Smart Adhesive Joint with High-Definition Fiber-Optic Sensing for Automotive Applications


 ,
,
Abstract
:1. Introduction
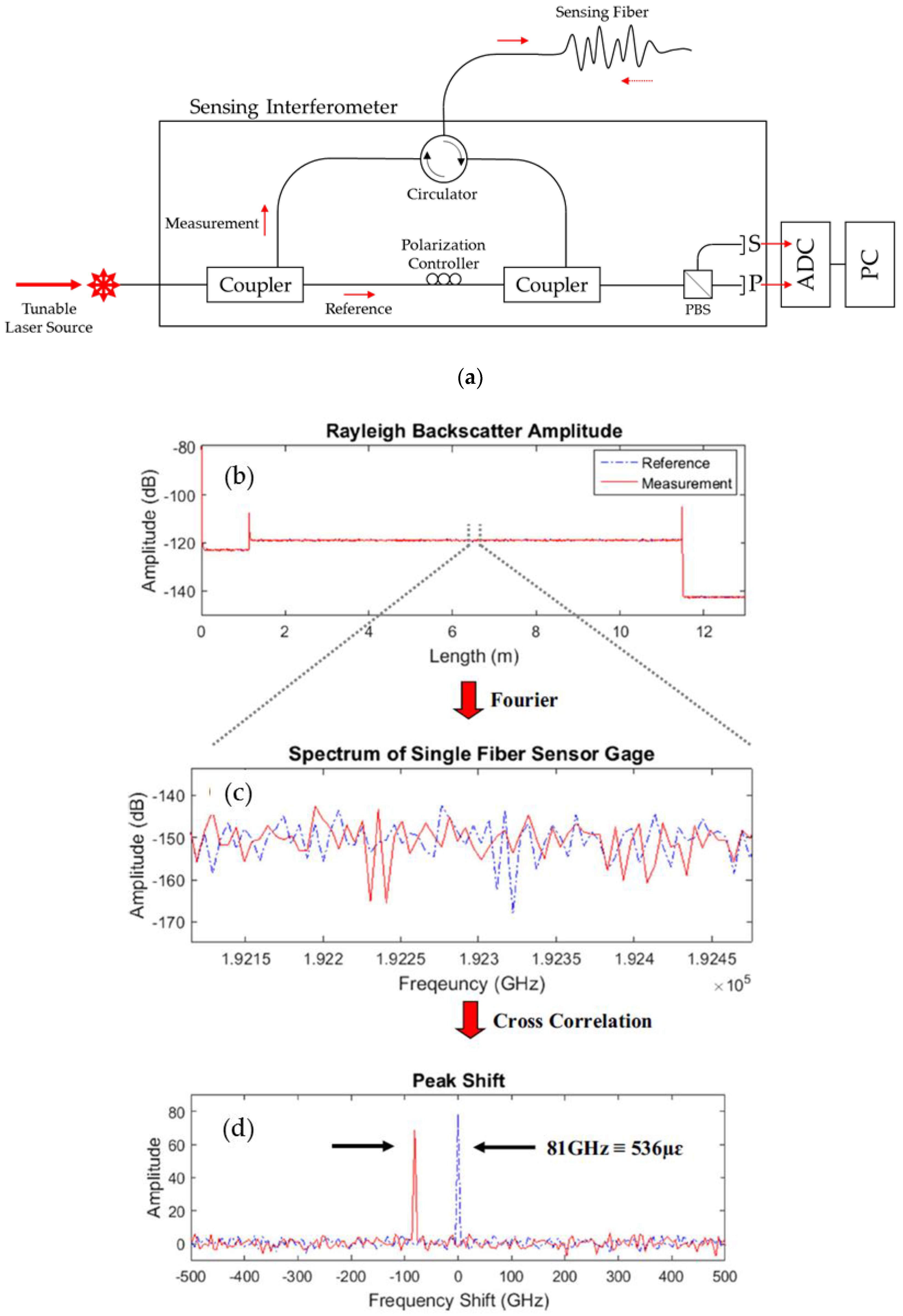
2. Sensing Principle of the High-Definition Fiber-Optic Sensor (HD-FOS)
3. Coefficients of Thermal Expansion Measurements
4. Materials and Methods
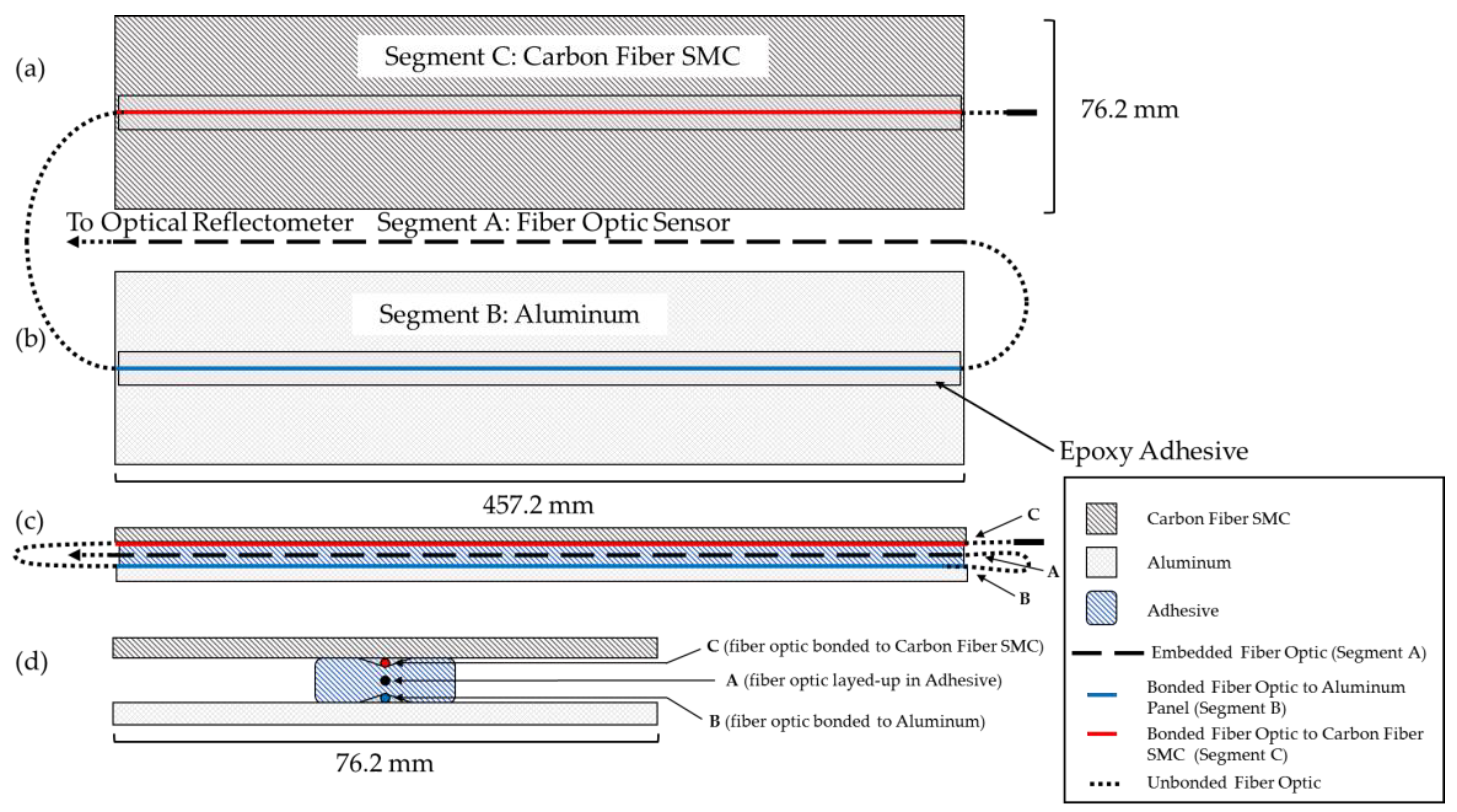
4.1. Carbon Fiber-Reinforced Composite and Aluminum Hybrid Joint Using Epoxy Adhesives
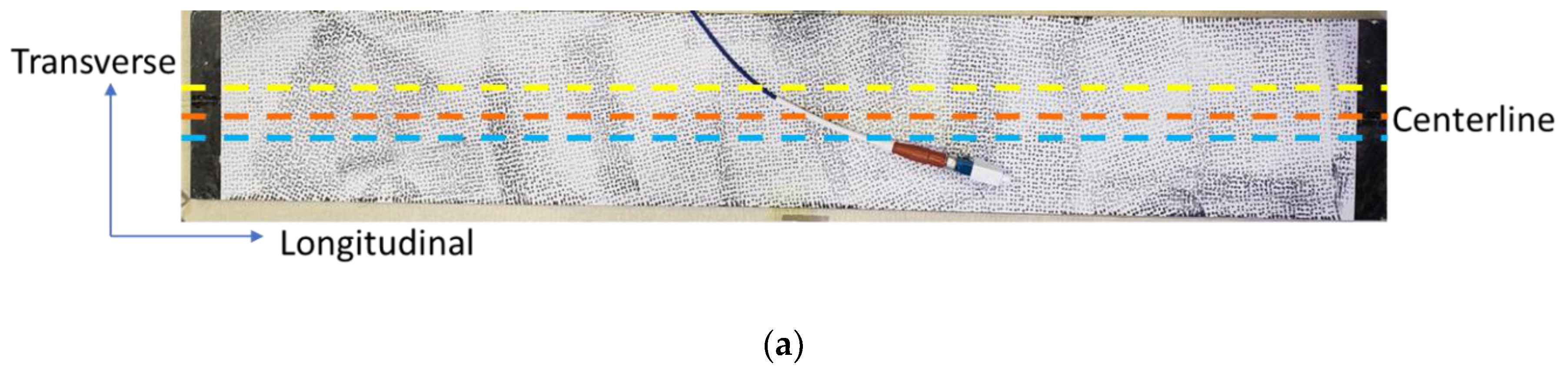
