Parametrically Amplified Low-Power MEMS Capacitive Humidity Sensor

 , and
, and
Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Device Structure and Operation
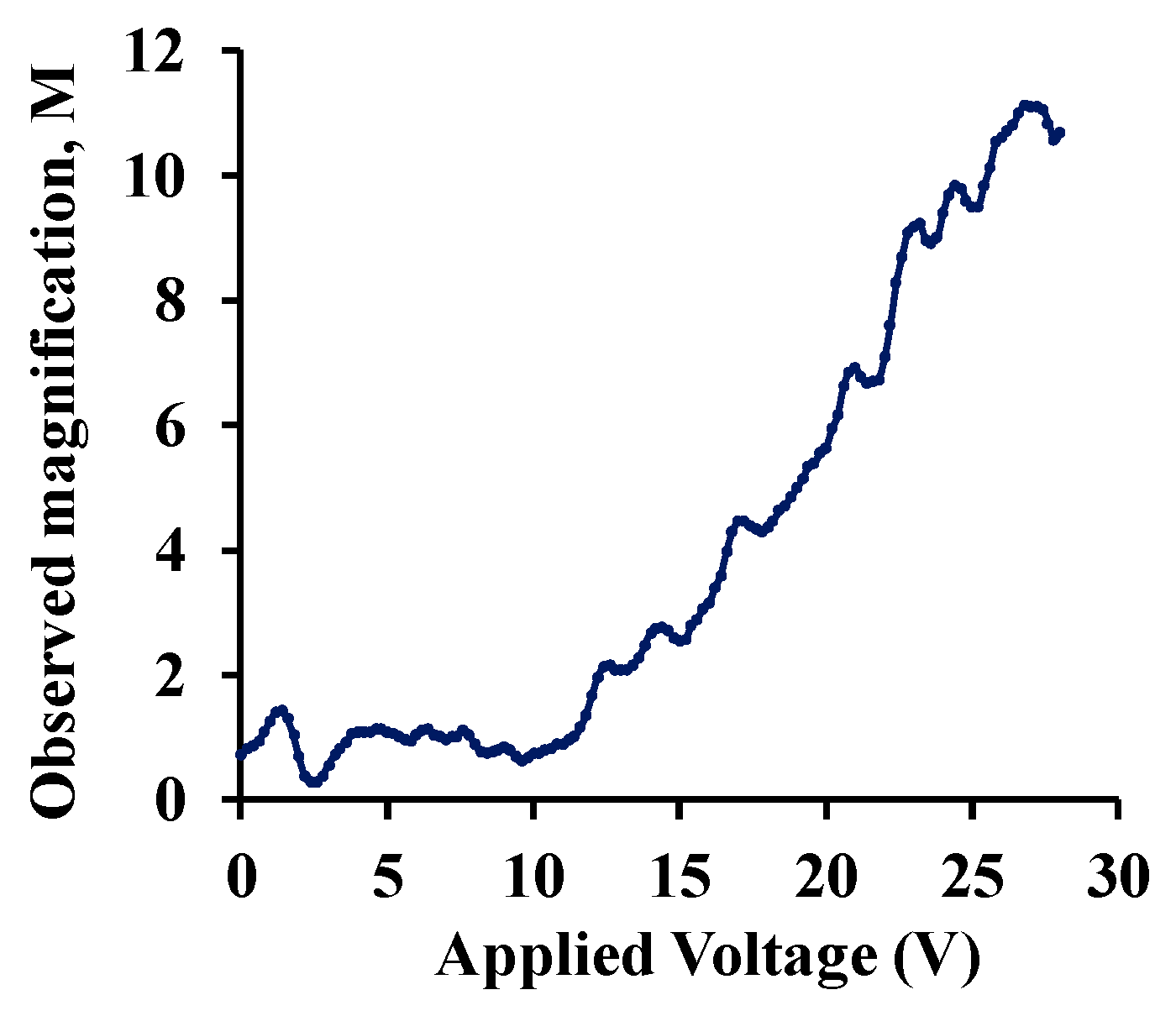
2.1. Electrostatic Spring Softening
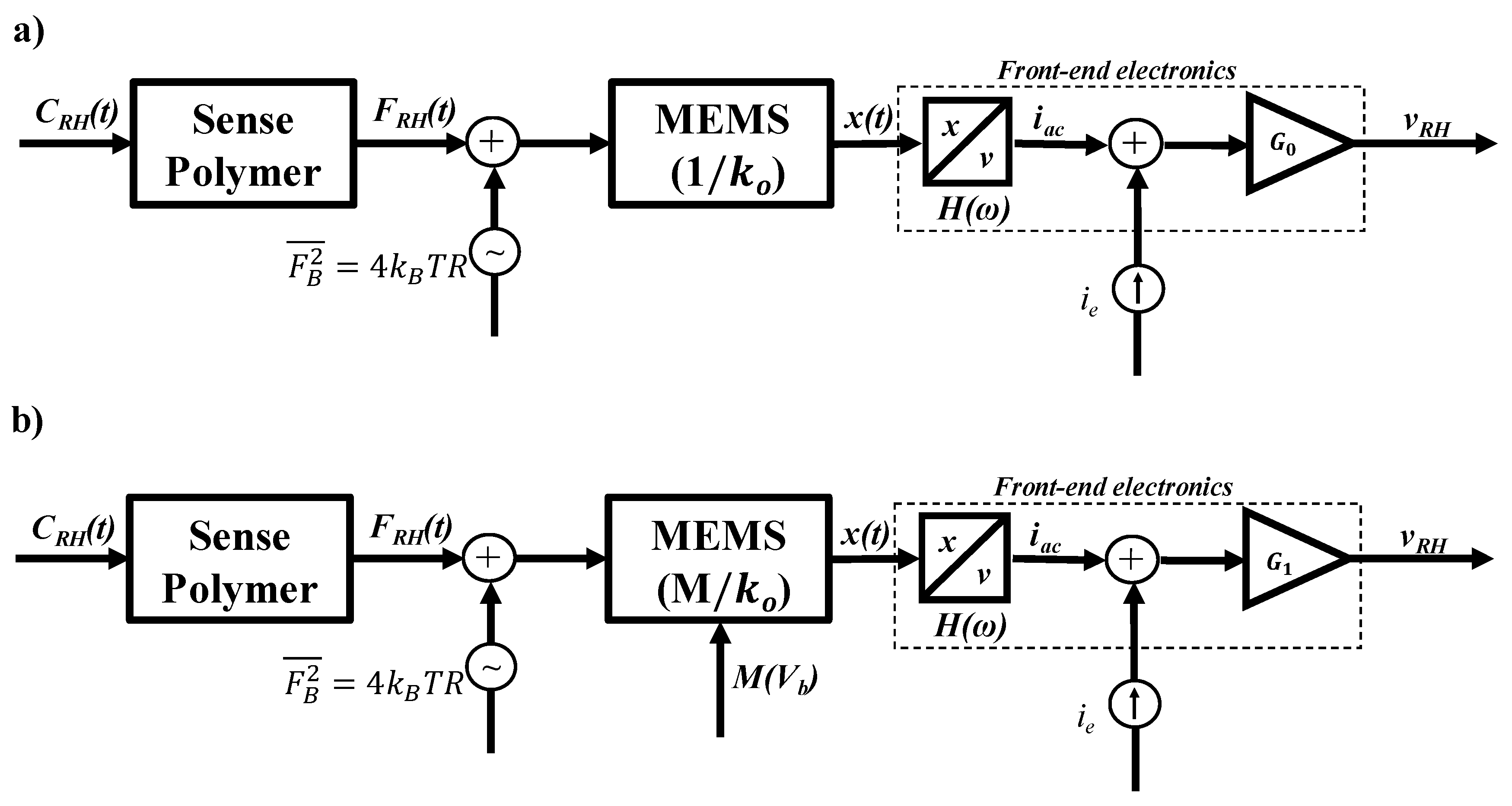
2.2. Noise Analysis and Signal-to-Noise Ratio
2.3. Sensor Response Model
2.4. 2-Level Electrical Interconnects
3. Fabrication and Imaging
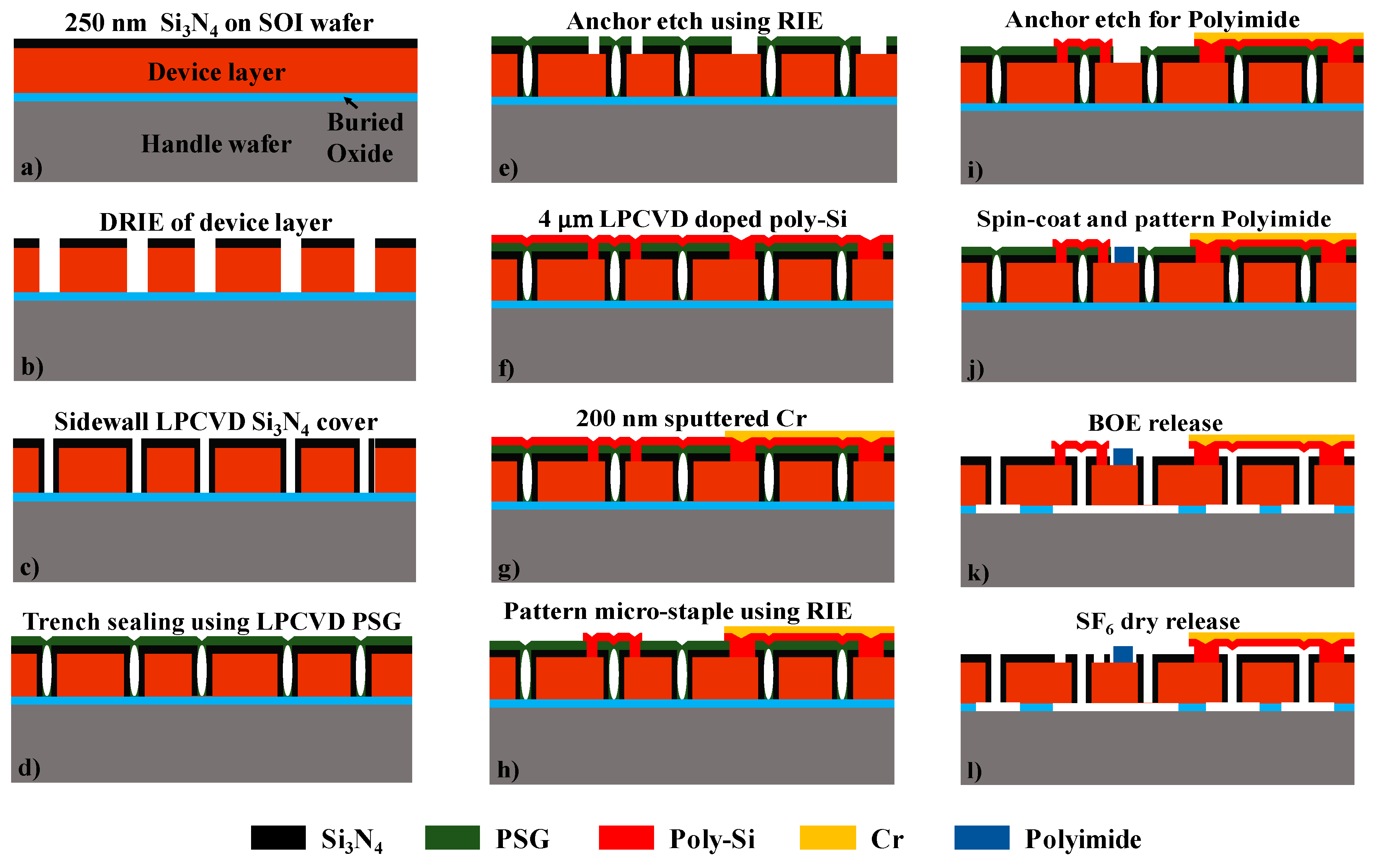
3.1. Device Fabrication
3.2. Stiction Suppression
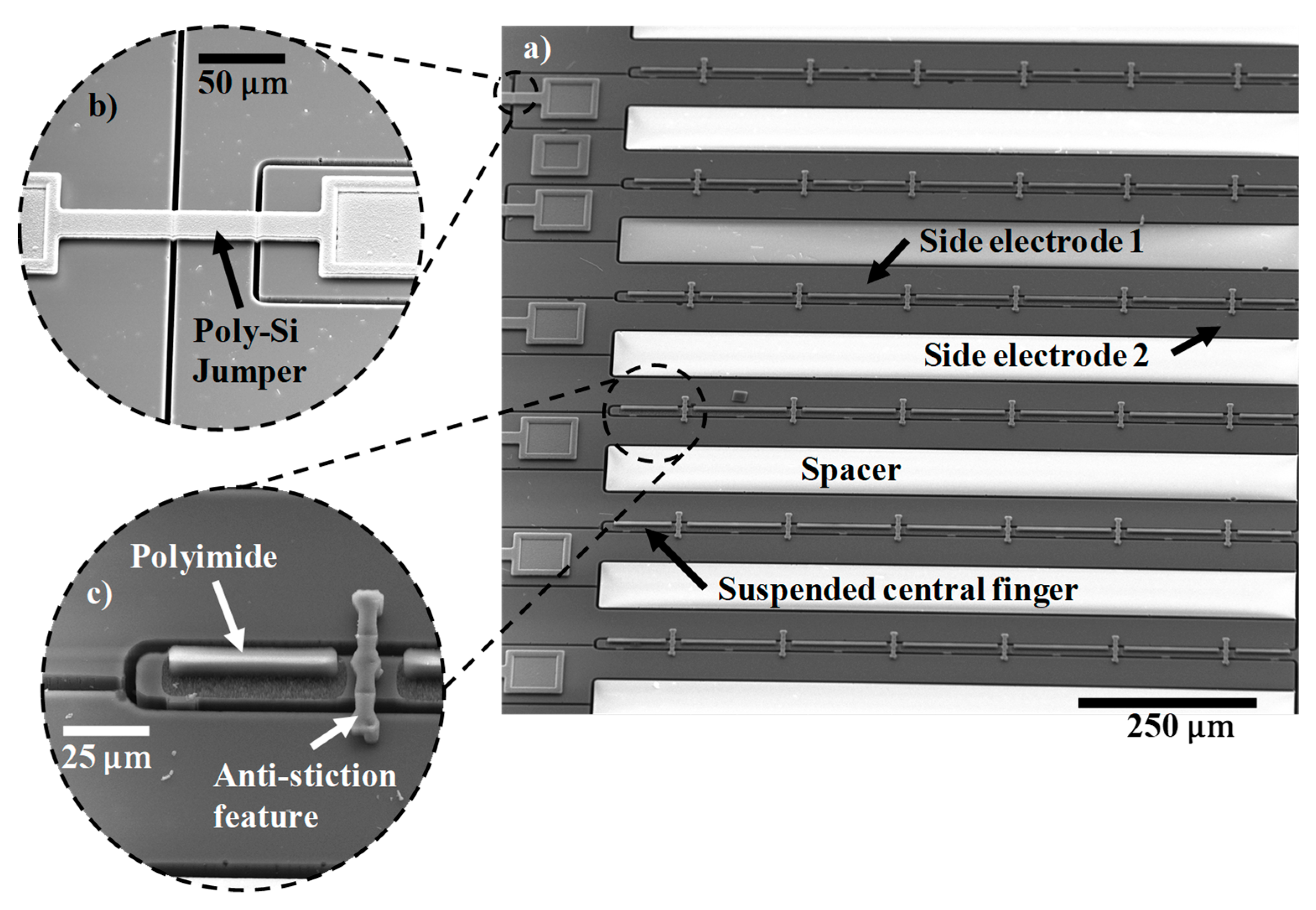
3.3. Imaging
4. Testing and Characterization
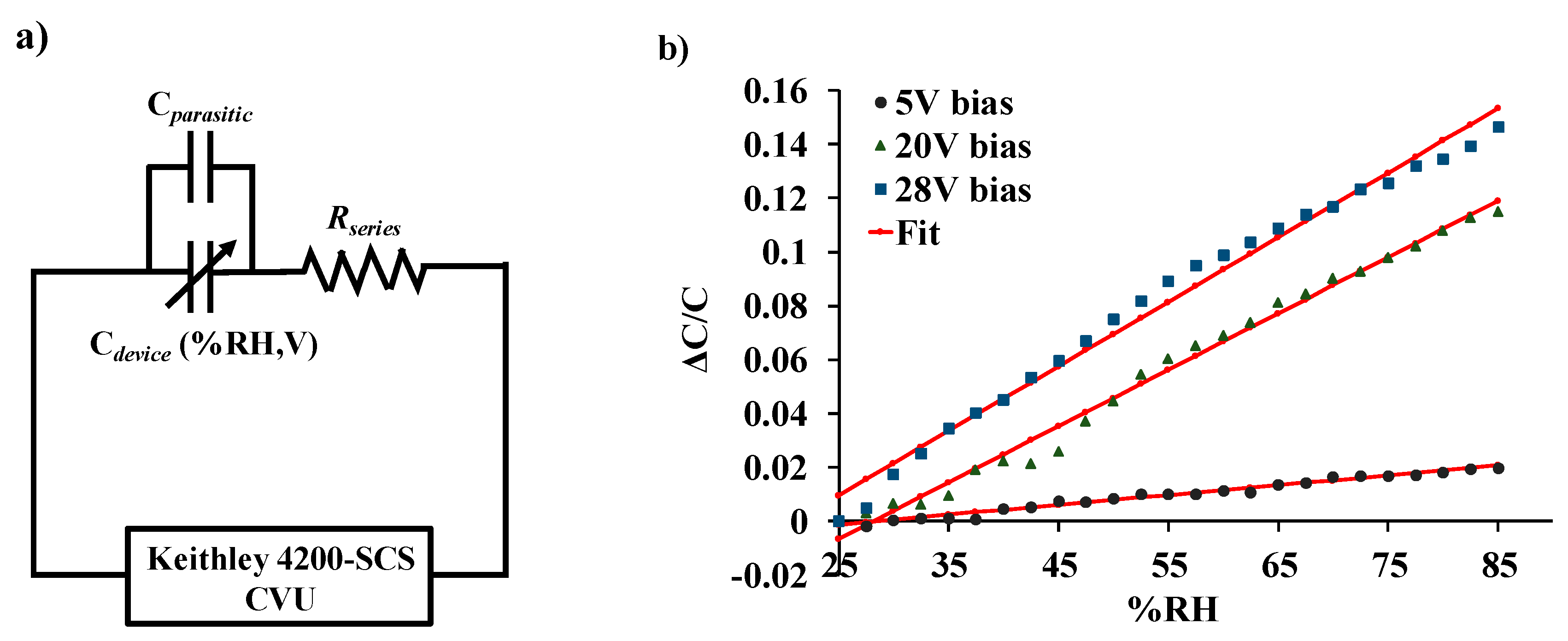
4.1. Test Setup
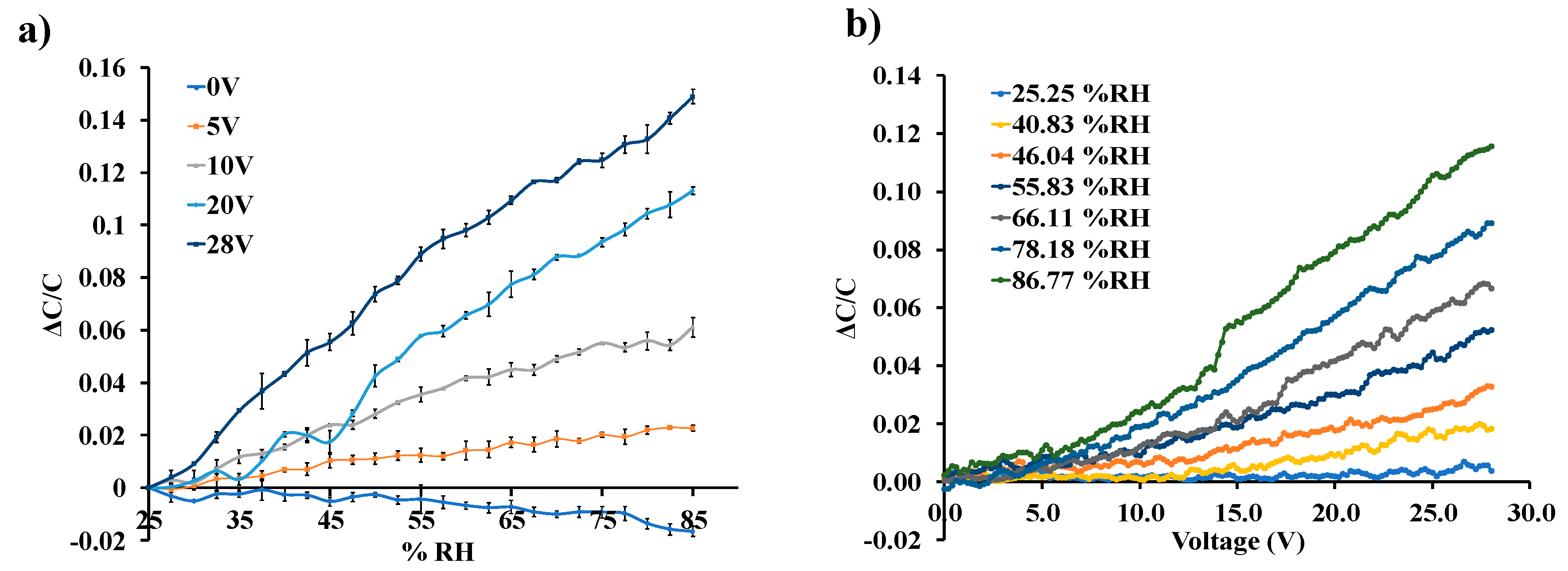
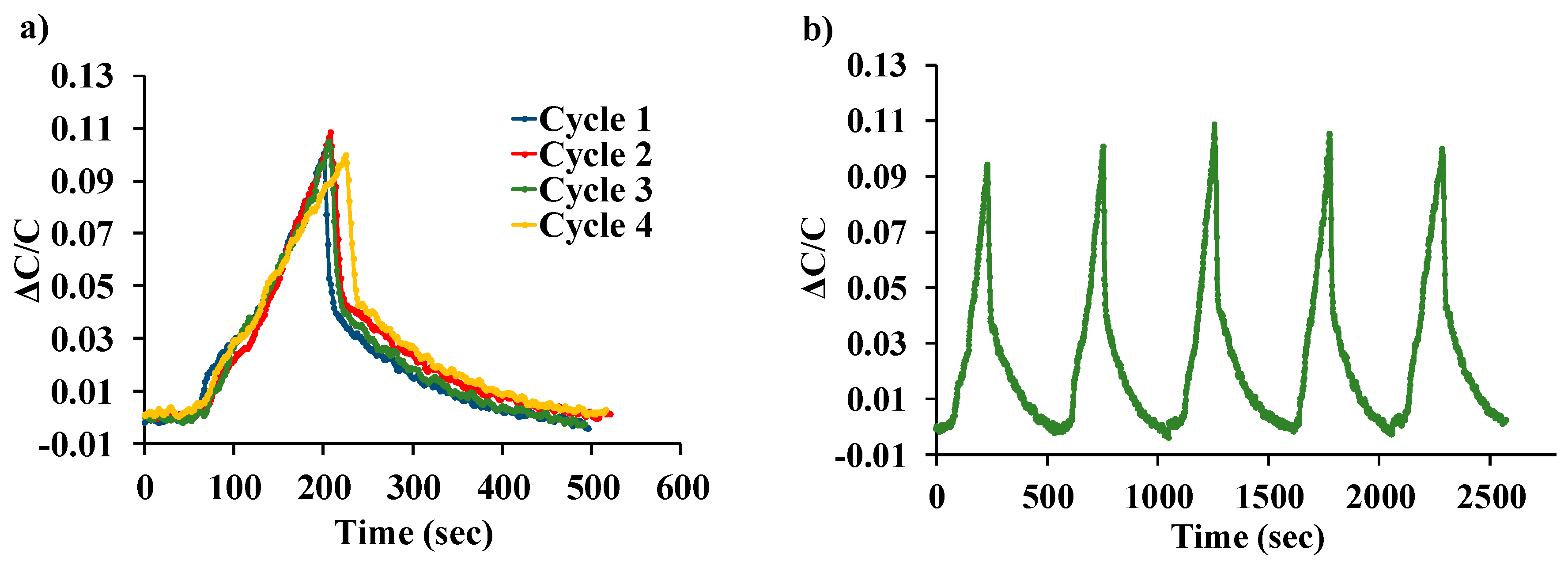
4.2. Sensor Action and Humidity Response
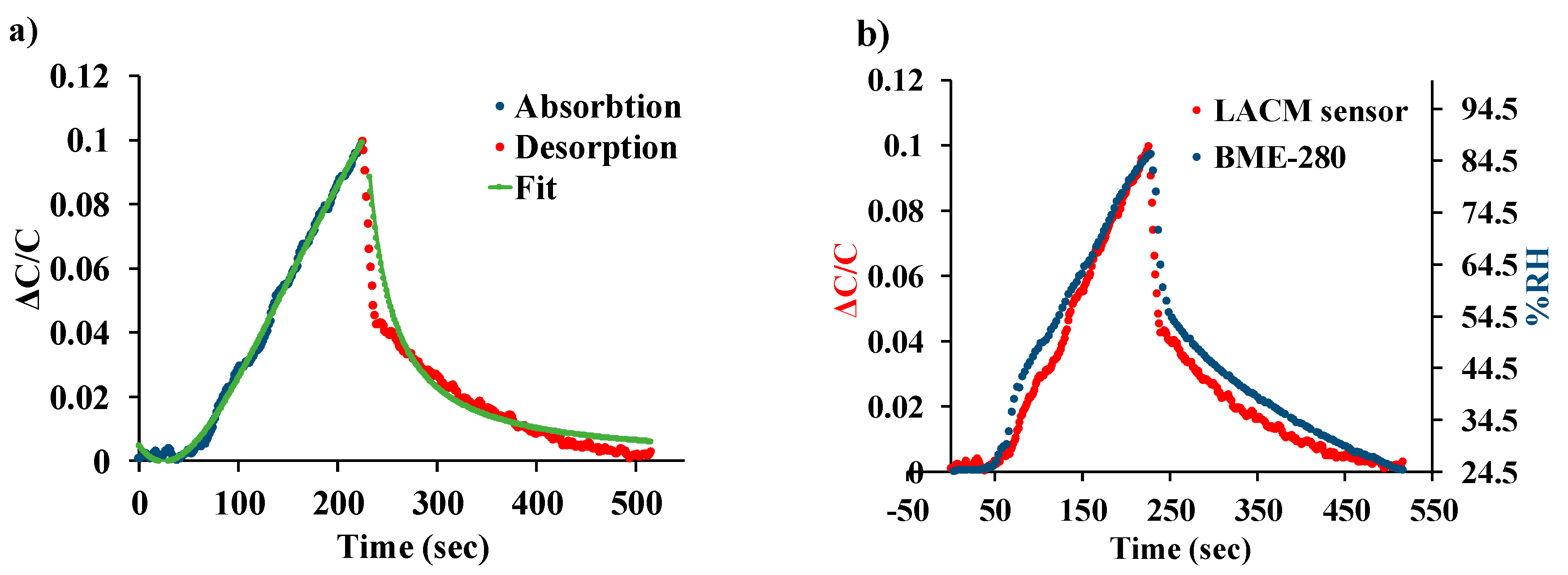
4.3. Model Fitting
4.4. Absorption-Desorption Kinetics
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yamazoe, N.; Shimizu, Y. Humidity sensors: Principles and applications. Sens. Actuators 1986, 10, 379–398. [Google Scholar] [CrossRef]
- Chen, Z.; Lu, C. Humidity sensors: A review of materials and mechanisms. Sens. Lett. 2005. [Google Scholar] [CrossRef]
