Resonating Shell: A Spherical-Omnidirectional Ultrasound Transducer for Underwater Sensor Networks

 ,
,  and
and
Abstract
1. Introduction
- Transducers based on micro-electromechanical technology: These transducers require a complex fabrication process. Moreover, in the most cases their covering distance range is limited to few millimeters.
- Transducers assembled by discrete components: This category of transducers has either a very big dimension or high cost of assembly.
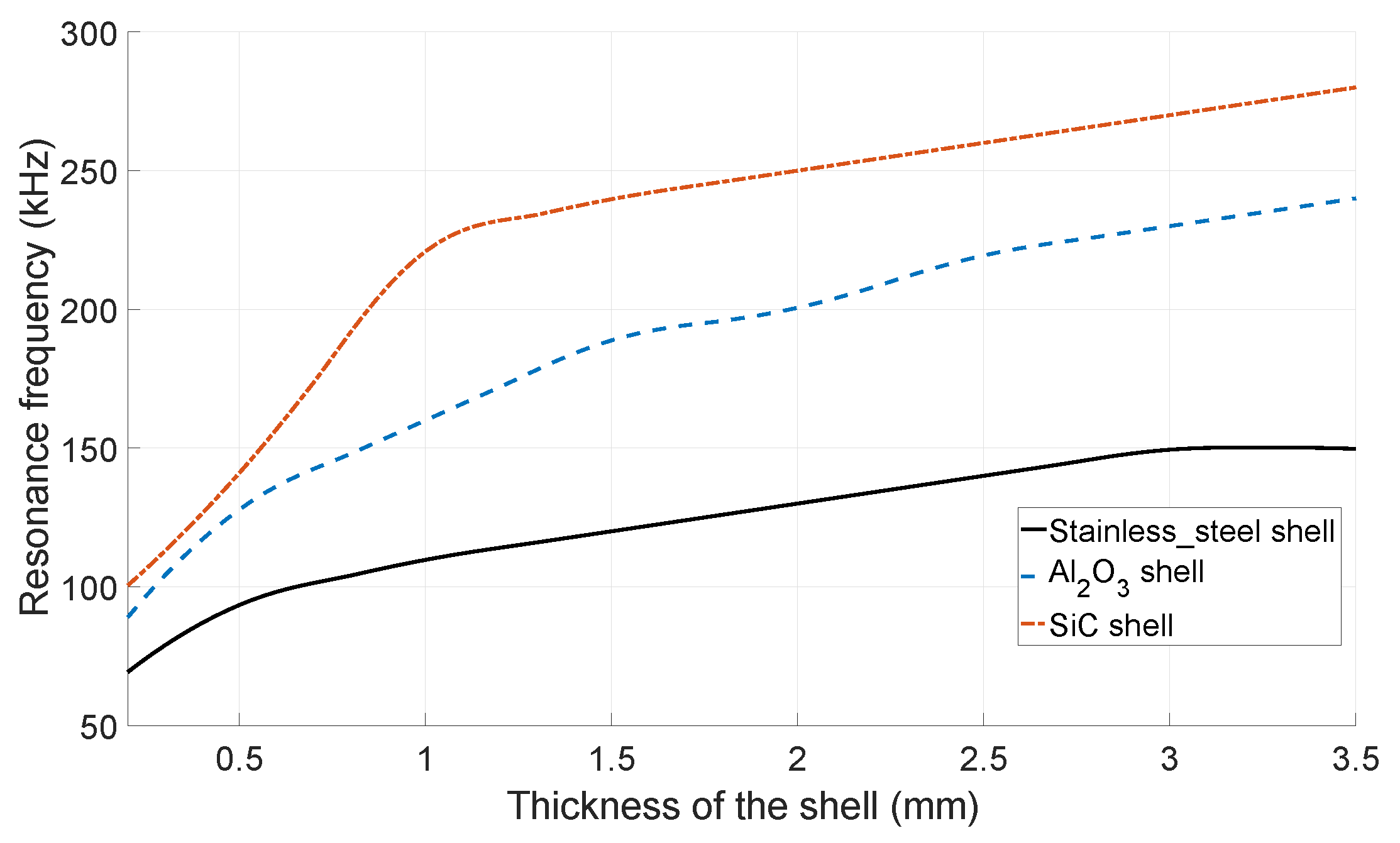
2. Concept and Design Parameters
3. Fabrication and Characterization
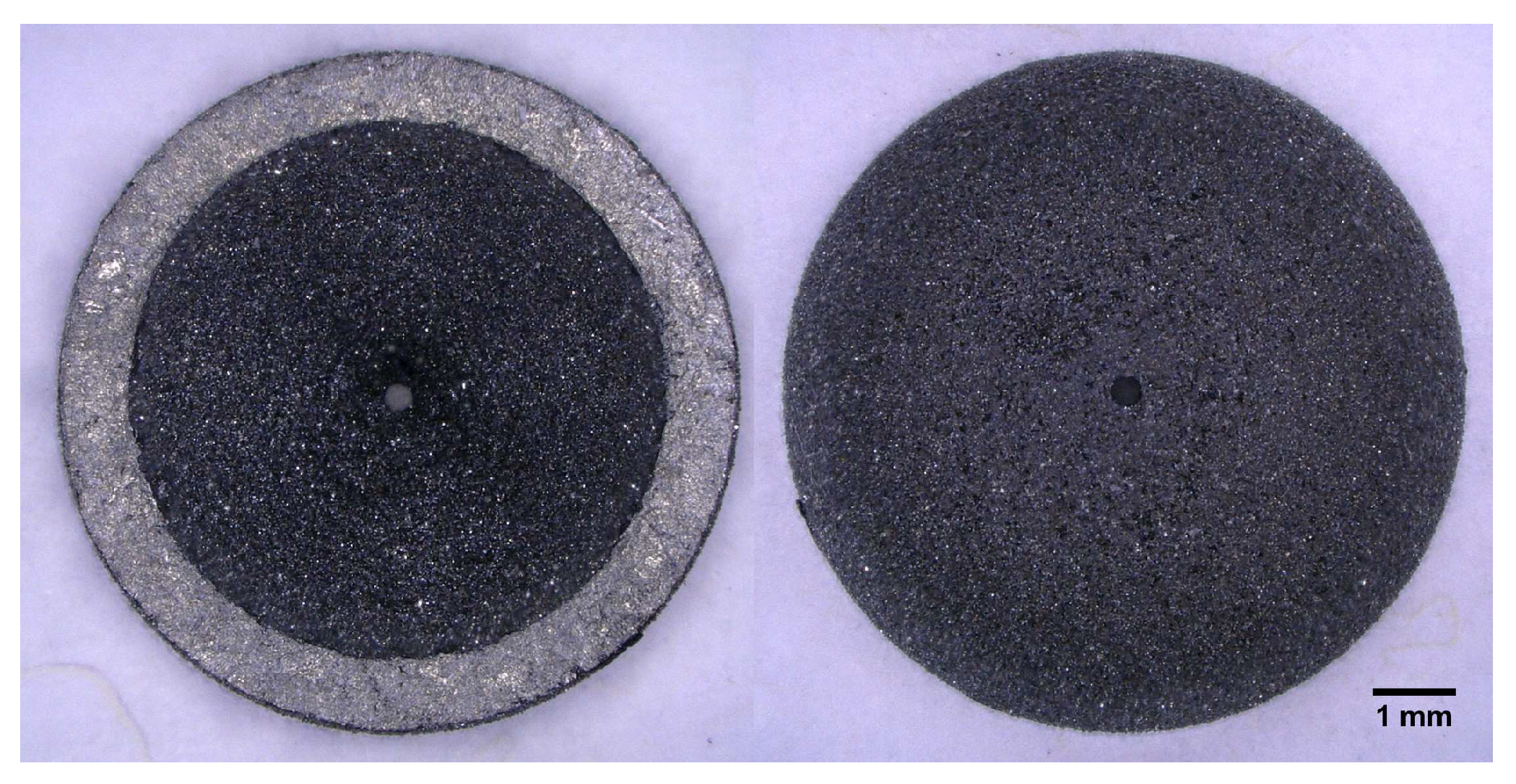
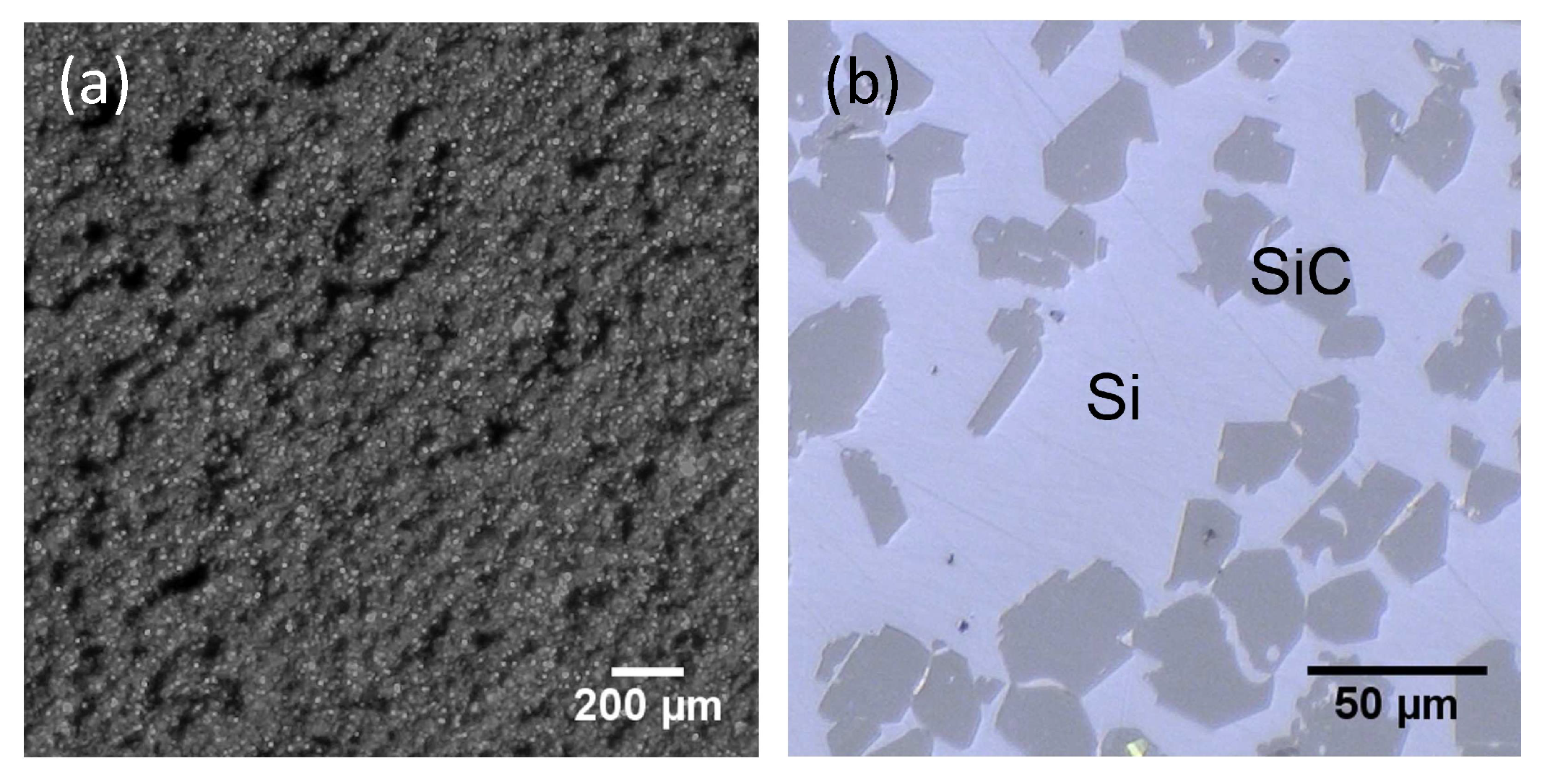