4.2. Thermal Digital Image Correlation (TDIC) and High-Definition Fiber-Optic Sensor (HD-FOS) Benchmarking
4.3. Thermal Cycling to Simulate the Automotive Paint Process
5. Results and Discussion
- (1)
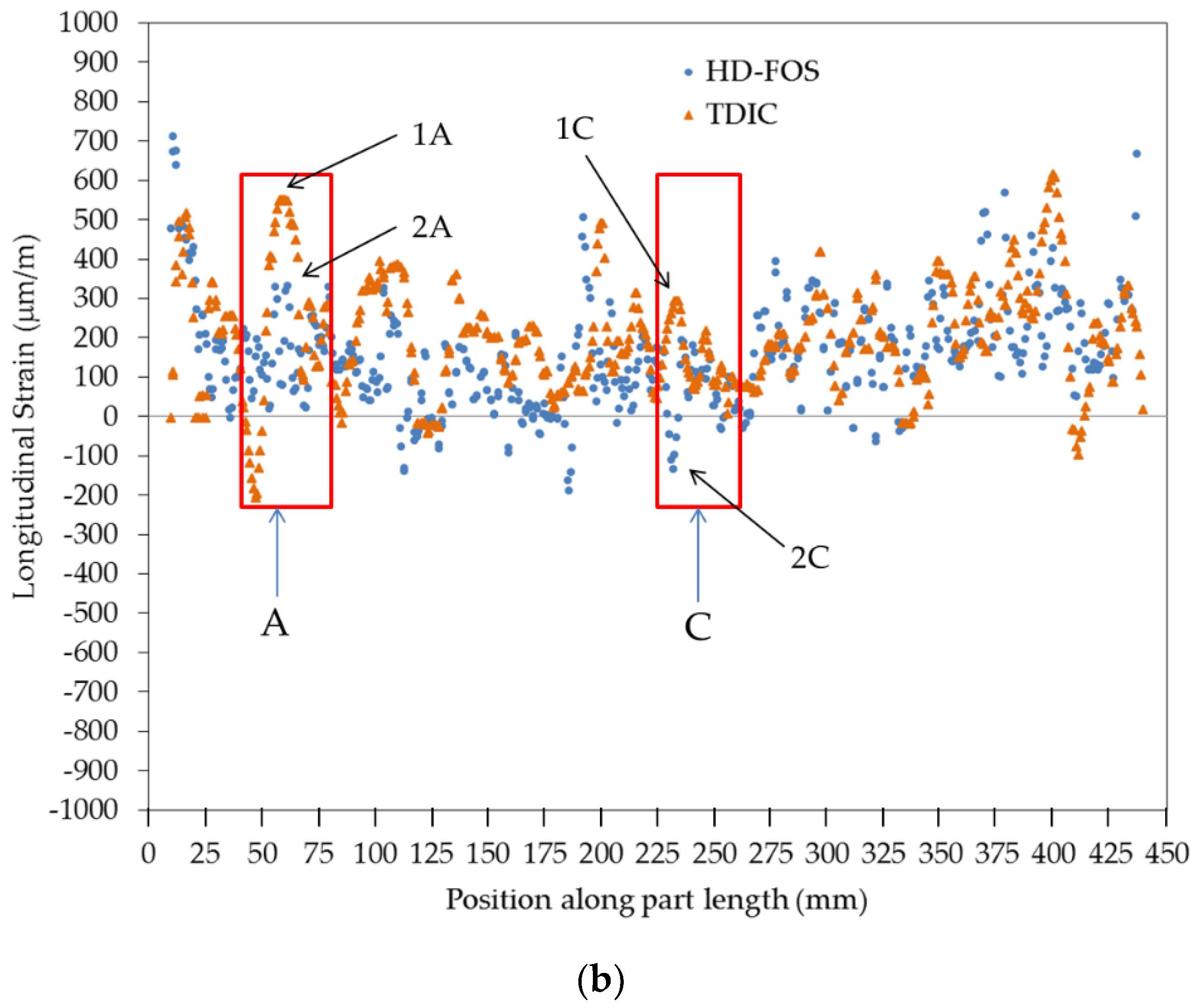
- Measurement of strain for a CFSMC specimen in an unstressed state over a specified physical length using thermal digital image correlation (TDIC) optical method and HD-FOS using OFDR signal to compare the resulting measurement for both techniques.
- (2)
- Monitor the strain evolution and residual strains of CFSMC/Al smart joint subjected to three thermal cycles from the OFDR signal obtained from the embedded HD-FOS.
- (3)
- Calculate the CLTE using the relationship previously described in equation 4 to determine the thermal expansion along the CFSMC/Al smart joint based on the local strain Δε, derived from the proportional relationship between the distribution strain and spectral shift [19].