- Rittersma, Z.M.M. Recent achievements in miniaturised humidity sensors—A review of transduction techniques. Sens. Actuators A Phys. 2002, 96, 196–210. [Google Scholar] [CrossRef]
- Bariáin, C.; Matías, I.R.; Arregui, F.J.; López-Amo, M. Optical fiber humidity sensor based on a tapered fiber coated with agarose gel. Sens. Actuators B Chem. 2000. [Google Scholar] [CrossRef]
- Penza, M.; Cassano, G. Relative humidity sensing by PVA-coated dual resonator SAW oscillator. Sens. Actuators B Chem. 2000. [Google Scholar] [CrossRef]
- Banerjee, A.; Likhite, R.; Kim, H.; Mastrangelo, C.H. Quantum Tunneling Hygrometer with Temperature Stabilized Nanometer Gap. Available online: http://arxiv.org/abs/1906.02451 (accessed on 7 June 2019).
- Fenner, R.; Zdankiewicz, E. Micromachined water vapor sensors: A review of sensing technologies. IEEE Sens. J. 2001. [Google Scholar] [CrossRef]
- Why Control Humidity in a Cleanroom? Solid State Technology. Available online: https://electroiq.com/2003/10/why-control-humidity-in-a-cleanroom/ (accessed on 6 June 2019).
- Wang, N.; Zhang, N.; Wang, M. Wireless sensors in agriculture and food industry—Recent development and future perspective. Comput. Electron. Agric. 2006. [Google Scholar] [CrossRef]