3.1. Additive Manufacturing of SiC Hemispherical Shells
3.2. Material Characterization of the Shells
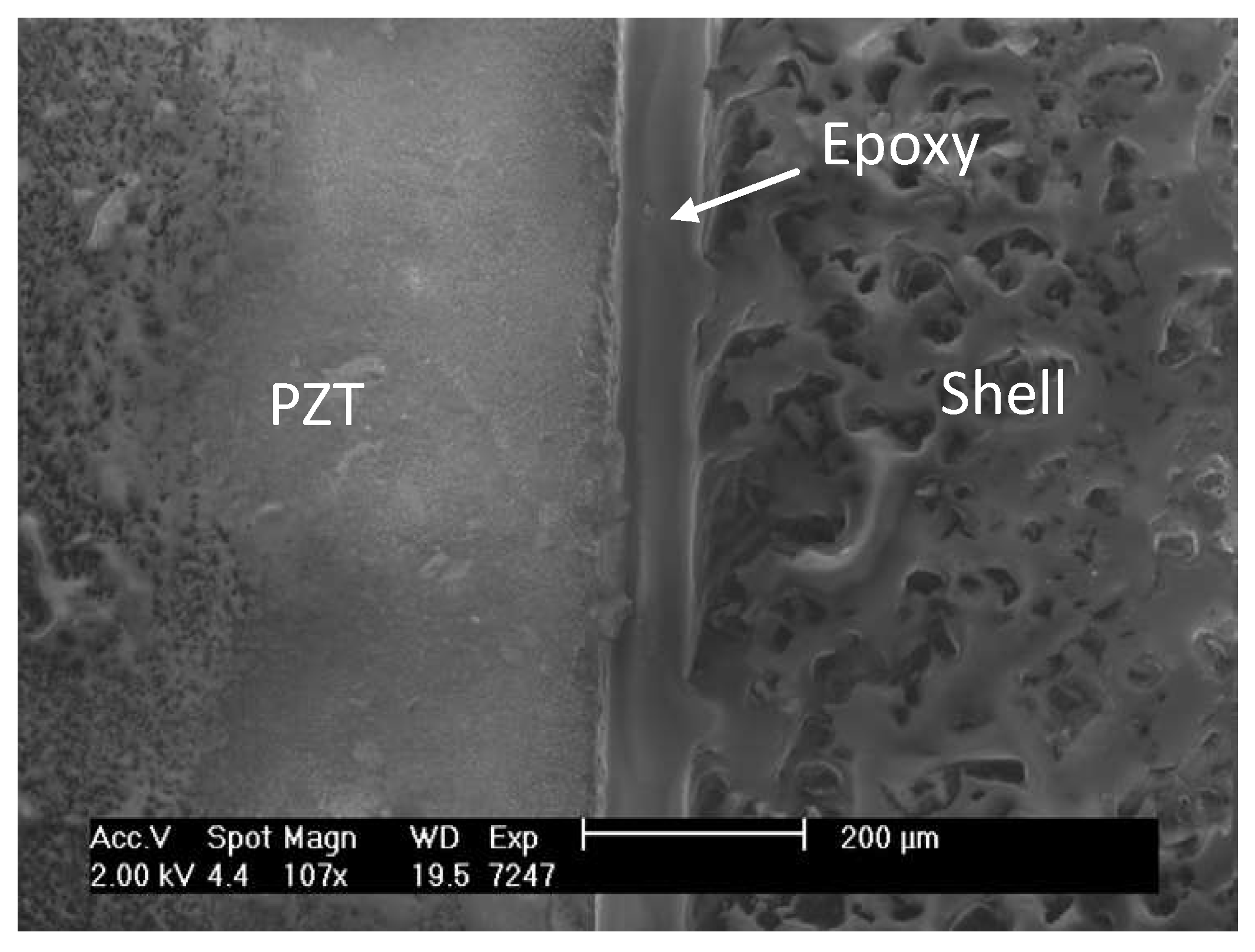
3.3. Integration of the Transducer
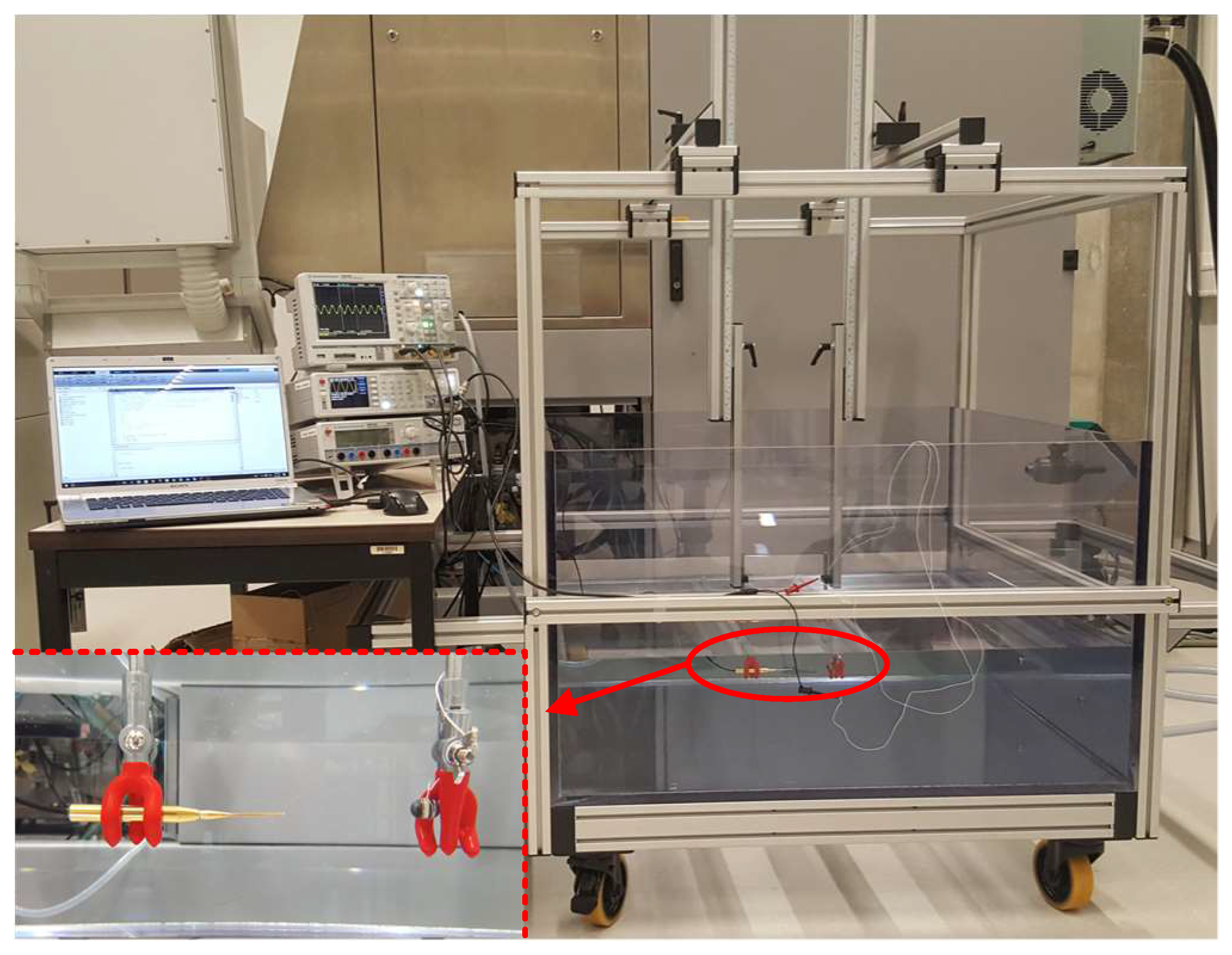