5.1. High-Definition Fiber-Optic Sensor Results Evaluation Using Thermal Digital Image Correlation Technique for Carbon Fiber Sheet Molding Compound-Based Composite Panel
5.2. Carbon Fiber-Reinforced Sheet-Molded Composite (CFSMC)-Al Smart-Joint Response Resulting from Thermal Cycling
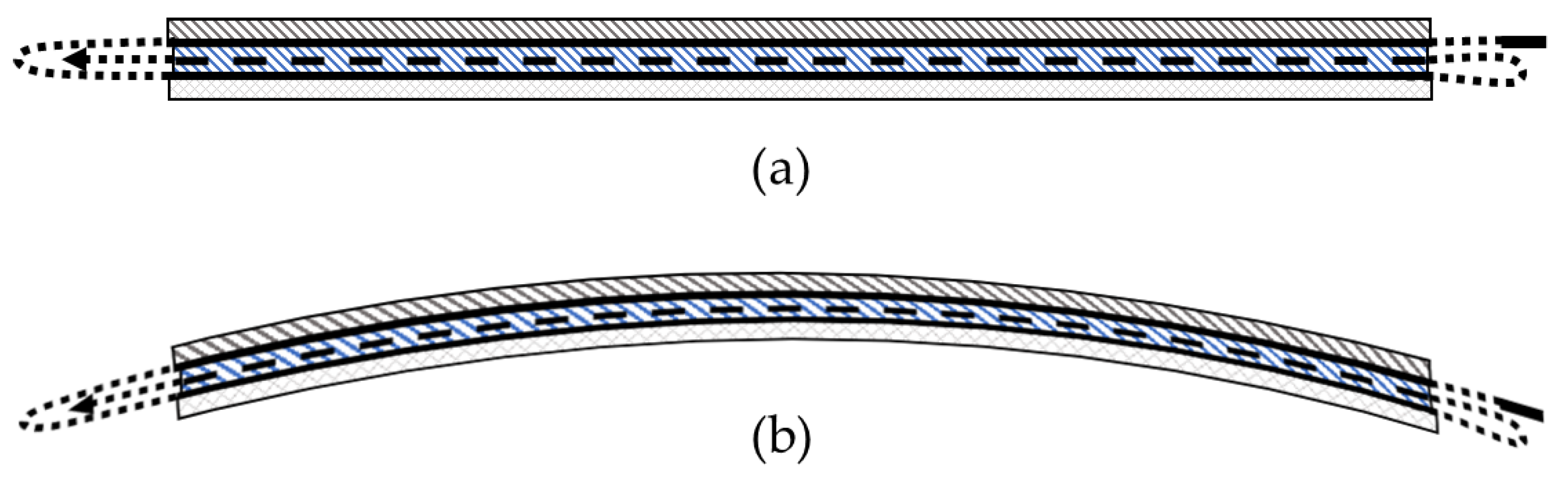
5.2.1. Displacement Measurements
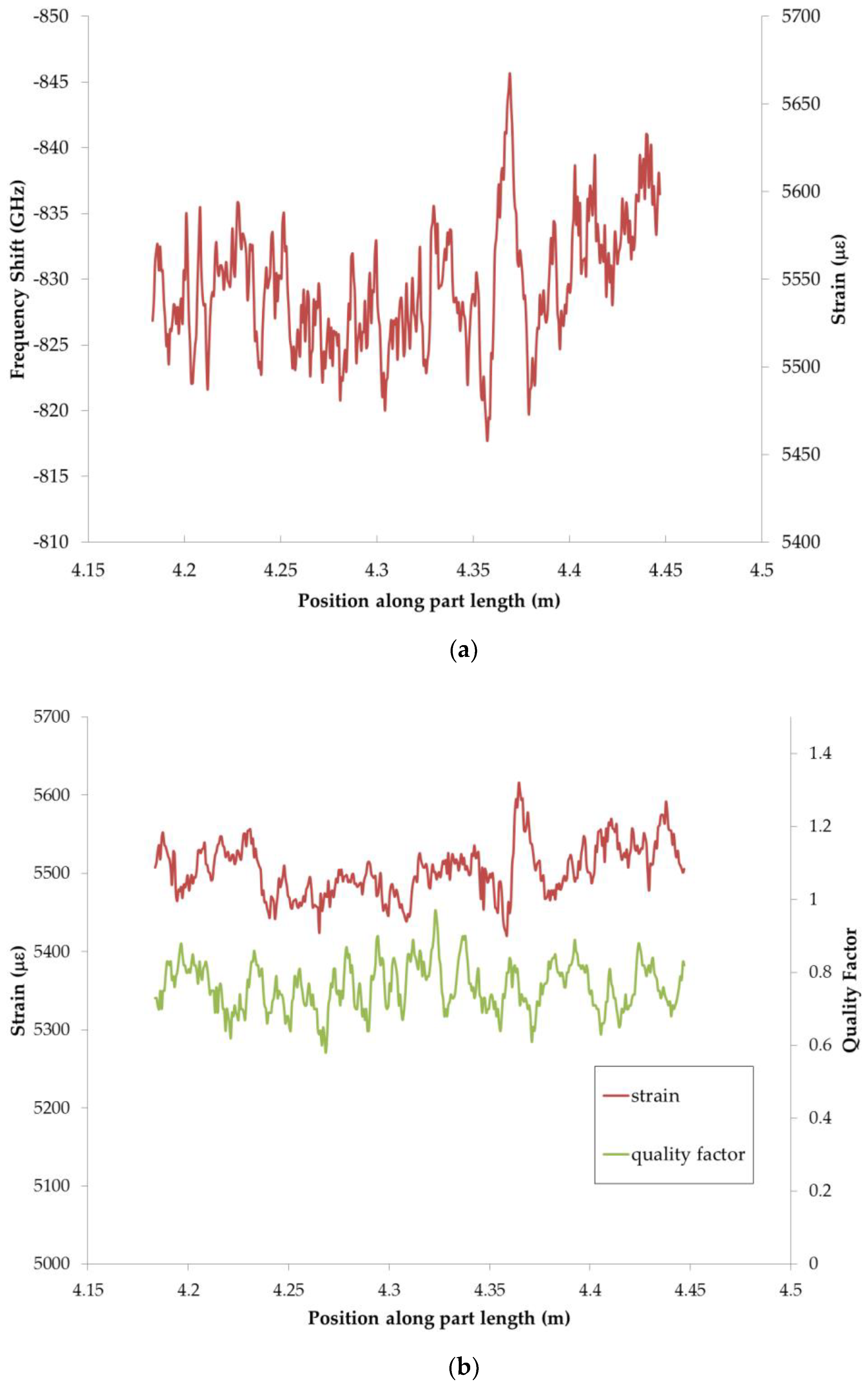
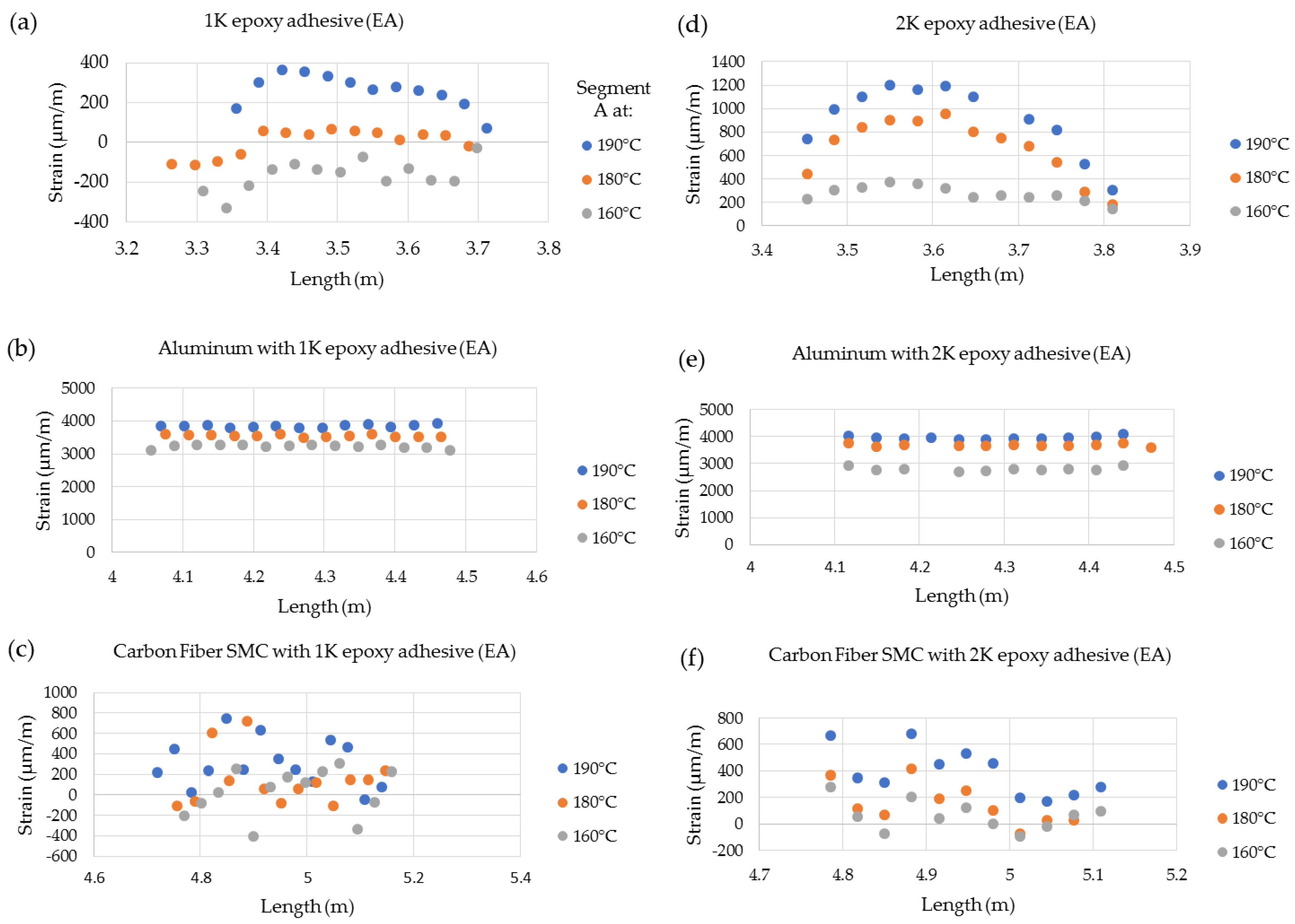
5.2.2. Strain, Residual Strain, and Coefficient of Linear Thermal Expansion Measurements
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Asadi, A.; Miller, M.; Singh, A.V.; Moon, R.J.; Kalaitzidou, K. Lightweight sheet molding compound (SMC) composites containing cellulose nanocrystals. Compos. Struct. 2017, 160, 211–219. [Google Scholar] [CrossRef]
- Palmer, J.; Savage, L.; Ghita, O.R.; Evans, K.E. Sheet moulding compound (SMC) from carbon fibre recyclate. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1232–1237. [Google Scholar] [CrossRef]
- Banea, M.D.; da Silva, L.F.M.; Carbas, R.J.C. Debonding on command of adhesive joints for the automotive industry. Int. J. Adhes. Adhes. 2015, 59, 14–20. [Google Scholar] [CrossRef]
- Mulle, M.; Wafai, H.; Yudhanto, A.; Lubineau, G.; Yaldiz, R.; Schijve, W.; Verghese, N. Process monitoring of glass reinforced polypropylene laminates using fiber Bragg gratings. Compos. Sci. Technol. 2016, 123, 143–150. [Google Scholar] [CrossRef]
- da Silva, L.F.M.; Adams, R.D. Stress-free temperature in a mixed-adhesive joint. J. Adhes. Sci. Technol. 2006, 20, 1705–1726. [Google Scholar] [CrossRef]
- Mieloszyk, M.; Ostachowicz, W. Moisture contamination detection in adhesive bond using embedded FBG sensors. Mech. Syst. Signal Process. 2017, 84, 1–14. [Google Scholar] [CrossRef]
- Sulejmani, S.; Sonnenfeld, C.; Geernaert, T.; Luyckx, G.; Mergo, P.; Urbanczyk, W.; Chah, K.; Thienpont, H.; Berghmans, F. Disbond monitoring in adhesive joints using shear stress optical fiber sensors. Smart Mater. Struct. 2014, 23, 075006. [Google Scholar] [CrossRef]
- Matthews, F.L.; Rawlings, R.D. Composite Materials: Engineering and Science; Woodhead Publishing: Boca Raton, FL, USA, 2006. [Google Scholar]
- Abedian, A.; Szyszkowski, S.; Yannacopoulos, S. Effects of surface geometry of composites on thermal stress distribution: A numerical study. Compos. Sci. Technol. 1999, 59, 41–54. [Google Scholar] [CrossRef]