- Balaras, C.A.; Dascalaki, E.; Gaglia, A. HVAC and indoor thermal conditions in hospital operating rooms. Energy Build. 2007. [Google Scholar] [CrossRef]
- Zhao, J.C.; Zhang, J.F.; Feng, Y.; Guo, J.X. The study and application of the IOT technology in agriculture. In Proceedings of the 3rd IEEE International Conference on Computer Science and Information Technology (ICCSIT 2010), Chendu, China, 9–11 July 2010. [Google Scholar] [CrossRef]
- Banerjee, A.; Ghosh, T.; Likhite, R.; Hasan, N.; Kim, H.; Mastrangelo, C.H. Electrical detection of proteins using batch-fabricated vertical metal nanogap break-junctions. In Proceedings of the 20th International Conference on Miniaturized Systems for Chemistry and Life Sciences (MicroTAS 2016), Dublin, Ireland, 9–13 October 2016. [Google Scholar]
- Banerjee, A.; Farhoudi, N.; Ghosh, C.; Mastrangelo, C.H.; Kim, H.; Broadbent, S.J.; Looper, R. Picowatt gas sensing and resistance switching in tunneling nano-gap electrodes. In Proceedings of the IEEE Sensors, Glasgow, Scotland, 29 October–1 November 2017. [Google Scholar] [CrossRef]
- Banerjee, A.; Khan, S.-U.H.; Broadbent, S.; Likhite, R.; Looper, R.; Kim, H.; Mastrangelo, C.H. Batch-fabricated α -Si assisted nanogap tunneling junctions. Nanomaterials 2019, 9, 727. [Google Scholar] [CrossRef]