3.4. Characterization of the Transducer
4. Results and Discussion
4.1. Additively Manufactured Shells of the Transducer
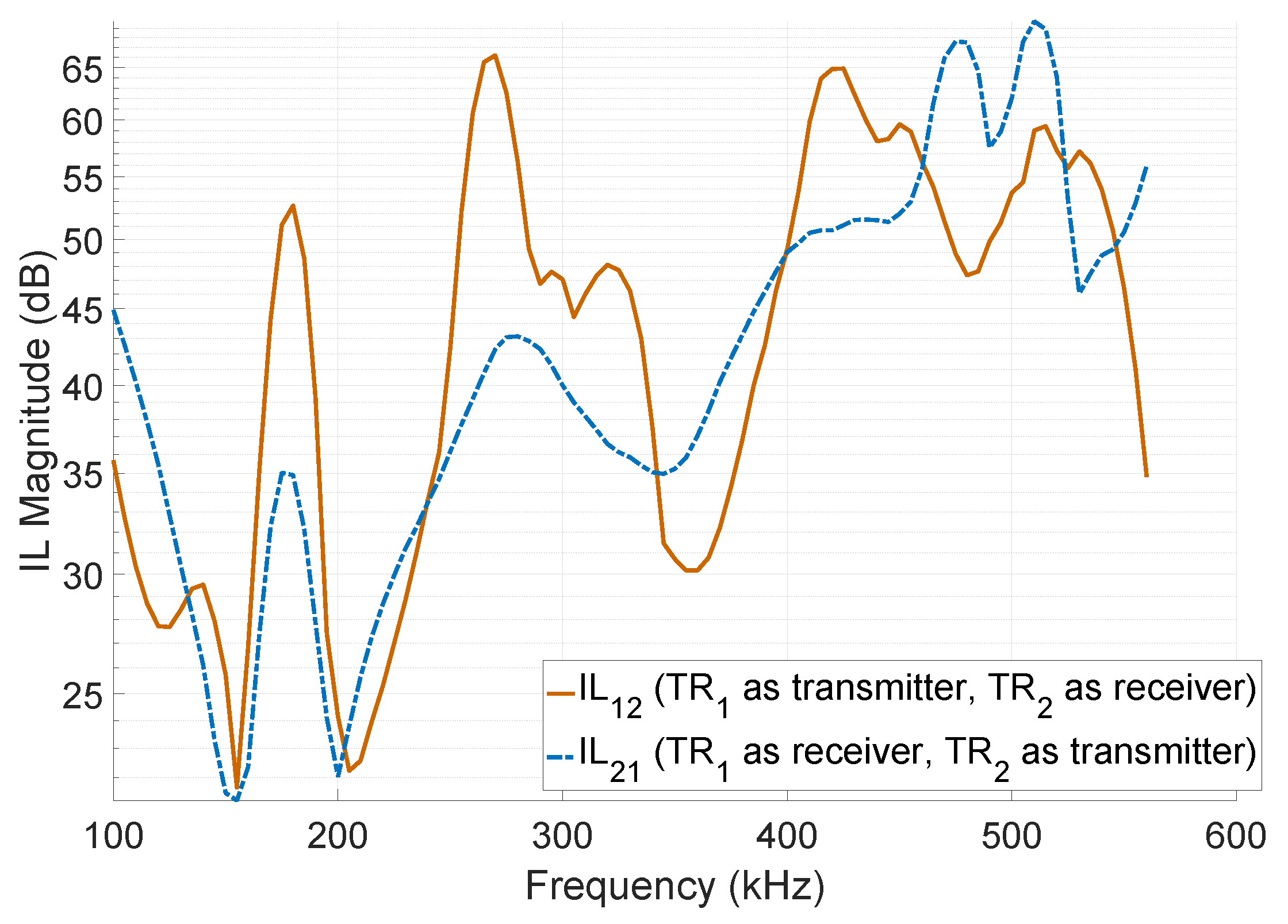
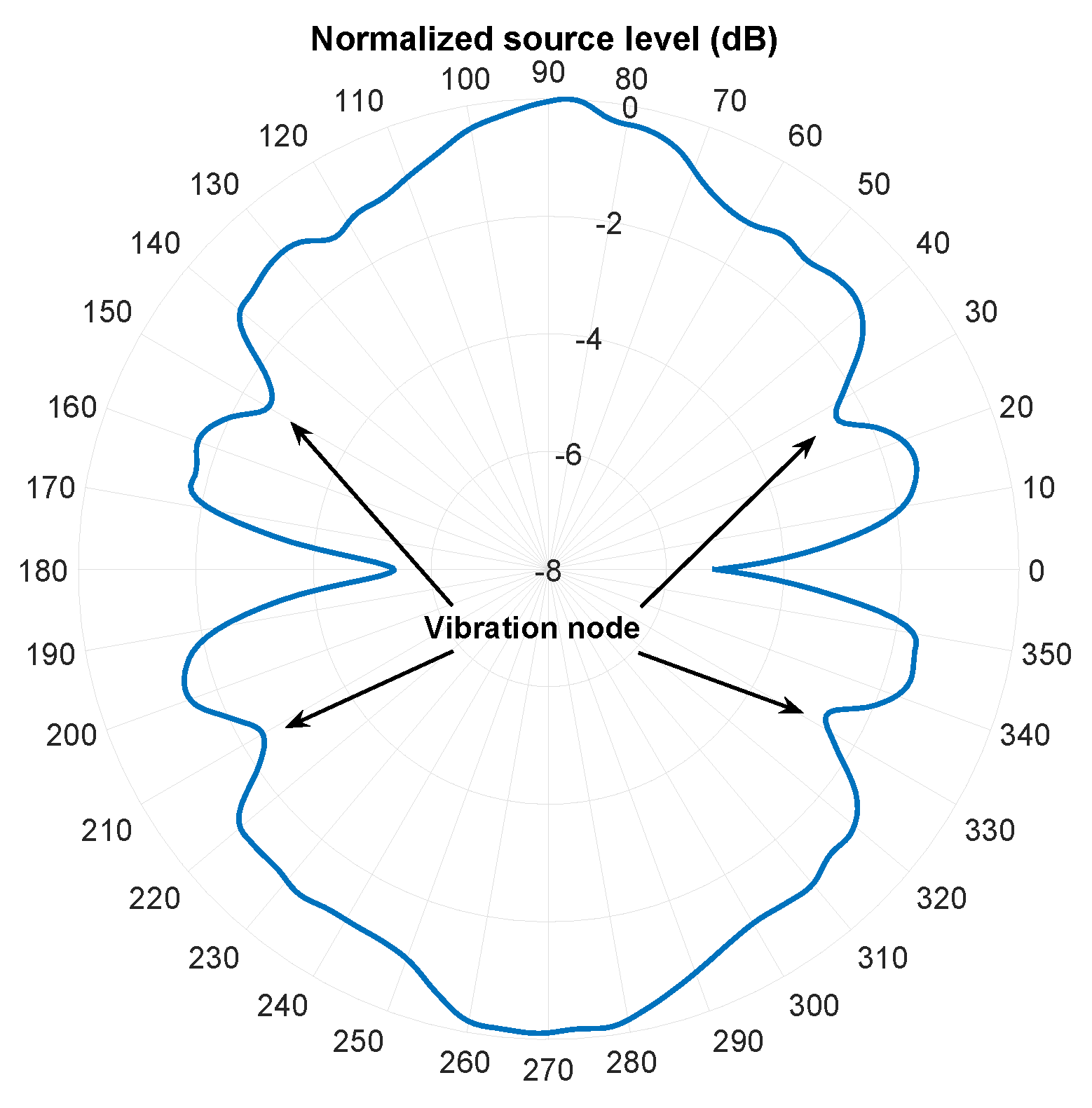