- Kim, H.-S.; Yoo, S.-H.; Chang, S.-H. In situ monitoring of the strain evolution and curing reaction of composite laminates to reduce the thermal residual stress using FBG sensor and dielectrometry. Compos. Part B Eng. 2013, 44, 446–452. [Google Scholar] [CrossRef]
- Fernandes, H.; Zhang, H.; Maldague, X. An active infrared thermography method for fiber orientation assessment of fiber-reinforced composite materials. Infrared Phys. Technol. 2015, 72, 286–292. [Google Scholar] [CrossRef] [Green Version]
- Sánchez, D.M.; Gresil, M.; Soutis, C. Distributed internal strain measurement during composite manufacturing using optical fibre sensors. Compos. Sci. Technol. 2015, 120, 49–57. [Google Scholar] [CrossRef]
- Minakuchi, S.; Takeda, N.; Takeda, S.-I.; Nagao, Y.; Franceschetti, A.; Liu, X. Life cycle monitoring of large-scale CFRP VARTM structure by fiber-optic-based distributed sensing. Compos. Part A Appl. Sci. Manuf. 2011, 42, 669–676. [Google Scholar] [CrossRef]
- Barrias, A.; Casas, J.R.; Villalba, S. Embedded Distributed Optical Fiber Sensors in Reinforced Concrete Structures-A Case Study. Sensors 2018, 18, 980. [Google Scholar] [CrossRef] [Green Version]
- Feng, K.; Cui, J.; Dang, H.; Sun, X.; Jiang, D.; Jin, Y.; Niu, Y.; Zhang, X. Investigation of a Signal Demodulation Method based on Wavelet Transformation for OFDR to Enhance Its Distributed Sensing Performance. Sensors 2019, 19, 2850. [Google Scholar] [CrossRef] [Green Version]
- Mihailov, S.J. Fiber Bragg grating sensors for harsh environments. Sensors 2012, 12, 1898–1918. [Google Scholar] [CrossRef] [PubMed]
- Palmieri, L.S.L. Distributed optical fiber sensing based on Rayleigh scattering. Open Opt. J. 2013, 7, 104–127. [Google Scholar] [CrossRef]
- Arhant, M.; Meek, N.; Penumadu, D.; Davies, P.; Garg, N. Residual Strains using Integrated Continuous Fiber Optic Sensing in Thermoplastic Composites and Structural Health Monitoring. Exp. Mech. 2017, 58, 167–176. [Google Scholar] [CrossRef]
- Feng, K.; Cui, J.; Jin, Y.; Sun, X.; Jiang, D.; Dang, H.; Niu, Y.; Tan, J. Enhancement of the Performance and Data Processing Rate of an Optical Frequency Domain Reflectometer Distributed Sensing System Using A Limited Swept Wavelength Range. Sensors 2018, 18, 3480. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kant, M.; Penumadu, D. A method for rapid determination of fiber orientation in refinforced composites at lab and component scale. In Proceedings of the American Society for Composites—Thirty-third Technical Conference, Seattle, WA, USA, 24–26 September 2018. [Google Scholar]