- Traversa, E. Ceramic sensors for humidity detection: The state-of-the-art and future developments. Sens. Actuators B Chem. 1995. [Google Scholar] [CrossRef]
- Sakai, Y.; Sadaoka, Y.; Matsuguchi, M. Humidity sensors based on polymer thin films. Sens. Actuators B Chem. 1996. [Google Scholar] [CrossRef]
- Chatzandroulis, S.; Tserepi, A.; Goustouridis, D.; Normand, P.; Tsoukalas, D. Fabrication of single crystal Si cantilevers using a dry release process and application in a capacitive-type humidity sensor. Microelectron. Eng. 2002, 61, 955–961. [Google Scholar] [CrossRef]
- Lee, C.Y.; Lee, G.B. Micromachine-based humidity sensors with integrated temperature sensors for signal drift compensation. J. Micromech. Microeng. 2003. [Google Scholar] [CrossRef]
- Thompson, M.J.; Horsley, D.A. Parametrically Amplified MEMS Magnetometer. In Proceedings of the Transducers 2009—15th International Conference Solid-State Sensors, Actuators Microsystems, Denver, CO, USA, 21–25 June 2009. [Google Scholar] [CrossRef]
- Baselt, D.R.; Fruhberger, B.; Klaassen, E.; Cemalovic, S.; Britton, C.L.; Patel, S.V.; Mlsna, T.E.; McCorkle, D.; Warmack, B. Design and performance of a microcantilever-based hydrogen sensor. Sens. Actuators B Chem. 2003. [Google Scholar] [CrossRef]