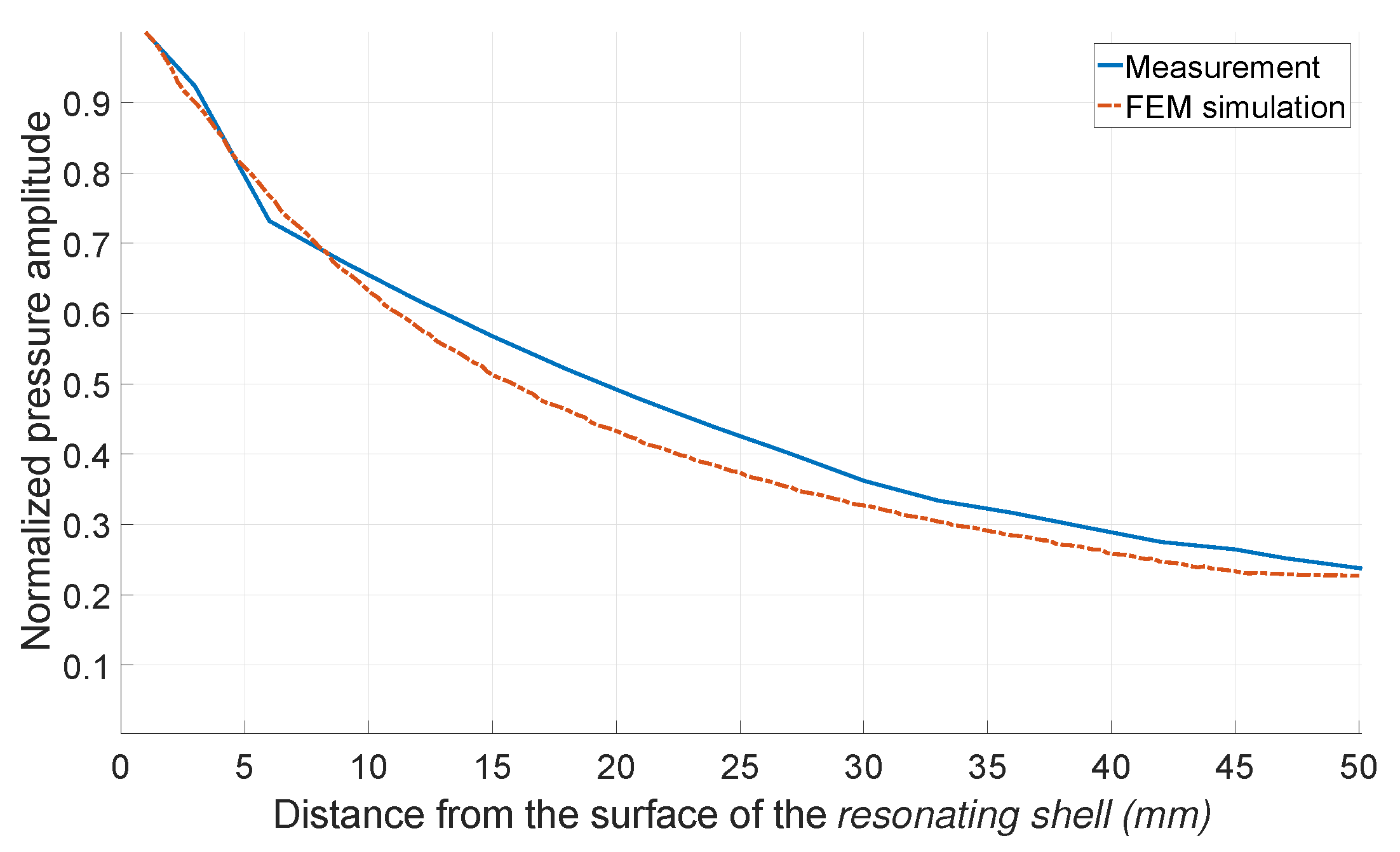
4.2. Resonating Shell as an Ultrasound Transducer
- There are phase variations around the transducer in the third mode of vibration, which makes it non-ideal for a spherical-communication.
