In Situ 3D Monitoring of Geometric Signatures in the Powder-Bed-Fusion Additive Manufacturing Process via Vision Sensing Methods

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Principles and Methods
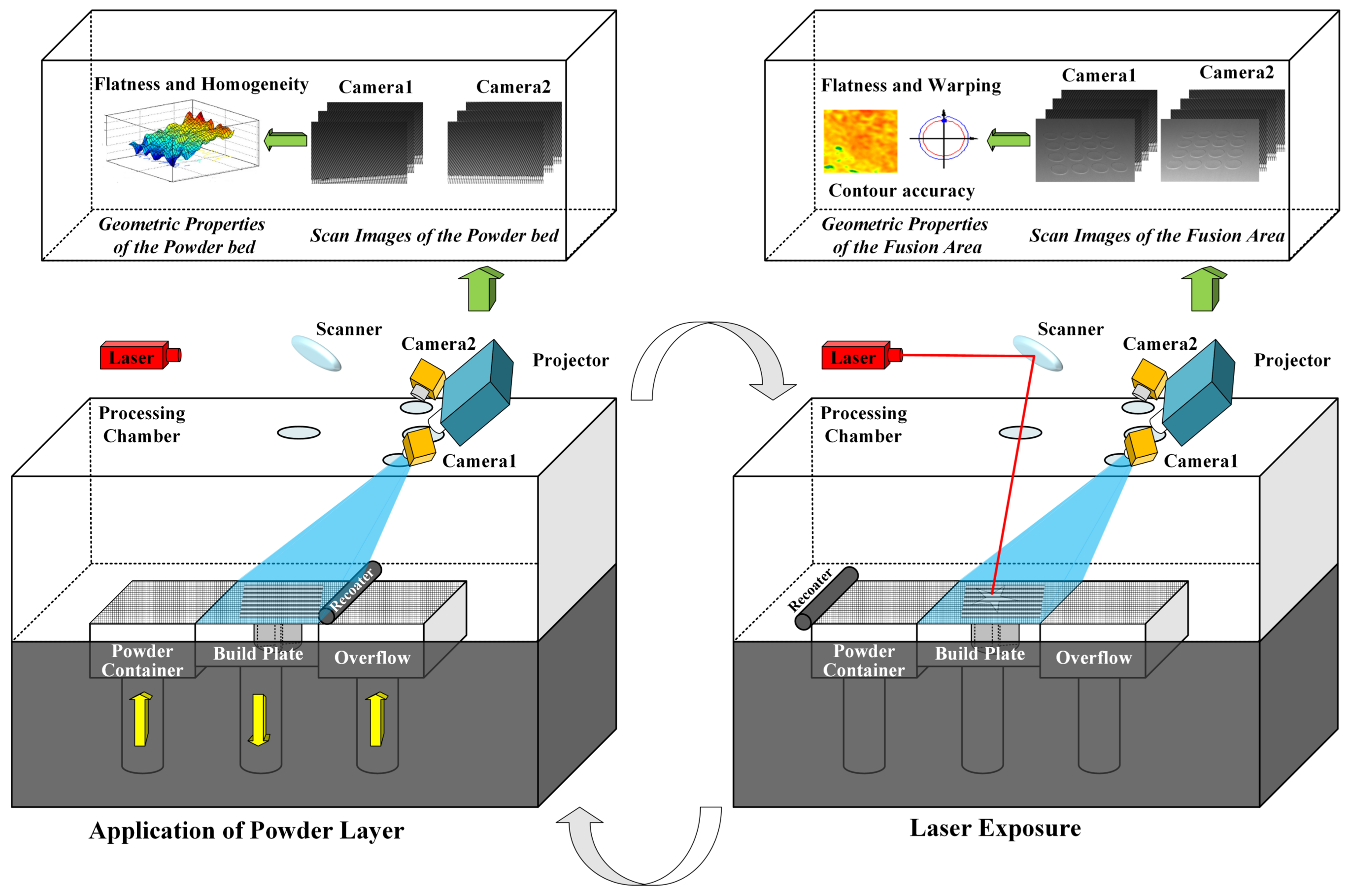
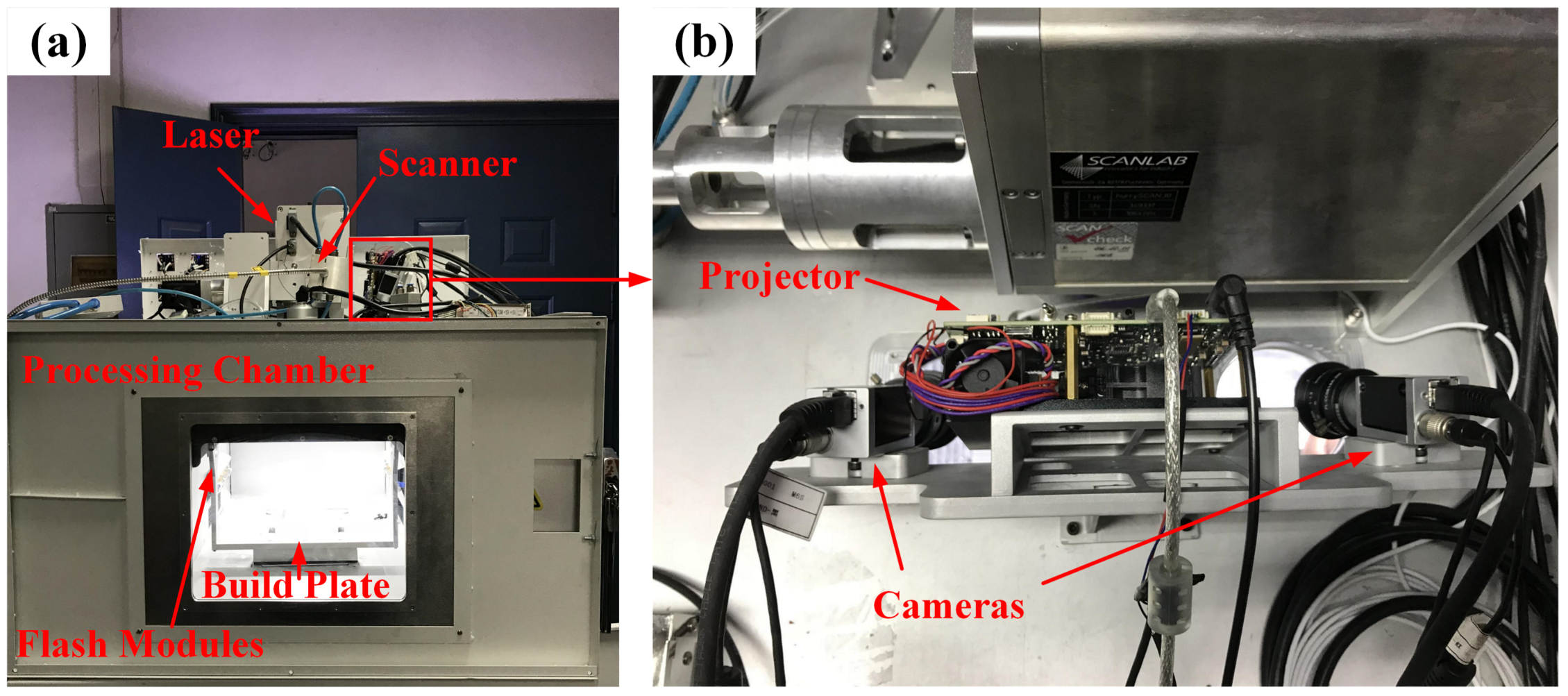
2.1. Overview of In Situ 3D Monitoring of Geometric Signatures in the PBF AM Process
2.2. Enhanced PMP Based 3D Topography Measurement
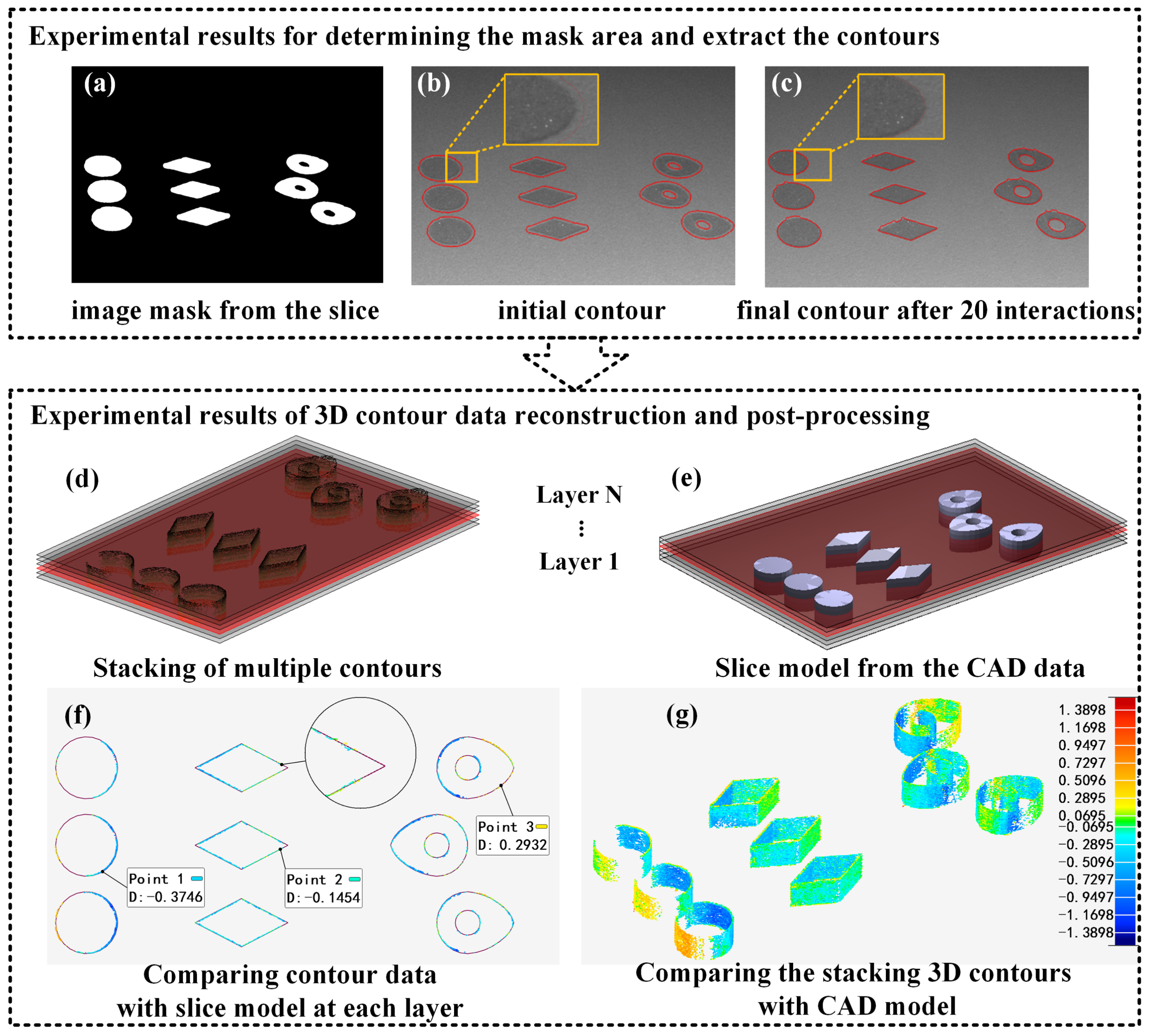
2.3. Rapid and Accurate Contour Detection Assisted by the Slice Model
3. Experiments
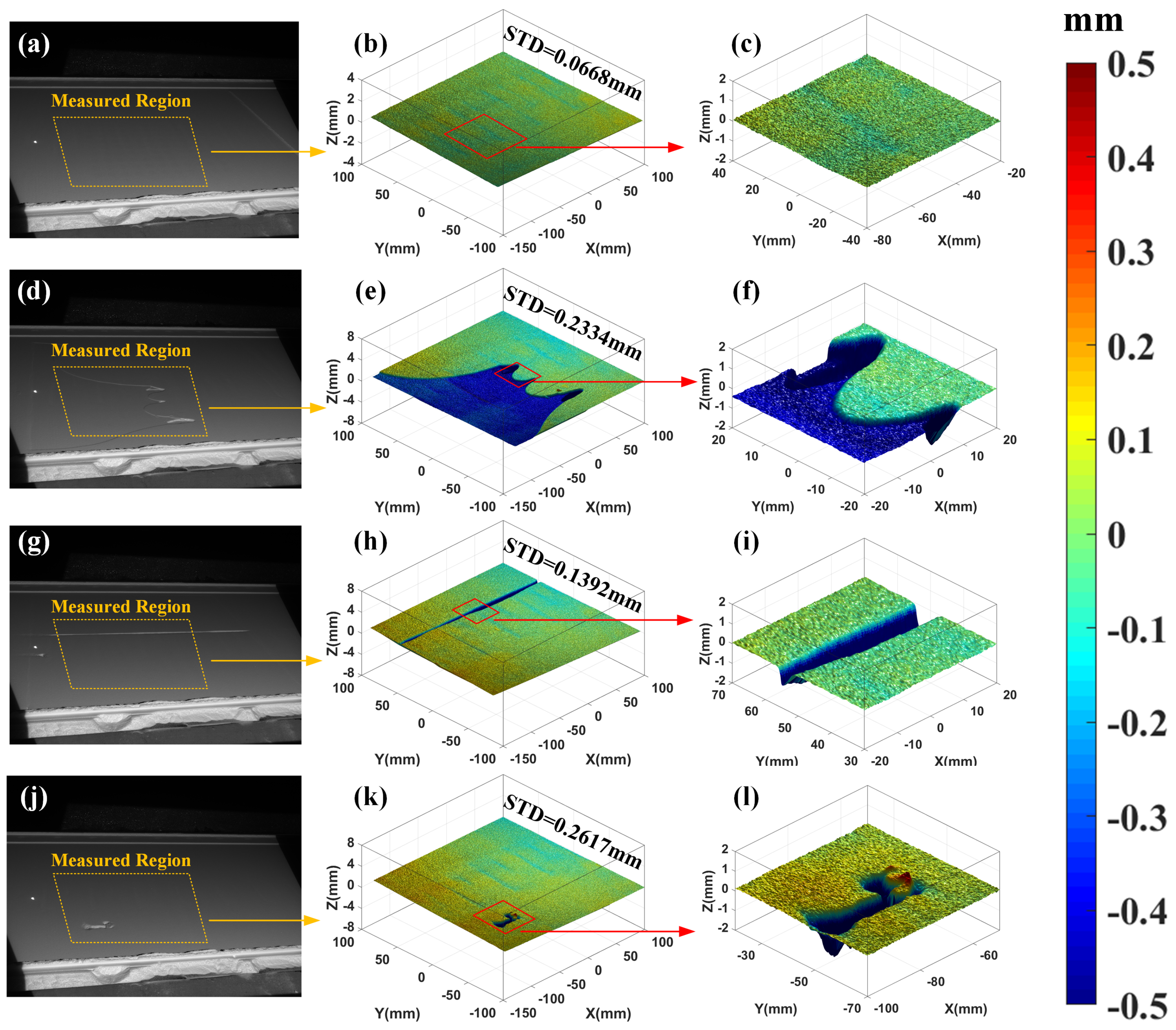
3.1. 3D Surface Topography Monitoring of the Powder Bed
3.2. 3D Surface Topography Monitoring of the Fusion Area
3.3. 3D Contour Monitoring of the Fusion Area
4. Discussion