- Likhite, R.; Banerjee, A.; Kim, H.; Mastrangelo, C.H. Self-Leveling Micromechanical Gas Sensors. In Proceedings of the IEEE Sensors, New Delhi, India, 28–31 October 2018; pp. 1–4. [Google Scholar] [CrossRef]
- Álvarez, M.; Carrascosa, L.G.; Moreno, M.; Calle, A.; Zaballos, Á.; Lechuga, L.M.; Martínez-A, C.; Tamayo, J. Nanomechanics of the formation of DNA self-assembled monolayers and hybridization on microcantilevers. Langmuir 2004. [Google Scholar] [CrossRef] [PubMed]
- Hansen, K.M.; Thundat, T. Microcantilever biosensors. Methods 2005, 37, 57–64. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Ji, H.F.; Thundat, T. Nerve agents detection using a Cu2+/L-cysteine bilayer-coated microcantilever. J. Am. Chem. Soc. 2003. [Google Scholar] [CrossRef]
- Sharma, M.; Sarraf, E.H.; Baskaran, R.; Cretu, E. Parametric resonance: Amplification and damping in MEMS gyroscopes. Sens. Actuators A Phys. 2012, 177, 79–86. [Google Scholar] [CrossRef]
- Droogendijk, H.; Bruinink, C.M.; Sanders, R.G.P.; Dagamseh, A.M.K.; Wiegerink, R.J.; Krijnen, G.J.M. Improving the performance of biomimetic hair-flow sensors by electrostatic spring softening. J. Micromechanics Microengineering. 2012, 22, 065026. [Google Scholar] [CrossRef]