- At the third mode of vibration, the receiver transducer is only sensitive to the perpendicularly impacted wave on the top part of the shell. The wave that impacts the transducer within a angle with respect to the axial direction cannot excite the third mode of vibration.
5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Domingo, M.C. An overview of the internet of underwater things. J. Netw. Comput. Appl. 2012, 35, 1879–1890. [Google Scholar] [CrossRef]
- Demirors, E.; Shi, J.; Duong, A.; Dave, N.; Guida, R.; Herrera, B.; Pop, F.; Chen, G.; Casella, C.; Tadayon, S.; et al. The SEANet Project: Toward a Programmable Internet of Underwater Things. In Proceedings of the 2018 Fourth Underwater Communications and Networking Conference (UComms), Lerici, Italy, 28–30 August 2018; pp. 1–5. [Google Scholar]
- Heidemann, J.; Stojanovic, M.; Zorzi, M. Underwater sensor networks: Applications, advances and challenges. Phil. Trans. R. Soc. A 2012, 370, 158–175. [Google Scholar] [CrossRef] [PubMed]
- Espada, J.P.; Martínez, O.S.; Lovelle, J.M.C.; G-Bustelo, B.C.P.; Álvarez, M.Á.; García, A.G. Modeling architecture for collaborative virtual objects based on services. J. Netw. Comput. Appl. 2011, 34, 1634–1647. [Google Scholar] [CrossRef]
- Akyildiz, I.F.; Pompili, D.; Melodia, T. Underwater acoustic sensor networks: research challenges. Ad Hoc Netw. 2005, 3, 257–279. [Google Scholar] [CrossRef]
- Blauert, J.; Xiang, N. Acoustics for Engineers; Springer Science & Business Media: Berlin, Germany, 2009. [Google Scholar]
- Sadeghpour, S.; Meyers, S.; Kruth, J.P.; Vleugels, J.; Puers, R. Single-Element Omnidirectional Piezoelectric Ultrasound Transducer for under Water Communication. Proceedings 2017, 1, 363. [Google Scholar] [CrossRef]
- Andraud, M.; Hallawa, A.; De Roose, J.; Cantatore, E.; Ascheid, G.; Verhelst, M. Evolving hardware instinctive behaviors in resource-scarce agent swarms exploring hard-to-reach environments. In Proceedings of the Genetic and Evolutionary Computation Conference Companion, Kyoto, Japan, 15–19 July 2018; pp. 1497–1504. [Google Scholar]
- Yang, Y.; Chu, Z.; Shen, L.; Xu, Z. Functional delay and sum beamforming for three-dimensional acoustic source identification with solid spherical arrays. J. Sound Vib. 2016, 373, 340–359. [Google Scholar] [CrossRef]
- Nishitani, A.; Nishida, Y.; Mizoguch, H. Omnidirectional ultrasonic location sensor. In Proceedings of the 2005 IEEE Sensors, Irvine, CA, USA, 30 October–3 November 2005. [Google Scholar]
- Zhou, D.; Cheung, K.F.; Chen, Y.; Lau, S.T.; Zhou, Q.; Shung, K.K.; Luo, H.S.; Dai, J.; Chan, H.L.W. Fabrication and performance of endoscopic ultrasound radial arrays based on PMN-PT single crystal/epoxy 1-3 composite. IEEE Trans. Ultrason. Ferroelectr. Freq. Contr. 2011, 58, 477–484. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Ma, X.; Huang, H.; Li, X.; Yuan, J. A 360∘ fully functional endoscopic ultrasound radial array. In Proceedings of the Ultrasonics Symposium (IUS), Tours, France, 18–21 September 2016; pp. 1–4. [Google Scholar]
- Wildes, D.; Lee, W.; Haider, B.; Cogan, S.; Sundaresan, K.; Mills, D.M.; Yetter, C.; Hart, P.H.; Haun, C.R.; Concepcion, M.; et al. 4-D ICE: A 2-D array transducer with integrated ASIC in a 10-Fr catheter for real-time 3-D intracardiac echocardiography. IEEE Trans. Ultrason. Ferroelectr. Freq. Contr. 2016, 63, 2159–2173. [Google Scholar] [CrossRef] [PubMed]
- Mimoun, B.; Henneken, V.; van der Horst, A.; Dekker, R. Flex-to-rigid (F2R): A generic platform for the fabrication and assembly of flexible sensors for minimally invasive instruments. IEEE Sens. J. 2013, 13, 3873–3882. [Google Scholar] [CrossRef]
- Chen, K.; Lee, H.S.; Sodini, C.G. A column-row-parallel ASIC architecture for 3-D portable medical ultrasonic imaging. IEEE J. Solid State Circuits 2016, 51, 738–751. [Google Scholar]