- Unlike traditional phase measuring profilometry (PMP) methods that require additional images (6–12) for phase unwrapping procedure, the enhanced phase measuring profilometry (EPMP) is proposed to measure the 3D surface topography reliably without phase unwrapping. The efficiency can be remarkably improved, which means, in this case, the demands concerning measurement accuracy and processing velocity.
- The 3D contour data of each layer of fusion area is measured first. The slice model assisted contour detection method is proposed to increase the accuracy and efficiency of the contour detection process. The manual interventions are no longer needed and the contour detection process can operate automatically.
- The measured geometric signatures can contribute to adjusting the process parameters for the PBF AM process. It also offers a viable tool for manufacturing process visualization.
- Real-time close-loop control. According to a roadmap workshop on the measurement science needs for metal-based AM [7], real-time close-loop control systems for AM was identified as an important technology. The proposed method is a kind of 3D sensing technique that can monitor two categories of geometric signatures including 3D surface topography properties and 3D contour data. Therefore, it can be regarded as the “eyes” of control system and it is vital for realizing the real-time close-loop control systems for AM. Our future work will focus on building the close-loop control strategies based on the proposed 3D monitoring techniques and gaining the ability to qualify and certify parts and processes.
- Intelligent recognition and classification of defects. On the one hand, the stated AM system is equipped with proposed in situ sensing devices able to measure relevant quantities during the process, a.k.a. height profile, homogeneity and flatness of the powder layer, and surface irregularities of the fused regions. On the other hand, in-process data analytics and machine learning techniques are required to detect, localize and identify the defects in an automated way. Our future work will also focus on combining the 3D sensing techniques with some artificial intelligence algorithms to realize intelligent recognition and classification of defects.