- Banerjee; Pandey, S.S.; Banerjee, N.; Hasan, N.; Mastrangelo, C.H. A Milli-volt triggered MEMS Paddle Switch. In Proceedings of the 2015 IEEE Sensors, Busa, Korea, 1–4 November 2015. [Google Scholar] [CrossRef]
- Pandey, S.S.; Banerjee, N.; Banerjee, A.; Hasan, N.; Kim, H.; Mastrangelo, C.H. High-sensitivity Parametrically Amplified Chemo-Mechanical Vapor Sensors. In Proceedings of the 2015 IEEE Sensors, Busa, Korea, 1–4 November 2015. [Google Scholar] [CrossRef]
- Likhite, R.; Pandey, S.S.; Banerjee, A.; Kim, H.; Mastrangelo, C.H. Amplified chemomechanical comb gas sensor. In Proceedings of the IEEE Sensors, Orlando, FL, USA, 30 October–3 November 2016; pp. 1–3. [Google Scholar] [CrossRef]
- Singamaneni, S.; McConney, M.E.; LeMieux, M.C.; Jiang, H.; Enlow, J.O.; Bunning, T.J.; Naik, R.R.; Tsukruk, V.V. Polymer-silicon flexible structures for fast chemical vapor detection. Adv. Mater. 2007. [Google Scholar] [CrossRef]
- Zhang, W.; Meng, G. Nonlinear dynamical system of micro-cantilever under combined parametric and forcing excitations in MEMS. Sens. Actuators A Phys. 2005, 119, 291–299. [Google Scholar] [CrossRef]