- Penumadu, D.; Kant, M. Invention disclosure: Technique: Fiber and bundle orientations and mechanical properties of fiber reinforced composites using thermal digital image correlation (TDIC). Univ. Tenn. Res. Found. 2018. UTRF 18162-03. [Google Scholar]
- LUNA. User’s Guide ODiSI 6100; LUNA: Blacksburg, VA, USA, 2018. [Google Scholar]
- LUNA. User’s Guide ODiSI-B; LUNA: Blacksburg, VA, USA, 2014. [Google Scholar]
- Froggatt, M.E.; Moore, J.P. Apparatus and Method for Measuring Strain in Optical Fibers Using Rayleigh Scatter. U.S. Patent 6,545,760, 8 April 2003. [Google Scholar]
- Peters, K.J.; Kreger, S.T.; Gifford, D.K.; Froggatt, M.E.; Sang, A.K.; Duncan, R.G.; Wolfe, M.S.; Soller, B.J. High-resolution extended distance distributed fiber-optic sensing using rayleigh backscatter. In Sensor Systems and Networks: Phenomena, Technology, and Applications for NDE and Health Monitoring 2007; Proceedings of SPIE: San Diego, CA, USA, 2007. [Google Scholar]
- Soller, B.J.; Gifford, D.K.; Wolfe, M.S.; Froggatt, M.E. High resolution optical frequency domain reflectometry for characterization of components and assemblies. Opt. Express 2005, 13, 666–674. [Google Scholar] [CrossRef] [Green Version]
- Barrias, A.; Casas, J.R.; Villalba, S. A Review of Distributed Optical Fiber Sensors for Civil Engineering Applications. Sensors 2016, 16, 748. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Leung, C.K.Y.; Wan, K.T.; Inaudi, D.; Bao, X.; Habel, W.; Zhou, Z.; Ou, J.; Ghandehari, M.; Wu, H.C.; Imai, M. Review: Optical fiber sensors for civil engineering applications. Mater. Struct. 2013, 48, 871–906. [Google Scholar] [CrossRef] [Green Version]
- Glaesemann, G.S. Optical Fiber Mechanical Reliability: Review of Research at Corning’s Optical Strength Laboratory White Paper WP8002; ISO 9001 Registered; ISO: Geneva, Switzerland, 2017; pp. 1–62. [Google Scholar]
- Dong, K.; Zhang, J.; Cao, M.; Wang, M.; Gu, B.; Sun, B. A mesoscale study of thermal expansion behaviors of epoxy resin and carbon fiber/epoxy unidirectional composites based on periodic temperature and displacement boundary conditions. Polym. Test. 2016, 55, 44–60. [Google Scholar] [CrossRef] [Green Version]
- Dudescu, C.N.J.; Stockmannn, M.; Nebel, S. Charasterisation of thermal expansion coefficient of anisotropic materials by electronic speckle pattern interferometry. Strain 2006, 42, 197–205. [Google Scholar] [CrossRef]