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Santos, E.C.; Shiomi, M.; Osakada, K.; Laoui, T. Rapid manufacturing of metal components by laser forming. Int. J. Mach. Tools Manuf. 2006, 46, 1459–1468. [Google Scholar] [CrossRef]
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Vayre, B.; Vignat, F.; Villeneuve, F. Metallic additive manufacturing: State-of-the-art review and prospects. Mech. Ind. 2012, 13, 89–96. [Google Scholar] [CrossRef]
- Haque, R.I.; Ogam, E.; Loussert, C.; Benaben, P.; Boddaert, X. Fabrication of capacitive acoustic resonators combining 3D printing and 2D inkjet printing techniques. Sensors 2015, 15, 26018–26038. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Banna, M.; Bera, K.; Sochol, R.; Lin, L.; Najjaran, H.; Sadiq, R.; Hoorfar, M. 3D printing-based integrated water quality sensing system. Sensors 2017, 17, 1336. [Google Scholar] [CrossRef] [PubMed]
- Sames, W.J.; List, F.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Mani, M.; Feng, S.; Lane, B.; Donmez, A.; Moylan, S.; Fesperman, R. Measurement Science Needs for Real-Time Control of Additive Manufacturing Powder Bed Fusion Processes; US Department of Commerce, National Institute of Standards and Technology: Gaithersburg, MD, USA, 2015.
- Everton, S.K.; Hirsch, M.; Stravroulakis, P.; Leach, R.K.; Clare, A.T. Review of in situ process monitoring and in situ metrology for metal additive manufacturing. Mater. Des. 2016, 95, 431–445. [Google Scholar] [CrossRef]
- Spears, T.G.; Gold, S.A. In-process sensing in selective laser melting (SLM) additive manufacturing. Integr. Mater. Manuf. Innov. 2016, 5, 2. [Google Scholar] [CrossRef]
- Grasso, M.; Colosimo, B.M. Process defects and in situ monitoring methods in metal powder bed fusion: A review. Meas. Sci. Technol. 2017, 28, 044005. [Google Scholar] [CrossRef]
- Cooke, A.L.; Moylan, S.P. Process intermittent measurement for powder-bed based additive manufacturing. In Proceedings of the 22nd International SFF Symposium—An Additive Manufacturing Conference, NIST, Austin, TX, USA, 8–10 August 2011; pp. 8–10. [Google Scholar]
- Pedersen, D.B. Additive Manufacturing: Multi Material Processing and Part Quality Control. Ph.D. Thesis, Technical University of Denmark (DTU), Lyngby, Denmark, 2013. [Google Scholar]
- Kleszczynski, S.; Zur Jacobsmühlen, J.; Sehrt, J.; Witt, G. Error detection in laser beam melting systems by high resolution imaging. In Proceedings of the Twenty Third Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2012; Volume 2012. [Google Scholar]
- Zur Jacobsmühlen, J.; Kleszczynski, S.; Schneider, D.; Witt, G. High resolution imaging for inspection of laser beam melting systems. In Proceedings of the 2013 IEEE International on Instrumentation and Measurement Technology Conference (I2MTC), Minneapolis, MN, USA, 6–9 May 2013; pp. 707–712. [Google Scholar]
- Erler, M.; Streek, A.; Schulze, C.; Exner, H. Novel machine and measurement concept for micro machining by selective laser sintering. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, TX, USA, 4–6 August 2014. [Google Scholar]
- Foster, B.; Reutzel, E.; Nassar, A.; Hall, B.; Brown, S.; Dickman, C. Optical, layerwise monitoring of powder bed fusion. In Solid Freeform Fabrication Symposium Proceedings; Pennsylvania State University: State College, PA, USA, 2015; pp. 295–307. [Google Scholar]
- Neef, A.; Seyda, V.; Herzog, D.; Emmelmann, C.; Schönleber, M.; Kogel-Hollacher, M. Low coherence interferometry in selective laser melting. Phys. Procedia 2014, 56, 82–89. [Google Scholar] [CrossRef]