- Elshurafa, A.M.; Khirallah, K.; Tawfik, H.H.; Emira, A.; Aziz, A.K.S.A.; Sedky, S.M. Nonlinear dynamics of spring softening and hardening in folded-mems comb drive resonators. J. Microelectromech. Syst. 2011. [Google Scholar] [CrossRef]
- Torun, H.; Sarangapani, K.K.; Degertekin, F.L. Spring constant tuning of active atomic force microscope probes using electrostatic spring softening effect. Appl. Phys. Lett. 2007. [Google Scholar] [CrossRef]
- Krylov, S.; Gerson, Y.; Nachmias, T.; Keren, U. Excitation of large-amplitude parametric resonance by the mechanical stiffness modulation of a microstructure. J. Micromech. Microeng. 2010, 20, 015041. [Google Scholar] [CrossRef]
- Gabrielson, T.B. Mechanical-Thermal Noise in Micromachined Acoustic and Vibration Sensors. IEEE Trans. Electron. Devices 1993. [Google Scholar] [CrossRef]
- Cleland, A.N.; Roukes, M.L. Noise processes in nanomechanical resonators. J. Appl. Phys. 2002. [Google Scholar] [CrossRef]
- Gray, P.R. Analysis and Design of Analog Integrated Circuits. Available online: https://www.wiley.com/en-us/Analysis+and+Design+of+Analog+Integrated+Circuits%2C+5th+Edition-p-9780470245996 (accessed on 21 June 2019).