- Economidou, S.N.; Karalekas, D. Optical sensor-based measurements of thermal expansion coefficient in additive manufacturing. Polym. Test. 2016, 51, 117–121. [Google Scholar] [CrossRef]
- Bing, P.; Hui-min, X.; Tao, H.; Asundi, A. Measurement of coefficient of thermal expansion of films using digital image correlation method. Polym. Test. 2009, 28, 75–83. [Google Scholar] [CrossRef]
- Lanza di Scalea, F. Measurement of thermal expansion coefficients of composites using strain gages. Exp. Mech. 1998, 38, 233–241. [Google Scholar] [CrossRef]
- Scurti, F.; McGarrahan, J.; Schwartz, J. Effects of metallic coatings on the thermal sensitivity of optical fiber sensors at cryogenic temperatures. Opt. Mater. Express 2017, 7, 1754–1766. [Google Scholar] [CrossRef]
- LUNA Technologies. High-Definition Fiber Optic Strain Sensors Datasheet; LUNA Technologies: Blacksburg, VA, USA, 2016. [Google Scholar]
- Schenato, L.; Aneesh, R.; Palmieri, L.; Galtarossa, A.; Pasuto, A. Fiber optic sensor for hydrostatic pressure and temperature measurement in riverbanks monitoring. Opt. Laser Technol. 2016, 82, 57–62. [Google Scholar] [CrossRef]
- Abouhamzeh, M.; Sinke, J.; Jansen, K.M.B.; Benedictus, R. Closed form expression for residual stresses and warpage during cure of composite laminates. Compos. Struct. 2015, 133, 902–910. [Google Scholar] [CrossRef]
- Sharma, S.C. Effect of albite particles on the coefficient of thermal expansion behavior of the Al6061 alloy composites. Metall. Mater. Trans. A 2000, 31, 773–780. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | 1K EA | 2K EA | Units |
|---|---|---|---|
| Tensile Strength | 5 | 4 | MPa |
| Tensile Modulus | 13 | 3 | MPa |
| Tensile Strain | 203 | 323 | % |
| Lap Shear Strength | 12 | 11 | MPa |
| Properties | Carbon Fiber/Sheet-Molded Composite (SMC) | Aluminum 6061 T6 | Units |
|---|---|---|---|
| Tensile Strength | 300 | 310 | MPa |
| Tensile Modulus | 40 | 69 | MPa |
| Parameters | Settings |
|---|---|
| Technique: | Thermal Digital Image Correlation (TDIC) with IR camera |
| Cameras: | Aramis AdjusTable 12 MP |
| Lens: | Schneider Kreuznach APO-XENOPLAN 2.0/24-0005, 24 mm |
| Sensor/Digitalization | 4096 × 3000, 8-bit |
| Lighting: | Constant lighting, light-emitting diode (LED) lamps |
| Camera/Imaging Distance: | 1000 mm to specimen, 400 mm between cameras |
| Pixel to mm Conversion: | 8 |
| Software: | Aramis Professional 2018 |
| ROI: | 457 mm × 76 mm |
| Subset, Step: | 24, 12 |