- Kanko, J.A.; Sibley, A.P.; Fraser, J.M. In situ morphology-based defect detection of selective laser melting through inline coherent imaging. J. Mater. Process. Technol. 2016, 231, 488–500. [Google Scholar] [CrossRef]
- Holzmond, O.; Li, X. In situ real time defect detection of 3D printed parts. Addit. Manuf. 2017, 17, 135–142. [Google Scholar] [CrossRef]
- Land, W.S., II; Zhang, B.; Ziegert, J.; Davies, A. In-situ metrology system for laser powder bed fusion additive process. Procedia Manuf. 2015, 1, 393–403. [Google Scholar] [CrossRef]
- Zhang, B.; Ziegert, J.; Farahi, F.; Davies, A. In situ surface topography of laser powder bed fusion using fringe projection. Addit. Manuf. 2016, 12, 100–107. [Google Scholar] [CrossRef]
- Luo, P.; Chao, Y.; Sutton, M.; Peters, W.H. Accurate measurement of three-dimensional deformations in deformable and rigid bodies using computer vision. Exp. Mech. 1993, 33, 123–132. [Google Scholar] [CrossRef]
- Chan, T.F.; Vese, L.A. A level set algorithm for minimizing the Mumford-Shah functional in image processing. In Proceedings of the IEEE Workshop on Variational and Level Set Methods in Computer Vision, Vancouver, BC, Canada, 13–13 July 2001; pp. 161–168. [Google Scholar]
- Li, C.; Xu, C.; Gui, C.; Fox, M.D. Level set evolution without re-initialization: A new variational formulation. In Proceedings of the IEEE Computer Society Conference on Computer Vision and Pattern Recognition, San Diego, CA, USA, 20–25 June 2005; Volume 1, pp. 430–436. [Google Scholar]
- Li, C.; Huang, R.; Ding, Z.; Gatenby, J.C.; Metaxas, D.N.; Gore, J.C. A level set method for image segmentation in the presence of intensity inhomogeneities with application to MRI. IEEE Trans. Image Process. 2011, 20, 2007–2016. [Google Scholar] [PubMed]
- Papari, G.; Petkov, N. Edge and line oriented contour detection: State of the art. Image Vis. Comput. 2011, 29, 79–103. [Google Scholar] [CrossRef]
- He, X.; Zou, D.; Liu, S.; Guo, Y. Phase-shifting analysis in moire interferometry and its applications in electronic packaging. Opt. Eng. 1998, 37, 1410–1420. [Google Scholar] [CrossRef]
- Zuo, C.; Huang, L.; Zhang, M.; Chen, Q.; Asundi, A. Temporal phase unwrapping algorithms for fringe projection profilometry: A comparative review. Opt. Lasers Eng. 2016, 85, 84–103. [Google Scholar] [CrossRef]
- Hartley, R.; Zisserman, A. Multiple View Geometry in Computer Vision; Cambridge University Press: Cambridge, UK, 2003. [Google Scholar]
- Osher, S.; Sethian, J.A. Fronts propagating with curvature-dependent speed: Algorithms based on Hamilton-Jacobi formulations. J. Comput. Phys. 1988, 79, 12–49. [Google Scholar] [CrossRef]
- Qiao, Y.; Wei, Z.; Zhao, Y. Thermal infrared pedestrian image segmentation using level set method. Sensors 2017, 17, 1811. [Google Scholar] [CrossRef] [PubMed]







© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Liu, X.; Wen, S.; He, P.; Zhong, K.; Wei, Q.; Shi, Y.; Liu, S. In Situ 3D Monitoring of Geometric Signatures in the Powder-Bed-Fusion Additive Manufacturing Process via Vision Sensing Methods. Sensors 2018, 18, 1180. https://doi.org/10.3390/s18041180
Li Z, Liu X, Wen S, He P, Zhong K, Wei Q, Shi Y, Liu S. In Situ 3D Monitoring of Geometric Signatures in the Powder-Bed-Fusion Additive Manufacturing Process via Vision Sensing Methods. Sensors. 2018; 18(4):1180. https://doi.org/10.3390/s18041180
Chicago/Turabian StyleLi, Zhongwei, Xingjian Liu, Shifeng Wen, Piyao He, Kai Zhong, Qingsong Wei, Yusheng Shi, and Sheng Liu. 2018. "In Situ 3D Monitoring of Geometric Signatures in the Powder-Bed-Fusion Additive Manufacturing Process via Vision Sensing Methods" Sensors 18, no. 4: 1180. https://doi.org/10.3390/s18041180