- Taranovich, S. Humidity Sensors and Signal Conditioning Choices DigiKey. Available online: https://www.digikey.com/en/articles/techzone/2011/oct/humidity-sensors-and-signal-conditioning-choices (accessed on 20 June 2019).
- Kaajakari, V. Noise in Micromechanical Systems. Available online: http://www.kaajakari.net/~ville/research/tutorials/tutorials.shtml (accessed on 19 June 2019).
- Buchhold, R. A Study on the microphysical mechanisms of adsorption in polyimide layers for microelectronic applications. J. Electrochem. Soc. 2006. [Google Scholar] [CrossRef]
- Godin, M.; Tabard-Cossa, V.; Grütter, P.; Williams, P. Quantitative surface stress measurements using a microcantilever. Appl. Phys. Lett. 2001, 79, 551–553. [Google Scholar] [CrossRef]
- Banerjee, N.; Banerjee, A.; Hasan, N.; Pandey, S.S.; Gogoi, B.P.; Mastrangelo, C.H. A Monolithically integrated multisensor platform. IEEE Sens. J. 2016. [Google Scholar] [CrossRef]
- Banerjee, N.; Banerjee, A.; Pandey, S.S.; Gogoi, B.P.; Mastrangelo, C.H. Encroachment and line of sight blocking in micro-cavity sealing. In Proceedings of the 2015 IEEE Sensors, Busa, Korea, 1–4 November 2015. [Google Scholar] [CrossRef]
- HD Microsystems, HD—4100 Series Photodefineable Polyimide. Available online: http://www.hdmicrosystems.com/ec/liquid-polyimides-and-pbo-precursors/products/sub-products/hd-4100-series.html (accessed on 2 June 2019).
- Mastrangelo, C.H. Suppression of stiction in MEMS. MRS Proc. 1999. [Google Scholar] [CrossRef]
- Maboudian, R.; Ashurst, W.R.; Carraro, C. Self-assembled monolayers as anti-stiction coatings for MEMS: Characteristics and recent developments. Sens. Actuators A Phys. 2000. [Google Scholar] [CrossRef]
- Banerjee, A.; Pandey, S.S.; Mastrangelo, C.H. MEMS stiction supression with sacrificial polystyrene nanoparticles. In Proceedings of the IEEE Sensors, Glasgow, Scotland, 29 October–1 November 2017. [Google Scholar] [CrossRef]
- Sensortec, B. BME280—Combined Humidity, Pressure and Temperature Sensor, Datasheet. Available online: https://www.bosch-sensortec.com/en/bst/products/all_products/bme280 (accessed on 29 May 2019).
- Tang, W.C.; Lim, M.G.; Howe, R.T. Electrostatic comb drive levitation and control method. J. Microelectromech. Syst. 1992. [Google Scholar] [CrossRef]
- Tagne, N.R.S.; Njeugna, E.; Fogue, M.; Drean, J.-Y.; Nzeukou, A.; Fokwa, D. Study of water absorption in raffia vinifera fibres from Bandjoun, Cameroon. Sci. World J. 2014. [Google Scholar] [CrossRef]
- Luna, R.; Millán, C.; Domingo, M.; Santonja, C.; Satorre, M.Á. Experimental study of the frequency factor in the Polanyi–Wigner equation: The case of C2H6. Vacuum 2015, 122, 154–160. [Google Scholar] [CrossRef]










© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Likhite, R.; Banerjee, A.; Majumder, A.; Karkhanis, M.; Kim, H.; Mastrangelo, C.H. Parametrically Amplified Low-Power MEMS Capacitive Humidity Sensor. Sensors 2019, 19, 3954. https://doi.org/10.3390/s19183954
Likhite R, Banerjee A, Majumder A, Karkhanis M, Kim H, Mastrangelo CH. Parametrically Amplified Low-Power MEMS Capacitive Humidity Sensor. Sensors. 2019; 19(18):3954. https://doi.org/10.3390/s19183954
Chicago/Turabian StyleLikhite, Rugved, Aishwaryadev Banerjee, Apratim Majumder, Mohit Karkhanis, Hanseup Kim, and Carlos H. Mastrangelo. 2019. "Parametrically Amplified Low-Power MEMS Capacitive Humidity Sensor" Sensors 19, no. 18: 3954. https://doi.org/10.3390/s19183954
APA StyleLikhite, R., Banerjee, A., Majumder, A., Karkhanis, M., Kim, H., & Mastrangelo, C. H. (2019). Parametrically Amplified Low-Power MEMS Capacitive Humidity Sensor. Sensors, 19(18), 3954. https://doi.org/10.3390/s19183954