| Parameters | Settings |
|---|---|
| Technique: | Thermal Digital Image Correlation (TDIC) with IR camera |
| Cameras: | FLIR A655sc |
| Lens: | FLIR FOL25 |
| Sensor/Digitalization | 640 × 480, 16-bit |
| Emissivity: | 0.95 |
| Lighting: | Constant lighting, incandescent bulbs |
| Imaging Distance: | 1000 mm to specimen |
| Pixel to mm Conversion: | 2.1 |
| Software: | FLIR ResearchIR Max |
| Testing Experiment | A1 (με/GHz) | A2 (με/GHz2) | Interrogator Unit |
|---|---|---|---|
| TDIC and HD-FOS comparison | −6.700045109 | −0.0000546390 | ODiSI 6100 |
| CFSMC/Al with 1K Epoxy Adhesive | −6.688827515 | −0.0000451458 | ODiSI-B |
| CFSMC/Al with 2K Epoxy Adhesive | −6.698980808 | −0.0000451458 | ODiSI-B |
| Displacement (mm) at Temperature | 1K EA (mm) | Aluminum (Al) with 1K EA (mm) | Carbon Fiber SMC with 1K EA (mm) | 2K EA (mm) | Aluminum (Al) with 2K EA (mm) | Carbon Fiber SMC with 2K EA (mm) |
|---|---|---|---|---|---|---|
| 190 °C | 0.109 | 1.665 | 0.259 | 0.352 | 1.448 | 0.130 |
| 180 °C | −0.001 | 1.538 | 0.168 | 0.275 | 1.325 | 0.039 |
| 160 °C | −0.087 | 1.406 | 0.084 | 0.113 | 1.163 | 0.022 |
| Thermal Expansion Temperature Range (°C) | 1K EA (μm/m/°C) | Aluminum (Al) with 1K EA (μm/m/°C) | Carbon Fiber SMC with 1K EA (μm/m/°C) | 2K EA (μm/m/°C) | Aluminum (Al) with 2K EA (μm/m/°C) | Carbon Fiber SMC with 2K EA (μm/m/°C) |
|---|---|---|---|---|---|---|
| 30–190 °C | 1 (1) | 22 (6) | 3 (5) | 6 (3) | 30 (4) | 3 (2) |
| 30–180 °C | 14 (6) | 18 (7) | 10 (6) | 9 (4) | 26 (4) | 3 (2) |
| 30–160 °C | 14 (6) | 18 (7) | 11 (5) | 7 (5) | 21 (3) | 3 (2) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Young, S.; Penumadu, D.; Foster, D.; Maeser, H.; Balijepalli, B.; Reese, J.; Bank, D.; Dahl, J.; Blanchard, P. Smart Adhesive Joint with High-Definition Fiber-Optic Sensing for Automotive Applications. Sensors 2020, 20, 614. https://doi.org/10.3390/s20030614
Young S, Penumadu D, Foster D, Maeser H, Balijepalli B, Reese J, Bank D, Dahl J, Blanchard P. Smart Adhesive Joint with High-Definition Fiber-Optic Sensing for Automotive Applications. Sensors. 2020; 20(3):614. https://doi.org/10.3390/s20030614
Chicago/Turabian StyleYoung, Stephen, Dayakar Penumadu, Darren Foster, Hannah Maeser, Bharati Balijepalli, Jason Reese, Dave Bank, Jeff Dahl, and Patrick Blanchard. 2020. "Smart Adhesive Joint with High-Definition Fiber-Optic Sensing for Automotive Applications" Sensors 20, no. 3: 614. https://doi.org/10.3390/s20030614