- Meyers, S.; De Leersnijder, L.; Vleugels, J.; Kruth, J.P. Direct laser sintering of reaction bonded silicon carbide with low residual silicon content. J. Eur. Ceram. Soc. 2018, 38, 3079–3717. [Google Scholar] [CrossRef]
- Weaver, W., Jr.; Timoshenko, S.P.; Young, D.H. Vibration Problems in Engineering; John Wiley & Sons.: New York, NY, USA, 1937. [Google Scholar]
- Kino, G.S. Acoustic Waves: Devices, Imaging and Analog Signal Processing; Number 43 KIN; Prentice-Hall: Upper Saddle River, NJ, USA, 2000. [Google Scholar]
- Epoxy-Technology. Technical Datasheet; 353ND; Epoxy-Technology: Billerica, MA, USA, September 2017. [Google Scholar]
- Epoxy-Technology. Technical Datasheet; H20E; Epoxy-Technology: Billerica, MA, USA, June 2018. [Google Scholar]
- Blackstock, D.T. Fundamentals of Physical Acoustics; John Wiley & Sons, 2000. [Google Scholar]
- Mainzer, B.; Roder, K.; Wöckel, L.; Frieß, M.; Koch, D.; Nestler, D.; Wett, D.; Podlesak, H.; Wagner, G.; Ebert, T.; et al. Development of wound SiC BNx/SiNx/SiC with near stoichiometric SiC matrix via LSI process. J. Eur. Ceram. Soc. 2016, 36, 1571–1580. [Google Scholar] [CrossRef]
- Jaffe, H.; Berlincourt, D. Piezoelectric transducer materials. Proc. IEEE 1965, 53, 1372–1386. [Google Scholar] [CrossRef]
- Lee, S.H.; Yoon, K.H.; Lee, J.K. Influence of electrode configurations on the quality factor and piezoelectric coupling constant of solidly mounted bulk acoustic wave resonators. J. App. Phys. 2002, 92, 4062–4069. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value (mm) |
|---|---|
| Inner radius of the shell | 4 |
| Outer radius of the shell | 5 |
| The thickness of the stainless-steel ring | |
| The thickness of the PZT rings | 1 |
| Property | Si-SiC |
|---|---|
| Laser power (W) | 15 |
| Scanning speed (mm/s) | 100 |
| Layer thickness (m) | 30 |
| Property | Si-SiC | Impregnated Si-SiC |
|---|---|---|
| Density (g/cm) | ||
| Young’s modulus E (GPa) | 232 | 285 |
| E/ (MPa/(kg/m)) | ||
| ()) |
| Transducer | Dimension | Resonance Frequency | TVR | Capacitance | Q-Factor | Beam Width | Architecture of the Transducers |
|---|---|---|---|---|---|---|---|
| resonating shell | 14.2 × 10 mm | 155 kHz | 137 dB | 4 pF | 6.2 | 360° | 2 ring PZTs |
| Sensor tech (SX series) | 50–110 mm Dia | 18.5–66 kHz | 144 dB | 8.4–30 nF | 2.6–5.5 | — | 2 PZT hemispheres |
| Benthowave (BII-7520 series) | 35–80 mm Dia | 20–85 kHz | 150 dB | — | 4 | 260°–280° | 2 PZT hemispheres |
| Reson TC4033 | 25 × 80 mm | 1–100 kHz | 144 dB | 7.8 nF | — | 270° | 2 PZT hemispheres |
| [9] | 195 mm Dia | 16 kHz | — | — | — | 360° | 36 transducers |
| [10] | > 200 mm | < 40 kHz | — | — | — | 360° | 60 transducers |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sadeghpour, S.; Meyers, S.; Kruth, J.-P.; Vleugels, J.; Kraft, M.; Puers, R. Resonating Shell: A Spherical-Omnidirectional Ultrasound Transducer for Underwater Sensor Networks. Sensors 2019, 19, 757. https://doi.org/10.3390/s19040757
Sadeghpour S, Meyers S, Kruth J-P, Vleugels J, Kraft M, Puers R. Resonating Shell: A Spherical-Omnidirectional Ultrasound Transducer for Underwater Sensor Networks. Sensors. 2019; 19(4):757. https://doi.org/10.3390/s19040757
Chicago/Turabian StyleSadeghpour, Sina, Sebastian Meyers, Jean-Pierre Kruth, Jozef Vleugels, Michael Kraft, and Robert Puers. 2019. "Resonating Shell: A Spherical-Omnidirectional Ultrasound Transducer for Underwater Sensor Networks" Sensors 19, no. 4: 757. https://doi.org/10.3390/s19040757
APA StyleSadeghpour, S., Meyers, S., Kruth, J.-P., Vleugels, J., Kraft, M., & Puers, R. (2019). Resonating Shell: A Spherical-Omnidirectional Ultrasound Transducer for Underwater Sensor Networks. Sensors, 19(4), 757. https://doi.org/10.3390/s19040757