 41 ± 4 |
| 325 | 31 ± 3 |
| 425 | 35 ± 3 |
| 525 | 34 ± 5 |
| Cantilevers | Strings | |||
|---|---|---|---|---|
| Photoresist precursor | SU8-2005 | AZ 5214e | SU8-2005 | AZ 5214e |
| dry etch-pyrolysis | × | × | × | √ |
| Pyrolysis-dry etch | √ | √ | × | × |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurek, M.; Larsen, F.K.; Larsen, P.E.; Schmid, S.; Boisen, A.; Keller, S.S. Nanomechanical Pyrolytic Carbon Resonators: Novel Fabrication Method and Characterization of Mechanical Properties. Sensors 2016, 16, 1097. https://doi.org/10.3390/s16071097
Kurek M, Larsen FK, Larsen PE, Schmid S, Boisen A, Keller SS. Nanomechanical Pyrolytic Carbon Resonators: Novel Fabrication Method and Characterization of Mechanical Properties. Sensors. 2016; 16(7):1097. https://doi.org/10.3390/s16071097
Chicago/Turabian StyleKurek, Maksymilian, Frederik K. Larsen, Peter E. Larsen, Silvan Schmid, Anja Boisen, and Stephan S. Keller. 2016. "Nanomechanical Pyrolytic Carbon Resonators: Novel Fabrication Method and Characterization of Mechanical Properties" Sensors 16, no. 7: 1097. https://doi.org/10.3390/s16071097